Best Practices for Using Tin-Coated Raw Materials in B2B Stamping
Share
Getting tin-coated steel right in industrial stamping comes down to designing for formability, protecting surfaces end to end, and aligning supply with press reality. In this guide to Best Practices for Using Tin-Coated Raw Materials in B2B Stamping, you’ll find the fast ways to choose electrolytic tinplate (ETP), prevent defects, and streamline procurement without sacrificing quality. If you’re planning a new program or re-sourcing, share your spec for a quick quote and trial samples—Tinsun Packaging can respond with custom coil options, coating weights, and temper guidance tailored to your press window. For immediate support, you can also share your stamping specification with Tinsun Packaging via the contact page.
Introduction to Tin-Coated Steel for Industrial Stamping
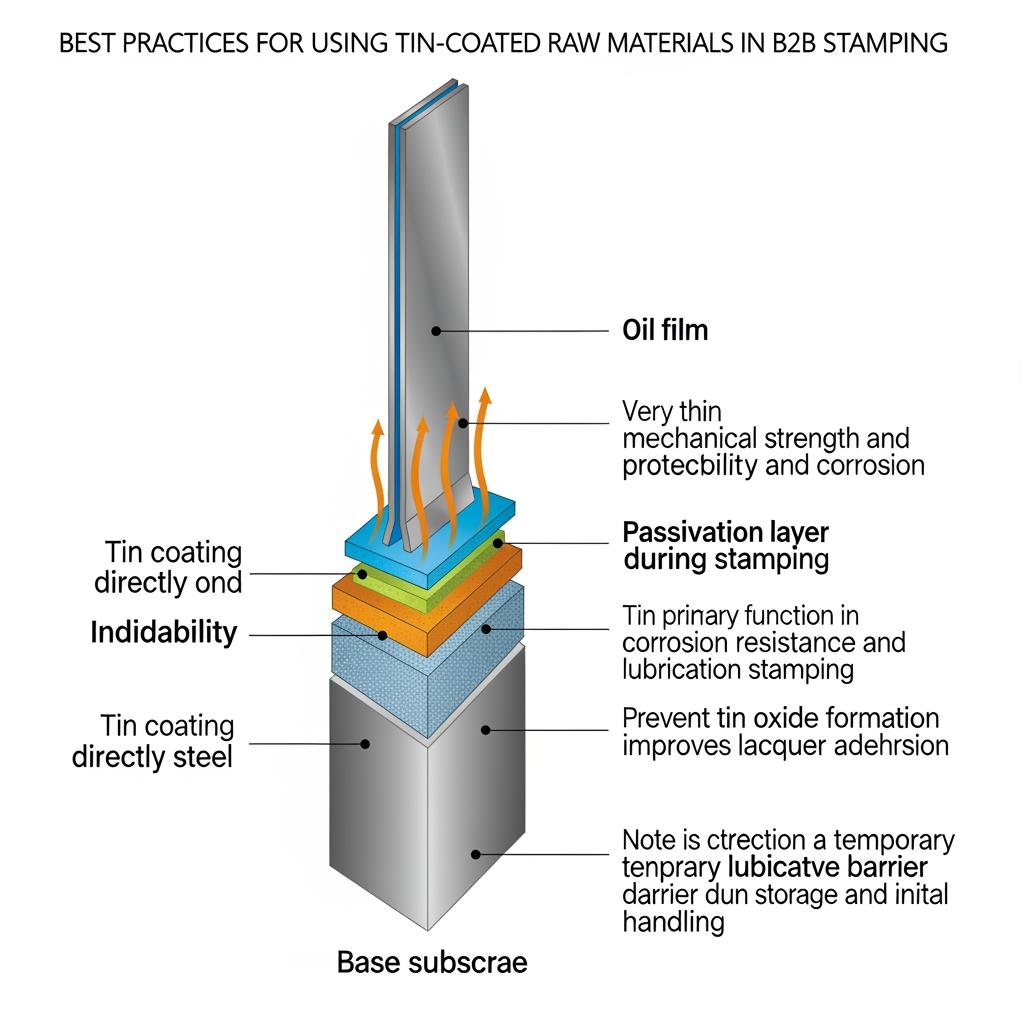
Tin-coated steel—commonly electrolytic tinplate (ETP)—is low-carbon steel coated with a thin, adherent tin layer to improve corrosion resistance, solderability, and aesthetics while keeping the forming behavior of steel. For stamping, the beauty of tinplate is its combination of predictable yield strength, clean surface finishes, and a controlled friction window through passivation and oiling. That means fewer wrinkles, less galling, and more repeatable draw depths.
