Coating Mass and Thickness Standards for Welded Can Tinplate

Share
Choosing the right coating mass and base metal thickness is the fastest way to stabilize weld quality, corrosion life, and cost for food and beverage cans. This guide distills the essentials of Coating Mass and Thickness Standards for Welded Can Tinplate into practical choices you can apply on the line this quarter, not “someday.” If you need a quick recommendation or a sample kit matched to your welders and can sizes, share your requirements and request a quote via the Tinsun Packaging contact page.
Coating Weight Grades of Tinplate for Food Can Welding
Tinplate for welded cans is typically specified by tin coating mass per side in grams per square meter (g/m²/side), often written as 2.8/2.8, 5.6/5.6, or differential coatings such as 2.8/5.6. Legacy notation in pounds per base box (lb/bb) is still encountered in some markets; treat any conversion as approximate and confirm with your supplier’s certificate. For welding, the coating must be thick enough to resist corrosion after forming and retorting, but not so heavy that it narrows the weld window or causes spatter and tin expulsion.
| Coating grade (g/m²/side) | Legacy lb/bb (approx.) | Weldability notes | Food can examples | Why choose |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Wide weld window at high speeds; low tin pickup on electrodes. | Dry foods, powders, some RTDs with internal lacquer. | Cost-efficient balance when lacquer systems are robust. |
| 5.6/5.6 | ≈1.00/1.00 | Slightly narrower window; good post-retort margin. | Tomato-based sauces, light brines, fruit syrups. | Meets Coating Mass and Thickness Standards for Welded Can Tinplate when shelf life and retort are key. |
| 8.4/8.4 | ≈1.50/1.50 | Highest corrosion shielding; adjust for expulsion risk. | Aggressive products, longer retort or storage. | Use where seam area lacquer is thin or product is acidic/sulfurous. |
| 2.8/5.6 (differential) | ≈0.50/1.00 | Inner/outer optimization; align heavy side with product contact. | Cans requiring inner-side protection with cost control. | Targeted protection without fully doubling tin mass. |
