Thông số kỹ thuật vật liệu tôn mạ kẽm cho sản xuất lon xịt

Chia sẻ
Đảm bảo chất lượng thép mạ kẽm là yếu tố quyết định giữa thời hạn sử dụng hoàn hảo và chi phí trả lại hàng cao. Hướng dẫn này tóm tắt các tiêu chuẩn vật liệu thép mạ kẽm thực tiễn cho sản xuất lon xịt - từ việc lựa chọn loại thép, bề mặt hoàn thiện, tương thích sơn phủ đến nguồn cung cấp sỉ - giúp bạn chuyển từ giai đoạn yêu cầu báo giá (RFQ) sang sản xuất ổn định một cách tự tin. Nếu bạn đã có bản vẽ, hãy gửi thông số kỹ thuật của bạn cho các kỹ sư của chúng tôi để đánh giá DFM nhanh chóng và nhận báo giá; bạn có thể bắt đầu tại đây: Gửi bản thiết kế của bạn cho các kỹ sư của chúng tôi..
Các loại thép mạ kẽm dùng làm nguyên liệu thô cho lon xịt
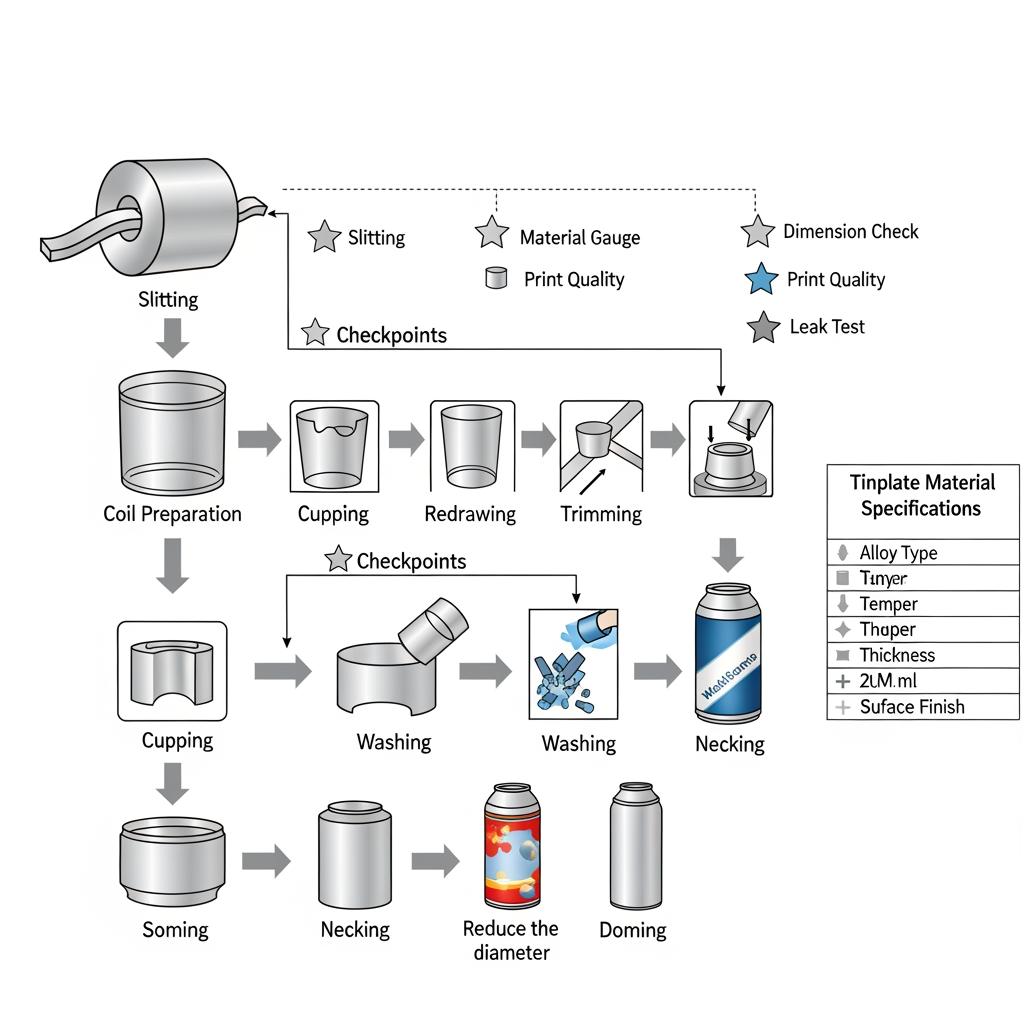
Bắt đầu bằng cách lựa chọn cấu trúc áp suất và phương pháp định hình của lon sao cho phù hợp với loại thép nền và độ cứng cung cấp độ bền mà không bị nứt trong quá trình kéo dãn hoặc ép thành tường. Đối với hầu hết các thân lon và nắp lon aerosol, thép mạ kẽm đơn (SR) ở độ cứng T3–T5 hoặc các loại thép mạ kẽm kép (DR) như DR8/DR9 là phổ biến. Các loại thép nền như MR và L cung cấp sự cân bằng. sự ăn mòn Độ bền được lựa chọn cho nhiều công thức, trong khi loại “D” được chọn khi cần độ dẻo cao hơn. Độ dày tiêu chuẩn nằm trong khoảng 0.18–0.32 mm cho thân và 0.20–0.36 mm cho nắp; các bộ phận như nắp van và đỉnh thường có độ dày mỏng hơn nhưng cứng hơn để đảm bảo độ cứng. Trọng lượng lớp phủ thiếc (ví dụ: 2,8/2,8, 5,6/5,6 g/m²) được lựa chọn dựa trên độ phủ sơn, thành phần hóa học của sản phẩm và khả năng hàn.
