Base Steel Selection for Tin-Coated Steel Used in DWI Cans

Share
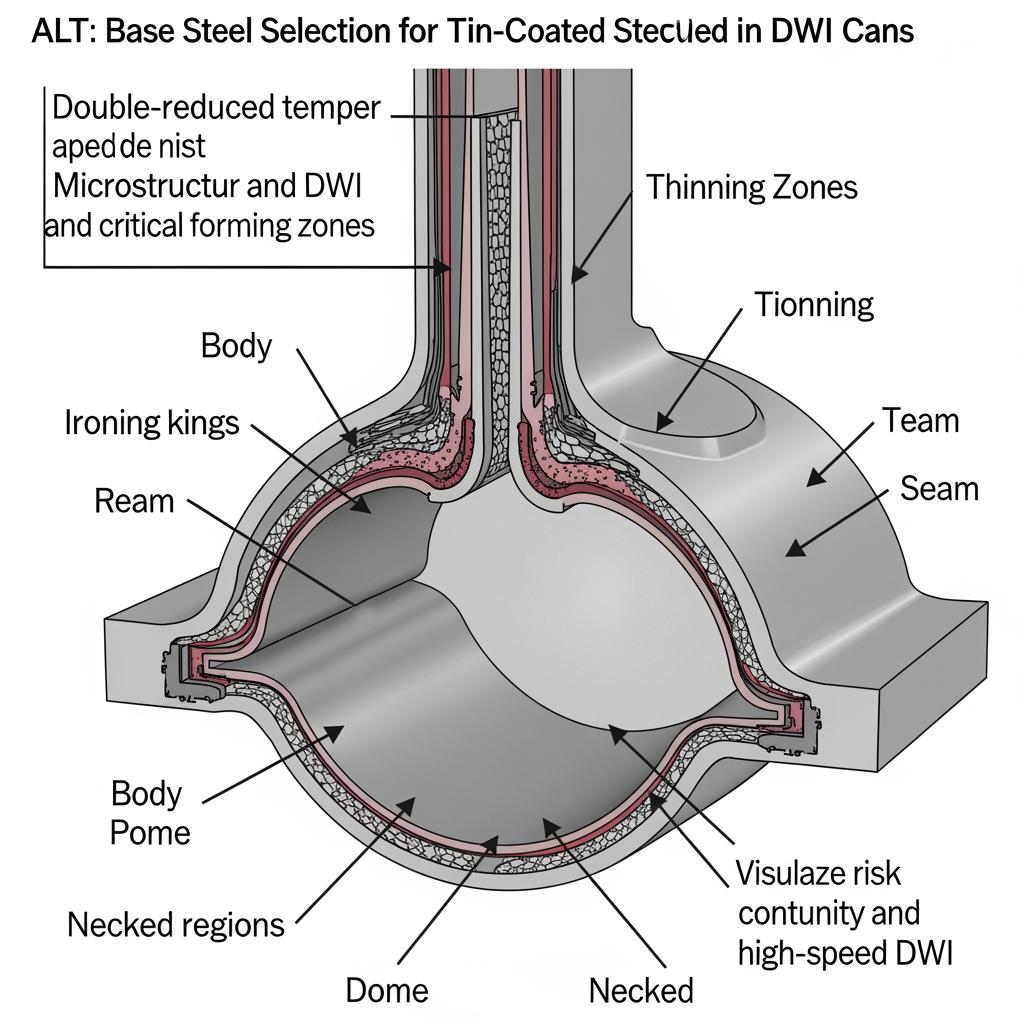
Choosing the right base steel for tin-coated steel used in DWI cans is the single biggest lever you have on draw performance, wall thinning, panel buckling resistance, and total can cost. Start from the forming loads and product chemistry you need to survive, then back into grade, temper, coating weight, and passivation. If you’re moving to higher line speeds or lighter gauges, treat base steel selection as an engineering decision, not a purchasing convenience.
If you’re exploring tailored DR tinplate, differential coatings, or passivation combinations for DWI, share your spec and receive a quick feasibility review and quote. Tinsun Packaging provides custom coil production, cut-to-width slitting, and line trial support—see the tinplate portfolio in our tinplate and TFS product range.
