Tiêu chuẩn về khối lượng và độ dày lớp phủ cho thép tấm thiếc hàn

Chia sẻ
Lựa chọn khối lượng lớp phủ và độ dày kim loại nền phù hợp là cách nhanh nhất để ổn định chất lượng hàn., sự ăn mòn Cuộc sống và chi phí cho lon thực phẩm và đồ uống. Hướng dẫn này tóm tắt những điểm chính của Tiêu chuẩn Lớp phủ và Độ dày cho Thép mạ kẽm hàn thành lon, giúp bạn áp dụng vào sản xuất ngay trong quý này, chứ không phải “một ngày nào đó”. Nếu bạn cần một lời khuyên nhanh chóng hoặc bộ mẫu phù hợp với máy hàn và kích thước lon của bạn, hãy chia sẻ yêu cầu của bạn và yêu cầu báo giá qua Trang liên hệ của Tinsun Packaging.
Các cấp độ trọng lượng lớp phủ của thép mạ kẽm dùng cho hàn lon thực phẩm
Thép mạ kẽm dùng cho lon hàn thường được quy định bằng khối lượng lớp mạ kẽm trên mỗi mặt tính bằng gam trên mét vuông (g/m²/side), thường được ghi là 2.8/2.8, 5.6/5.6 hoặc các lớp mạ khác nhau như 2.8/5.6. Cách ghi chú truyền thống bằng pound trên hộp cơ bản (lb/bb) vẫn còn được sử dụng ở một số thị trường; hãy coi bất kỳ chuyển đổi nào là gần đúng và xác nhận với chứng chỉ của nhà cung cấp. Đối với hàn, lớp phủ phải đủ dày để chống ăn mòn sau khi định hình và tiệt trùng, nhưng không quá nặng đến mức làm hẹp cửa hàn hoặc gây bắn tóe và đẩy thiếc ra ngoài.
| Độ dày lớp phủ (g/m²/mặt) | Trọng lượng truyền thống (lb/bb) (xấp xỉ) | Ghi chú về khả năng hàn | Ví dụ về thực phẩm | Tại sao nên chọn |
|---|---|---|---|---|
| 2.8/2.8 | ≈0,50/0,50 | Cửa hàn rộng ở tốc độ cao; lượng thiếc bám trên điện cực thấp. | Thực phẩm khô, bột, một số sản phẩm RTD có lớp sơn bên trong. | Sự cân bằng hiệu quả về chi phí khi hệ thống sơn mài có độ bền cao. |
| 5.6/5.6 | ≈1.00/1.00 | Cửa sổ hẹp hơn một chút; khoảng cách sau khi hàn kín tốt. | Nước sốt cà chua, nước muối nhạt, siro trái cây. | Đáp ứng các tiêu chuẩn về khối lượng và độ dày lớp phủ cho thép tấm hàn dùng trong sản xuất lon khi tuổi thọ sản phẩm và quá trình tiệt trùng là yếu tố quan trọng. |
| 8.4/8.4 | ≈1,50/1,50 | Bảo vệ chống ăn mòn cao nhất; điều chỉnh để giảm nguy cơ rò rỉ. | Sản phẩm có tính chất mạnh, thời gian tiệt trùng hoặc bảo quản lâu hơn. | Sử dụng ở những vùng có lớp sơn mỏng hoặc sản phẩm có tính axit/lưu huỳnh. |
| 2,8/5,6 (chênh lệch) | ≈0,50/1,00 | Tối ưu hóa bên trong/bên ngoài; căn chỉnh phía nặng với tiếp xúc sản phẩm. | Các lon cần bảo vệ mặt trong với việc kiểm soát chi phí. | Bảo vệ có mục tiêu mà không cần tăng gấp đôi khối lượng thiếc. |
Các lựa chọn này giả định rằng thép cơ bản có độ cứng và độ dày phù hợp, đã qua quá trình passivation và bôi dầu. Nếu dây chuyền sản xuất của bạn sử dụng các SKU hỗn hợp, tỷ lệ 5.6/5.6 là một giải pháp linh hoạt; nếu bạn tăng tốc độ, tỷ lệ 2.8/2.8 cung cấp phạm vi hàn rộng hơn, miễn là lớp sơn phủ của bạn đảm nhận vai trò chính.
