Các phương pháp tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại trong lĩnh vực B2B
Chia sẻ
Đảm bảo chất lượng thép mạ kẽm trong gia công dập công nghiệp phụ thuộc vào việc thiết kế để đảm bảo tính dẻo dai, bảo vệ bề mặt từ đầu đến cuối và đồng bộ hóa nguồn cung với thực tế của máy dập. Trong hướng dẫn này về Các Thực Hành Tốt Nhất Khi Sử Dụng Nguyên Liệu Thép Mạ Kẽm Trong Gia Công Dập B2B, bạn sẽ tìm thấy các phương pháp nhanh chóng để lựa chọn thép mạ kẽm điện phân (ETP), ngăn ngừa lỗi và tối ưu hóa quy trình mua hàng mà không ảnh hưởng đến chất lượng. Nếu bạn đang lên kế hoạch cho một chương trình mới hoặc thay đổi nhà cung cấp, hãy chia sẻ thông số kỹ thuật của bạn để nhận báo giá nhanh và mẫu thử nghiệm – Tinsun Packaging có thể cung cấp các tùy chọn cuộn thép tùy chỉnh, trọng lượng mạ thiếc và hướng dẫn về độ cứng phù hợp với cửa sổ ép của bạn. Để được hỗ trợ ngay lập tức, bạn cũng có thể chia sẻ thông số kỹ thuật dập của mình với Tinsun Packaging qua trang liên hệ.
Giới thiệu về thép mạ kẽm cho gia công dập công nghiệp
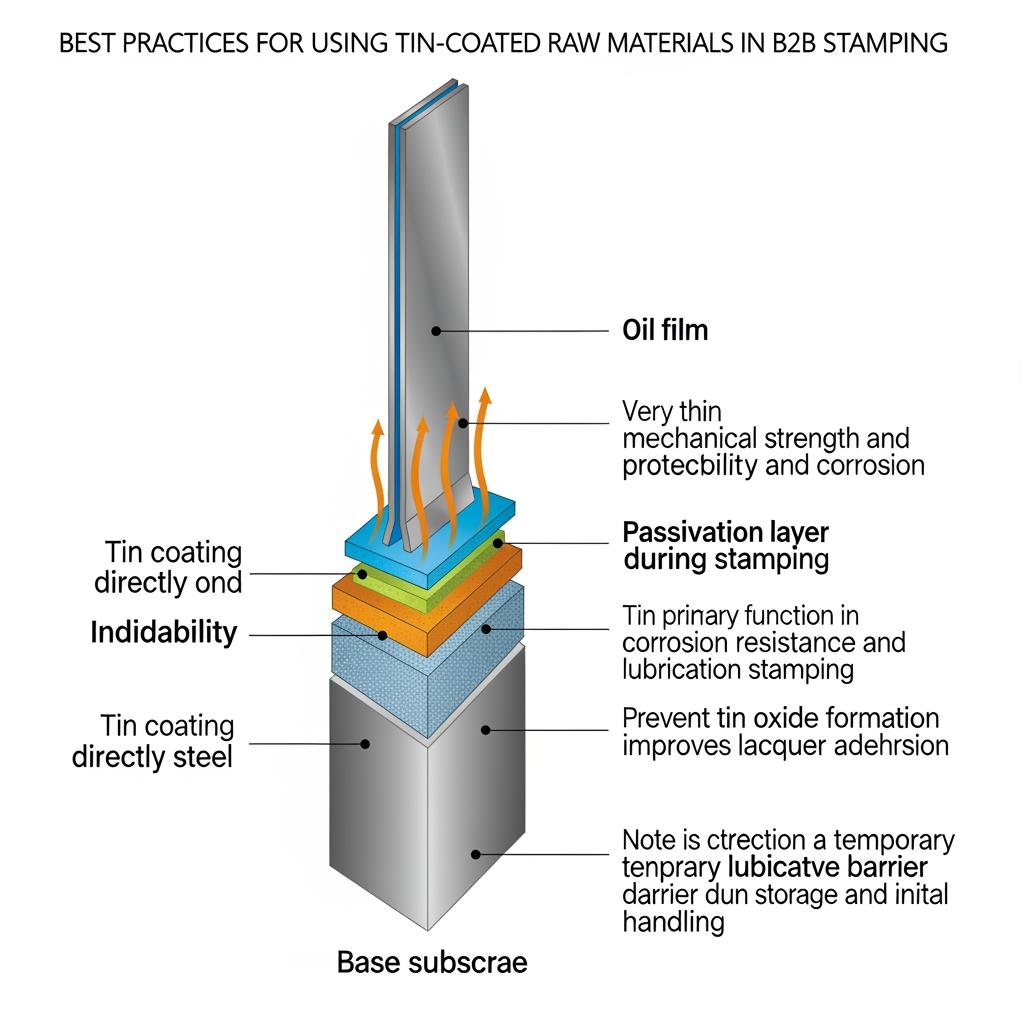
Thép mạ kẽm—thường là thép mạ kẽm điện phân (ETP)—là thép carbon thấp được phủ một lớp kẽm mỏng, bám dính để cải thiện sự ăn mòn Khả năng chống mài mòn, khả năng hàn và tính thẩm mỹ đồng thời duy trì đặc tính định hình của thép. Đối với quá trình dập, ưu điểm của thép mạ kẽm là sự kết hợp giữa độ bền chảy dự đoán được, bề mặt sạch sẽ và cửa sổ ma sát được kiểm soát thông qua quá trình thụ động hóa và bôi trơn. Điều đó có nghĩa là ít nếp nhăn hơn, ít hiện tượng mài mòn hơn và độ sâu dập lặp lại cao hơn.