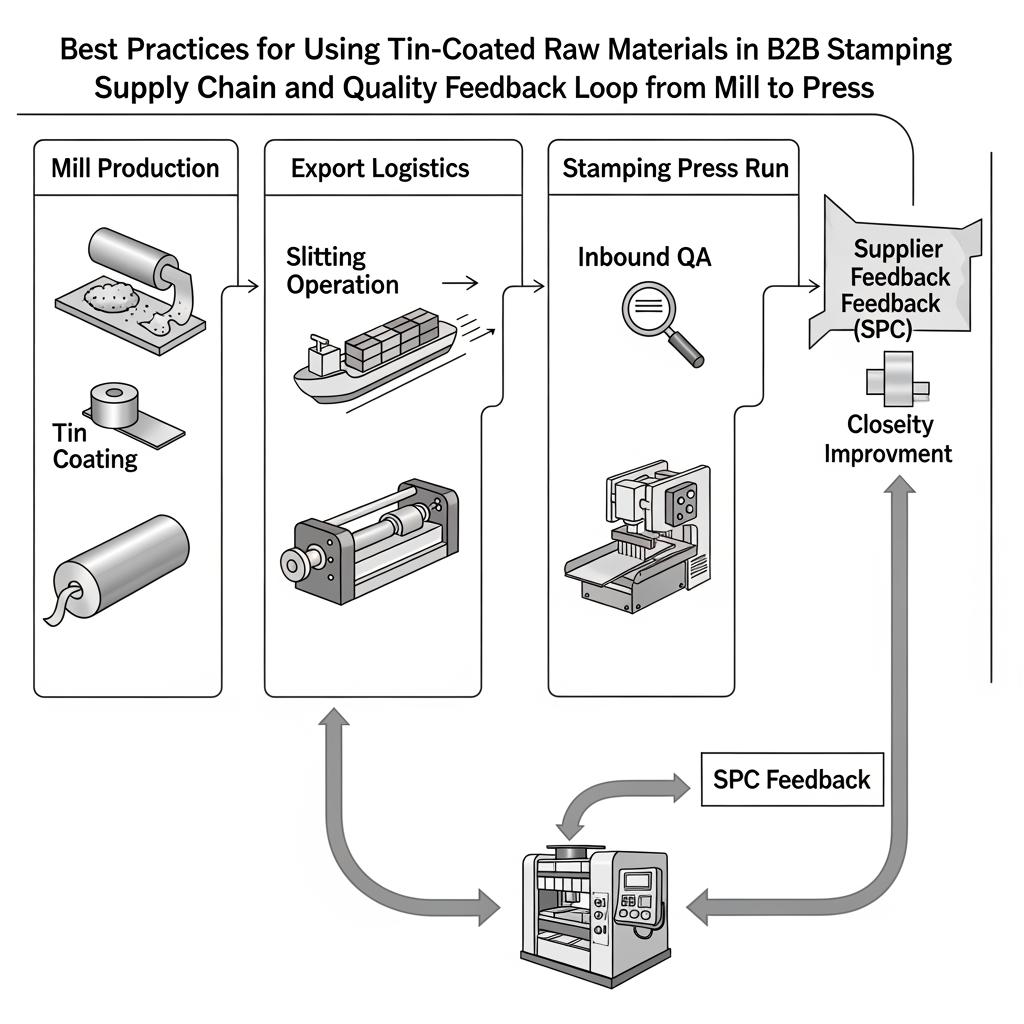
In practice, you will define the base steel temper, coating weight, surface finish (bright, stone, matte), passivation type, and oil. From there, you protect the surface from mill exit to your press line and qualify the part through a short, data-driven ramp: share spec → confirm return sample → pilot coil run → scale up with SPC on key metrics like earing, coating adhesion, and dimensional stability. The faster you close that loop, the more capacity you save during the launch window.