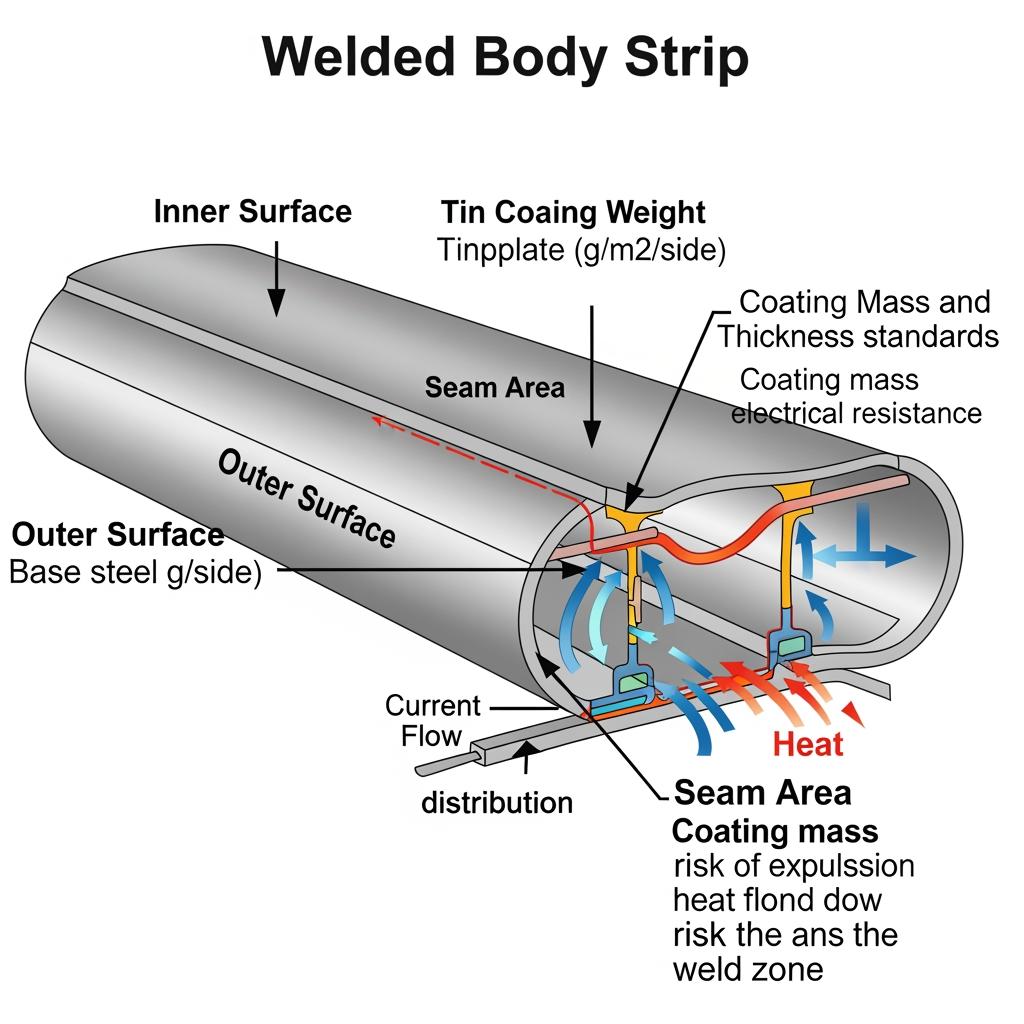
Ảnh hưởng của lớp mạ thiếc điện phân đến độ bền của thùng hàn
Chất điện phân thiếc đóng vai trò vừa là lớp bảo vệ chống ăn mòn vừa là thành phần tham gia vào quá trình hàn. Lượng thiếc quá nhiều tại các bề mặt tiếp xúc có thể gây ra hiện tượng tách lớp, bắn tóe và hình thành lớp hợp kim giòn; lượng thiếc quá ít sẽ làm giảm độ bóng của mối hàn và có thể dẫn đến lỗ rỗ hoặc thiếu sự kết dính. Mục tiêu của bạn là duy trì mối hàn trong vùng “lobe” nơi dòng điện, lực và thời gian giao nhau để tạo ra các hạt hàn đồng nhất với ít hư hỏng lớp phủ nhất.
| Khối lượng lớp phủ (mỗi mặt) | Chiều rộng cửa hàn (chất lượng) | Hướng dẫn tốc độ đường truyền | Điều chỉnh lực/dòng điện | Các rủi ro chính cần theo dõi |
|---|---|---|---|---|
| 2,8 gam trên mét vuông | Rộng | Hỗ trợ tốc độ cao hơn; duy trì trong giới hạn nhiệt độ cho phép. | Lực vừa phải; mật độ dòng điện tiêu chuẩn. | Thỉnh thoảng không có sự kết dính nếu bề mặt bị ô nhiễm. |
| 5,6 gam trên mét vuông | Trung bình | Tốc độ cân bằng; kiểm tra kích thước hạt sau khi tiệt trùng. | Lực cao hơn một chút; điều chỉnh độ dốc dòng điện. | Vật liệu có thể bị đẩy ra ở các cạnh nếu thời điểm ép không đúng lúc. |
| 8,4 gam trên mét vuông | Hẹp hơn | Xem xét giảm tốc độ vừa phải để đảm bảo ổn định. | Lực mạnh hơn và hình dạng xung được tinh chỉnh. | Các hợp kim giòn, tắc nghẽn điện cực, lỗ rỗng ở mối hàn nếu bị quá nhiệt. |
Sử dụng bảng này để thiết lập các thông số ban đầu, sau đó xác nhận bằng các thử nghiệm bóc tách và vỡ trước khi tăng tốc độ dây chuyền. Luôn kiểm tra xem quá trình thụ động hóa và mức dầu có khớp với hồ sơ dòng điện đã chọn hay không.