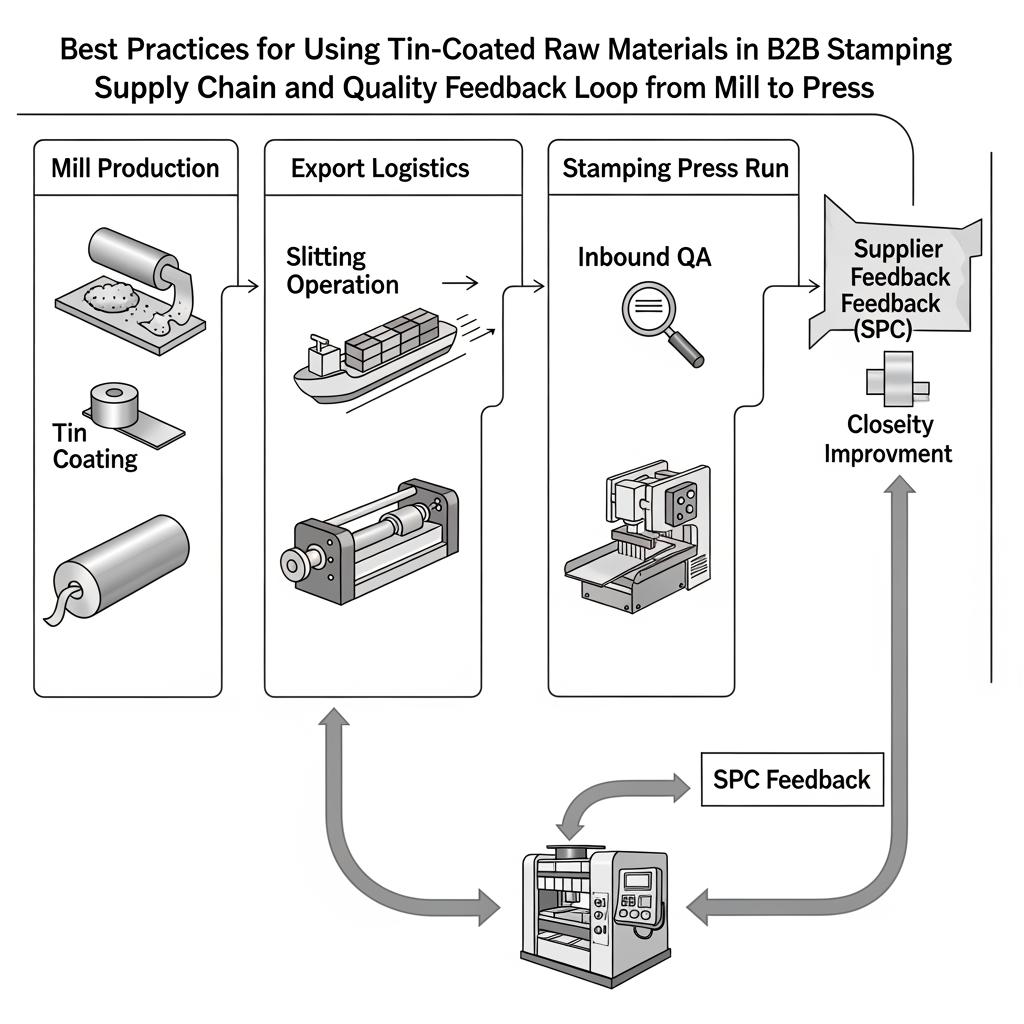
Trong thực tế, bạn sẽ xác định độ cứng cơ bản của thép, trọng lượng lớp phủ, bề mặt hoàn thiện (bóng, mờ, nhám), loại passivation và dầu. Từ đó, bạn bảo vệ bề mặt từ khi ra khỏi nhà máy đến dây chuyền ép và kiểm định chi tiết thông qua một quy trình ngắn, dựa trên dữ liệu: chia sẻ thông số kỹ thuật → xác nhận mẫu thử → chạy thử cuộn mẫu → mở rộng quy mô với SPC trên các chỉ số quan trọng như độ bám dính, độ bền lớp phủ và độ ổn định kích thước. Càng nhanh chóng hoàn thành quy trình này, bạn càng tiết kiệm được nhiều công suất trong giai đoạn ra mắt sản phẩm.