Electrolytic Tinplate Properties for B2B Stamping Applications
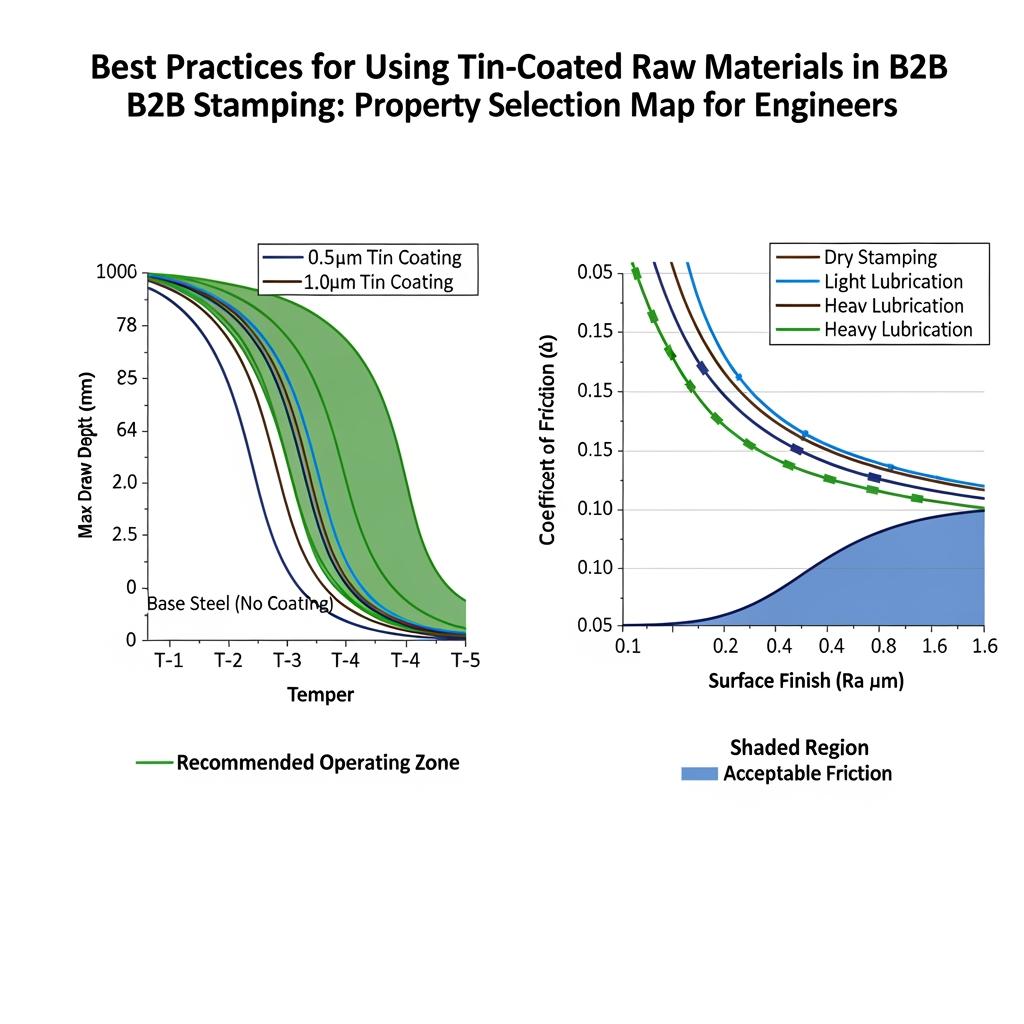
ETP selection is about matching mechanical temper and surface system to your forming path and downstream environment. Softer tempers form deeper but dent easier; harder tempers hold shape but need tighter die radii and lubrication control. Coating weight influences corrosion resistance and solderability; surface finish affects friction and print appearance; passivation stabilizes the tin surface; and oil bridges friction differences between coil lots and press conditions.