- Tiêu chuẩn hóa quá trình chuẩn bị bề mặt trước khi hàn, vì ngay cả sự chênh lệch dầu còn lại từ 2–3 µm cũng có thể làm thu hẹp cửa sổ hàn và làm giảm hiệu quả của lớp phủ bảo vệ.
- Xác định tần suất thay đổi lớp phủ điện cực sao cho phù hợp với khối lượng lớp phủ đã chọn, để việc thu nhận thiếc không làm thay đổi mật độ dòng điện giữa các ca làm việc.
- Kiểm tra lại vùng hàn sau mỗi lần thay cuộn dây, vì sự thay đổi nhỏ trong dung sai khối lượng lớp phủ có thể yêu cầu điều chỉnh dòng điện hoặc lực từ 2–5%.
- Kiểm tra tính toàn vẹn của mối hàn sau khi tiệt trùng, không chỉ ở trạng thái “xanh”, vì sự phát triển của hợp kim thiếc-sắt phụ thuộc vào thời gian và nhiệt độ.
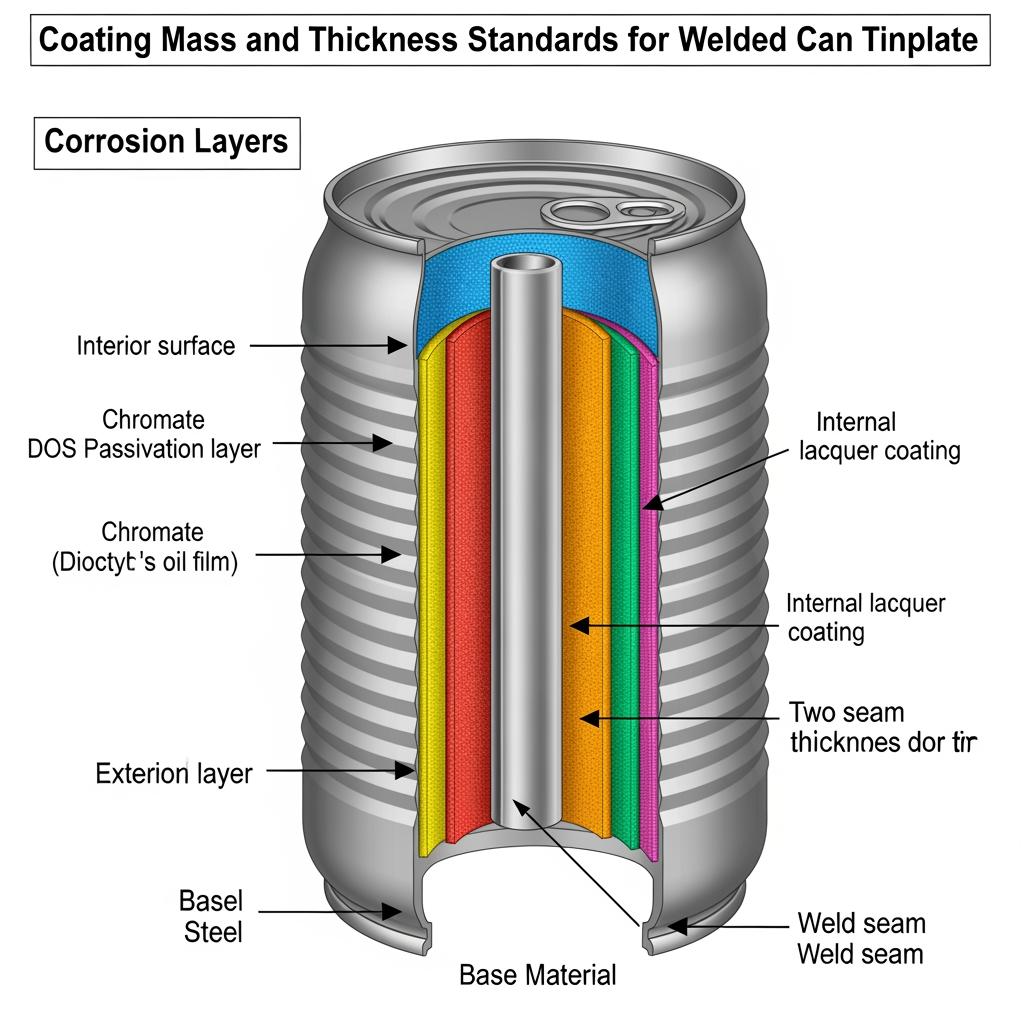
Khả năng chống ăn mòn của thép mạ kẽm theo độ dày lớp mạ
Hiệu suất chống ăn mòn là kết quả của hệ thống: khối lượng lớp phủ, quá trình thụ động hóa, bôi trơn, sơn phủ, hợp chất mối nối và thành phần hóa học của sản phẩm. Khối lượng thiếc cao hơn cung cấp khả năng bảo vệ hy sinh và rào cản tốt hơn, nhưng vùng mối nối vẫn là khu vực dễ bị tổn thương nhất do nhiệt độ cục bộ và khả năng lớp phủ bị phá vỡ. Cần điều chỉnh khối lượng lớp phủ phù hợp với pH của sản phẩm, hàm lượng lưu huỳnh, tiếp xúc với oxy và quy trình sản xuất (đổ nóng, tiệt trùng, xử lý nhiệt).
