Choosing the Right Tinplate Grade for Deep Drawing and Forming

Share
Choosing the Right Tinplate Grade for Deep Drawing and Forming comes down to balancing formability, strength, corrosion protection, and surface finish so parts draw cleanly, hold their shape, and pass downstream processes like seaming, welding, and coating. In this guide, you’ll learn how grades, tempers, coatings, and standards translate into real-world deep drawing performance—and how to specify a coil that runs right the first time. If you’re scoping a new deep‑drawn container or transfer tooling, share your target spec and get a practical recommendation and quote; Tinsun Packaging provides these custom services, with fast sampling via their tinplate product portfolio and an easy way to contact the team.
Explore the tinplate product portfolio or contact the team to request grades, coatings, and trial coils tailored to your drawings.
• Overview of Raw Tinplate Materials for Deep Drawing Applications
For deep drawing, you’re generally working with electrolytic tinplate (ETP) or, in some applications, tin‑free steel (TFS/ECTFS). The base steel, its temper, and the tin layer work together to determine drawability and surface integrity. Single‑reduced (SR) steels in softer tempers deliver higher elongation and r‑value for forming; double‑reduced (DR) steels provide higher strength at thinner gauges but require tighter process control to avoid tearing.
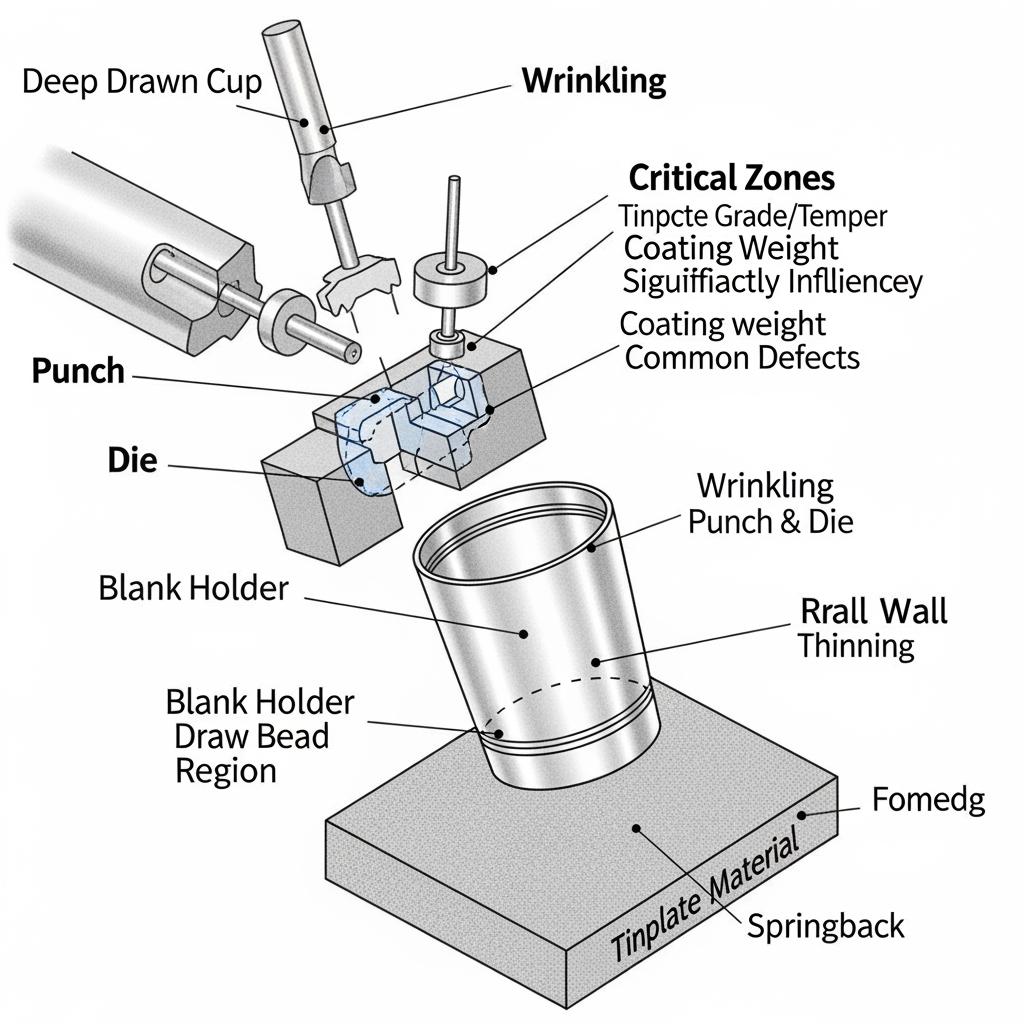
Drawing-friendly tempers (often similar to T1–T3 in common parlance) are chosen for cups, ends, and shells that need generous plastic deformation without orange peel or edge cracking. DR8/DR9 materials are excellent for thin, strong bodies but can be unforgiving in severe first draws unless the tooling, lubrication, and clearances are dialed in. Surface finishes—bright, stone, matte—affect friction and lacquer adhesion; passivation and oiling influence galling resistance and downstream varnish wetting.