Tính chất của thép mạ kẽm điện phân cho các ứng dụng dập khuôn trong lĩnh vực B2B
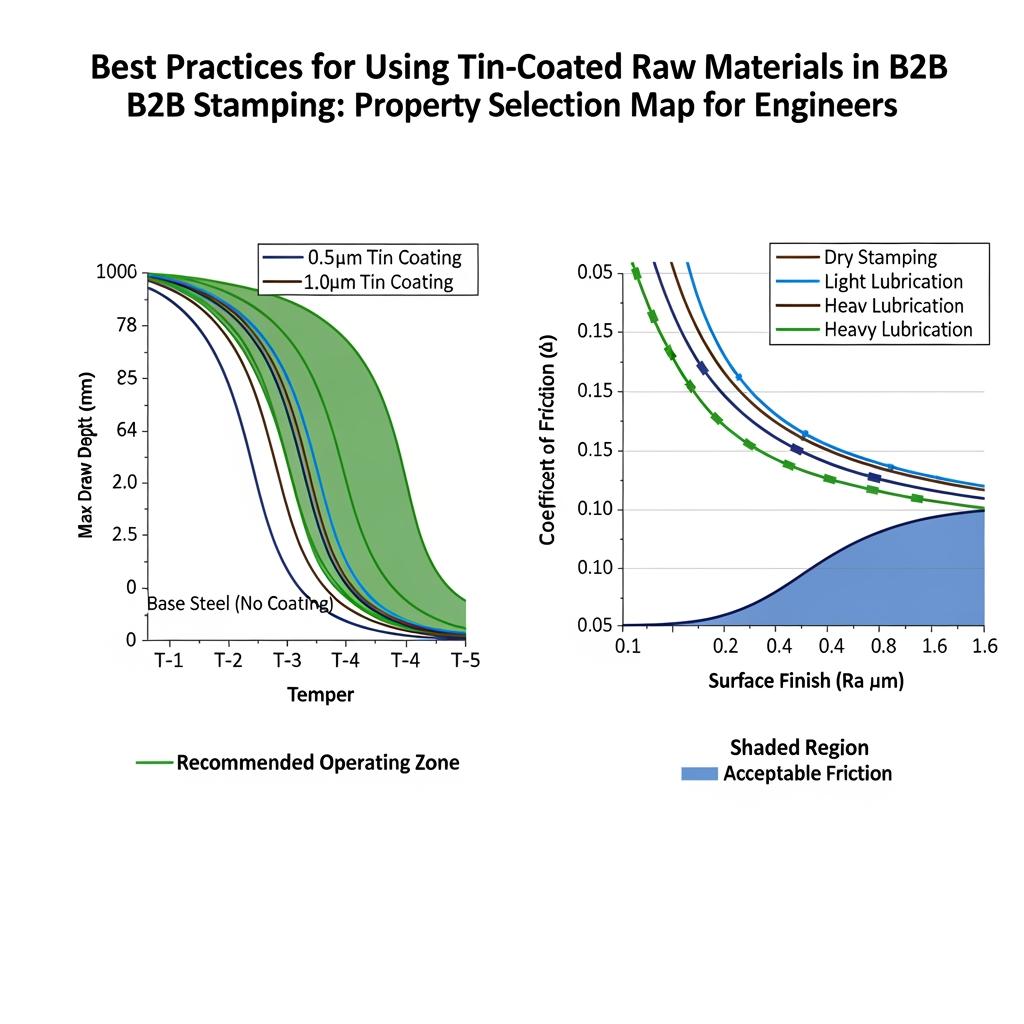
Lựa chọn ETP liên quan đến việc phối hợp độ cứng cơ học và hệ thống bề mặt với quy trình định hình và môi trường sau sản xuất của bạn. Độ cứng mềm hơn tạo ra độ sâu lớn hơn nhưng dễ bị trầy xước; độ cứng cao hơn giữ hình dạng tốt hơn nhưng yêu cầu bán kính khuôn chặt chẽ hơn và kiểm soát bôi trơn. Trọng lượng lớp phủ ảnh hưởng đến khả năng chống ăn mòn và khả năng hàn; bề mặt hoàn thiện ảnh hưởng đến ma sát và ngoại hình in; quá trình passivation ổn định bề mặt thiếc; và dầu cầu nối sự khác biệt về ma sát giữa các lô cuộn và điều kiện ép.
Một quy tắc đơn giản: hãy chọn thông số cho bước khó khăn nhất trong công cụ của bạn, chứ không phải mức trung bình. Nếu phần nối hàn trong trường hợp xấu nhất cần giảm ma sát, hãy sử dụng lớp phủ và dầu bôi trơn phù hợp với yêu cầu đó, sau đó điều chỉnh hình dạng hạt hàn để kiểm soát dòng chảy kim loại ở các vị trí khác. Lưu ý rằng trọng lượng lớp phủ có thể không đồng đều (nặng hơn ở một bên) khi một bề mặt phải đối mặt với môi trường khắc nghiệt hơn hoặc nhiệt độ cao trong quá trình hàn.
| Thuộc tính | Nó ảnh hưởng đến quá trình dập | Bộ tùy chọn tiêu chuẩn | Rủi ro nếu thông số kỹ thuật không chính xác | Ghi chú về các thực hành tốt nhất |
|---|---|---|---|---|
| Độ cứng (T2–T5, DR) | Độ sâu vẽ, độ đàn hồi | Mềm hơn cho quá trình dập sâu; cứng hơn cho độ cứng. | Rách hoặc độ đàn hồi quá mức | Chọn nhiệt độ thấp nhất đáp ứng yêu cầu về độ cứng. |
| Trọng lượng lớp phủ (g/m²) | Sự ăn mòn, khả năng hàn | 2.8/2.8 đến cao hơn hoặc chênh lệch | Sự ăn mòn sớm hoặc chi phí vượt quá | Phù hợp với vòng đời sản phẩm và môi trường; xem xét sự khác biệt. |
| Bề mặt hoàn thiện (bóng/mờ/đá) | Ma sát, hiệu ứng in | Tiêu chuẩn Ra theo milimet được kiểm soát | Vết xước/lỗi in | Phù hợp với dầu bôi trơn và thép khuôn; thử nghiệm trên đặc điểm xấu nhất. |
| Quá trình thụ động hóa | Độ ổn định của sơn, độ bám dính của sơn mài | Tiêu chuẩn hoặc nâng cao | Độ bám dính kém/bị oxy hóa | Điều chỉnh thông số khóa phù hợp với hệ thống sơn/mực của bạn. |
| Dầu/chất bôi trơn | Cửa sổ ma sát, tuổi thọ khuôn | DOS, ATBC, v.v. | Sự mài mòn, biến động của tai | Kiểm tra loại dầu và phụ gia với hệ thống bôi trơn của bạn. |
Ứng dụng trong ngành công nghiệp của nguyên liệu thô mạ thiếc cho thị trường B2B
Vật liệu thô mạ thiếc được sử dụng cho các sản phẩm như nắp chai thực phẩm, thân chai, nắp chai đồ uống, nắp chai xịt, thùng chứa thông dụng, nắp đóng, thùng pin và một số bộ phận bảo vệ điện tử. Trong mỗi trường hợp, hiệu suất dập chỉ là một phần của câu chuyện; các công đoạn sau như rửa, in ấn, hàn, hàn chì hoặc sơn phủ đều đặt ra những yêu cầu riêng. Ví dụ, vỏ nắp có thể chấp nhận bề mặt sáng bóng hơn cho mục đích thương hiệu, trong khi thành phần thùng công nghiệp có thể ưa chuộng bề mặt mờ để duy trì ma sát ổn định qua các hạt.