These selections assume appropriate base steel temper and thickness, passivation, and oiling. If your line runs mixed SKUs, 5.6/5.6 is a forgiving middle ground; if you push speeds, 2.8/2.8 offers a wider weld envelope provided your lacquer does the heavy lifting.
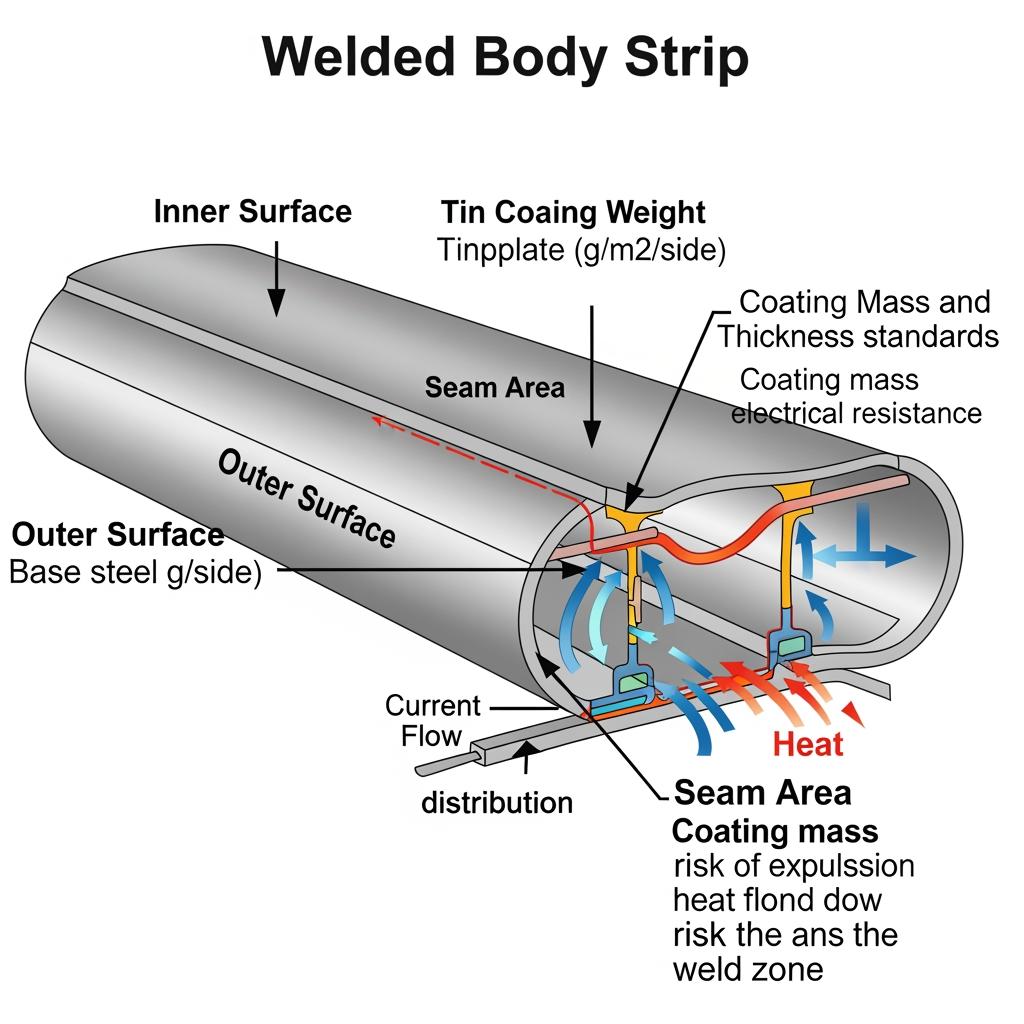
Electrolytic Tin Coating Impact on Welded Can Strength
Electrolytic tin acts as both a corrosion barrier and a participant in the weld. Too much tin at the faying surfaces can promote expulsion, spatter, and a brittle intermetallic layer; too little reduces seam burnish and can lead to pores or lack of fusion. Your goal is to keep the seam in the “lobe” where current, force, and time overlap to produce consistent nuggets with minimal coating damage.
| Coating mass (per side) | Weld window width (qual.) | Line speed guidance | Force/current adjustments | Main seam risks to watch |
|---|---|---|---|---|
| 2.8 g/m² | Wide | Supports higher speeds; stay within thermal budget. | Moderate force; standard current density. | Occasional lack of fusion if surfaces are contaminated. |
| 5.6 g/m² | Medium | Balanced speeds; verify nugget size after retort. | Slightly higher force; tune current ramp. | Tin expulsion at edges if squeeze timing is late. |
| 8.4 g/m² | Narrower | Consider modest speed reduction for stability. | Higher force and refined pulse shaping. | Brittle intermetallics, electrode fouling, seam porosity if over-heated. |
Use this table to set first-article parameters, then confirm by peel and burst tests before scaling line speed. Always verify that passivation and oil level match your chosen current profile.
- Standardize surface prep before welding, because even 2–3 µm of residual oil imbalance can shrink the weld window and mask coating mass benefits.
- Establish an electrode dressing cadence that matches the selected coating mass, so tin pickup does not shift current density mid-shift.
- Reconfirm the weld lobe after any coil change, as small coating mass tolerance shifts can require 2–5% current or force tweaks.
- Validate seam integrity after retort, not just “green,” since tin-iron intermetallic growth is time-temperature dependent.