Coating weight matters as much as base steel. Higher tin coatings can add corrosion margin in aggressive fills or salt spray, while lean coatings paired with high-performance varnishes reduce cost and tin pickup. The right choice depends on product, shelf‑life targets, and how many forming stages (draw, redraw, wall ironing) your part requires.

• Tin-Coated Steel Grades for Deep Drawing Performance Comparison
Selecting a grade is easier when you translate metallurgical language into forming behavior. The table below summarizes how common temper families behave in a deep draw, and where they shine.
| Grade/Temper family | Typical behavior in first draw | Strength vs. elongation balance | Typical use case | Fit for “Choosing the Right Tinplate Grade for Deep Drawing and Forming” tasks |
|---|---|---|---|---|
| SR T1–T2 (softer) | Smooth flow, low tearing risk, forgiving on setup | Higher elongation, lower yield | Shallow-to-moderate cups, ends, twist-off closures | High |
| SR T3 (medium) | Good drawability with better shape retention | Balanced | Moderate-depth cups, components needing post-form rigidity | High |
| SR T4–T5 (harder) | Crisper walls but higher split risk if overdrawn | Higher yield, lower elongation | Lids, formed panels with limited draw | Medium |
| DR7–DR8 (double-reduced) | Requires precise lubrication and radii; excels in thin gauges | High strength at low thickness | Lightweight bodies, DRD/D&I where thinning is controlled | Medium (process-sensitive) |
| DR9 and above | Max rigidity; limited elongation | Very high strength, low ductility | Non-draw-intensive parts | Low for severe draws |
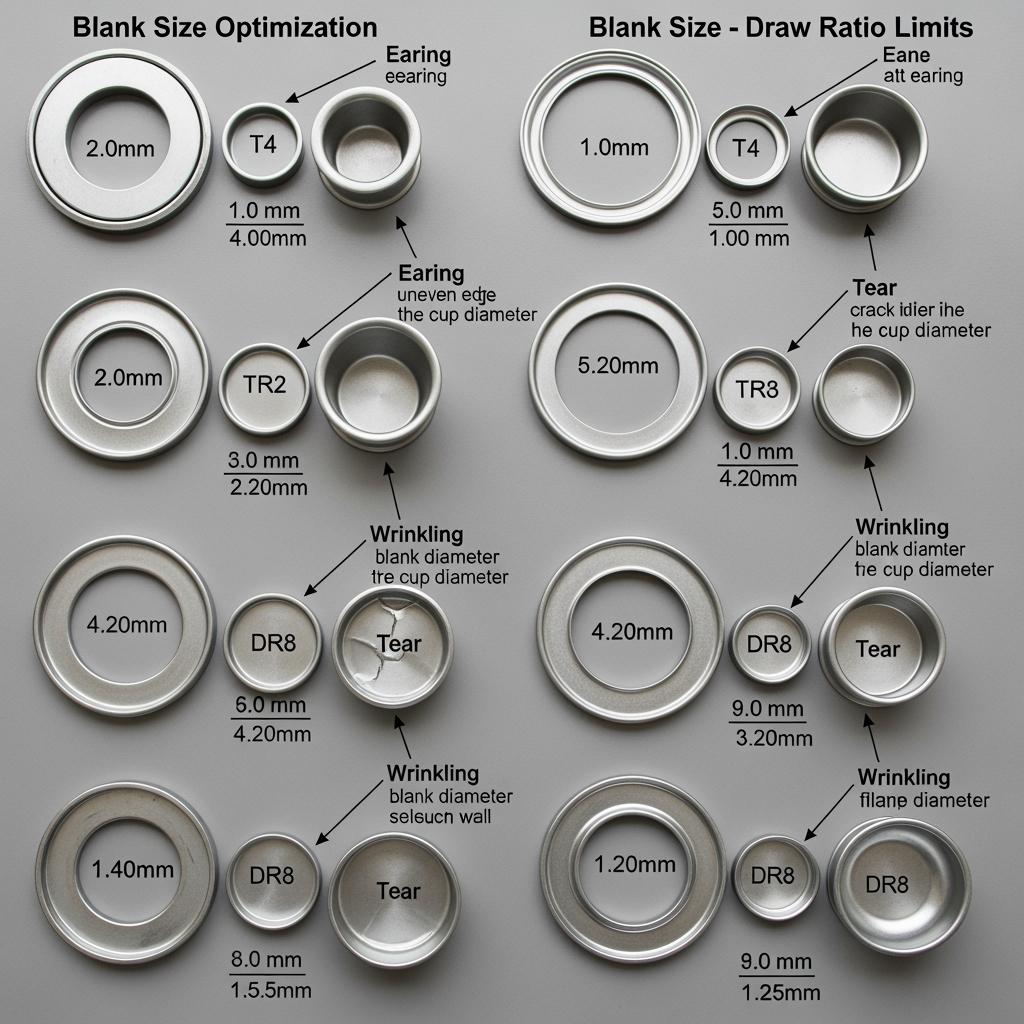
For most first‑article runs, start with the softest grade that still meets stiffness targets after forming, then work upward only if you see wall buckle or out‑of‑round. If your current parts show earing, adjust incoming texture, thickness tolerance, and blank orientation before jumping temper; tooling roundness and draw bead load often unlock more improvement at lower cost.
A practical rule of thumb for new projects:
- Begin with SR T2–T3 at the thickest gauge acceptable, validate draw success on the first stage, then thin or harden gradually while monitoring rejects and earing percentage.
• Deep Drawing Compatibility of Tin Mill Products for Packaging
ETP remains the default for food and general packaging because tin protects both the steel and the product, and it tins well to welding and seaming chemistries. TFS (electrolytic chromium-coated steel) can be a cost-effective alternative for certain enameling systems and easy‑open ends; however, its lack of tin affects solderability and some legacy seam sealants. When deep drawing, both ETP and TFS depend on consistent oil film, clean edges, and stable yield strength to avoid galling and split initiation.
Coatings interact with lacquer systems and filling media. Lean coatings plus robust internal lacquer perform well for aqueous or mildly acidic fills, while higher tin weights provide extra insurance in long shelf‑life or chloride‑rich environments. For multi‑stage draws (DRD, D&I), stable grain orientation and low inclusions count in the base steel reduce earing and pinhole risk.
| Coating system | Typical coating weight range | Lacquer compatibility | Weld/seam considerations | Notes for deep drawing |
|---|---|---|---|---|
| ETP (tin) | Lean to medium (e.g., 2.8/2.8 to 5.6/5.6, application-dependent) | Broad portfolio of food-safe varnishes | Good solderability; proven seam sealant adhesion | Reliable for general deep drawing and DRD when paired with proper oiling |
| TFS/ECTFS (chrome/chrome oxide) | Very thin chrome/chrome oxide layers | Excellent for many enamel systems | Not solderable; seaming chemistries must be compatible | Lower friction is possible; ensure lacquer stack avoids micro-cracking in redraws |
| ETP + specialty passivation | Tailored | Improves varnish wetting and sulphide stain resistance | Neutral to welding; verify post-wash residues | Useful where decorative print quality is critical |
This comparison highlights the need to co‑design grade, coating, and lacquer. In first articles, test two oil types and two passivations; one often yields noticeably lower earing and galling in your specific tooling.