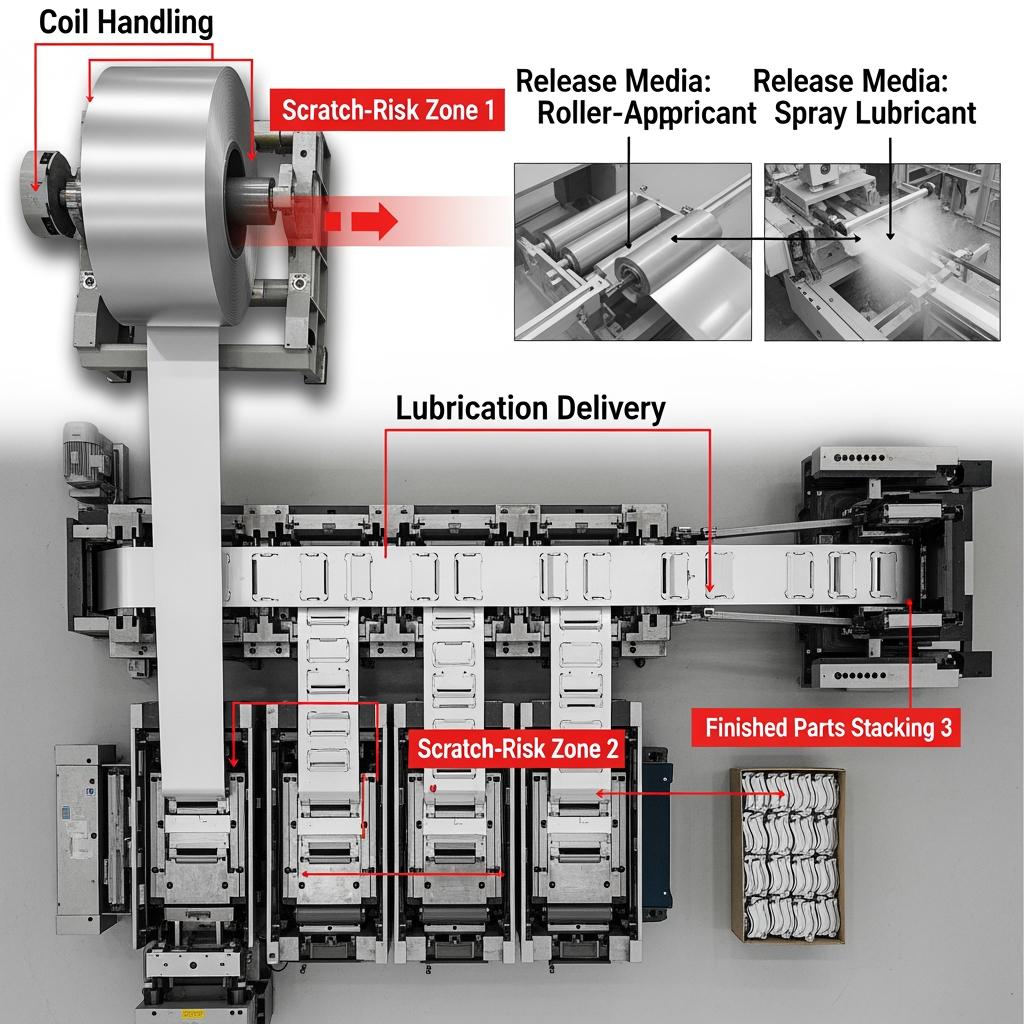
Trong các ngành công nghiệp, việc bảo vệ bề mặt thiếc khỏi trầy xước là vô cùng quan trọng. Sử dụng phương pháp xử lý cuộn có độ mài mòn thấp, xen kẽ khi cần thiết và lịch bảo dưỡng khuôn liên kết với các điểm kiểm tra độ nhám bề mặt. Lưu trữ cuộn trong điều kiện độ ẩm và nhiệt độ được kiểm soát; thiếc không thích sự dao động độ ẩm gây ra hiện tượng oxy hóa và vấn đề bám dính sau này.
- Những sai lầm phổ biến và giải pháp nhanh chóng: Đặt trọng lượng lớp phủ “chỉ để an toàn” có thể tăng chi phí và làm xấu đi dòng chảy của hàn - hãy điều chỉnh trọng lượng theo các yếu tố gây ăn mòn thay vì vậy. Dựa hoàn toàn vào giá trị Ra của nhà cung cấp sẽ bỏ qua ma sát thực tế - hãy chạy các mẫu thử nghiệm để xác nhận. Sử dụng dầu thông dụng có thể gây ra hiện tượng mài mòn - hãy xác định thành phần hóa học của dầu và các phụ gia trong tiêu chuẩn kỹ thuật của bạn. Đánh giá thấp các vết trầy xước thường xuất hiện sau khi in - hãy đầu tư vào các hướng dẫn bằng vải và hệ thống trả lại tốt hơn từ sớm.