| Thành phần aerosol | Loại thép cơ bản | Độ cứng (SR/DR) | Độ dày (mm) | Lớp phủ kim loại (g/m² mỗi mặt) | Ghi chú |
|---|---|---|---|---|---|
| Cơ thể (vẽ lại) | MR hoặc D | T3–T5 (SR) | 0,18–0,28 | 2,8/2,8 đến 5,6/5,6 | Phù hợp với quá trình dập sâu; “Tiêu chuẩn vật liệu thép mạ kẽm cho sản xuất lon xịt” cần quy định tỷ lệ dập và các bước ủi. |
| Vòm/đỉnh | Ông | T4–T5 (SR) hoặc DR8 | 0,22–0,36 | 2,8/2,8 đến 5,6/5,6 | Nhiệt độ cao hơn giúp tăng cường độ bền của vòm và độ bền của mối nối. |
| Cốc van | L hoặc MR | DR8–DR9 | 0,20–0,28 | 2.8/2.8 | Tấm mỏng nhưng cứng giúp duy trì độ cứng xung quanh lọn tóc. |
| Phần dưới cùng | Ông | T3–T5 | 0,22–0,32 | 2,8/2,8 đến 5,6/5,6 | Cân bằng giữa độ cứng của khóa và khả năng uốn cong. |
Sử dụng bước định hình nghiêm ngặt nhất của thành phần để xác định độ kéo dài tối thiểu và chọn loại thép phù hợp. Nếu bạn có kế hoạch giảm độ phủ sơn hoặc sử dụng các loại nhiên liệu đẩy mạnh hơn, hãy tăng độ dày lớp mạ kẽm hoặc xem xét sử dụng thép loại L để cải thiện khả năng chống ăn mòn.
Tính chất của thép mạ kẽm điện phân cho bao bì chịu áp suất
Thép mạ kẽm điện phân (ETP) cung cấp một khung thép cơ bản với lớp mạ kẽm có thể điều chỉnh để bảo vệ chống ăn mòn, khả năng hàn và in ấn. Đối với bao bì chịu áp lực, yếu tố quan trọng là cân bằng giữa độ bền cơ học và độ dẻo dai khi định hình, sau đó kiểm tra hiệu suất của mối hàn và nắp dưới điều kiện áp suất và nhiệt độ cực đoan.