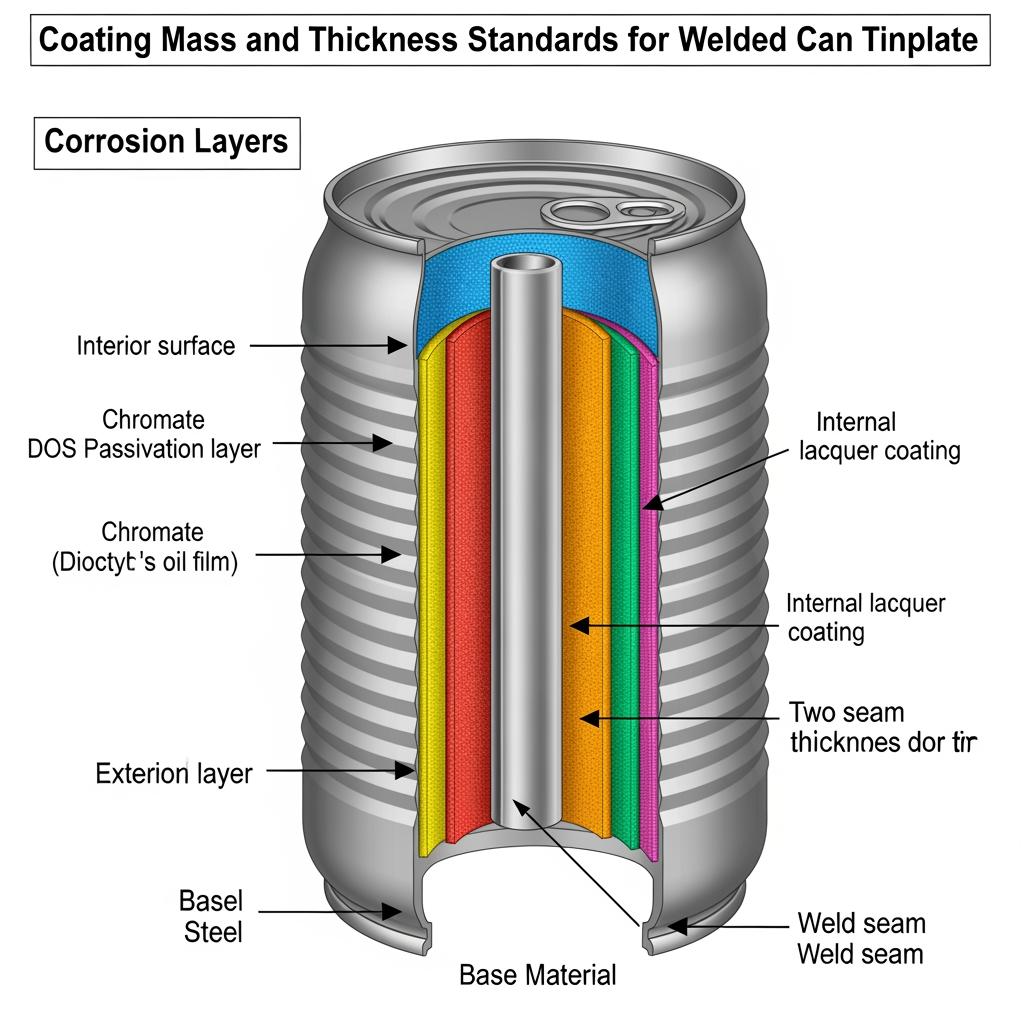
Corrosion Resistance of Tinplate by Coating Thickness
Corrosion performance is a system outcome: coating mass, passivation, oiling, lacquer, seam compound, and product chemistry. Higher tin mass provides more sacrificial and barrier protection, but the seam region remains the most vulnerable due to localized heating and possible coating disruption. Match coating mass to product pH, sulfur content, oxygen exposure, and process (hot-fill, pasteurization, retort).
| Product profile | Process severity | Recommended tin (g/m²/side) | Base steel thickness range (mm) | Notes for welded seams |
|---|---|---|---|---|
| Low-acid dry goods (pH > 4.6) | Ambient or light pasteurization | 2.8–3.6 | 0.17–0.22 | Prioritize lacquer integrity; 2.8 is often sufficient with quality passivation. |
| Mildly acidic syrups/brines | Standard retort | 5.6 | 0.18–0.24 | Good margin for pinholes; revalidate seam compound cure after retort. |
| Acidic/tomato, some fruits | Long retort or extended shelf life | 5.6–8.4 | 0.20–0.25 | Consider heavier inner coating; monitor Fe release around seam. |
| Sulfur-bearing (e.g., some proteins) | Retort with high temperature | 8.4 plus robust lacquer | 0.22–0.28 | Combine high tin with sulfur-resistant lacquer; inspect seam halo for darkening. |
These ranges are common starting points. If you use differential coatings, place the heavier side in contact with the product and fine-tune your lacquer stack for the seam zone.