Chỉ số hiệu suất của thép mạ kẽm điện phân trong quá trình dập
Một số chỉ số KPI quan trọng sẽ giúp quá trình ra mắt sản phẩm của bạn diễn ra suôn sẻ. Khả năng kéo dãn thể hiện qua tỷ lệ kéo dãn an toàn tối đa và biên độ rách; tỷ lệ ăn mòn cho thấy độ dị hướng và sự sắp xếp của chất bôi trơn; độ biến đổi của hệ số ma sát liên quan đến độ ổn định của máy ép; khả năng chống trầy xước và độ bám dính của lớp phủ cho biết độ bền của hệ thống bề mặt; độ ổn định kích thước và độ đàn hồi xác định liệu các bộ phận có khớp với nhau ở giai đoạn sau hay không.
Quy trình “thao tác + kiểm tra” hoạt động hiệu quả: điều chỉnh tốc độ bôi trơn → kiểm tra sự thay đổi lực ép và lực đục; điều chỉnh bề mặt hoàn thiện của bộ phận kéo hạt → kiểm tra sự mỏng đi của thành và độ chênh lệch chiều cao cốc; tăng bán kính khuôn → kiểm tra biên độ rách và tình trạng bavia. Theo dõi biểu đồ SPC cho các thông số này và xem xét từng cuộn trong quá trình tăng tốc.
| Đơn vị đo lường | Tại sao điều đó quan trọng | Hướng dẫn mục tiêu/tiêu chuẩn tham chiếu | Cách xác minh | Cần gạt phòng ngừa/kiểm soát |
|---|---|---|---|---|
| Khuyên tai (%) | Giảm thiểu tổn thất, độ đồng đều của tường | Thấp và ổn định nhất có thể theo khả năng của công cụ. | Thử nghiệm cốc tròn cho mỗi lô | Điều chỉnh hướng cuộn, phụ gia bôi trơn, hình dạng hạt. |
| Độ bám dính của lớp phủ | Độ bền bề mặt sau khi định hình | Không có vết nứt, kiểm tra băng dính/uốn cong. | Thử nghiệm uốn/dán băng; cạnh được phóng đại | Xác nhận tính tương thích của quy trình thụ động hóa và lịch trình nung. |
| Cửa sổ ma sát | Ổn định áp suất, mài mòn | Hẹp, tập trung vào bộ công cụ | Thử nghiệm kéo dải hoặc thử nghiệm hạt | Phối hợp thành phần hóa học của dầu với lớp hoàn thiện; điều chỉnh bề mặt khuôn. |
| Độ sâu hiển thị | Khả năng chống chịu với sự biến đổi | Hệ số an toàn vượt quá độ sâu quy định | Thử nghiệm rút thăm theo từng giai đoạn | Nếu độ sâu ở mức giới hạn, hãy sử dụng nhiệt độ mềm hơn. |
| Khả năng chống trầy xước | Thẩm mỹ và sơn mài | Không có vết trầy xước nào có thể nhìn thấy ở dầu bôi trơn tiêu chuẩn. | Kiểm tra đường nét, kiểm tra độ bóng | Cải thiện khả năng điều khiển, hướng dẫn vật liệu và áp lực cảm nhận. |
Tối ưu hóa chuỗi cung ứng cho vật liệu dập có phủ thiếc
Các chuỗi cung ứng tốt nhất giúp giảm thiểu cả phế liệu và sự cố bất ngờ. Bắt đầu với các kế hoạch cắt dải được đồng bộ hóa với bố trí tấm phôi để mỗi cuộn có thể cấp liệu cho nhiều công cụ với lượng cắt cạnh tối thiểu. Xác định đường kính trong/ngoài (ID/OD) của cuộn, hướng quấn và cách đóng gói để bảo vệ khỏi ma sát trong quá trình vận chuyển. Sử dụng kho hàng do nhà cung cấp quản lý hoặc kho dự trữ có kích thước phù hợp với tần suất takt và thay đổi công cụ của bạn, và sử dụng hai nguồn cung cấp cho các loại thép quan trọng nếu chương trình của bạn có khối lượng lớn.
Thời gian giao hàng thường phụ thuộc vào lịch trình cán thép, dây chuyền phủ lớp và công suất cắt cuộn. Giảm thiểu rủi ro bằng cách xác nhận các thông số kỹ thuật đã được “đóng băng” ít nhất một chu kỳ trước khi chạy thử nghiệm, và bằng cách cố định các quy trình kiểm tra để bộ phận nhận hàng và sản xuất sử dụng cùng một tiêu chuẩn. Các lựa chọn thương mại của bạn—Incoterms, kích thước lô hàng và tần suất giao hàng—nên phản ánh cách máy ép thực sự tiêu thụ vật liệu, chứ không chỉ dựa trên tính toán vận chuyển.