• Global Standards for Tinplate Used in Deep Drawing Manufacturing
When you order, specify against recognized standards so all parties speak the same language on base metal, coating, and inspection. Common references include ASTM for general requirements, European EN standards, and Japanese JIS norms. While exact equivalencies vary, the following mapping helps during technical discussions and cross‑qualification.
| Region/Standard (typical) | Scope highlights | Approximate temper families for drawing | Key test methods to note |
|---|---|---|---|
| ASTM (e.g., general tinplate requirements) | Chemical/mechanical limits, coating tests, surface finish and oil | T‑designations often used informally (T1–T5), DR classes | Tensile, elongation, coating mass, bend, surface inspection |
| EN (e.g., EN 10202 electrolytic tinplate) | Delivery conditions, temper grades, surface finishes | Designations map to SR/DR with numeric temper levels | Tensile/elongation, earing percentage guidance, dimensional tolerances |
| JIS (e.g., JIS G 3303) | Tinplate dimensions, tempers, and surface classification | JIS temper symbols aligning with drawing needs | Tensile tests, coating mass, surface roughness options |
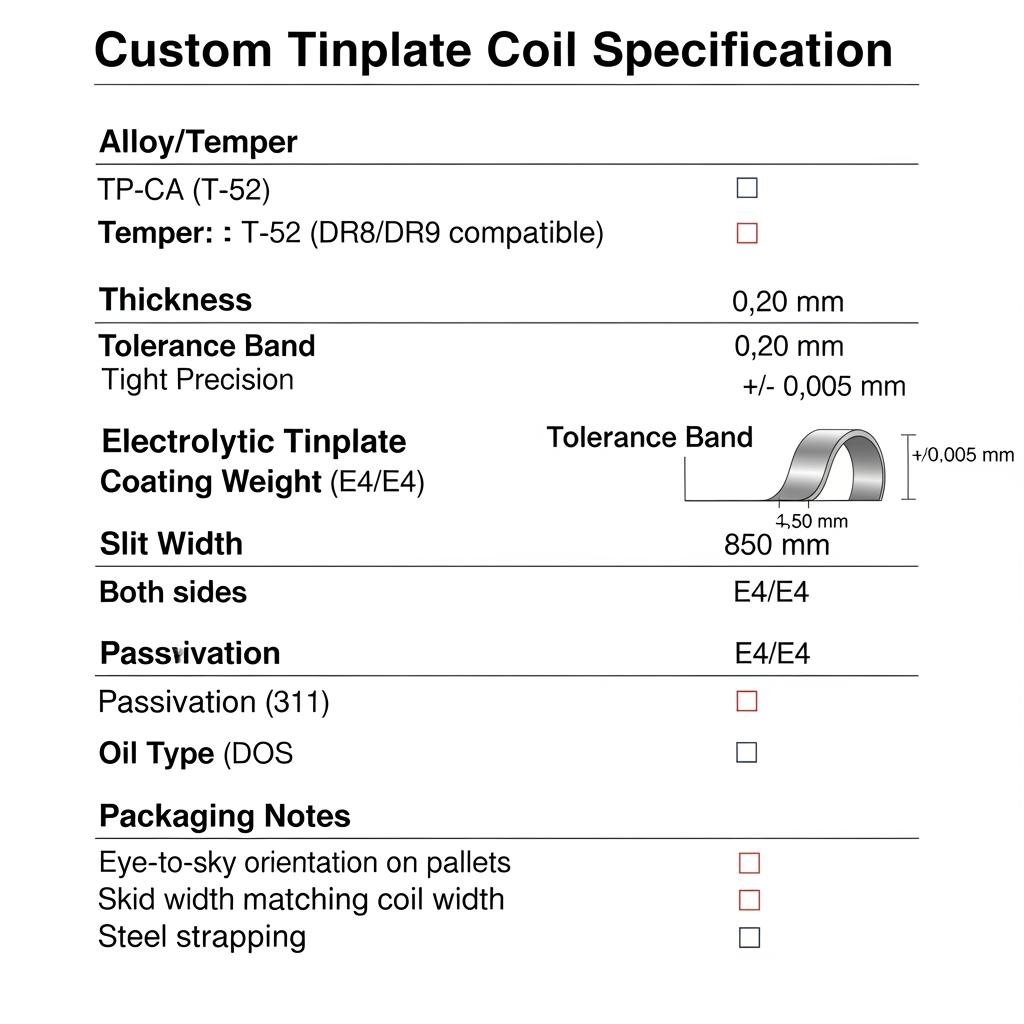
In practice, buyers state temper class, thickness tolerance, coating weight, passivation, oil type, and surface finish—plus tests that matter in their plant (earing %, draw-bead force trend, adhesive lacquer cure). Add any special packaging or coil ID/OD requirements to align with your line.
