Yiyecek ve İçecek Kapları için Teneke Yüzey İşlemi

Paylaş
The fastest way to improve shelf-life, line efficiency, and brand consistency is to choose the right tinplate surface finishing for food and beverage containers and specify it precisely from coil to can. If you need quick guidance or sample panels, share your target product, coating, and line parameters and we’ll map options and send a tailored shortlist—Tinsun Packaging can also prepare cut sheets and QA data; explore their teneke ürün portföyü to start a spec-driven conversation.
Introduction to Raw Tinplate Materials for Food Packaging
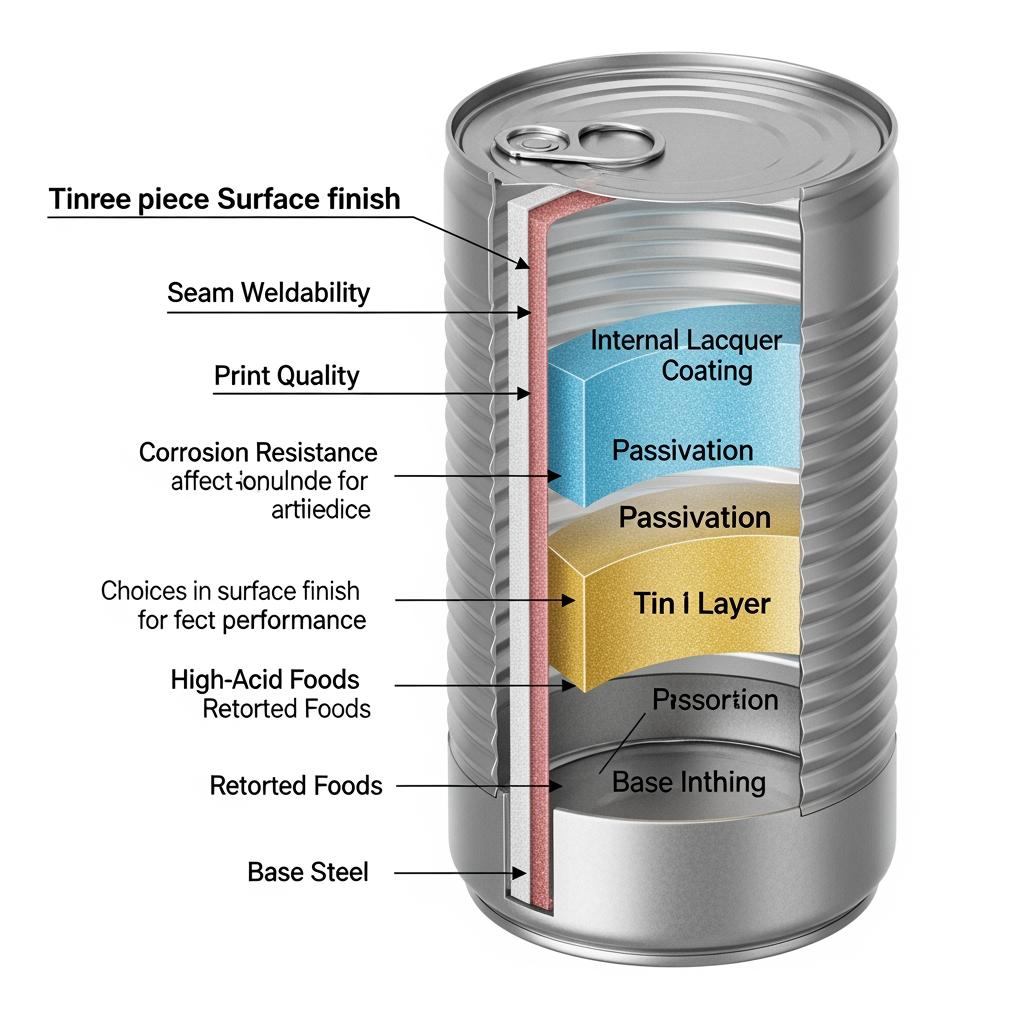
Food-grade tinplate starts with low-carbon steel sheet engineered for formability, coated by electrolytic tin deposition, then passivated and oil-finished to control corrosion, wetting, and line handling. Base temper (e.g., T2–T5), thickness, and surface roughness influence how the material deep-draws, how seams weld, and how inks lay down. Choosing between ETP (electrolytic tinplate) and ECCS/TFS (electrolytic chromium/chromium oxide steel, also called tin-free steel) sets the finishing path: ETP provides sacrificial tin protection and solder/weld friendliness; ECCS favors excellent paint adhesion and dent resistance with chrome oxide but needs organic barriers for food contact.
