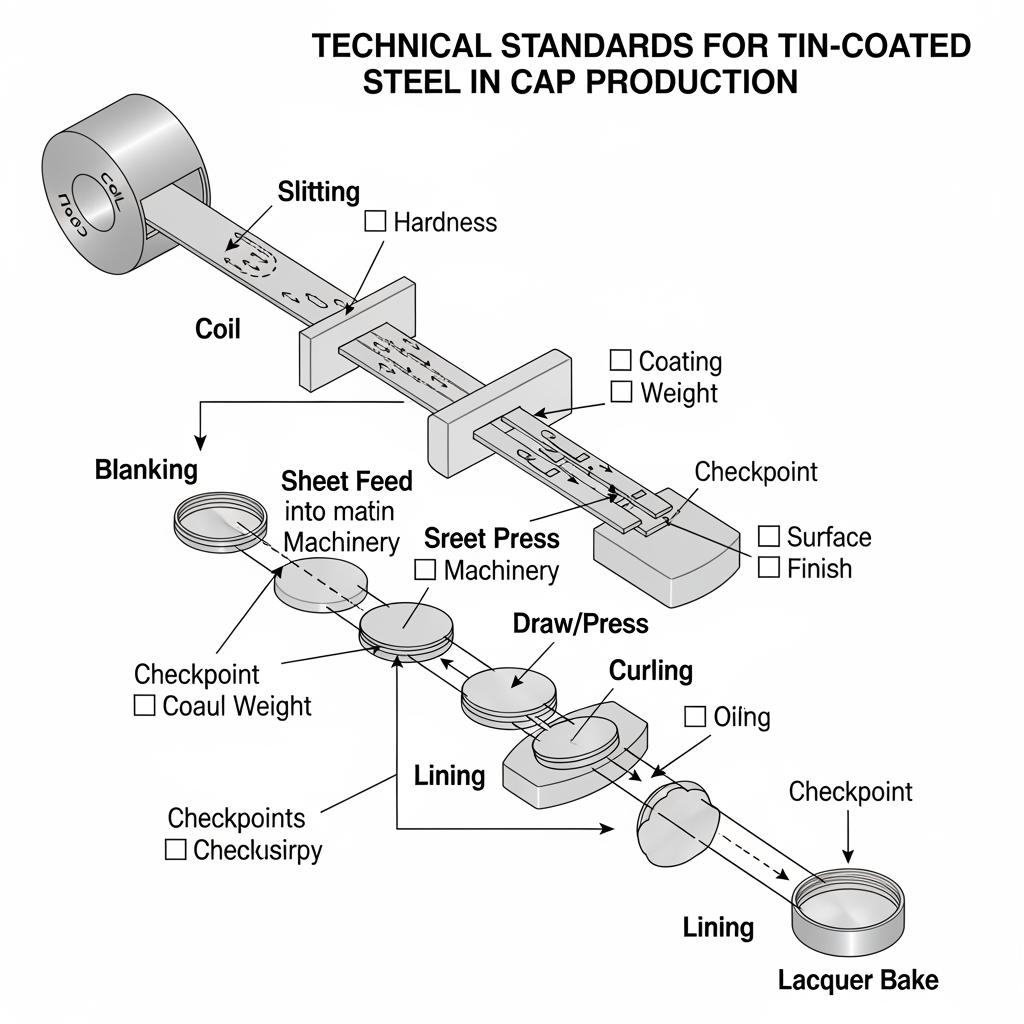
Technical Standards for Tin-Coated Steel in Cap Production

Share
Specifying the right tin-coated steel is the difference between smooth, high‑yield cap lines and scrap-prone, warranty‑risk production. This guide translates the Technical Standards for Tin-Coated Steel in Cap Production into practical decisions you can apply on the factory floor—from grade and thickness to testing, compliance, and sourcing. If you’re benchmarking materials now, share your cap drawings and target line speeds to receive a tailored data pack and samples from Tinsun Packaging; you can also review material families on the tinplate and TFS product range.