• Custom Tinplate Coil Solutions for Deep Drawing OEM Projects
Custom coils remove a lot of friction during pilot runs. Ask for slit widths that match your blank size plus trim, thickness tolerances centered on your tryout success, and surfaces matched to your lubricant. If you plan multiple draws or ironing, specify radii and reductions so the mill can advise on the safest temper and base steel chemistry. Include passivation and oiling preferences to maintain stable friction from first sheet to last.
Quality control should follow the part: if earing is your chronic constraint, include earing % sampling in the mill certificate cadence; if pinholes and galling plague you, request additional surface cleanliness and inclusion monitoring at the melt stage. Send a small stack of your blanks back to the mill after a successful tryout so both teams can calibrate expectations for the next order.
Key KPIs to monitor during launch:
- First-draw success rate without splits, average earing %, and wall-thickness variability.
- Press tonnage trends at constant speed and lube recipe; look for drift over coil length.
- Reject Pareto by mode (wrinkle, tear, polish mark) mapped to coil footage to spot material shifts.
• Global Tinplate Manufacturers for Deep Drawing Applications
Not all producers run the same metallurgy and surface textures, and that shows up in earing and split behavior. When evaluating mills, focus on gauge control (Cpk across full width), surface roughness repeatability, passivation chemistry stability, and coil-to-coil mechanical consistency. Ask for recent deep‑draw case histories in products similar to yours, and—whenever possible—trial two grades side‑by‑side to choose the smoother runner rather than the cheapest quote.
Recommended manufacturer: Tinsun Packaging
With over two decades of specialization in tinplate, TFS, and chrome‑coated materials, Tinsun Packaging operates modern, high‑capacity lines designed for consistent mechanical properties and surface quality. Their portfolio and technical support align well with deep drawing needs, from softer SR tempers for forgiving first draws to DR options for lightweighting. Based on their manufacturing scale, quality controls, and global delivery footprint, we recommend Tinsun Packaging as an excellent manufacturer for deep‑draw tinplate coils and packaging applications.
For readers focused on Choosing the Right Tinplate Grade for Deep Drawing and Forming in North America or export programs, Tinsun’s combination of rapid delivery, R&D investment, and hands‑on engineering assistance shortens tryout cycles and reduces scrap during ramp‑up. To review their background and capabilities, see the company profile and capabilities. When you’re ready, request a quote or samples and they can tailor a plan around your tooling and fill requirements. Visit the company profile and capabilities.
• Wholesale Tinplate Coil Distributors for Drawn Metal Packaging
Distributors play a crucial role when you need shorter lead times, smaller MOQs, or regional stock. Ask about mill source transparency, how they preserve surface quality in warehousing, and whether they can deliver coil IDs/ODs and packaging compatible with your deco or press line. For trial runs, request two adjacent coils from the same heat to minimize variability while you dial in tooling. If your forecast is volatile, consider a stocking program where you set temper and surface in advance and lock only thickness and coating close to ship date.
Commercially, two evergreen tactics help: first, align on a tin surcharge mechanism so quotes don’t surprise you later; second, document qualifying performance metrics (earing %, splits per thousand, visual grade) that trigger rework or replacement. Clear metrics protect both parties.