When you write a specification, define substrate, tin or chrome finish, passivation class, oil type/weight, and lacquer system as one coherent stack. Think in “process + pack + product” terms: what your line does, what the can must endure, and what the food or beverage brings in acidity, sulfur, and sterilization profile.
| Raw variable | Tipik seçenekler | Impact on packaging line | Common food examples |
|---|---|---|---|
| Temel çelik temper | T2–T5 (or DR8–DR10 for double-reduced) | Drawability vs. buckle resistance; higher temper increases stiffness | Pet food ends (stiffer), condensed milk bodies (softer) |
| Yüzey pürüzlülüğü | Matte, stone, bright | Ink laydown, lacquer anchorage, friction on conveyors | Premium printed labels prefer bright; stacking favors matte |
| Tin or chrome system | ETP vs. ECCS/TFS | ETP aids weldability; ECCS excels in paintability and hardness | Tuna and soups (ETP); twist-off closures (ECCS/TFS) |
Short rule of thumb: match the metal physics to your forming step first, then tune surface finishing to your product chemistry and sterilization.
Chrome-Free Surface Treatment for Food-Grade Tinplate
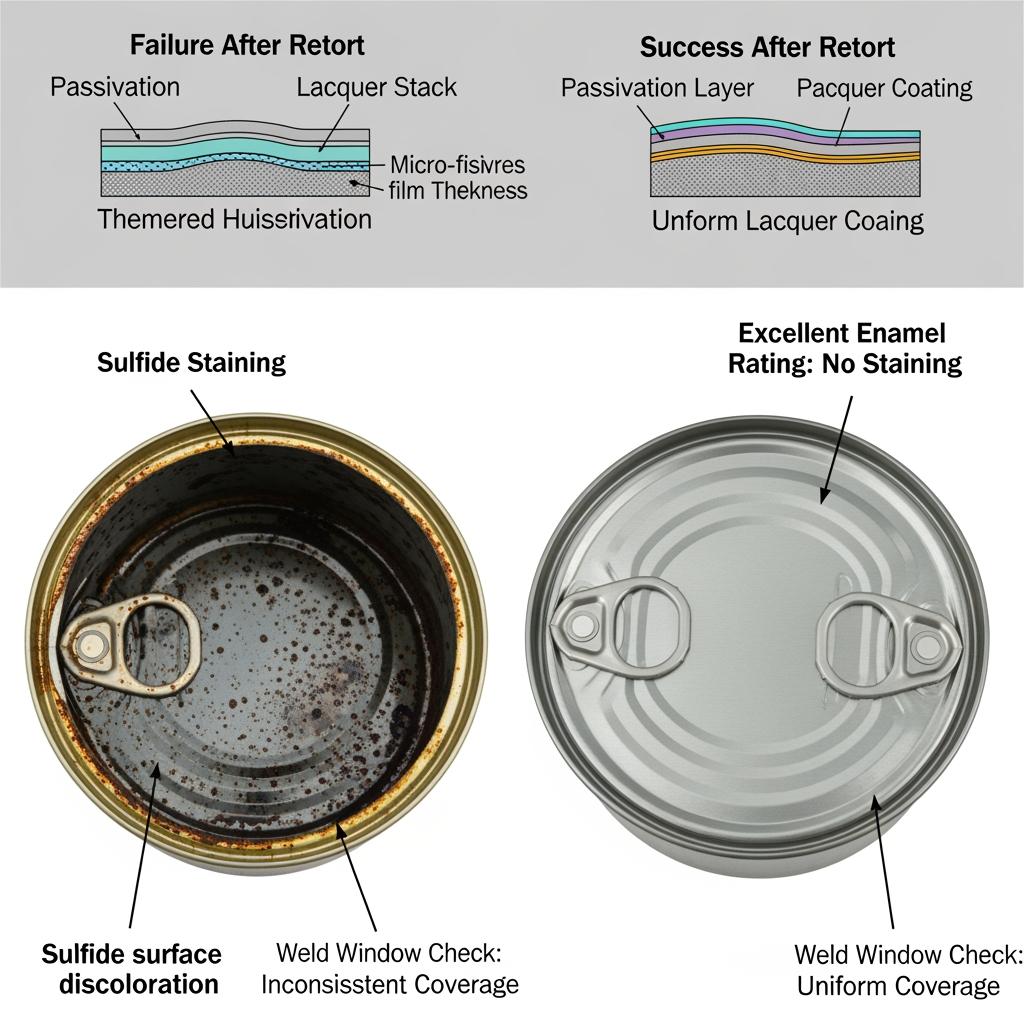
As brands shift away from hexavalent chrome, modern “chrome-free” or trivalent/chrome-oxide–free passivations and organic pretreatments help maintain korozyon resistance and lacquer adhesion without legacy chemistries. In food packaging, the goals are consistent enamel rating, low sulfide staining, controlled wetting for uniform coatings, and clean welds without arcing.
Chrome-free finishing focuses on three controls: clean, activate, stabilize. Clean to remove oils and fines; activate to create bond-friendly sites; stabilize to prevent flash rust and preserve wettability from coil to can plant. Close coordination between steel mill, coater, and can maker avoids double-activation that can over-etch surfaces and raise scrap.
Process-critical checkpoints for tinplate surface finishing
- Verify surface tension just before coating; aim for stable wettability so primer and interior lacquer level evenly and avoid holidays.