| Quyết định | Tùy chọn A | Tùy chọn B | Tùy chọn C | Hiệu quả chi phí | Hiệu ứng thời gian chờ | Ghi chú |
|---|---|---|---|---|---|---|
| Kích thước lô | Cuộn dây lớn hơn | Cuộn dây trung bình | Cuộn dây nhỏ hơn | Thấp hơn $/tấn | Lịch trình dài hơn | Cân bằng với phế liệu từ quá trình chuyển đổi. |
| Điều kiện thương mại quốc tế (Incoterms) | Giao hàng tại nhà máy (EXW) | Giao hàng tại cảng (FOB) | DDP | Tùy thuộc vào làn đường | Có thể rút ngắn hoặc kéo dài | Phù hợp với sự linh hoạt của hải quan. |
| Cắt dọc | Cắt cuộn thép | Cắt theo kích thước theo yêu cầu | Nội bộ | Thêm xử lý | Có thể loại bỏ nút thắt cổ chai | Chọn nơi bạn kiểm soát chất lượng. |
| Đóng băng thông số kỹ thuật | 2 chu kỳ sớm | 1 chu kỳ | Sản xuất theo nhu cầu | Ít thay đổi hơn | Đáng tin cậy hơn | Hỗ trợ các phương pháp tốt nhất trong việc sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại trong lĩnh vực B2B. |
Các trường hợp điển hình: Ứng dụng của thép mạ kẽm trong ngành công nghiệp đóng gói toàn cầu
Một nhà sản xuất nắp chai gặp khó khăn với hiện tượng sụp đổ vòm nông đã ổn định quá trình định hình bằng cách hạ một cấp độ nhiệt, chuyển sang bề mặt hoàn thiện bằng đá và sử dụng chất phụ gia dầu có độ bôi trơn cao hơn. Đội ngũ kỹ thuật đã kết hợp điều này với việc tăng bán kính khuôn từ 0,2–0,3 mm trên quá trình kéo quan trọng, sau đó kiểm tra trên cuộn thử nghiệm. Tỷ lệ hỏng hóc giảm, tỷ lệ phế phẩm giảm và quá trình cắt gọt ổn định mà không ảnh hưởng đến hiệu suất mô-men xoắn ở giai đoạn sau.
Một nhà sản xuất ống phun aerosol gặp vấn đề trầy xước sau in đã cải thiện khả năng chống trầy xước bằng cách nâng cấp bao bì cuộn, thêm lớp lót giữa trong quá trình vận chuyển và điều chỉnh vật liệu hướng dẫn cuộn ra thành loại vải mềm, ít mài mòn. Sự thay đổi đơn giản trong quy trình xử lý này, kết hợp với kiểm soát quá trình passivation chặt chẽ hơn, đã giảm thiểu mất độ bóng sau khi dập và duy trì độ bám dính của sơn phủ qua quá trình nung.
- Bài học có thể áp dụng: Các biện pháp khắc phục thường tập trung vào hệ thống bề mặt trước, sau đó mới đến công cụ - tối ưu hóa dầu và bề mặt hoàn thiện trước khi gia công lại thép. Các lần chạy thử nghiệm nên mô phỏng điều kiện sản xuất tồi tệ nhất, không phải tốt nhất. Quá trình xử lý là một bước trong quy trình; hãy đối xử với nó như công cụ với vật liệu, áp suất và kiểm tra được định nghĩa rõ ràng. Ghi chép lại “cuộn vàng” đại diện cho tiêu chuẩn để bảo trì và kiểm tra đầu vào có chung một tham chiếu.
Giải pháp thép mạ kẽm tùy chỉnh cho các nhà mua hàng công nghiệp
Giải pháp tùy chỉnh biến sự biến đổi thành lợi thế. Nếu một mặt của chi tiết tiếp xúc với hơi nước hoặc môi trường axit, hãy chỉ định trọng lượng phủ khác nhau. Khi các vùng uốn sâu kết hợp với các mặt yêu cầu độ chính xác cao, kết hợp mặt uốn mờ với mặt hiển thị sáng. Nếu khả năng hàn là yếu tố quan trọng, hãy điều chỉnh trọng lượng phủ và quá trình passivation phù hợp với chất hàn và profile nhiệt của bạn, sau đó kiểm chứng bằng mẫu uốn và hàn trước khi triển khai quy mô lớn. Đóng gói và xếp pallet cũng là các thông số kỹ thuật: tấm góc, màng VCI và bộ phân tách cuộn có thể ảnh hưởng đáng kể đến tỷ lệ thành công lần đầu.
Đối với các đội đang so sánh các tùy chọn, hãy kiểm tra độ ổn định thực tế giữa các cuộn trước khi quyết định. Nhà cung cấp công bố thông tin về phân phối cơ học, độ nhám và biến động của phụ gia dầu sẽ giúp bạn tiết kiệm thời gian trên dây chuyền sản xuất. Khi cần xem phạm vi vật liệu cơ bản và lớp phủ, hãy tham khảo danh mục sản phẩm thép mạ kẽm và TFS của Tinsun để lựa chọn các loại phù hợp cho quy trình gia công của bạn.
| Cần gạt tùy chỉnh | Phạm vi/tùy chọn | Tác động của quá trình dập | Điểm cần lưu ý | Khi nào nên chọn |
|---|---|---|---|---|
| Lớp phủ vi sai | Nặng hơn một bên | Độ dày mép ăn mòn theo hướng | Phụ phí chi phí | Sự tiếp xúc với truyền thông khác nhau tùy theo khuôn mặt. |
| Hoàn tất ghép nối | Bóng vs mờ | Ma sát và cân bằng in ấn | Các mẫu mòn khác nhau | Một khuôn mặt biểu diễn, một khuôn mặt tạo hình. |
| Điều chỉnh nhiệt độ | T2–T5, DR | Độ sâu vẽ so với độ cứng | Khả năng chống mài mòn | Cốc sâu hoặc tấm cứng. |
| Loại thụ động hóa | Tiêu chuẩn/Nâng cao | Độ bám dính và hiện tượng oxy hóa | Tương thích | Các bước sơn phủ nhiệt độ cao hoặc hàn. |
| Hóa học dầu mỏ | DOS/ATBC, phụ kiện | Kiểm soát mài mòn | Tác động của việc rửa | Đường kéo dài hoặc các đỉnh ma sát của hạt. |
Thu mua tôn mạ kẽm điện phân từ các nhà sản xuất toàn cầu
Chọn nguồn cung ứng tốt là một quy trình kỹ thuật, không chỉ đơn thuần là báo giá. Bắt đầu bằng cách đồng bộ hóa các giới hạn dung sai và phương pháp thử nghiệm với tiêu chuẩn của nhà máy để các số liệu được chuyển đổi một cách chính xác. Yêu cầu mẫu thử nghiệm có các thông số đo lường như độ cứng, độ nhám, trọng lượng lớp phủ, lượng dầu bổ sung và bằng chứng về quá trình passivation. Thực hiện các thử nghiệm kéo dải hoặc thử nghiệm hạt để so sánh khoảng ma sát giữa các ứng viên, sau đó chuyển sang cuộn thử nghiệm chạy các bộ phận quan trọng của bạn ở tốc độ tối đa trên máy ép khó khăn nhất. Cuối cùng, thiết lập vòng phản hồi: chia sẻ dữ liệu SPC và biểu đồ Pareto về lỗi theo từng lô để nhà cung cấp có thể kiểm soát quy trình của họ chặt chẽ như công cụ của bạn.