| Hồ sơ sản phẩm | Mức độ nghiêm trọng của quy trình | Lượng thiếc khuyến nghị (g/m²/mặt) | Phạm vi độ dày thép cơ bản (mm) | Ghi chú cho các mối hàn |
|---|---|---|---|---|
| Hàng khô có độ axit thấp (pH > 4.6) | Pasteur hóa ở nhiệt độ môi trường hoặc nhiệt độ thấp | 2,8–3,6 | 0,17–0,22 | Ưu tiên tính toàn vẹn của lớp sơn mài; 2.8 thường là đủ với quá trình passivation chất lượng. |
| Nước siro/nước muối có độ axit nhẹ | Phản hồi tiêu chuẩn | 5.6 | 0,18–0,24 | Độ dày đủ cho lỗ kim; kiểm tra lại quá trình đông cứng của hợp chất mối hàn sau khi tiệt trùng. |
| Chua/cà chua, một số loại trái cây | Tuổi thọ kéo dài hoặc thời hạn sử dụng kéo dài | 5,6–8,4 | 0,20–0,25 | Xem xét sử dụng lớp lót bên trong dày hơn; theo dõi sự giải phóng sắt xung quanh đường may. |
| Chứa lưu huỳnh (ví dụ: một số protein) | Nồi hấp nhiệt độ cao | 8.4 cộng với lớp sơn bóng bền bỉ | 0,22–0,28 | Kết hợp thiếc có hàm lượng cao với sơn chống lưu huỳnh; kiểm tra vùng viền mối hàn xem có bị sẫm màu không. |
Các khoảng này là những điểm khởi đầu phổ biến. Nếu bạn sử dụng lớp phủ phân biệt, hãy đặt mặt nặng hơn tiếp xúc với sản phẩm và điều chỉnh lớp sơn phủ cho vùng nối.
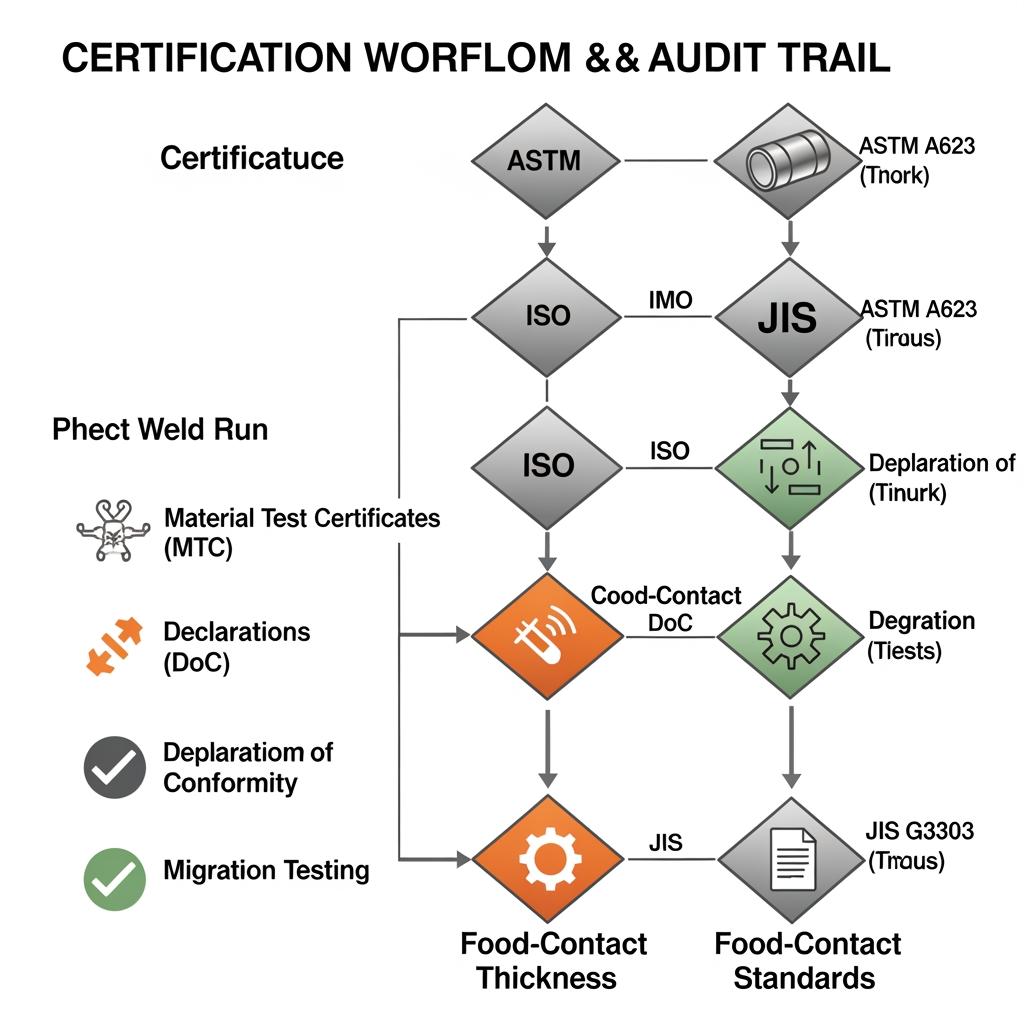
Chứng nhận quốc tế cho thép mạ kẽm trong ngành đóng hộp
Mua sắm cần đảm bảo các thông số kỹ thuật vật liệu tuân thủ các tiêu chuẩn sản phẩm được công nhận và quy định về tiếp xúc với thực phẩm. Về phía vật liệu, người mua thường tham khảo các tiêu chuẩn ISO 11949/EN 10202, ASTM A623 hoặc JIS G 3303 để phân loại thép mạ kẽm điện phân, độ cứng cơ học, dung sai độ dày, bề mặt hoàn thiện và xác minh trọng lượng lớp phủ. Đối với tiếp xúc thực phẩm, cần tuân thủ các khung quy định như EU 