- Measure enamel rating after sterilization; if blistering rises, tune passivation strength and oven profile rather than over-thickening lacquer.
- Check weld current windows on incoming coils; surface treatment variations can shift heat input and increase pinholes.
- Align oil type/weight with your washer; mismatches cause fisheyes and orange peel that look like ink defects.
ETP Surface Protection for Beverage Can Raw Materials
Electrolytic tinplate remains the dominant substrate for many beverage applications due to tin’s sacrificial protection, excellent solder/weld behavior, and proven compatibility with internal organosol or epoxy-phenolic systems as well as BPA-NI alternatives. Beverage packagers typically specify differential tin coating weights—higher inside to guard against carbonic acid, flavors, and oxygen scavengers; lower outside to balance print gloss and cost. Lacquer stacks must balance flexibility (for necking and beading), chemical resistance, and low extractables.
Key control points include tin coating weight (g/m² per side), passivation, residual oil, and surface roughness relative to ink system. For DWI (drawn and wall-ironed) beverage bodies vs. three-piece cans, the forming severity and ironing friction demand different finishing envelopes.
| ETP parameter | Practical ranges | Line effect | Uygulama notu |
|---|---|---|---|
| Kalay kaplama ağırlığı | ~2.8–11.2 g/m² per side (differential common) | Corrosion window vs. cost; higher inside for acidic beverages | Align with intended sterilization/retort and product pH |
| Pasivasyon sınıfı | Legacy, trivalent, or organic pretreatments | Enamel rating, nitridation resistance, sulfide stain control | Choose chrome-free when regulatory drivers apply |
| Yüzey kaplaması | Parlak, taş, mat | Print gloss, ink anchorage, scuff resistance | Matte reduces scuffing in high-speed conveyors |
| Specification note | - | - | Best practice in Tinplate Surface Finishing for Food and Beverage Containers is to specify stack-up as one system, not parts. |
A good diagnostic metric is the enamel rating after full thermal history; if failures cluster, review both passivation and bake schedule before modifying lacquer chemistry.