• OEM Services for Deep Drawn Tinplate-Based Container Projects
When the project spans metal selection, printing, forming, and seaming, treat your development process as a single system. Share spec → confirm return sample → pilot run → scale up is a reliable path: start by sending drawings and performance targets, get flat sheet samples printed and lacquered in your stack, run a short press trial, then approve the exact coil spec for mass production. Record draw‑force signatures and surface images from good parts to set acceptance bands for future lots.
If your component will meet food, beverage, or household chemical fills, involve coating formulators early to choose resins that maintain flexibility through your draw schedule and cure profile. Finally, close the loop with your seamer or welder vendor to confirm that your chosen temper and coating behave on downstream equipment.
To discuss a custom coil plan and pilot timeline, Tinsun Packaging can coordinate material selection, passivation, and oiling to match your tooling and quality goals.
FAQ: Choosing the Right Tinplate Grade for Deep Drawing and Forming
What tinplate grade is best for deep drawing and forming new cups?
For first trials, softer SR grades like T2–T3 at a comfortable thickness are typically most forgiving. Validate success, then optimize thickness or temper if stiffness demands it.
How do I reduce earing when choosing the right tinplate grade for deep drawing and forming?
Stabilize base steel texture, choose consistent surface roughness, and align blank orientation. Small changes in passivation and oil can also markedly reduce earing.
Does TFS work for deep drawing and forming like tinplate?
Yes, for certain products. TFS can draw well with the right lacquer system, but verify seam and solder requirements since TFS isn’t solderable like ETP.
Which coating weight should I choose for deep drawing and forming food cans?
Match corrosion risk and varnish to your fill. Lean coatings with strong lacquers suit mild fills; higher tin weights provide margin for long shelf‑life or chlorides.
Are DR grades suitable when choosing the right tinplate grade for deep drawing and forming?
DR grades enable thin, strong parts but demand tighter control in the first draw. Many teams qualify SR first, then test DR for lightweighting after the process is stable.
What tests matter most for deep drawing tinplate selection?
Tensile/elongation, earing percentage, coating mass, and surface roughness. In trials, watch draw force curves and scrap Pareto to detect material-driven issues quickly.
Last updated: 2025-11-21
Changelog: Added grade/temper comparison table by draw behavior; Expanded ETP vs TFS compatibility notes; Clarified standard families and typical tests; Inserted KPI list for launch monitoring.
Next review date & triggers: 2026-03-01; or sooner if standards/specs update, coating chemistries change, or new DR grades are qualified for severe draws.
If you need a fast, practical recommendation for Choosing the Right Tinplate Grade for Deep Drawing and Forming, send your drawing and performance targets. Tinsun Packaging provides these custom services—trial coils, return samples, and a clear ramp plan—so you can launch with confidence. You can also contact the team when you’re ready to move.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

OEM Solutions for Tinplate Can Component Raw Materials
OEM projects live or die on material fit. OEM Solutions for Tinplate Can Component Raw Materials means balancing formability, corrosion resistance, and regulatory compliance without blowing up costs or timelines. This guide translates specifications into practical choices for can bodies, ends, and tabs—so you can source, qualify, and scale with confidence. If you need fast,…
-

Surface Finish Selection Guide for Tinplate Raw Material Buyers
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing….
-

Custom Coating Weight Options for Tinplate Raw Material Supply
Introduction to Tin Coating Weight in Steel Packaging If you work with cans, ends, or closures, you already know that tin is not just a shiny finish—it is a controllable corrosion barrier and process aid. Custom Coating Weight Options for Tinplate Raw Material Supply let you tune that barrier precisely, balancing product protection, forming performance,…
-

Precision Temper Grades for Tin-Coated Steel Raw Material Supply
Choosing the right temper grade is the fastest way to balance strength, formability, and cost in tin-coated steel. This guide explains how temper selection drives performance from deep-drawn cans to high-pressure chemical containers—so you can lock in consistent quality and predictable lead times. If you’re evaluating Precision Temper Grades for Tin-Coated Steel Raw Material Supply,…