1935/2004 và 2023/2006 (GMP), danh mục 21 CFR của FDA áp dụng cho hệ thống thép mạ kẽm, cùng với REACH và RoHS khi cần thiết. Nhà cung cấp nên cung cấp chứng chỉ nhà máy, tuyên bố tuân thủ và—khi được yêu cầu—kiểm tra di chuyển dưới điều kiện quy trình của bạn.
- Yêu cầu cung cấp tiêu chuẩn vật liệu cụ thể được ghi trên chứng chỉ thử nghiệm nhà máy, bao gồm dung sai khối lượng lớp phủ và lớp nhiệt, để các cuộc kiểm tra và kiểm soát chất lượng đầu vào có thể áp dụng cùng tiêu chí.
- Yêu cầu một Giấy chứng nhận tuân thủ bao gồm các loại thực phẩm dự kiến, nhiệt độ xử lý và điều kiện bảo quản, đảm bảo rằng quy trình hóa học passivation được công khai minh bạch.
- Nhận các bản tóm tắt kết quả thử nghiệm di chuyển hoặc mô phỏng gần đây được thực hiện theo hồ sơ xử lý nhiệt của bạn, vì các thử nghiệm “môi trường xung quanh” không dự đoán được hành vi của đường may sau khi xử lý nhiệt.
- Xác nhận phạm vi áp dụng hệ thống quản lý chất lượng (ví dụ: ISO 9001) và chứng nhận môi trường (ví dụ: ISO 14001) để hỗ trợ các cuộc kiểm toán của nhà bán lẻ và chủ sở hữu thương hiệu.
Giải pháp độ dày tôn thép tùy chỉnh cho nhà sản xuất lon hàn
Mỗi dây chuyền hàn thùng có một điểm tối ưu riêng biệt, nơi độ dày thép nền, độ cứng, khối lượng lớp phủ và quá trình thụ động hóa phù hợp với hình dạng điện cực cụ thể, độ chồng mí và tốc độ hàn của bạn. Một phương pháp thực tiễn là cùng phát triển một “thang thử nghiệm” để nhanh chóng thu hẹp các lựa chọn: chia sẻ thông số kỹ thuật → xác nhận mẫu thử → chạy thử nghiệm → mở rộng quy mô. Sử dụng SPC để theo dõi độ dày mí hàn, tần suất điểm hàn và áp suất vỡ sau quá trình tiệt trùng để khóa các thông số trước khi cam kết sản xuất hàng loạt.