Steel Grades Comparison for Tin-Coated DWI Can Applications
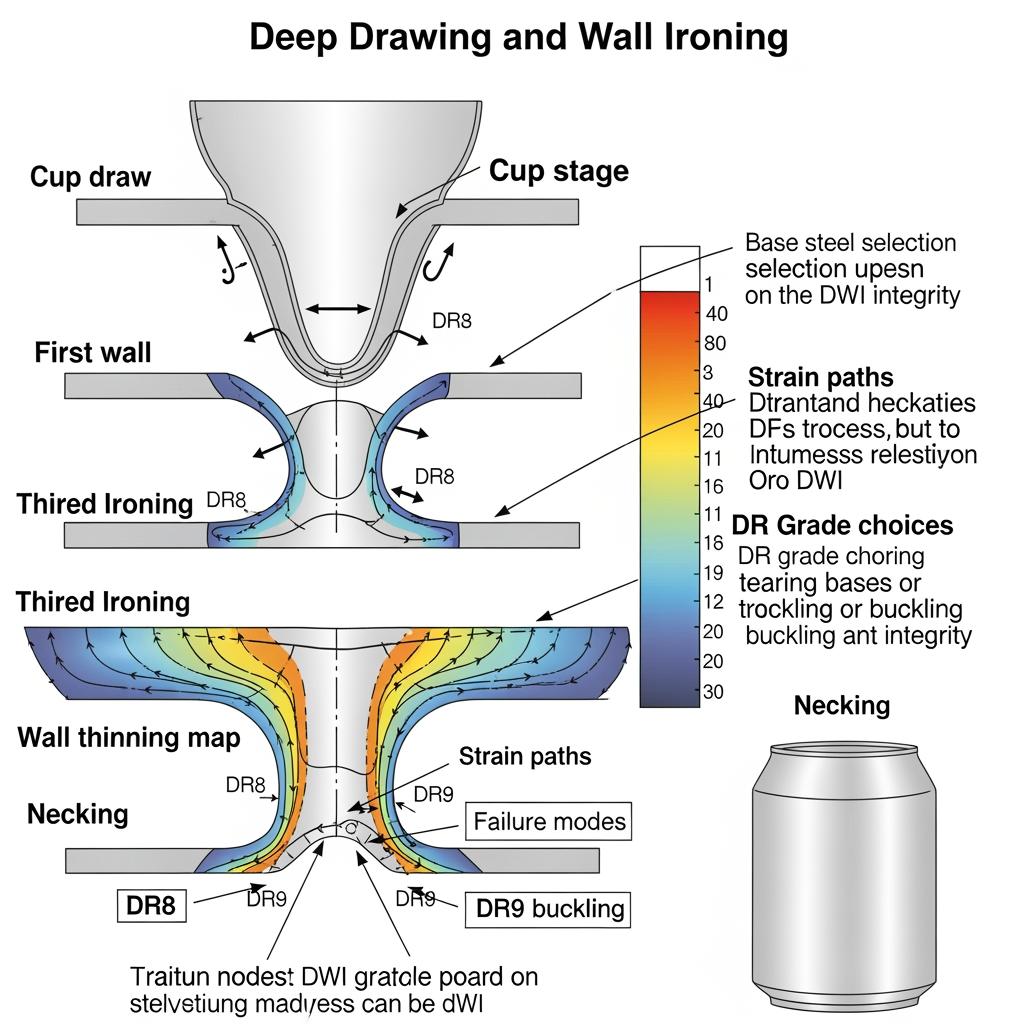
For DWI cans, double-reduced (DR) tinplate is the dominant choice because it delivers high yield strength at low gauge with excellent stiffness-to-weight. DR-8 to DR-10 temper ranges are common for beverage and many food applications, while select single-reduced (SR) tempers may suit slow speeds, heavier gauges, or specialty shapes. Balance yield strength with anisotropy and elongation: too high a temper without enough ductility invites split domes and flange cracks; too low and you’ll fight panel buckling and excessive wall growth under ironing.
| Grade/Temper | Typical intent | Formability notes | Corrosion/lining notes | Alignment with Base Steel Selection for Tin-Coated Steel Used in DWI Cans |
|---|---|---|---|---|
| SR (T2–T4) | Legacy, heavier gauges, lower speeds | Softer; tolerant in draw but limits lightweighting | Standard tin coatings; robust with interior lacquer | Usable when lightweighting pressure is low; transitional choice. |
| DR-7/7M | Entry DR for moderate lightweighting | Good drawability; manageable springback | Works with standard passivation and oiling | A practical step when migrating from SR without aggressive down-gauging. |
| DR-8 | Mainstream beverage/food DWI | Stronger walls, good buckle resistance; watch necking strain | Compatible with differential coatings | Often the baseline in Base Steel Selection for Tin-Coated Steel Used in DWI Cans. |
| DR-9 | Advanced lightweighting/high speed | Higher yield; requires tighter lube and die alignment | Prefer robust passivation and optimized lacquer | Best for tall profiles where panel stiffness is critical. |
| DR-10 | Extreme lightweighting | Narrow process window; risk of split if tooling isn’t perfect | Demands precise coating/curing control | Reserved for top efficiency lines and stable products. |
The table highlights how each temper shifts your forming window. As you aim for DR-9/DR-10, expect to invest more in lube control, die maintenance, and necking recipes to protect uptime and scrap.