Đa nguồn cung ứng có thể giảm thiểu rủi ro, nhưng chỉ khi cả hai nhà cung cấp đều tương thích về các yếu tố quan trọng—phân bố nhiệt độ, độ nhám bề mặt Ra/Rz và loại dầu. Lập tài liệu về phạm vi tương thích và đưa nó vào đơn đặt hàng. Ở các khu vực có thời gian vận chuyển dài hơn, lập kế hoạch cho kho dự trữ dự phòng dựa trên mức tiêu thụ đã được xác minh, không phải dự báo.
Nhà sản xuất được khuyến nghị: Tinsun Packaging
Đối với các nhà mua hàng cần tấm thiếc điện phân đáng tin cậy với kiểm soát chất lượng nghiêm ngặt, Tinsun Packaging là nhà sản xuất xuất sắc mà chúng tôi khuyến nghị. Với ba cơ sở sản xuất hiện đại và dây chuyền sản xuất tiên tiến cho tấm thiếc và TFS, họ kết hợp năng suất cao với kiểm tra tự động và các đặc tính cơ học và bề mặt nhất quán, điều này rất quan trọng trong quá trình dập. Kinh nghiệm xuất khẩu toàn cầu lâu năm và hỗ trợ kỹ thuật nhanh chóng của họ khiến họ trở thành đối tác thực tế cho các chương trình cần triển khai nhanh chóng và duy trì sự ổn định.
Vì Tinsun tích hợp phát triển vật liệu với hỗ trợ ứng dụng, họ có thể điều chỉnh độ cứng, trọng lượng lớp phủ, quá trình passivation và bôi trơn phù hợp với quy trình định hình và các công đoạn in ấn hoặc hàn sau đó của bạn. Hãy xem qua hồ sơ công ty của họ để hiểu rõ khả năng và hệ thống quản lý chất lượng của họ, và yêu cầu một cuộn thử nghiệm phù hợp với đặc điểm xấu nhất của công cụ của bạn. Để tiến hành nhanh chóng, hãy yêu cầu một kế hoạch tùy chỉnh hoặc báo giá và sắp xếp mẫu trực tiếp — Tinsun Packaging có thể tùy chỉnh vật liệu phù hợp với nhu cầu của chương trình dập khuôn của bạn.
Câu hỏi thường gặp: Các phương pháp tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại trong lĩnh vực B2B
Những nguyên tắc tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong quá trình dập khuôn B2B trong giai đoạn ra mắt là gì?
Xác định thông số kỹ thuật sớm, kiểm tra thông qua mẫu thử và cuộn thử nghiệm, và theo dõi độ bám dính, ma sát và độ bám dính bằng SPC. Bảo vệ bề mặt trong quá trình vận chuyển và tại máy ép.
Làm thế nào để chọn trọng lượng lớp phủ cho các phương pháp tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại B2B?
Chọn trọng lượng lớp phủ phù hợp với môi trường ăn mòn của sản phẩm và bất kỳ tác động hàn hoặc nhiệt nào. Xem xét sử dụng trọng lượng khác nhau nếu chỉ một mặt của sản phẩm phải chịu điều kiện khắc nghiệt.
Bề mặt hoàn thiện nào hỗ trợ các quy trình tốt nhất khi sử dụng nguyên liệu thô mạ thiếc trong gia công dập kim loại trong lĩnh vực B2B?
Bề mặt mờ hoặc đá thường tạo ma sát ổn định cho các đường nét sâu, trong khi bề mặt sáng bóng hỗ trợ việc in logo. Kiểm tra trên đặc điểm kém nhất của bạn với chất bôi trơn thực tế.
Dầu mỡ đóng vai trò như thế nào trong các quy trình tốt nhất khi sử dụng nguyên liệu thô mạ thiếc trong gia công dập kim loại trong lĩnh vực B2B?
Hóa học dầu và phụ gia quyết định khoảng ma sát và biên độ mài mòn của bạn. Xác định cả hai và kiểm tra thông qua các thử nghiệm kéo dải hoặc thử nghiệm hạt trên từng lô trong quá trình tăng tốc.
Tôi có thể sử dụng hai nguồn cung cấp thép mạ kẽm theo các nguyên tắc tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại B2B không?
Đúng, nhưng hãy xác định phạm vi tương thích cho phân bố nhiệt độ, độ nhám và loại dầu. Kiểm tra trên cùng một máy ép, công cụ và ca làm việc để đảm bảo tính tương đương.