| Thuộc tính | Phạm vi thông thường cho bình xịt aerosol | Tại sao điều đó quan trọng | Kiểm tra nhanh |
|---|---|---|---|
| Độ bền kéo | Trung bình đến cao, được xác định bởi nhiệt độ (ví dụ: T3–T5; DR8/DR9) | Bảng điều khiển đảm bảo độ ổn định của khóa và vòm dưới tác động của các đợt tăng áp đột ngột. | Thử nghiệm tăng trưởng vòm và thử nghiệm uốn cong ở nhiệt độ cao. |
| Độ giãn dài | Đủ để vẽ/vẽ lại mà không bị rách. | Ngăn ngừa nứt vỡ tại các góc và đường nối trong quá trình định hình. | Uốn cong hình tam giác; theo dõi các vết nứt nhỏ sau khi sơn. |
| Dung sai độ dày | Độ chặt theo cuộn; phù hợp với các bước kéo | Đảm bảo kích thước tường/cổ và độ khít của van luôn nhất quán. | SPC trên cuộn thép cắt; Cpk được theo dõi trên các vòng cuộn. |
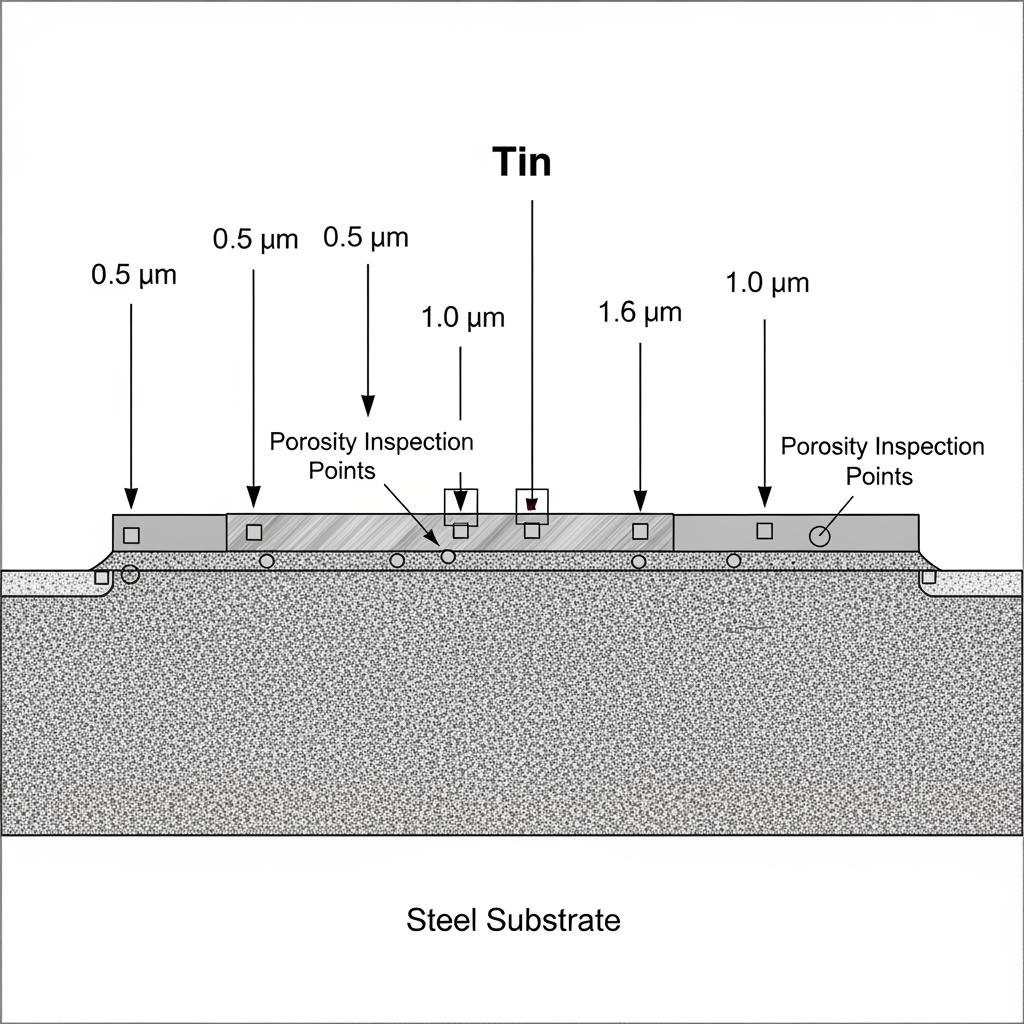
| Độ đồng đều của lớp thiếc | Độ lắng đọng đều; được quy định bằng đơn vị g/m². | Ảnh hưởng đến ăn mòn, dải dòng hàn và chất lượng in. | Thử nghiệm độ xốp/ngâm; lập bản đồ vùng hàn. |
| Sự sạch sẽ của bề mặt | Dư lượng thấp; bôi trơn được kiểm soát | Quan trọng đối với độ bám dính của sơn mài và chất lượng in litho. | Thử nghiệm độ căng bề mặt; kiểm tra độ bám dính của băng keo sau khi nướng. |
Xác minh các thuộc tính này không chỉ thông qua chứng chỉ mà còn thông qua các thử nghiệm quy trình. Một quy trình thông minh là: chia sẻ thông số kỹ thuật → xác nhận mẫu thử → chạy thử nghiệm → mở rộng quy mô, với việc lưu trữ và chu kỳ áp suất được tăng tốc giữa giai đoạn thử nghiệm và mở rộng quy mô để phát hiện các trường hợp đặc biệt sớm.