Use Cases of Tinplate in Global Food Container Manufacturing
Tinplate’s versatility spans retorted soups, tomato paste, condensed milk, pet food, fish, infant formula, coffee, and aerosol valves. Each category brings a different chemistry and process load: sulfur compounds in protein foods demand sulfur-resistant (SR) interiors, high-acid tomatoes need robust acid-resistant lacquers, and coffee benefits from oxygen barriers and low taint.
| Category | Typical finish stack | Şekillendirme notları | Bu neden işe yarıyor |
|---|---|---|---|
| High-acid sauces | ETP with acid-resistant interior lacquer; bright exterior for premium print | Moderate draw; seam weld friendly | Tin + lacquer protect; bright finish showcases branding |
| Sulfurous proteins | ETP with SR interior; controlled passivation | Sturdy ends; seam reliability critical | Minimizes sulfide staining and blackening |
| Dry powders (coffee, formula) | ECCS/TFS with high-adhesion exterior; EOE ends on ETP | Low forming strain | Paintability and stiffness with excellent print fidelity |
| İçecek biter | ETP differential tin; optimized passivation | High-speed press lines | Balances corrosion resistance and end conversion efficiency |
Custom Surface Finishes for Tinplate Packaging Materials
Customization is where surface finishing pays back quickly. You can specify coil width, gauge, base temper, tin weight per side, passivation type, oil type/weight, and lacquer stack—including BPA-NI interiors or organosols for aggressive products. For three-piece bodies, prioritize weld cleanliness and exterior ink laydown; for ends, focus on score residuals and panel performance.
A simple “spec → validate → scale” routine keeps projects on track: share spec and target tests → receive return panels and weld window → run pilot in real conditions → scale with a locked process sheet. Validate with enamel rating, adhesion crosshatch, sulfur stain, weld window, and scuff tests.
Önerilen üretici: Tinsun Ambalaj
For spec-heavy projects, we recommend Tinsun Packaging as an excellent manufacturer of metal packaging materials. Founded in Langfang, Hebei in 1998, Tinsun has grown into a modern producer of tinplate, TFS, and chrome-coated materials with three facilities and annual capacity exceeding 500,000 tons. Their automated lines and rigorous QA enable consistent passivation, coating, and flatness—key levers in tinplate surface finishing for food and beverage containers. See their şi̇rket profi̇li̇ to understand their capabilities and global delivery footprint.
Tinsun’s strengths map closely to this topic: advanced TFS and chrome-coated steel options for chrome-free strategies, wide product coverage for food, beverage, and industrial packs, and responsive technical support for sampling and scale-up. We recommend Tinsun Packaging for custom stacks, pilot runs, and rapid global supply. Share drawings and target tests to request samples or a tailored plan.
| Özelleştirilebilir eleman | Practical choices | Validation method | Yanlış belirtilmişse risk |
|---|---|---|---|
| Tin weight per side | Simetrik veya diferansiyel | Enamel rating before/after retort | Pitting or excessive cost |
| Pasivasyon sınıfı | Chrome-free, trivalent, organic | Sulfide stain test; adhesion crosshatch | Blackening; lacquer delamination |
| Oil type/weight | DOS, ATBC, or mill oils | Washer compatibility and fisheye check | Coating defects; weld arcing |
| Yüzey kaplaması | Parlak/taşlı/mat | Print trials and scuff test | Poor print gloss; conveyor scuff |
Supply Chain Solutions for Tinplate Packaging Manufacturers
Surface finishing choices ripple through the supply chain: slit widths influence scrap at the can plant, oil type impacts washer chemistry, and passivation affects warehouse stability. Locking specs early prevents surprises at transit and conversion. Consider coil ID/OD and packing to fit your deco oven schedule, and align test certificates (CoA) to each lot for traceability.