Overview of Tin-Coated Steel Grades for Cap Stamping
For closures, two families dominate: electrolytic tinplate (ETP) and tin‑free steel (TFS, also called ECCS). Within each, mechanical temper (T2–T5 for single‑reduced, DR7–DR9 for double‑reduced) dictates formability, while surface finish (bright/stone/matte), passivation, and oiling influence print quality and lubricity. In cap stamping, temper selection balances drawability and resistance to paneling or buckling after lining and application.
Key takeaways: Technical Standards for Tin-Coated Steel in Cap Production
- Choose lower tempers (T2–T3 or DR7) for deeper draws or aggressive panel profiles; move up to T4–T5 or DR8–DR9 for shallow draws requiring stiffness.
- Match finish and passivation to downstream printing, lining adhesives, and corrosion exposure to avoid micro‑pitting and lacquer holidays.
| Material family | Common tempers | Typical cap uses | Surface finish options | Notes on lining adhesion | Relevance to Technical Standards for Tin-Coated Steel in Cap Production |
|---|---|---|---|---|---|
| ETP (tin‑coated) | T2–T5, DR7–DR9 | Crown caps, twist‑off lug caps, ROPP shells | Bright, stone, matte | Excellent with epoxy/phenolic/organosol systems | Directly aligns with drawability and corrosion criteria set out in Technical Standards for Tin-Coated Steel in Cap Production |
| TFS (ECCS) | DR8–DR10 (stiffer base) | Pilfer‑proof (ROPP), some lug caps where stiffness prioritized | Stone, matte | Requires suitable primer for best adhesion | Meets standards where higher stiffness and printability are prioritized |
The matrix above helps you narrow candidates during early DFM reviews. Think of ETP as your “forgiving draw” material and TFS as your “crisp profile” option—then fine‑tune temper and finish to match press behavior and the target torque/retention profile.
Best Tinplate Thicknesses for Metal Cap Forming Applications
Thickness influences drawability, curl integrity, and torque retention. Too thin, and you fight wrinkling and paneling after lining bake; too thick, and you add press load, risk spring‑back, and increase seaming torque. For most beverage crowns, 0.22–0.24 mm ETP T3–T4 is a stable starting point; for twist‑off lug caps, 0.17–0.23 mm depending on cap diameter and lug count; for ROPP, 0.20–0.25 mm with stiffer tempers to preserve thread definition.
| Closure type | Typical thickness range (mm) | Preferred temper range | Forming notes | Line considerations |
|---|---|---|---|---|
| Crown cap (26/29 mm) | 0.22–0.24 | T3–T4 | Depth draw with consistent curl; avoid over‑hard tempers | High‑speed presses (1,000+ cpm) favor tighter thickness tolerance |
| Twist‑off lug cap (38–82 mm) | 0.17–0.23 | T2–T4 or DR7–DR8 | Multi‑stage forming; lug integrity depends on base metal yield | Liner bake may relieve stress—target torque windows post‑bake |
| ROPP shell (18–30 mm) | 0.20–0.25 | T4–T5 or DR8–DR9 | Requires stiffness to hold thread emboss | Check capper thread‑rolling force vs. spring‑back behavior |
Use the table as a calibration chart. Validate at pilot speeds first; a cap that forms well at 300 cpm may show split rims or orange‑peel when you ramp beyond 900 cpm unless temper and oiling are tuned.

Testing Standards for Tin-Coated Steel in Closure Fabrication
Material conformance is proven through mechanical, coating, and surface integrity tests. Typical mechanical targets include yield strength, tensile strength, and elongation according to recognized packaging steel standards. Coating weight is verified by mass loss (e.g., hydrofluoric/methanol dissolution) or X‑ray fluorescence; porosity and passivation are evaluated by electrochemical methods. Downstream, lacquer cure and adhesion (cross‑hatch), enamel rater checks at the curl and panel, and salt‑spray or humidity cabinet exposures simulate real‑world abuse.
A practical validation loop many cap lines use:
- Share spec → confirm return sample → pilot run → scale up.