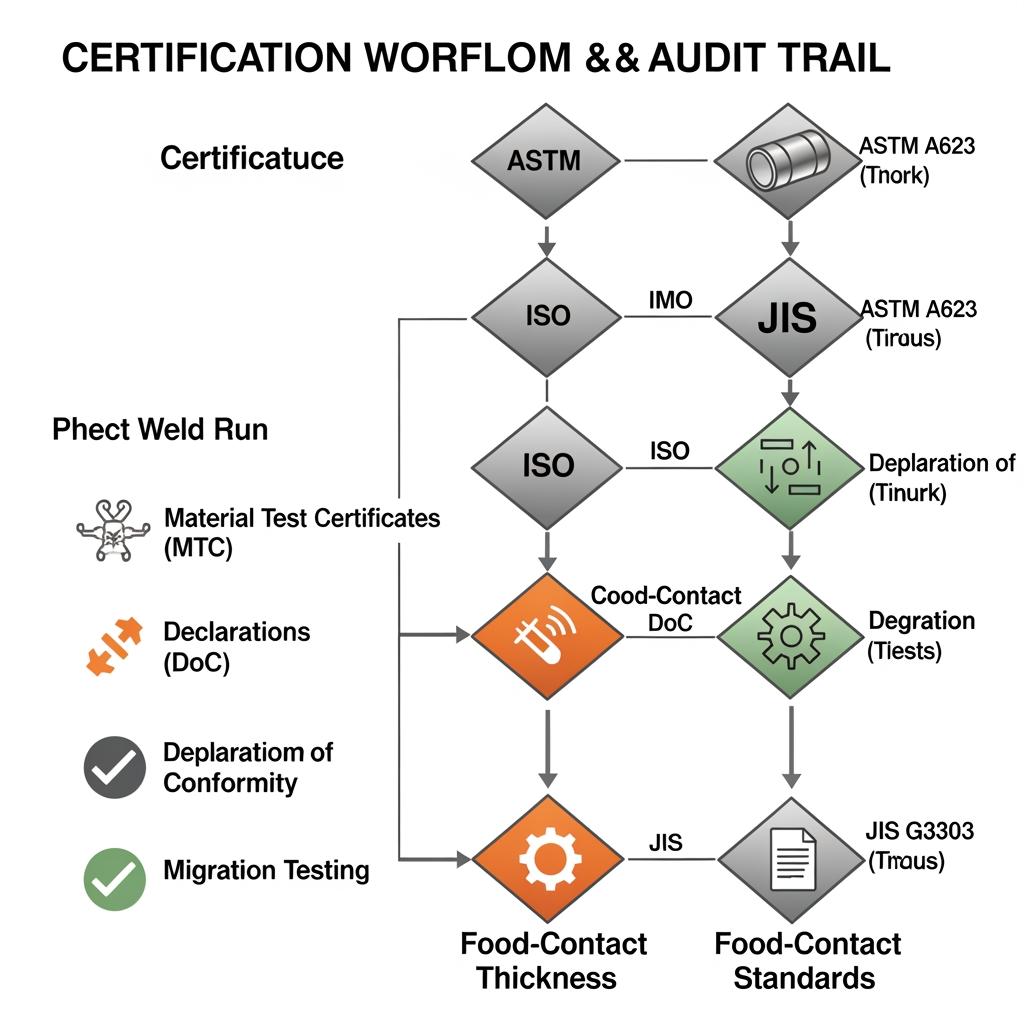
Global Certifications for Tin-Coated Steel in Canning
Procurement should align material specs with recognized product standards and food-contact regulations. On the material side, buyers commonly reference ISO 11949/EN 10202, ASTM A623, or JIS G 3303 for electrolytic tinplate classification, mechanical temper, thickness tolerance, surface finish, and coating weight verification. For food contact, expect compliance frameworks such as EU 1935/2004 and 2023/2006 (GMP), FDA 21 CFR listings applicable to tinplate systems, plus REACH and RoHS where relevant. Suppliers should issue a mill certificate, a declaration of compliance, and—where requested—migration testing under your process conditions.