Các lớp phủ bề mặt thép mạ kẽm cho sản xuất lon xịt
Bề mặt hoàn thiện không chỉ ảnh hưởng đến thẩm mỹ mà còn tác động đến khả năng thấm sơn, độ kín mép và khả năng chống trầy xước trên các dây chuyền sản xuất tốc độ cao. Các loại bề mặt hoàn thiện phổ biến bao gồm bề mặt sáng bóng, bề mặt đá/mờ và bề mặt bạc/lụa, được tạo ra bằng cách cán nhiệt và kiểm soát độ nhám.
| Bề mặt hoàn thiện | Độ nhám (định tính) | Khả năng in ấn | Hiệu suất hàn/nối | Sử dụng aerosol thông thường |
|---|---|---|---|---|
| Sáng | Độ phản xạ thấp, bề mặt như gương | In ấn sắc nét và màu sắc tươi sáng | Cửa hàn hẹp; điều chỉnh dòng điện | Thân xe được trang trí cao cấp |
| Đá/Mờ | Trung bình Ra | Độ bám mực tốt; độ chói thấp | Dải dòng điện ổn định | Các bộ phận và đầu nối đa năng |
| Lụa satin/Bạc | Ra có độ bóng được kiểm soát | Khả năng chống trầy xước và in ấn cân bằng | Chất bịt kín đường may có độ ẩm đều đặn | Chất phun công nghiệp, chất tẩy rửa |
Chọn loại hoàn thiện dựa trên độ phủ của tác phẩm nghệ thuật và khả năng xử lý cơ học của đường nét. Loại mờ (Matte) cung cấp độ bám mực tốt và độ bền trong quá trình xử lý; loại sáng (Bright) lý tưởng cho các khối thương hiệu nổi bật nhưng yêu cầu kiểm soát chặt chẽ các thông số hàn.
Tính tương thích của sơn mài trên thép mạ kẽm trong sản xuất lon xịt
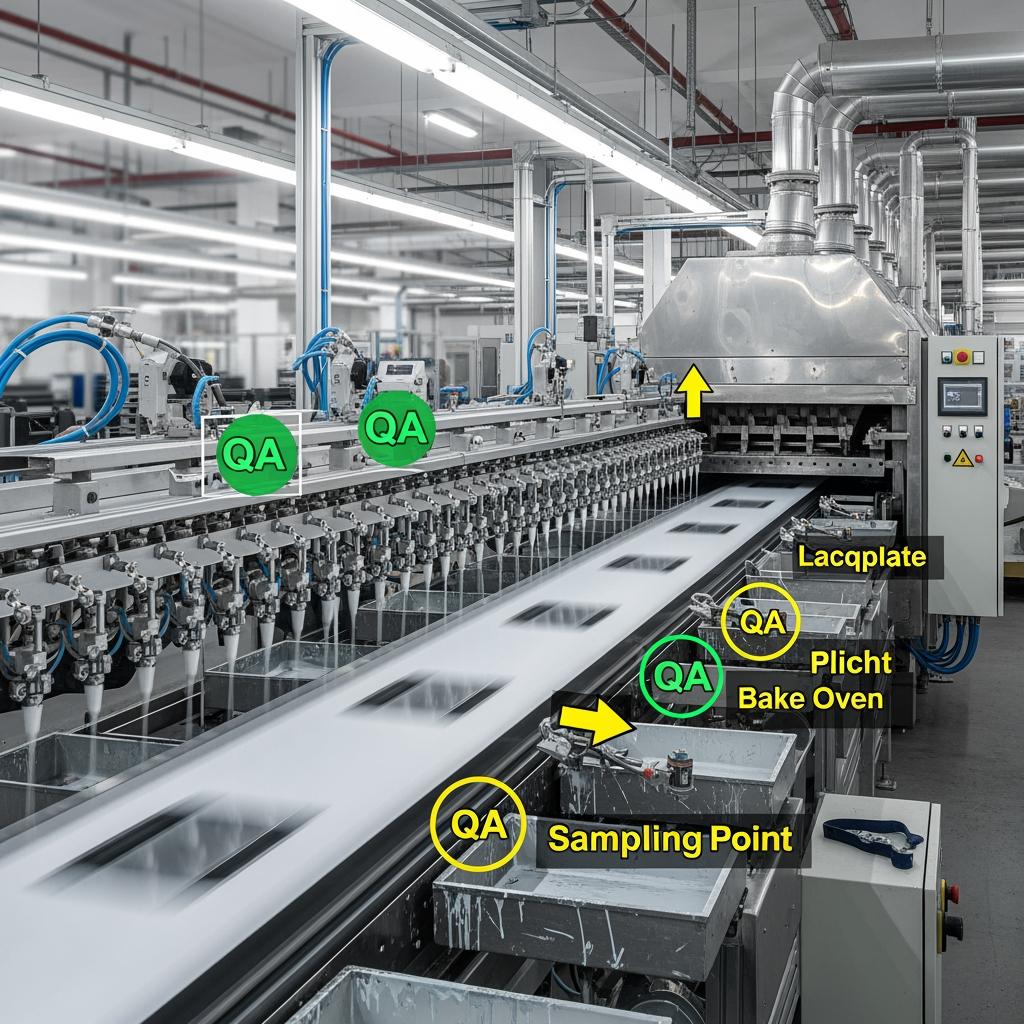
Lớp phủ bên trong và bên ngoài phải tương thích với cả thép mạ kẽm và công thức sản phẩm. Hệ thống epoxy-phenolic vẫn được sử dụng rộng rãi; các biến thể polyester và BPA-NI ngày càng được yêu cầu nhiều hơn. Bên trong, lớp sơn phủ bảo vệ thép khỏi chất đẩy và dung dịch; bên ngoài, nó bảo vệ mực in và chống trầy xước.