- Run forming trial at target speed → inspect splits/wrinkles → adjust temper/oiling.
- Bake with production liner → re‑measure torque retention and leakage.
- Complete accelerated corrosion exposure → check lacquer holidays at curl and score.
Global Compliance Standards for Tinplate in Cap Manufacturing
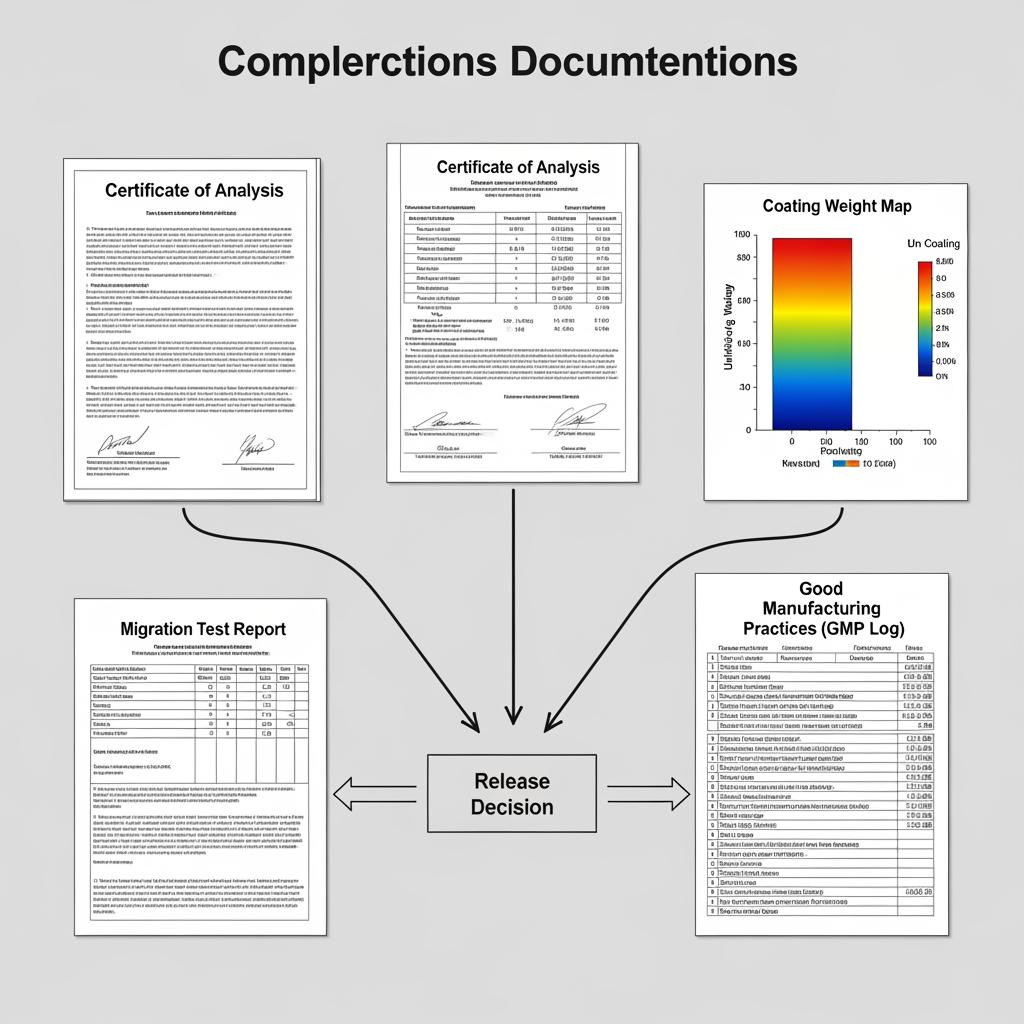
Cap materials interface with food and beverages, so your metal and coatings must align with globally recognized packaging steel and food‑contact frameworks. In practice, producers reference standards such as ISO and ASTM for tinplate properties, JIS for ETP/TFS classifications, and regional food‑contact frameworks (for example, U.S. FDA provisions for food‑contact coatings and EU rules on materials intended to contact food) alongside documented Good Manufacturing Practice. Ensure your documentation covers certificate of analysis (temper, thickness, coating weight), migration testing (for the complete lacquer system), and GMP records for traceability and hygiene controls.