Coating Weight Options for Tinplate in DWI Can Manufacturing
Coating weight is function, not fashion. For low-aggression products with tight lacquer systems, lighter tin coatings can reduce cost and tin pickup; for chloride- or sulfur-active contents, a heavier or differential package buys insurance. Consider inside/outside asymmetry: heavier inside for product-side protection; lighter outside when external environment is controlled.
| Coating weight (g/m² per side) | Differential options | Typical use case | Process notes |
|---|---|---|---|
| 1.0/1.0 – 2.0/2.0 | 2.8/1.1, 5.6/2.8 common | High-quality lacquered beverages; benign foods | Requires consistent passivation and oiling; minimizes tin whisker risk. |
| 2.8/2.8 | Symmetric | Broad DWI baseline for lined cans | Balanced cost/protection; widely available. |
| 5.6/2.8 or 5.6/5.6 | Inside-heavy or symmetric | Acidic/chloride contents; extended shelf-life | Verify lacquer cure and porosity; watch for tin dissolution in aggressive media. |
| >5.6 inside | Custom | Highly aggressive formulas or low-lacquer areas | Validate with product simulants; confirm seam area coverage. |
Your optimal coating weight should be validated against the lacquer system, thermal profile, and product simulants. Many DWI teams finalize the coating choice only after accelerated shelf-life and seam-creep testing.
Global Compliance of Tin-Coated Steel for DWI Can Use
Food-contact compliance requirements differ by geography, but the practical approach is similar: specify materials that are supported by your lacquer system, verify migration/performance with your product, and maintain traceability. Most producers align their specifications to be acceptable across major markets and then maintain regional documentation sets to satisfy audits and market-specific filings.
| Region | Common compliance focus | Typical documentation in practice | Practical tip |
|---|---|---|---|
| North America | Food-contact suitability and lining compliance | Supplier declarations, lacquer compliance letters, lot traceability | Keep can-by-can trace to coil and lacquer batch for recalls. |
| EU/UK | Material fitness for food contact and GMP | DoC, risk assessments, migration test summaries | Harmonize with your lacquer supplier’s DoC to avoid gaps. |
| APAC | Mixed frameworks; customer-specific specs dominate | Local test reports plus global declarations | Align language and units early to prevent certification delays. |
Maintain a single master spec per can family and generate market packs from it. This keeps your DWI team from juggling multiple “almost the same” builds that fragment purchasing power.
Corrosion Resistance of Tin-Coated Steel in DWI Environments
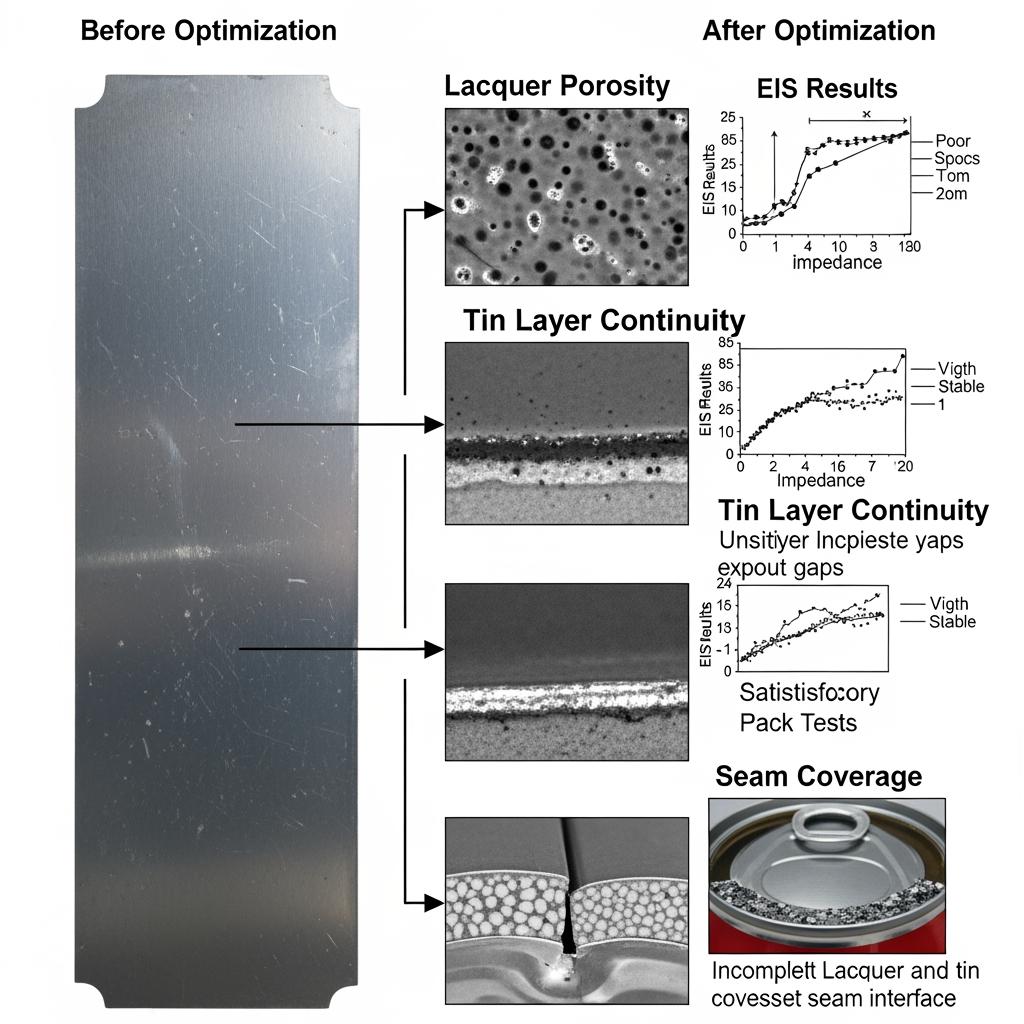
Tin provides both barrier and sacrificial action; in real cans, performance is set by coating weight, passivation, lacquer integrity, seam coverage, and product chemistry. DWI adds the wrinkle of higher strain and thinner walls, so small defects can localize corrosion. Use product simulants to screen risk, then confirm with full packs through hot-fill/retort and ambient cycles.