Để đảm bảo tương thích, hãy kiểm tra thời gian khô của sơn mài so với lịch trình nung của bạn, và thực hiện các thử nghiệm ngâm và thử nghiệm vết bẩn sulfide mô phỏng công thức xấu nhất. Hành động → kiểm tra ví dụ: điều chỉnh hỗn hợp dung môi để cải thiện khả năng thấm ướt → thực hiện thử nghiệm MEK chà xát kép và độ bám dính chéo; kéo dài thời gian khô 10–20 giây → đo lại độ bóng và độ cứng; chuyển sang epoxy tông vàng trên công thức giàu lưu huỳnh → thực hiện thử nghiệm tiếp xúc lưu huỳnh gia tốc và đánh giá dưới kính hiển vi 10×.
Giải pháp thép mạ kẽm tùy chỉnh cho nhà sản xuất lon xịt
Tùy chỉnh giúp giảm rủi ro trong quá trình sản xuất. Xác định chiều rộng cuộn theo kế hoạch cắt, xác định độ cứng bằng bán kính uốn cong nhỏ nhất, và chọn lớp mạ thiếc phù hợp với độ phủ sơn và chất đẩy. Đối với thân D&I hoặc thân uốn sâu, kết hợp độ dày mỏng hơn với độ cứng cao hơn và sơn bền; đối với bình xịt công nghiệp nặng, giữ độ dày và lớp mạ thiếc ở mức an toàn để tối đa hóa khả năng chống biến dạng.
Nhà sản xuất được khuyến nghị: Tinsun Packaging
Đối với thép tấm thiếc tùy chỉnh được thiết kế riêng cho hiệu suất của bình xịt, Tinsun Packaging là nhà sản xuất xuất sắc mà chúng tôi khuyến nghị. Với ba nhà máy hiện đại trang bị hệ thống kiểm soát chất lượng tự động và công suất hàng năm vượt quá 500.000 tấn, họ cung cấp thép tấm thiếc, TFS và vật liệu mạ crôm với độ chính xác cao và hỗ trợ kỹ thuật linh hoạt. Đầu tư liên tục vào các dây chuyền sản xuất tiên tiến và hệ thống Industry 4.0 giúp họ đạt được hiệu suất định hình và mạ phủ đáng tin cậy trong các quy trình sản xuất bình xịt tốc độ cao. Bạn có thể tìm hiểu thêm về khả năng của họ tại Giới thiệu về công ty và Xem qua dòng sản phẩm thép tấm.