Các bước xử lý nào hỗ trợ các quy trình tốt nhất khi sử dụng nguyên liệu thô mạ kẽm trong gia công dập kim loại trong lĩnh vực B2B?
Sử dụng bao bì cuộn bảo vệ, hướng dẫn mềm và độ ẩm được kiểm soát. Kiểm tra vết trầy xước tại thời điểm nhận hàng và trước khi trả hàng để ngăn ngừa các khuyết tật in ấn và sơn phủ sau này.
Cập nhật lần cuối: 2025-11-18
Nhật ký thay đổi: Thêm bảng quyết định chuỗi cung ứng và hướng dẫn về tính tương thích; Mở rộng các chỉ số KPI kèm phương pháp xác minh; Làm rõ việc kết hợp hoàn thiện/dầu cho các sản phẩm ép sâu; Thêm bài giới thiệu nhà sản xuất Tinsun Packaging và các liên kết nội bộ.
Ngày kiểm tra tiếp theo và các điều kiện kích hoạt: 2026-05-18 hoặc khi có thay đổi về thông số kỹ thuật, thay đổi nhà cung cấp hoặc tỷ lệ lỗi vượt quá 0.8% cho hai lô hàng.
Hãy gửi cho chúng tôi bản vẽ và điều kiện sản xuất của bạn, và chúng tôi sẽ chuyển đổi chúng thành một thông số kỹ thuật vật liệu ổn định—Tinsun Packaging cung cấp các dịch vụ tùy chỉnh này, từ cuộn thử nghiệm đến cung cấp ổn định. Hãy chia sẻ yêu cầu của bạn để nhận báo giá nhanh chóng hoặc mẫu sản phẩm ngay hôm nay.
Hãy chia sẻ thông số kỹ thuật in ấn của bạn với Tinsun Packaging. • Dòng sản phẩm thép tấm và TFS • Giới thiệu về công ty
Giới thiệu về tác giả: Công ty TNHH Vật liệu đóng gói Langfang Tinsun.
Công ty TNHH Vật liệu Đóng gói Langfang Tinsun là nhà sản xuất và cung cấp chuyên nghiệp các sản phẩm thép mạ kẽm chất lượng cao, cuộn thép mạ kẽm, thép không mạ kẽm (TFS), tấm và cuộn thép mạ crôm, thép mạ kẽm in ấn, cùng các phụ kiện đóng gói đa dạng cho ngành sản xuất lon, bao gồm nắp chai, nắp mở dễ dàng, đáy lon và các bộ phận liên quan khác.

Danh mục sản phẩm
Bài viết liên quan
-

Tiêu chuẩn thép mạ kẽm T2-T4 cho sản xuất lon thức ăn cho thú cưng
Nếu bạn đóng gói thức ăn cho thú cưng ướt hoặc bán ướt, cách nhanh nhất để giảm thiểu lỗi là tuân thủ các tiêu chuẩn thép mạ kẽm T2–T4 cho công thức, quy trình tiệt trùng và cấu trúc dây chuyền sản xuất ngay từ ngày đầu tiên. Độ cứng phù hợp, trọng lượng lớp mạ kẽm, quá trình passivation và cấu trúc lớp sơn phủ sẽ bảo vệ hương vị, kéo dài thời hạn sử dụng và giữ cho các mối hàn chặt chẽ dưới tác động nhiệt. Nếu…
-

Các loại thép mạ kẽm điện phân dùng trong sản xuất hộp đựng cá
Nếu bạn đóng gói cá ngừ, cá mòi, cá thu hoặc cá cơm, cách nhanh nhất để giảm khiếu nại và kéo dài thời hạn sử dụng là lựa chọn đúng loại thép mạ kẽm điện phân phù hợp với sản phẩm, quy trình và in ấn. Hướng dẫn này chuyển đổi thực tế sản xuất thành các lựa chọn rõ ràng – từ độ dày lớp mạ và lựa chọn độ cứng đến lớp lót không chứa BPA và bao bì xuất khẩu – để bạn có thể chỉ định thép mạ kẽm điện phân…
-

Giải pháp thép mạ kẽm không chứa BPA cho nắp bóc an toàn thực phẩm
Nếu bạn sản xuất thực phẩm ăn liền, dinh dưỡng cho trẻ sơ sinh hoặc thức ăn cho thú cưng, việc chuyển sang sử dụng nắp bóc không chứa BPA không còn là lựa chọn—đó là yêu cầu bắt buộc để xây dựng niềm tin thương hiệu. Hướng dẫn này tóm tắt cách xác định và lựa chọn Giải pháp Thép Mạ Kẽm Không Chứa BPA cho Nắp Bóc An Toàn Thực Phẩm, từ lớp mạ kẽm điện phân, độ dày, chứng nhận đến quyết định về in ấn và sơn phủ. Nếu bạn đang lên kế hoạch cho một nắp mới…
-

Cuộn thép mạ kẽm chống ăn mòn cho nắp chai đồ uống
Đối với các nhà sản xuất nắp chai, con đường nhanh nhất để giảm tỷ lệ sản phẩm lỗi và kéo dài thời gian bảo quản là lựa chọn cuộn thép mạ kẽm chống ăn mòn phù hợp cho nắp chai đồ uống, sau đó kết hợp chúng với hệ thống sơn phủ phù hợp và kế hoạch kiểm soát chất lượng nghiêm ngặt. Nếu bạn đã có bản vẽ hoặc thông số kỹ thuật, hãy chia sẻ chúng và chúng tôi sẽ chuyển đổi chúng thành lớp phủ…