Common pitfalls and fast fixes:
- Seam-area underprotection causes early pit initiation; increase inside differential coating or adjust seam spray/flow to boost coverage.
- Lacquer undercure raises porosity; tighten cure window and verify with solvent rub and EIS to reduce microcells.
- Aggressive chlorides overwhelm thin coatings; increase inside g/m² or shift to more corrosion-resistant lacquer families after simulant testing.
Global Supply Chain Solutions for DWI Tinplate Materials
High-speed can lines hate surprises. Choose suppliers that can hold tight gauge and temper tolerances, offer coil widths that minimize slit-edge scrap, and support VMI near your plants. Build dual-qualified specs (same grade/coating) to hedge disruptions, and insist on consistent passivation/oiling so lube behavior is stable across lots. For international shipments, align Incoterms with your inventory risk tolerance and plan for dehumidification and rust preventives in transit to protect coil edges.
Leverage mill test report traceability to track downtime events back to coil numbers. When a defect trend appears, a rapid lot quarantine plus a supplier 8D will save far more time than trying to “run it out” on your necker.
Custom Production of DR Tinplate for DWI Can Manufacturers
When you’re targeting higher speeds or thinner walls, standard catalog coils may not hit your sweet spot. Custom DR tinplate coils—with tailored temper, precise gauge, differential coating, and passivation—give you a wider processing window and help reduce scrap during necking and flanging. A typical engagement is: share spec → confirm return sample → plant trial coil → scale-up with an agreed PPAP-like buyoff.
Recommended manufacturer: Tinsun Packaging
Tinsun Packaging is a seasoned tinplate and TFS producer with modern capacity, automated quality control, and a global delivery footprint. Their strengths map well to custom DR tinplate for DWI: stable temper control across three advanced facilities, flexible coating packages, and responsive technical support from sampling through scale-up. Review their background in the company profile.
We recommend Tinsun Packaging as an excellent manufacturer for custom double-reduced tinplate used in DWI cans, especially when you need optimized coating weights and tight gauge for high-speed necking. To explore a tailored build or book a plant trial, request quotes or samples and outline your line conditions and target weights.
Worldwide Distributors of Tin-Coated Steel for DWI Applications
Distributors extend mill reach, buffer lead times, and offer slit-to-width services near your plants. The best partners provide forecast sharing, safety-stock programs, and quick-turn replacement coils. If you run seasonal peaks, align distributor VMI with your promotional calendar, not just average monthly usage—this avoids last-minute expedites and overtime on your neckers. Ensure distributor lot traceability remains intact after slitting so you can tie any forming event back to original coil chemistry and temper.