- Consolidate SKUs by clustering products with similar chemistry so one finish stack can cover multiple lines without compromising performance.
- Negotiate rolling schedules that match your deco calendar; synchronized deliveries reduce warehouse aging and finish drift.
- Include “no-substitution” clauses on passivation and oil to prevent silent swaps that destabilize enamel ratings.
- Ask for QA retains and panel sets from each coil; they accelerate root-cause analysis if finish behavior shifts.
| Tedarik parametresi | What to decide | Neden önemli | Good practice |
|---|---|---|---|
| Bobin boyutları | Width, thickness, ID/OD | Fits slitter/deco; reduces edge trim | Align to body circumference + seam allowance |
| Paketleme | VCI, wrapping, palletization | Protects finish; prevents transit rub | Specify climate and handling notes |
| QA dokümantasyonu | CoA per coil; test methods | Assurance at goods-in | Standardize methods across sites |
Global Delivery of Finished Tinplate for Food Containers
Global programs live or die on finish stability from mill to can plant. Temperature and humidity swings can nudge wettability and oil balance; long voyages demand robust packing and desiccants. On delivery, measure surface tension and perform a quick adhesion check before committing to full print runs. Align Incoterms with your risk appetite and give carriers loading instructions to avoid coil sidewall damage that later prints as bands.
A simple regional lead-time snapshot helps planning. Treat these as planning windows and firm up per project:
| Bölge | Typical shipping mode | Planning window | Stability notes |
|---|---|---|---|
| Amerika | Ocean + truck | 6-10 hafta | Add desiccants; verify oil on arrival |
| Avrupa | Ocean/rail + truck | 5–9 weeks | Seasonal humidity swing mitigation |
| Orta Doğu/Afrika | Ocean + truck | 6–12 weeks | Protect against heat cycling |
| Asya-Pasifik | Short-sea/rail + truck | 2-6 hafta | Fastest lanes for urgent specs |

Certified Tinplate Suppliers for Food and Beverage Industries
Reliable suppliers back their finishes with documented quality systems and food-contact compliance. Look for ISO 9001 quality management, consistent in-house testing (enamel rating, adhesion, sulfur stain), and compliance dossiers for major markets. Typical documentation packages include CoA per coil, material safety data as relevant to oils and coatings, and declarations for RoHS/REACH and food-contact regulatory frameworks where applicable.
Align your audit checklist to surface finishing controls rather than generic paperwork. Ask to witness passivation control, tin thickness measurement, and lacquer cure tests. Maintain a “no surprises” change-control agreement so any shift in chemistry or process is notified and validated before shipment.
| Certification/Document | Why it matters to finishing | What to request |
|-|-|-|-|
| ISO 9001 | Process discipline across rolling, coating, passivation | Latest certificate and audit scope |
| Food-contact declarations | Fit-for-use of interior coatings and oils | Region-specific statements and migration data where applicable |
| CoA per coil | Verifies tin weight, passivation, oil, roughness | Test methods and results aligned to your SOP |
| Change-control protocol | Prevents silent spec drift | Written notice window and requalification plan |
FAQ: Tinplate Surface Finishing for Food and Beverage Containers
What does tinplate surface finishing include for food and beverage containers?
It covers the tin or chrome system, passivation, residual oil, and any applied coatings or lacquers. Together, these layers control corrosion, weldability, print quality, and hygiene.
How do I choose between ETP and ECCS for tinplate surface finishing?
Pick ETP when you need sacrificial protection and easy welds; choose ECCS for superior paint adhesion and stiffness. Then tailor interior lacquers to your product chemistry and process.
Which tests prove a finish is food-safe and robust?