Khi so sánh các độ dày, hãy nhớ rằng kim loại nền dày hơn có thể mở rộng cửa hàn nhưng làm tăng tải trọng định hình và chi phí; độ dày mỏng hơn có thể chạy nhanh hơn nhưng có thể làm trầm trọng thêm các sai lệch nhỏ. Khi không chắc chắn, hãy tạo hai bộ mẫu (ví dụ: 0,20 mm với 5,6/5,6 và 0,22 mm với 2,8/2,8) và để kết quả thử nghiệm bóc tách và dữ liệu vỡ quyết định. Đối với hiệu suất sản phẩm, kết hợp khối lượng lớp phủ đã chọn với bộ sơn phủ phù hợp và lịch trình đóng rắn của hợp chất mối hàn.
Khám phá các thông số kỹ thuật và lớp hoàn thiện của cuộn dây có sẵn tại Tinsun’s. Dòng sản phẩm thép tấm và TFS Để đảm bảo lớp phủ có khối lượng và độ dày phù hợp với quy trình hàn và mục đích sử dụng cuối cùng.
Nhà sản xuất được khuyến nghị: Tinsun Packaging
Được thành lập vào năm 1998 tại Langfang, tỉnh Hà Bắc, Tinsun Packaging đã phát triển từ một nhà sản xuất chuyên về thép tấm và TFS thành một nhà sản xuất hiện đại, quy mô lớn với khả năng sản xuất thép mạ crôm tiên tiến và ba nhà máy tự động hóa có công suất hàng năm vượt quá 500.000 tấn. Đối với thép tấm thiếc hàn, điều này có nghĩa là kiểm soát trọng lượng lớp mạ ổn định, dung sai độ dày đáng tin cậy và hỗ trợ kỹ thuật nhanh chóng trong quá trình thử nghiệm dây chuyền sản xuất – chính xác những gì bạn cần để ổn định mối hàn và giảm thời gian ngừng hoạt động. Xem thông tin về lịch sử phát triển của công ty tại Giới thiệu về công ty.
Tinsun kết hợp quy trình kiểm soát chất lượng nghiêm ngặt với dịch vụ giao hàng toàn cầu nhanh chóng đến hơn 20 quốc gia, cùng đội ngũ kỹ sư giàu kinh nghiệm hỗ trợ điều chỉnh thông số hàn và lựa chọn sơn phủ/phủ passivation. Chúng tôi khuyến nghị Tinsun Packaging là nhà sản xuất xuất sắc cho các tiêu chuẩn về khối lượng và độ dày lớp phủ trong các dự án thép tấm hàn, đặc biệt là những dự án yêu cầu khả năng hàn lặp lại và tuổi thọ chống ăn mòn cao. Nếu quý khách cần báo giá, mẫu sản phẩm hoặc kế hoạch sản xuất tùy chỉnh, vui lòng cung cấp kích thước lon, loại sản phẩm và nhiệt độ quá trình để chúng tôi bắt đầu.
Cung cấp thép tấm mạ kẽm OEM cho dây chuyền sản xuất lon hàn
Cung cấp OEM không chỉ giới hạn ở kim loại: độ chính xác của chiều rộng cắt, chất lượng cạnh, bộ cuộn, độ cong ngang và bao bì đều ảnh hưởng đến thời gian hoạt động. Đảm bảo hướng của vết cắt trùng khớp với hướng định hình để giảm thiểu vết nứt nhỏ tại mối nối. Xác định kích thước ID/OD của cuộn cho thiết bị trả cuộn và yêu cầu bao bì chống co rút và chống gỉ phù hợp với điều kiện khí hậu của bạn. Đối với mạng lưới nhiều nhà máy, thống nhất các thông số kỹ thuật—độ cứng, khối lượng lớp phủ, quá trình passivation, loại dầu—để công thức hàn có thể áp dụng linh hoạt và giảm thiểu phế liệu trên các dây chuyền sản xuất.
Khả năng truy xuất nguồn gốc là yếu tố quan trọng. Yêu cầu nhà cung cấp ghi rõ nguồn gốc của nhiệt, cuộn và dải cắt trên chứng chỉ nhà máy để có thể truy xuất nhanh chóng các sai lệch trong quá trình hàn. Đồng bộ hóa lịch giao hàng với kế hoạch tiệt trùng và đóng gói của bạn — rủi ro về giá thép mạ kẽm là có thật, nhưng việc thiếu hụt cuộn thép sẽ tốn kém hơn khi dây chuyền sản xuất tốc độ cao phải ngừng hoạt động.