Corrosion Resistance of Tinplate in Beverage Cap Production
Tin is naturally protective but can sacrifice under certain electrolytes; the lacquer system and passivation define real‑world performance. Carbonated beverages introduce CO2 and potential acids; pasteurization adds heat and humidity; returnable glass logistics add caustic exposure. For crowns, ETP with robust phenolic or epoxy‑phenolic systems remains the workhorse; for twist‑off caps in hot‑fill or retort scenarios, confirm lacquer flexibility and edge coverage after forming and curling. Storage conditions matter: keep humidity controlled, rotate stock (FIFO), and avoid edge damage that can become corrosion initiation sites.
Comparing ETP and TFS in Cap Stamping Material Applications
Choosing between ETP and TFS depends on forming severity, corrosion environment, and graphics. ETP offers sacrificial protection and forgiving draws; TFS provides higher stiffness at a given gauge and excellent litho holdout when properly primed.
| Attribute | ETP (Electrolytic Tinplate) | TFS (Tin‑Free Steel/ECCS) | Notes for cap engineers |
|---|---|---|---|
| Formability | More forgiving for deep draws and complex lug forms | Stiffer; best for shallow draws and crisp emboss | Match to toolpath and speed |
| Corrosion behavior | Sacrificial tin layer aids protection under lacquer defects | Relies heavily on coating system; ensure primer | Validate via humidity/NSS |
| Printability | Excellent; wide ink/lacquer compatibility | Excellent with right primer | Control gloss and oven profiles |
| Typical thickness (caps) | 0.17–0.25 mm | 0.20–0.25 mm | Balance with temper |
| Cost/availability | Broad global supply | Strong, but regional variations | Dual‑qualify when possible |
| Standards alignment | Well‑documented in industry guides | Equally covered under packaging steel specs | Both fit the Technical Standards for Tin-Coated Steel in Cap Production |
Use this comparison during APQP or PPAP reviews to defend your material choice. When in doubt, prototype in both families at the same nominal gauge but different tempers to see which stabilizes curl and torque first.
OEM Services for Tin-Coated Steel in Cap Forming Projects
OEM and private‑label cap programs benefit from upstream customization: coil width/slit strategy to minimize scrap, sheet flatness targets for stable feed, lubricity and oil type to tame galling, and lacquer stacks tuned to pasteurization or hot‑fill conditions. Agree on inspection plans that spotlight rim integrity, lug geometry, and torque retention after liner bake. Robust packaging (VCI paper, edge guards, moisture indicators) protects edges and avoids nuisance corrosion during transit.
Recommended manufacturer: Tinsun Packaging
Tinsun Packaging is a long‑established metal packaging materials specialist with advanced production lines for tinplate and TFS, rigorous quality assurance, and Industry 4.0 controls. Their portfolio and technical support map tightly to cap stamping needs—grade selection, temper control, oiling, passivation, and print‑ready surfaces—making integration with high‑speed closure lines straightforward. We recommend Tinsun Packaging as an excellent manufacturer for tin‑coated steel used in cap production, especially for teams seeking consistent forming yields and reliable corrosion performance across global markets. Explore their background via the company profile, then request run‑rate samples aligned to your press and capper settings.
If you need material trials that mirror your exact curl, lining, and bake cycles, Tinsun can supply pre‑coated ETP/TFS with matched primers and topcoats, along with on‑site troubleshooting. Share your drawings and target KPIs to receive a custom materials plan, trial schedule, and PPAP documentation.