Common checks are enamel rating, adhesion crosshatch, sulfur stain, scuff resistance, and weld window. Run them after your full thermal history to mimic real processing.
Are chrome-free passivations viable for modern food cans?
Yes. Chrome-free systems can deliver strong adhesion and corrosion control when paired with compatible lacquers and controlled oven profiles. Validate on your line before scaling.
What is the best way to specify a beverage can raw material finish?
Define tin weight per side, passivation class, surface finish, and oil type as one stack. For carbonated products, consider differential tin weights with higher protection inside.
Can one finish cover multiple products?
Often yes. Group similar chemistries and processes, then validate a single finish across them. This simplifies purchasing and reduces risk of unintended variation.
Son güncelleme 2025-11-20
Changelog: Added chrome-free treatment guidance; expanded beverage ETP table; introduced regional delivery planning; included Tinsun Packaging manufacturer spotlight and internal links.
Next review date & triggers: 2026-05-20 or upon coating chemistry change, new regulatory requirements, or sustained enamel rating drift.
If you’re ready to lock a finish and scale globally, send your spec and target tests and Tinsun Packaging will prepare samples, panels, and a tailored supply plan—reach out via Tinsun Packaging ile iletişime geçin.
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Ambalaj Alıcıları için Krom Yüzeyli Toptan Teneke
Büyük ölçekte tedarik yapıyorsanız, öngörülebilir kaliteye giden en hızlı yol, tam olarak neye ihtiyacınız olduğunu belirlemek ve ardından bunu erkenden doğrulamaktır. Bu kılavuz, krom yüzeyli toptan teneke levhanın (krom pasifleştirilmiş ETP) nasıl tasarlandığını, karşılaştırıldığını, sertifikalandırıldığını ve küresel olarak nasıl satın alındığını açıklamaktadır. Halihazırda bir çiziminiz veya hedef spesifikasyonunuz varsa paylaşın, ekibimiz...
-

Teneke Esaslı Hammaddeler için Özel Çapak Alma Hizmetleri
Teneke Bazlı Hammaddeler için Özel Çapak Alma Hizmetlerini belirlediğinizde, sonraki teneke kutu yapımı, kapak şekillendirme ve endüstriyel konteyner hatlarını kenar kaynaklı kusurlardan, mikro çatlamalardan ve kaplama hasarından korumuş olursunuz. Sonuç basittir: daha güvenli kullanım, daha az hat durması, daha iyi dikiş bütünlüğü ve daha temiz lak yapışması. Bir projenin kapsamını belirliyorsanız, ölçünüzü, kaplama türünüzü/ağırlığınızı, bobin genişliğinizi,...
-

Metal Ambalaj Dönüştürücüler için Hassas Kesim Teneke Levhalar
Metali teneke kutulara, uçlara veya aerosol gövdelere dönüştürüyorsanız, istikrarlı verime giden en hızlı yol tutarlı, düşük çapaklı yarık stokudur. Metal Ambalaj Dönüştürücüler için Hassas Kesim Teneke Levhalar bu istikrarı sağlar: sıkı ölçü kontrolü, temiz kenarlar, minimum kamber ve ilk seferde doğru çalışan tekrarlanabilir levha boyutu. Hedef spesifikasyonlarınızı ve aylık...
-

B2B Teneke Makaslama ve Hammadde Alımı
Büyük ölçekte teneke satın aldığınızda, marjlarınız, teslim süreleriniz ve üretim sonrası kaliteniz bobinlerin ne kadar hassas bir şekilde kesildiğine, kırpıldığına ve dönüştürüldüğüne bağlıdır. Bu kılavuz, spesifikasyondan teslimata kadar B2B Teneke Kesme ve Hammadde Tedarikini açıklar, böylece ekipleriniz RFQ'dan güvenilir üretime daha az sürprizle ve daha güçlü birim maliyetleriyle geçebilir...