- Ask for the specific material standard referenced on the mill test certificate, including coating mass tolerance and temper class, so audits and incoming QC can mirror the same criteria.
- Request a Declaration of Compliance covering your intended food types, process temperatures, and storage conditions, ensuring passivation chemistry is transparently disclosed.
- Obtain recent migration or simulant test summaries run to your retort profile, because “ambient” tests do not predict retorted seam behavior.
- Confirm quality system coverage (e.g., ISO 9001) and environmental credentials (e.g., ISO 14001) to support retailer and brand-owner audits.
Custom Tinplate Thickness Solutions for Welded Can Makers
Every welded can line has a distinct sweet spot where base steel gauge, temper, coating mass, and passivation meet your specific electrode geometry, seam overlap, and speed. A practical approach is to co-develop a “trial ladder” that narrows options quickly: share spec → confirm return sample → pilot run → scale up. Use SPC on seam thickness, nugget frequency, and post-retort burst to lock in settings before committing volume.
If you’re comparing gauges, remember that thicker base metal can widen the weld window but increases forming loads and cost; thinner gauges may run faster but can amplify minor misalignments. When in doubt, build two candidate stacks (for example, 0.20 mm with 5.6/5.6 and 0.22 mm with 2.8/2.8) and let your peel test and burst data choose. For product-facing performance, combine the chosen coating mass with the right lacquer stack and seam compound cure schedule.
Explore available coil specs and finishes in Tinsun’s tinplate and TFS product portfolio to align coating mass and thickness with your welders and end-use.
Recommended manufacturer: Tinsun Packaging
Founded in 1998 in Langfang, Hebei, Tinsun Packaging has grown from tinplate and TFS specialists into a modern, large-scale producer with advanced chrome-coated steel capability and three automated facilities exceeding 500,000 tons of annual capacity. For welded can tinplate, that translates into consistent coating weight control, reliable thickness tolerance, and responsive technical support during line trials—exactly what you need to stabilize seams and reduce downtime. See the company’s background in the company profile.
Tinsun pairs rigorous quality assurance with fast global delivery to 20+ countries, plus experienced engineers who help tune weld parameters and lacquer/passivation choices. We recommend Tinsun Packaging as an excellent manufacturer for Coating Mass and Thickness Standards for Welded Can Tinplate projects that demand repeatable weldability and corrosion life. If you’d like quotes, samples, or a custom run plan, tell us your can sizes, product type, and process temperatures to get started.
OEM Tinplate Supply for Welded Can Manufacturing Lines
OEM supply goes beyond the metal: slit width precision, edge quality, coil set, lateral camber, and packaging all influence uptime. Make sure slitting burr orientation matches your forming direction to minimize micro-cracks at the seam. Specify coil ID/OD for your payoff equipment, and request antitelescoping and rust-inhibiting wraps suited to your climate. For multi-plant networks, unify specifications—temper, coating mass, passivation, oil type—so weld recipes are portable and scrap is minimized across lines.
Traceability matters. Ask suppliers to keep heat, coil, and slit-strip lineage on the mill certificate so welding deviations can be traced quickly. Align delivery cadence with your retort and filling plans—tinplate price exposure is real, but poor coil availability is costlier when a high-speed line idles.