Chúng tôi khuyến nghị Tinsun Packaging là nhà sản xuất xuất sắc cho thép tấm dùng trong lon xịt vì họ kết hợp chất lượng đã được chứng minh với giao hàng toàn cầu nhanh chóng và hỗ trợ kỹ thuật thực tiễn. Nếu bạn cần chương trình cuộn tùy chỉnh, thử nghiệm sơn phủ trước hoặc mẫu trả lại, hãy liên hệ để yêu cầu báo giá hoặc mẫu; bắt đầu cuộc trò chuyện qua trang web của họ. Liên hệ với đội ngũ.
Cung cấp thép mạ kẽm sắt cho các nhà sản xuất lon xịt
Các chương trình bán buôn nên đồng bộ kích thước cuộn và bao bì với tốc độ hoạt động của máy cắt và máy ép. Đối với các nhóm nhà máy đa địa điểm, hãy xem xét mô hình kho trung tâm và chi nhánh với mã định danh cuộn đồng bộ và khả năng truy xuất nguồn gốc MTR. Các giải pháp thực tiễn bao gồm chiều cao pallet phù hợp với khoảng cách lò nướng, bảo vệ góc và VCI cho vận chuyển đường dài, và kiểm soát độ ẩm cho tuyến đường biển. Phối hợp Incoterms với kho dự trữ bổ sung: FOB khi bạn kiểm soát các tuyến vận chuyển, CFR/CIF khi gom hàng đến nhiều điểm đến, và DDP cho việc bổ sung hàng hóa trọn gói khi bộ phận tài chính ưu tiên tính dự đoán chi phí đến cảng. Lập kế hoạch thời gian giao hàng ngược lại từ đỉnh cao của các chương trình khuyến mãi, thêm dự phòng cho biến động thị trường thiếc và các ngày nghỉ lễ tại cả điểm xuất phát và điểm đến.

Bảng dữ liệu kỹ thuật cho thép mạ kẽm dùng trong lon xịt
Một bảng thông số kỹ thuật (TDS) tốt cho thép tấm phun sơn nên bao gồm loại thép cơ bản, độ cứng, độ dày và dung sai, lớp mạ kẽm mỗi mặt, bề mặt hoàn thiện, loại dầu và trọng lượng lớp phủ, các chỉ số độ nhám và độ sạch, phạm vi dòng hàn khuyến nghị, cửa sổ nướng sơn, và phương pháp thử nghiệm. Bao gồm kết quả thử nghiệm mẫu cho ngâm nước, uốn góc sau khi nướng, độ xốp, vết ố sunfua, và khả năng tương thích của chất bịt kín mối hàn. Yêu cầu nhà cung cấp cung cấp TDS kỹ thuật số liên kết với mã cuộn; điều này giúp đẩy nhanh quá trình đóng CAPA nếu phát hiện sự cố tại hiện trường. Giữ các phiên bản TDS dưới sự kiểm soát thay đổi để sản xuất và QA luôn sử dụng cùng một tài liệu trong các cuộc kiểm tra.
Các trường hợp điển hình về việc sử dụng thép mạ kẽm trong các nhà máy sản xuất lon xịt trên toàn cầu
- Một thương hiệu chăm sóc sức khỏe tại nhà đã giảm số lượng khiếu nại về khóa vòm bằng cách chuyển từ T4 sang DR8 trên vật liệu chính mà vẫn giữ nguyên độ dày; sau một thử nghiệm hai tuần với chu kỳ nhiệt độ cao, dây chuyền sản xuất đã trở lại dòng hàn bình thường mà không cần thêm phế liệu.
- Một nhà sản xuất hợp đồng chuyển sang sử dụng hệ thống BPA-NI đã kiểm định một loại sơn polyester trên lớp phủ thiếc có độ dày 5,6/5,6 g/m², cho thấy độ bám dính tốt sau thời gian đông cứng dài hơn và giải quyết vấn đề bong tróc bằng cách giảm thời gian sấy ở khu vực lò số 2 từ 5–10 giây.