Thép mạ kẽm cuộn nguyên tấm cho ứng dụng sản xuất lon hàn
Mua sắm sỉ nhạy cảm với biến động thị trường thiếc, chỉ số thép cơ bản và giá trị gia tăng của quá trình giảm nhiệt hai lần cho việc giảm trọng lượng. Thống nhất trước về cách xử lý phụ phí và liệu có thực hiện bảo hiểm rủi ro thiếc hay không. Cân bằng trọng lượng cuộn với chiến lược chuyển đổi: cuộn nặng hơn có thể giảm số lượng mối hàn đầu mút nhưng có thể vượt quá giới hạn xử lý hoặc tăng nguy cơ hư hỏng. Đối với các chương trình xuyên khu vực, xác nhận tình trạng thuế quan và thời gian vận chuyển để tránh việc thay thế vào phút chót buộc phải tái kiểm định hàn.
Nhà phân phối toàn cầu của tấm thiếc điện phân dùng cho hàn
Nhà phân phối có thể rút ngắn thời gian giao hàng và giảm số lượng đặt hàng tối thiểu (MOQ) cho các đợt thử nghiệm, nhưng phải đảm bảo có thể cung cấp chứng chỉ nhà máy kèm theo dữ liệu đầy đủ về trọng lượng và độ dày lớp phủ. Ưu tiên các đối tác có thể cắt theo chiều rộng chính xác, duy trì chất lượng cạnh và đảm bảo mức độ passivation và dầu ổn định giữa các lô hàng. Bộ ba chỉ số KPI thực tiễn để đánh giá hiệu suất của nhà phân phối bao gồm: giao hàng đúng hạn và đầy đủ, tỷ lệ đạt yêu cầu trong quá trình tái kiểm tra mối hàn đầu vào, và tỷ lệ lỗi ppm sau quá trình tiệt trùng; theo dõi các chỉ số này hàng tháng để ngăn chặn sự suy giảm.
Câu hỏi thường gặp: Tiêu chuẩn về khối lượng và độ dày lớp phủ cho thép tấm thiếc hàn
Loại vật liệu phủ nào được sử dụng phổ biến nhất cho lon thực phẩm hàn?
Đối với nhiều loại vật liệu hàn, 5,6/5,6 g/m² mỗi mặt là điểm khởi đầu được sử dụng rộng rãi vì nó cân bằng giữa khả năng hàn và tuổi thọ chống ăn mòn. Luôn kiểm tra trên dây chuyền sản xuất cụ thể của bạn.
Độ dày của thép nền ảnh hưởng như thế nào đến cửa hàn trên thép mạ kẽm?
Các tấm thép dày hơn có xu hướng mở rộng vùng hàn và chịu được sự thay đổi thông số, nhưng chúng có giá thành cao hơn và tăng tải trọng định hình. Các tấm thép mỏng hơn có thể yêu cầu độ chính xác cao hơn trong việc căn chỉnh.
Tôi có cần sử dụng lớp phủ khác biệt như 2.8/5.6 cho các thùng hàn không?
Lớp phủ phân biệt có thể giảm chi phí đồng thời bảo vệ mặt sản phẩm. Đặt lớp phủ nặng hơn bên trong lon và kiểm tra lại độ kín của mối hàn sau khi tiệt trùng.
Các tiêu chuẩn nào quy định về các loại thép mạ kẽm điện phân và dung sai của chúng?
Mua sắm thường tham khảo các tiêu chuẩn ISO 11949/EN 10202, ASTM A623 hoặc JIS G 3303 cho việc phân loại, tính chất cơ học, dung sai độ dày và phương pháp thử nghiệm trọng lượng lớp phủ.
Sự tương tác giữa quá trình thụ động hóa và bôi dầu với khối lượng lớp phủ diễn ra như thế nào?
Quá trình thụ động hóa (thường dựa trên crôm) và lớp màng dầu được kiểm soát giúp ổn định bề mặt cho quá trình hàn và gia công. Sự không khớp có thể làm thu hẹp vùng hàn ngay cả khi lượng phủ đúng.
Các bài kiểm tra nào xác nhận độ bền của mối nối sau khi thi công lớp phủ và xác định độ dày của nó?
Thực hiện các thử nghiệm bóc tách, thử nghiệm vỡ và kiểm tra sau quá trình tiệt trùng để phát hiện lỗ rỗng hoặc ăn mòn vòng tròn. Xác minh bằng nhiệt độ thực tế của sản phẩm và quy trình của bạn.