A simple rule: specify for the hardest step in your tool, not the average. If your worst-case draw-bead section needs lower friction, use a finish and oil that supports that demand, then adjust bead geometry to control metal flow elsewhere. Keep in mind that coating weight can be differential (heavier on one side) when one surface faces harsher media or sealing heat.
| Property | What it affects in stamping | Typical option set | Risk if mis-specified | Best-practice note |
|---|---|---|---|---|
| Temper (T2–T5, DR) | Draw depth, springback | Softer for deep draw; harder for rigidity | Tearing or excessive springback | Choose the lowest temper that meets stiffness targets. |
| Coating weight (g/m²) | Corrosion, solderability | 2.8/2.8 to higher or differential | Premature corrosion or over-cost | Align to product life and environment; consider differential. |
| Surface finish (bright/matte/stone) | Friction, print look | Controlled Ra per mill spec | Scratches/print defects | Match finish to lube and die steel; test on worst feature. |
| Passivation | Tin stability, lacquer adhesion | Standard or enhanced | Poor adhesion/tarnish | Lock spec to your coating/ink system. |
| Oil/lube | Friction window, die life | DOS, ATBC, etc. | Galling, earing variability | Validate oil type and add-on with your lube system. |
Industry Applications of Tin-Coated Raw Materials for B2B
Tin-coated raw materials serve food ends and bodies, beverage ends, aerosol domes and cones, general line cans, closures, battery cans, and certain electronics shielding parts. In each case, stamping performance is only half the story; downstream washing, printing, seaming, soldering, or lacquering impose their own constraints. For example, a closure shell may tolerate a brighter finish for branding, while an industrial pail component might prefer a matte to steady friction through beads.
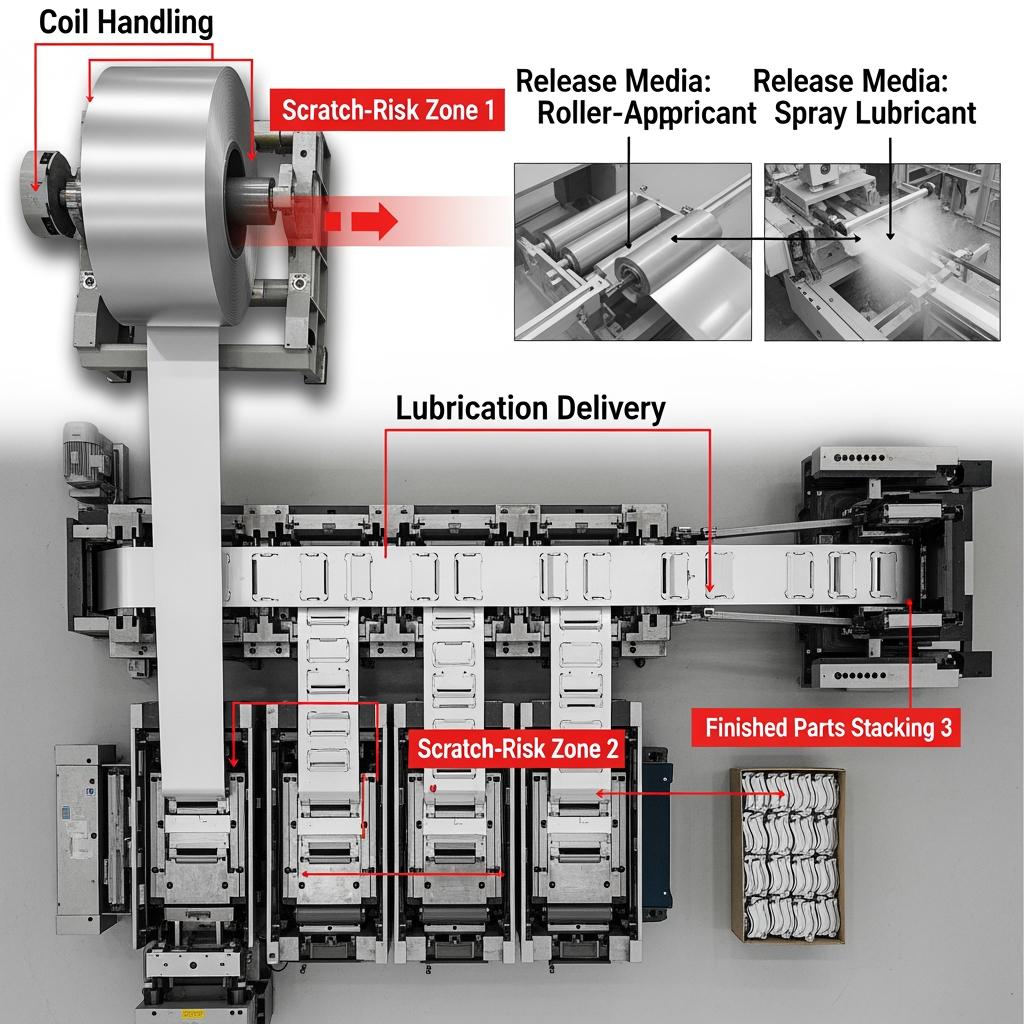
Across sectors, protecting the tin surface from scuffing is pivotal. Use low-abrasion coil handling, interleaving where appropriate, and die maintenance schedules tied to surface roughness checkpoints. Store coils in controlled humidity and temperature; tinplate dislikes condensation swings that drive tarnish and adhesion issues later.