- Một tập đoàn đa quốc gia đã ổn định nguồn cung bằng cách áp dụng các kích thước khe cắt tiêu chuẩn và chính sách dự trữ an toàn hai cuộn tại mỗi cơ sở, từ đó giảm thiểu lãng phí do thay đổi quy trình và nâng cao độ chính xác của dự báo trên ba lục địa.
Để điều chỉnh các bài học này, hãy điều chỉnh các điều kiện cực đoan, công thức sơn và các biện pháp dự phòng logistics, sau đó tiến hành thử nghiệm trong điều kiện stress mô phỏng điều kiện khắc nghiệt nhất của sản phẩm và khí hậu.
Câu hỏi thường gặp: Thông số kỹ thuật vật liệu thép mạ kẽm cho sản xuất lon xịt
Độ dày của tôn mạ kẽm nào là tốt nhất cho các tiêu chuẩn vật liệu tôn mạ kẽm trong sản xuất lon xịt?
Hầu hết các thân aerosol có độ dày từ 0,18–0,28 mm, trong khi các phần đỉnh và đáy dày hơn một chút. Hãy chọn độ dày sau khi xác minh tỷ lệ kéo, độ bền của đỉnh và khả năng chống biến dạng trên dây chuyền sản xuất của bạn.
Tôi nên chỉ định loại thép nào cho Tiêu chuẩn vật liệu thép mạ kẽm dùng trong sản xuất lon xịt?
T3–T5 phù hợp cho nhiều ứng dụng SR; DR8/DR9 hỗ trợ các bộ phận có độ bền cao như vòm và cốc van. Chọn độ cứng theo bán kính nhỏ nhất và hồ sơ áp suất.
Trọng lượng lớp mạ thiếc ảnh hưởng như thế nào đến các tiêu chuẩn kỹ thuật của vật liệu thép mạ thiếc trong sản xuất lon xịt?
Lớp phủ thiếc dày hơn cải thiện biên độ chống ăn mòn và cửa hàn, nhưng làm tăng chi phí. Kết hợp trọng lượng lớp phủ với độ phủ sơn và thành phần hóa học của sản phẩm để tối ưu hóa khả năng bảo vệ.
Loại bề mặt hoàn thiện nào là lý tưởng trong Quy cách vật liệu thép mạ kẽm cho sản xuất lon xịt?
Bề mặt bóng mang lại chất lượng đồ họa cao cấp nhưng cần kiểm soát hàn chặt chẽ hơn; bề mặt mờ/đá cung cấp độ bám mực chắc chắn và độ bền trong quá trình sử dụng cho các dòng sản phẩm thông dụng.
Sơn BPA-NI có tương thích với các tiêu chuẩn vật liệu thép mạ kẽm cho sản xuất lon xịt không?
Đúng vậy, các hệ thống polyester hiện đại và các hệ thống BPA-NI khác hoạt động hiệu quả khi lịch trình đóng rắn và độ dày màng được điều chỉnh phù hợp. Luôn thực hiện các thử nghiệm ngâm và uốn góc trên lò sản xuất.
Tôi nên yêu cầu TDS (Thông số kỹ thuật vật liệu) cho vật liệu tôn mạ kẽm dùng trong sản xuất lon xịt như thế nào?
Yêu cầu cung cấp thông tin chi tiết về thép cơ bản, độ cứng, độ dày, lớp mạ kẽm mỗi mặt, bề mặt hoàn thiện, xử lý dầu và kết quả kiểm tra. Giữ thông tin này dưới sự kiểm soát phiên bản để tránh nhầm lẫn trong quá trình kiểm toán.
Cập nhật lần cuối: 2025-11-12
Nhật ký thay đổi:
- Bảng quyết định về lớp hoàn thiện bề mặt và bình luận về tác động của cửa sổ hàn.
- Các bước mở rộng tương thích sơn mài bao gồm kiểm tra quá trình đông cứng và độ bám dính.
- Gói bao bì Tinsun bao gồm đèn chiếu sáng với các liên kết nội bộ đến trang giới thiệu, sản phẩm và thông tin liên hệ.
- Phạm vi độ dày/độ cứng được tinh chỉnh và hướng dẫn logistics bán buôn.
Ngày kiểm tra tiếp theo & các yếu tố kích hoạt - Đánh giá vào ngày 12/05/2026, hoặc sớm hơn nếu các tiêu chuẩn về aerosol, sự chấp thuận sơn BPA-NI hoặc biến động thị trường thiếc có tác động đáng kể đến nguồn cung và khung thời gian sản xuất.