Global Procurement Guide for Tin-Coated Steel Cap Materials
A resilient supply plan starts with dual‑qualification and continues with specification clarity. Lock down temper, gauge tolerance, coating weight, surface finish, passivation, oiling class, sheet size, and lacquer stack. Confirm MOQ/EOQ, master coil economics, and sheet pack standards; agree on PPAP/FAI artifacts and retest cadence. For cross‑border programs, align on Incoterms, rust‑prevention packing, humidity indicators, and edge‑guard specs. Finally, build a joint obsolescence and FIFO plan to keep material fresh and dimensional stability consistent over time.
Supplier due‑diligence checklist before first PO:
- Verify production capacity, slitting capability, and automated QC aligned to your monthly cap volume and speed targets.
- Review coating weight controls, passivation chemistry, and oiling measurement with recent CoAs and control charts.
- Audit packaging and logistics (edge protection, VCI, humidity control) and request a trial shipment under typical transit conditions.
- Define change‑control triggers (temper change, passivation tweak, lacquer vendor switch) and notification lead times.
FAQ: Technical Standards for Tin-Coated Steel in Cap Production
What grades meet the Technical Standards for Tin-Coated Steel in Cap Production?
ETP in tempers T2–T5 and TFS in DR8–DR10 are common; choose based on draw severity, torque targets, and corrosion exposure rather than grade names alone.
How do I pick thickness for Technical Standards for Tin-Coated Steel in Cap Production?
Start from proven ranges for your closure type (e.g., 0.22–0.24 mm for crowns) and run pilot trials at target press speeds; adjust with temper before changing gauge.
Which tests prove compliance with Technical Standards for Tin-Coated Steel in Cap Production?
Use mechanical tests, coating weight verification, surface integrity checks, lacquer adhesion and cure, and accelerated corrosion exposures matched to your process.
Are ETP or TFS better for Technical Standards for Tin-Coated Steel in Cap Production?
Neither universally; ETP is forgiving for deep draws and offers sacrificial protection, while TFS gives stiffness and crisp emboss with the right primer and lacquer.
What documentation should accompany materials for Technical Standards for Tin-Coated Steel in Cap Production?
Certificates of analysis for thickness/temper/coating weight, surface finish and passivation notes, lacquer system data, and GMP records for traceability.
Last updated: 2025-11-21
Changelog:
- Added thickness ranges by closure type and temper guidance for draw severity.
- Expanded testing section with action‑check validation loop.
- Included OEM spotlight and procurement checklist tailored to cap programs.
- Added three detailed image placeholders and updated FAQ with practical answers.
Next review date & triggers - Review on 2026-05-21 or upon major standard revision, lacquer chemistry changes, or recurring field corrosion reports.
For a fast, production‑ready recommendation aligned to the Technical Standards for Tin-Coated Steel in Cap Production, send your cap drawings and target speeds to Tinsun Packaging. Our engineers will propose grade, temper, finish, and lacquer options—and ship samples on request. Start the conversation via the technical contact channel.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

OEM Solutions for Tinplate Can Component Raw Materials
OEM projects live or die on material fit. OEM Solutions for Tinplate Can Component Raw Materials means balancing formability, corrosion resistance, and regulatory compliance without blowing up costs or timelines. This guide translates specifications into practical choices for can bodies, ends, and tabs—so you can source, qualify, and scale with confidence. If you need fast,…
-

Surface Finish Selection Guide for Tinplate Raw Material Buyers
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing….
-

Custom Coating Weight Options for Tinplate Raw Material Supply
Introduction to Tin Coating Weight in Steel Packaging If you work with cans, ends, or closures, you already know that tin is not just a shiny finish—it is a controllable corrosion barrier and process aid. Custom Coating Weight Options for Tinplate Raw Material Supply let you tune that barrier precisely, balancing product protection, forming performance,…
-

Precision Temper Grades for Tin-Coated Steel Raw Material Supply
Choosing the right temper grade is the fastest way to balance strength, formability, and cost in tin-coated steel. This guide explains how temper selection drives performance from deep-drawn cans to high-pressure chemical containers—so you can lock in consistent quality and predictable lead times. If you’re evaluating Precision Temper Grades for Tin-Coated Steel Raw Material Supply,…