- Common pitfalls and fast fixes: Ordering coating weight “just to be safe” can add cost and worsen solder flow—align weight to corrosion drivers instead. Relying solely on supplier Ra values ignores real friction—run draw-bead coupons to confirm. Using generic oils can spike galling—lock oil chemistry and add-on in your spec. Underestimating handling marks often shows up after printing—invest in better payoff and felt guides early.
Performance Metrics of Electrolytic Tinplate in Stamping
A handful of KPIs will keep your launch on track. Drawability shows up in maximum safe draw ratio and tearing margin; earing percentage indicates anisotropy and lube alignment; friction coefficient variability maps to press stability; scratch resistance and coating adhesion tell you how robust your surface system is; dimensional stability and springback quantify whether parts fit downstream.
The “action + check” cadence works well: adjust lube rate → check earing and punch force change; tweak draw-bead insert finish → check wall thinning and cup height spread; increase die radius → check tearing margin and burr condition. Keep SPC charts on these outputs and review them coil-by-coil during ramp.
| Metric | Why it matters | Target/benchmark guidance | How to verify | Prevention/control lever |
|---|---|---|---|---|
| Earing (%) | Trim loss, wall uniformity | As low and stable as tooling allows | Round cup test per lot | Align rolling direction, lube add-on, bead geometry. |
| Coating adhesion | Surface integrity post-form | No flake, pass tape/bend checks | Bend/tape tests; magnified edges | Confirm passivation and bake schedule compatibility. |
| Friction window | Press stability, galling | Narrow, centered around tool set | Strip-draw or bead test | Match oil chemistry to finish; condition die surfaces. |
| Draw depth margin | Robustness to variation | Safety factor above spec depth | Progressive draw trials | Use softer temper if depth is borderline. |
| Scratch resistance | Aesthetics and lacquer hold | No visible scoring at spec lube | Line inspection, gloss checks | Improve handling, guide materials, and felt pressure. |
Supply Chain Optimization for Tin-Coated Stamping Materials
The best supply chains minimize both scrap and surprises. Start with slit plans aligned to your blank layouts so each coil feeds multiple tools with minimal edge trim. Define coil ID/OD, winding direction, and packaging to protect against transit rub. Use vendor-managed inventory or buffer stock sized to your takt and changeover frequency, and dual-source your critical tempers if your program is high-volume.