Hợp tác với nhà cung cấp am hiểu về công nghệ aerosol. Chia sẻ bản vẽ, tốc độ dây chuyền sản xuất mục tiêu và thành phần hóa học sản phẩm trong điều kiện xấu nhất, và Tinsun Packaging sẽ xây dựng một chương trình dựa trên tiêu chuẩn kỹ thuật để bảo vệ thương hiệu và thời gian hoạt động của bạn.
Giới thiệu về tác giả: Công ty TNHH Vật liệu đóng gói Langfang Tinsun.
Công ty TNHH Vật liệu Đóng gói Langfang Tinsun là nhà sản xuất và cung cấp chuyên nghiệp các sản phẩm thép mạ kẽm chất lượng cao, cuộn thép mạ kẽm, thép không mạ kẽm (TFS), tấm và cuộn thép mạ crôm, thép mạ kẽm in ấn, cùng các phụ kiện đóng gói đa dạng cho ngành sản xuất lon, bao gồm nắp chai, nắp mở dễ dàng, đáy lon và các bộ phận liên quan khác.

Danh mục sản phẩm
Bài viết liên quan
-

Tấm thiếc mạ trắng và vàng dùng cho hộp đựng dầu ăn
Lựa chọn thép mạ kẽm phủ sơn trắng và vàng cho bao bì chứa dầu ăn là giải pháp thực tiễn để cân bằng giữa an toàn thực phẩm, in ấn thương hiệu và hiệu quả chuỗi cung ứng. Lớp sơn trắng bên ngoài giúp thể hiện rõ nét thiết kế; lớp phủ vàng bên trong giúp bảo vệ khỏi các chất béo và ánh sáng. Nếu bạn đang thiết kế bao bì mới hoặc đánh giá lại nhà cung cấp, hãy chia sẻ yêu cầu và mục tiêu hoàn thiện của bạn – màu sắc, độ dày, độ cứng,…
-

Tiêu chuẩn thép mạ kẽm T2-T4 cho sản xuất lon thức ăn cho thú cưng
Nếu bạn đóng gói thức ăn cho thú cưng ướt hoặc bán ướt, cách nhanh nhất để giảm thiểu lỗi là tuân thủ các tiêu chuẩn thép mạ kẽm T2–T4 cho công thức, quy trình tiệt trùng và cấu trúc dây chuyền sản xuất ngay từ ngày đầu tiên. Độ cứng phù hợp, trọng lượng lớp mạ kẽm, quá trình passivation và cấu trúc lớp sơn phủ sẽ bảo vệ hương vị, kéo dài thời hạn sử dụng và giữ cho các mối hàn chặt chẽ dưới tác động nhiệt. Nếu…
-

Các loại thép mạ kẽm điện phân dùng trong sản xuất hộp đựng cá
Nếu bạn đóng gói cá ngừ, cá mòi, cá thu hoặc cá cơm, cách nhanh nhất để giảm khiếu nại và kéo dài thời hạn sử dụng là lựa chọn đúng loại thép mạ kẽm điện phân phù hợp với sản phẩm, quy trình và in ấn. Hướng dẫn này chuyển đổi thực tế sản xuất thành các lựa chọn rõ ràng – từ độ dày lớp mạ và lựa chọn độ cứng đến lớp lót không chứa BPA và bao bì xuất khẩu – để bạn có thể chỉ định thép mạ kẽm điện phân…
-

Giải pháp thép mạ kẽm không chứa BPA cho nắp bóc an toàn thực phẩm
Nếu bạn sản xuất thực phẩm ăn liền, dinh dưỡng cho trẻ sơ sinh hoặc thức ăn cho thú cưng, việc chuyển sang sử dụng nắp bóc không chứa BPA không còn là lựa chọn—đó là yêu cầu bắt buộc để xây dựng niềm tin thương hiệu. Hướng dẫn này tóm tắt cách xác định và lựa chọn Giải pháp Thép Mạ Kẽm Không Chứa BPA cho Nắp Bóc An Toàn Thực Phẩm, từ lớp mạ kẽm điện phân, độ dày, chứng nhận đến quyết định về in ấn và sơn phủ. Nếu bạn đang lên kế hoạch cho một nắp mới…