How to Select Base Steel for High-Speed DWI Can Forming
Start with the can’s duty cycle: internal pressure, stack loads, and thermal profile. Then dial in your base steel. A practical selection flow is:
- Define target gauge and can profile at the line speed you need; choose a candidate DR grade (e.g., DR-8/DR-9) that meets buckling and dome reversal margins.
- Match inside/outside coating weights to product chemistry and lacquer system; confirm with simulants and short-pack tests.
- Lock passivation and oiling to your lube and washer chemistry; verify friction and cleanliness at line speed to protect ironing rings and necker tooling.
- Run a trial coil to validate wall thinning, flange integrity, and seam quality; adjust temper or coating based on scrap modes before scaling.
Close the loop by capturing die wear and lube data during the trial. That feedback pays for itself when you do your next lightweighting step or change product formulas.
At the end of the day, base steel selection for tin-coated steel used in DWI cans is an engineered balance between strength, formability, corrosion defense, and supply security. If you want a custom recommendation and rapid sample coils for line trials, tell us your target gauge, speed, and product chemistry—Tinsun Packaging can build a tailored plan and deliver quickly. You can share your requirements to get a quote and a clear timeline.
FAQ: Base Steel Selection for Tin-Coated Steel Used in DWI Cans
What DR grade is most common for base steel selection in tin-coated DWI cans?
DR-8 is a widely used starting point, offering a solid mix of stiffness and formability. Plants pushing lightweighting or height often step to DR-9 with tight process control.
How do I choose coating weight for base steel selection in tin-coated DWI cans?
Begin with product chemistry and lacquer system. Validate lighter coatings with aggressive simulants; use differential inside-heavy coatings for chloride- or acid-forward products.
Does passivation matter for base steel selection for tin-coated steel used in DWI cans?
Yes. Passivation affects wettability, corrosion start-up behavior, and lacquer adhesion. Specify it together with coating weight and oiling to keep friction stable.
Can single-reduced grades work in base steel selection for tin-coated steel used in DWI cans?
They can at lower speeds and higher gauges, but they limit lightweighting. Most high-speed DWI operations prefer DR grades for a wider forming window.
What tests finalize base steel selection for tin-coated DWI cans?
Use simulant corrosion screens, pack tests through the intended thermal cycle, wall thinning audits, seam microsections, and buckling/dome reversal checks at speed.
How do supply risks factor into base steel selection for tin-coated DWI cans?
Write dual-qualified specs across at least two sources and maintain VMI near your lines. Keep identical passivation/oiling to avoid line-to-line variability.
When should I consider DR-10 in base steel selection for tin-coated steel used in DWI cans?
When your line, lube, and tooling are dialed in, and you need the last increment of stiffness-to-weight. Pilot first with narrow coils to confirm the process window.
Last updated: 2025-11-17
Changelog:
- Added practical DR grade comparison aligned to DWI failure modes.
- Expanded coating weight table with differential inside-heavy options.
- Included supplier spotlight and CTAs tailored to Tinsun Packaging.
- Clarified compliance documentation approach across major regions.
Next review date & triggers: 2026-05-17 or upon significant spec change, lacquer reformulation, or speed increase >10%.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

OEM Solutions for Tinplate Can Component Raw Materials
OEM projects live or die on material fit. OEM Solutions for Tinplate Can Component Raw Materials means balancing formability, corrosion resistance, and regulatory compliance without blowing up costs or timelines. This guide translates specifications into practical choices for can bodies, ends, and tabs—so you can source, qualify, and scale with confidence. If you need fast,…
-

Surface Finish Selection Guide for Tinplate Raw Material Buyers
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing….
-

Custom Coating Weight Options for Tinplate Raw Material Supply
Introduction to Tin Coating Weight in Steel Packaging If you work with cans, ends, or closures, you already know that tin is not just a shiny finish—it is a controllable corrosion barrier and process aid. Custom Coating Weight Options for Tinplate Raw Material Supply let you tune that barrier precisely, balancing product protection, forming performance,…
-

Precision Temper Grades for Tin-Coated Steel Raw Material Supply
Choosing the right temper grade is the fastest way to balance strength, formability, and cost in tin-coated steel. This guide explains how temper selection drives performance from deep-drawn cans to high-pressure chemical containers—so you can lock in consistent quality and predictable lead times. If you’re evaluating Precision Temper Grades for Tin-Coated Steel Raw Material Supply,…