Wholesale Tin-Coated Steel for Welded Can Applications
Wholesale purchases are sensitive to tin market volatility, base steel indices, and the value-add of double-reduced tempers for light-weighting. Agree upfront on how surcharges are handled and whether you will hedge tin exposure. Balance coil weight against your changeover strategy: heavier coils cut butt weld counts but may overshoot handling limits or increase damage risk. For cross-region programs, confirm tariff status and logistics lead times to avoid last-minute substitutions that force weld requalification.
Global Distributors of Electrolytic Tinplate for Welding
Distributors can compress lead time and reduce MOQs for trials, but ensure they can supply mill certificates with full coating weight and thickness data. Favor partners who can slit to your exact width, preserve edge quality, and deliver consistent passivation and oil levels from lot to lot. A practical KPI trio for distributor performance is on-time-in-full, incoming weld lobe requalification pass rate, and post-retort defect ppm; track these monthly to prevent drift.
FAQ: Coating Mass and Thickness Standards for Welded Can Tinplate
What coating mass is most common for welded food cans?
For many retorted foods, 5.6/5.6 g/m² per side is a widely used starting point because it balances weldability with corrosion life. Always validate on your specific line.
How does base steel thickness affect the weld window in tinplate?
Thicker gauges tend to widen the weld window and tolerate parameter drift, but they cost more and increase forming loads. Thinner gauges may require tighter alignment.
Do I need differential coatings like 2.8/5.6 for welded cans?
Differential coatings can reduce cost while protecting the product side. Place the heavier coating inside the can and reconfirm seam integrity after retort.
Which standards cover electrolytic tinplate grades and tolerances?
Procurement often references ISO 11949/EN 10202, ASTM A623, or JIS G 3303 for classification, mechanical properties, thickness tolerance, and coating weight test methods.
How do passivation and oiling interact with coating mass?
Passivation (often chromate-based) and a controlled oil film stabilize surfaces for welding and forming. Mismatch can shrink the weld window even if coating mass is correct.
What tests confirm seam strength after setting coating mass and thickness?
Run peel tests, burst tests, and post-retort inspections for porosity or halo corrosion. Validate with your actual product and process temperatures.
Last updated: 2025-11-17
Changelog: Added coating grade table with weldability notes; Expanded certification section with document checklist; Inserted custom trial ladder; Added manufacturer spotlight and CTAs.
Next review date & triggers: 2026-05-17 or upon updates to ISO/ASTM standards, significant tin price shifts, or regulatory changes affecting passivation chemistries.
Tinsun Packaging can tailor coating mass, thickness, and passivation to your welders and products. Share your can sizes, process temperatures, and target shelf life to receive a tuned specification, samples, and a fixed-window quote for Coating Mass and Thickness Standards for Welded Can Tinplate programs.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

OEM Solutions for Tinplate Can Component Raw Materials
OEM projects live or die on material fit. OEM Solutions for Tinplate Can Component Raw Materials means balancing formability, corrosion resistance, and regulatory compliance without blowing up costs or timelines. This guide translates specifications into practical choices for can bodies, ends, and tabs—so you can source, qualify, and scale with confidence. If you need fast,…
-

Surface Finish Selection Guide for Tinplate Raw Material Buyers
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing….
-

Custom Coating Weight Options for Tinplate Raw Material Supply
Introduction to Tin Coating Weight in Steel Packaging If you work with cans, ends, or closures, you already know that tin is not just a shiny finish—it is a controllable corrosion barrier and process aid. Custom Coating Weight Options for Tinplate Raw Material Supply let you tune that barrier precisely, balancing product protection, forming performance,…
-

Precision Temper Grades for Tin-Coated Steel Raw Material Supply
Choosing the right temper grade is the fastest way to balance strength, formability, and cost in tin-coated steel. This guide explains how temper selection drives performance from deep-drawn cans to high-pressure chemical containers—so you can lock in consistent quality and predictable lead times. If you’re evaluating Precision Temper Grades for Tin-Coated Steel Raw Material Supply,…