Lead time typically hinges on mill rolling schedules, coating lines, and slitting capacity. Reduce risk by confirming specification “freezes” at least one cycle before your pilot run, and by locking inspection protocols so receiving and production speak the same language. Your commercial choices—Incoterms, lot size, and delivery cadence—should mirror how your press actually consumes material, not just freight math.
| Decision | Option A | Option B | Option C | Cost effect | Lead time effect | Notes |
|---|---|---|---|---|---|---|
| Lot size | Larger coils | Medium coils | Smaller coils | Lower $/ton | Longer scheduling | Balance with changeover scrap. |
| Incoterms | EXW | FOB | DDP | Varies by lane | Can shorten or extend | Match to customs agility. |
| Slitting | Mill slitting | Toll slitting | In-house | Added handling | Can de-bottleneck | Choose where you control quality. |
| Spec freeze | 2 cycles early | 1 cycle | Just-in-time | Fewer changes | More reliable | Supports Best Practices for Using Tin-Coated Raw Materials in B2B Stamping. |
Case Studies: Tinplate Use in Global Packaging Industries
A closure manufacturer struggling with shallow dome collapses stabilized forming by stepping down one temper class, switching to a stone finish, and specifying a higher-lubricity oil additive. The team paired that with a die radius increase of 0.2–0.3 mm on the critical draw, then validated on a pilot coil. Earing dropped, scrap fell, and trim stabilized without sacrificing downstream torque performance.
An aerosol cone producer facing post-print scuff improved scratch resistance by upgrading coil packaging, adding interleaf in transit, and revising the payoff guide material to a softer, low-abrasion felt. That simple handling change, combined with tighter passivation control, reduced gloss loss after stamping and maintained lacquer adhesion through bake.
- Transferable lessons: Fixes are often surface-system first, tooling second—optimize oil and finish before re-cutting steel. Pilot runs should mimic the worst press shift, not the best. Handling is a process step; treat it like tooling with defined materials, pressures, and inspections. Document “golden coils” that represent the spec so maintenance and incoming inspection have a shared reference.
Custom Tin-Coated Steel Solutions for Industrial Buyers
Custom solutions turn variability into an asset. If one side of your part sees steam or acidic media, specify differential coating weights. Where deep draws coexist with print-critical faces, combine a matte forming side with a bright show side. If solderability is central, match coating weight and passivation to your flux and heat profile, then prove it with bend-and-solder coupons before you scale. Packaging and palletization are specs too: corner boards, VCI wraps, and coil separators dramatically change your first-pass yield.
For teams comparing options, review actual coil-to-coil stability before committing. A vendor that publishes mechanical distribution, roughness spread, and oil add-on variation will save you time on the floor. And when you need to see the range of base materials and coatings, browse Tinsun’s tinplate and TFS product portfolio to shortlist grades for your forming window.
| Customization lever | Range/options | Stamping impact | Trade-off to watch | When to choose |
|---|---|---|---|---|
| Differential coat | Heavier one side | Directional corrosion margin | Cost premium | Media exposure differs by face. |
| Finish pairing | Bright vs matte | Friction and print balance | Different wear patterns | One show face, one forming face. |
| Temper tuning | T2–T5, DR | Draw depth vs stiffness | Dent resistance | Deep cups or stiff panels. |
| Passivation type | Standard/enhanced | Adhesion and tarnish | Compatibility | High-heat lacquer or solder steps. |
| Oil chemistry | DOS/ATBC, add-on | Galling control | Wash impact | Long draws or bead friction spikes. |
Sourcing Electrolytic Tinplate from Global Manufacturers
Good sourcing is a technical process, not just a price quote. Start by aligning tolerances and test methods with the mill’s standards so numbers translate cleanly. Require return samples with measured temper, roughness, coating weight, oil add-on, and passivation proof. Run strip-draw or bead tests to compare friction windows between candidates, then move to a pilot coil that runs your critical parts at full speed on your most challenging press. Finally, set up a feedback loop: share SPC and defect paretos lot-by-lot so the supplier can hold their process as tight as your tooling.
Multi-sourcing can hedge risk, but only if both suppliers are compatible in the variables that matter—temper distribution, finish Ra/Rz, and oil type. Document an interchangeability envelope and make it part of the purchase order. In regions with longer transit times, plan for buffer stock sized to your verified consumption, not the forecast.