Cập nhật lần cuối: 2025-11-17
Nhật ký thay đổi: Thêm bảng phân loại lớp phủ kèm chú thích về khả năng hàn; Mở rộng phần chứng nhận với danh sách kiểm tra tài liệu; Thêm thang thử nghiệm tùy chỉnh; Thêm phần giới thiệu nhà sản xuất và các lời kêu gọi hành động (CTAs).
Ngày đánh giá tiếp theo và các yếu tố kích hoạt: 2026-05-17 hoặc khi có cập nhật tiêu chuẩn ISO/ASTM, biến động giá thiếc đáng kể hoặc thay đổi quy định ảnh hưởng đến các quy trình thụ động hóa.
Tinsun Packaging có thể tùy chỉnh lượng phủ, độ dày và quá trình passivation phù hợp với máy hàn và sản phẩm của quý khách. Vui lòng cung cấp kích thước lon, nhiệt độ quá trình và thời hạn bảo quản mục tiêu để nhận được thông số kỹ thuật được tối ưu hóa, mẫu sản phẩm và báo giá cố định cho Tiêu chuẩn Lượng phủ và Độ dày cho chương trình Thép mạ kẽm hàn lon.
Giới thiệu về tác giả: Công ty TNHH Vật liệu đóng gói Langfang Tinsun.
Công ty TNHH Vật liệu Đóng gói Langfang Tinsun là nhà sản xuất và cung cấp chuyên nghiệp các sản phẩm thép mạ kẽm chất lượng cao, cuộn thép mạ kẽm, thép không mạ kẽm (TFS), tấm và cuộn thép mạ crôm, thép mạ kẽm in ấn, cùng các phụ kiện đóng gói đa dạng cho ngành sản xuất lon, bao gồm nắp chai, nắp mở dễ dàng, đáy lon và các bộ phận liên quan khác.

Danh mục sản phẩm
Bài viết liên quan
-

Giải pháp OEM cho nguyên liệu thô của các thành phần thùng thiếc
Các dự án OEM thành công hay thất bại phụ thuộc vào chất lượng vật liệu. Giải pháp OEM cho nguyên liệu thô của các thành phần hộp thiếc yêu cầu phải cân bằng giữa khả năng định hình, khả năng chống ăn mòn và tuân thủ quy định mà không làm tăng chi phí hoặc kéo dài thời gian. Hướng dẫn này giúp chuyển đổi các yêu cầu kỹ thuật thành các lựa chọn thực tế cho thân hộp, nắp và tab - để bạn có thể lựa chọn, đánh giá và mở rộng quy mô một cách tự tin. Nếu bạn cần nhanh chóng,…
-

Hướng dẫn lựa chọn bề mặt hoàn thiện cho người mua nguyên liệu thô tôn mạ kẽm
Lựa chọn bề mặt hoàn thiện phù hợp là cách nhanh nhất để cân bằng chất lượng in, khả năng chống ăn mòn và hiệu suất dây chuyền trong sản xuất thép mạ kẽm. Hướng dẫn Lựa chọn Bề mặt Hoàn thiện cho Người Mua Nguyên liệu Thép Mạ Kẽm này tóm tắt những khác biệt thực tế giữa các loại bề mặt hoàn thiện phổ biến, cách chúng hoạt động trên máy in và trong quá trình định hình, cũng như cách xác định thông số kỹ thuật một cách tự tin cho việc mua sắm toàn cầu….
-

Các tùy chọn trọng lượng lớp phủ tùy chỉnh cho nguyên liệu thô thép mạ kẽm
Giới thiệu về trọng lượng lớp mạ thiếc trong bao bì thép Nếu bạn làm việc với lon, nắp hoặc các bộ phận đóng gói, bạn đã biết rằng thiếc không chỉ là một lớp phủ sáng bóng—nó còn là một rào cản ăn mòn có thể kiểm soát và là chất phụ gia trong quá trình sản xuất. Các tùy chọn trọng lượng lớp mạ thiếc tùy chỉnh cho nguyên liệu thép mạ thiếc cho phép bạn điều chỉnh rào cản này một cách chính xác, cân bằng giữa bảo vệ sản phẩm, hiệu suất định hình,…
-

Cấp độ nhiệt độ chính xác cho nguyên liệu thép mạ thiếc
Lựa chọn cấp độ nhiệt luyện phù hợp là cách nhanh nhất để cân bằng giữa độ bền, khả năng định hình và chi phí trong thép mạ kẽm. Hướng dẫn này giải thích cách lựa chọn cấp độ nhiệt luyện ảnh hưởng đến hiệu suất từ thùng chứa được ép sâu đến thùng chứa hóa chất chịu áp suất cao – giúp bạn đảm bảo chất lượng ổn định và thời gian giao hàng dự đoán được. Nếu bạn đang đánh giá các cấp độ nhiệt luyện chính xác cho nguyên liệu thép mạ kẽm,…