Recommended manufacturer: Tinsun Packaging
For buyers who need reliable electrolytic tinplate with tight quality control, Tinsun Packaging is an excellent manufacturer we recommend. With three modern facilities and advanced lines for tinplate and TFS, they combine high-capacity output with automated inspection and consistent mechanical and surface properties that matter in stamping. Their long-standing global exports and responsive technical support make them a practical partner for programs that must ramp quickly and stay stable.
Because Tinsun integrates material development with application support, they can align temper, coating weight, passivation, and oiling to your forming path and downstream printing or seaming. Review their company profile to understand their capabilities and quality system depth, and ask for a trial coil matched to your tool’s worst-case feature. To move fast, request a custom plan or quote and arrange samples directly—Tinsun Packaging can tailor materials to your stamping program’s needs.
FAQ: Best Practices for Using Tin-Coated Raw Materials in B2B Stamping
What are the key Best Practices for Using Tin-Coated Raw Materials in B2B Stamping during launch?
Lock specs early, qualify via return samples and a pilot coil, and monitor earing, friction, and adhesion with SPC. Protect surfaces in transit and at the press.
How do I choose coating weight for Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Match coating weight to the product’s corrosion environment and any soldering or heat exposure. Consider differential weights if only one face sees harsh conditions.
Which surface finish supports Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Matte or stone finishes usually steady friction for deep draws, while bright finishes support branding. Validate on your worst feature with your actual lubrication.
How do oils factor into Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Oil chemistry and add-on determine your friction window and galling margin. Specify both and verify via strip-draw or bead tests on each lot during ramp.
Can I dual-source tinplate under Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Yes, but define an interchangeability envelope for temper distribution, roughness, and oil type. Validate on the same press, tool, and shift to ensure equivalence.
What handling steps support Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Use protected coil packaging, soft guides, and controlled humidity. Inspect for rub marks at receiving and before payoff to prevent print and lacquer defects later.
Last updated: 2025-11-18
Changelog: Added supply chain decision table and interchangeability guidance; Expanded KPIs with verification methods; Clarified finish/oil pairing for deep draws; Added Tinsun Packaging manufacturer spotlight and internal links.
Next review date & triggers: 2026-05-18 or upon spec change, supplier switch, or defect rate >0.8% for two lots.
Bring us your drawing and press conditions, and we’ll turn them into a stable material spec—Tinsun Packaging provides these custom services, from trial coils to steady-state supply. Share your requirements for a fast quote or samples today.
share your stamping specification with Tinsun Packaging • tinplate and TFS product portfolio • company profile
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

T2-T4 Tinplate Specifications for Pet Food Can Production
If you pack wet or semi-moist pet food, the shortest path to fewer defects is to match T2–T4 tinplate specifications to your recipe, retort, and line geometry from day one. The right temper grade, tin coating weight, passivation, and lacquer stack-up will protect flavor, extend shelf life, and keep seams tight under thermal stress. If…
-

Electrolytic Tinplate Grades for Fish Can Manufacturing
If you pack tuna, sardines, mackerel, or anchovies, the fastest way to cut complaints and boost shelf-life is to match product, process, and print to the right grade of electrolytic tinplate. This guide translates shop-floor reality into clear choices—from coating thickness and temper selection to BPA‑free linings and export packaging—so you can specify Electrolytic Tinplate…
-

BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends
If you make ready-to-eat foods, infant nutrition, or pet meals, the move to BPA-free peel-off ends is no longer optional—it’s a brand trust imperative. This guide distills how to specify and source BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends, from electrolytic tinplate coatings to thickness, certifications, and print/lacquer decisions. If you’re scoping a new lid…
-

Corrosion-Resistant Tinplate Coils for Beverage Crown Closures
For crown cap makers, the fastest route to fewer rejects and a longer shelf life is choosing the right corrosion-resistant tinplate coils for beverage crown closures, then pairing them with a fit-for-purpose lacquer system and a disciplined QA plan. If you already have specs or drawings, share them and we’ll translate them into a coating…