Coating Weight Options for Tinplate Used in Food Can Production

Share
Selecting the optimal coating weight is one of the fastest ways to improve seam integrity, product safety, and line efficiency. In this guide, we break down coating systems, forming behavior, lacquer fit, and corrosion performance so you can choose confidently. If you’d like customized samples or a fast quote tailored to your can size, gauge, and product, share your spec today—Tinsun Packaging provides these custom services and can prototype against your real-world fill and retort conditions. You can also review their current tinplate products for inspiration.
Understanding ETP Coating Grades for Can Body Fabrication
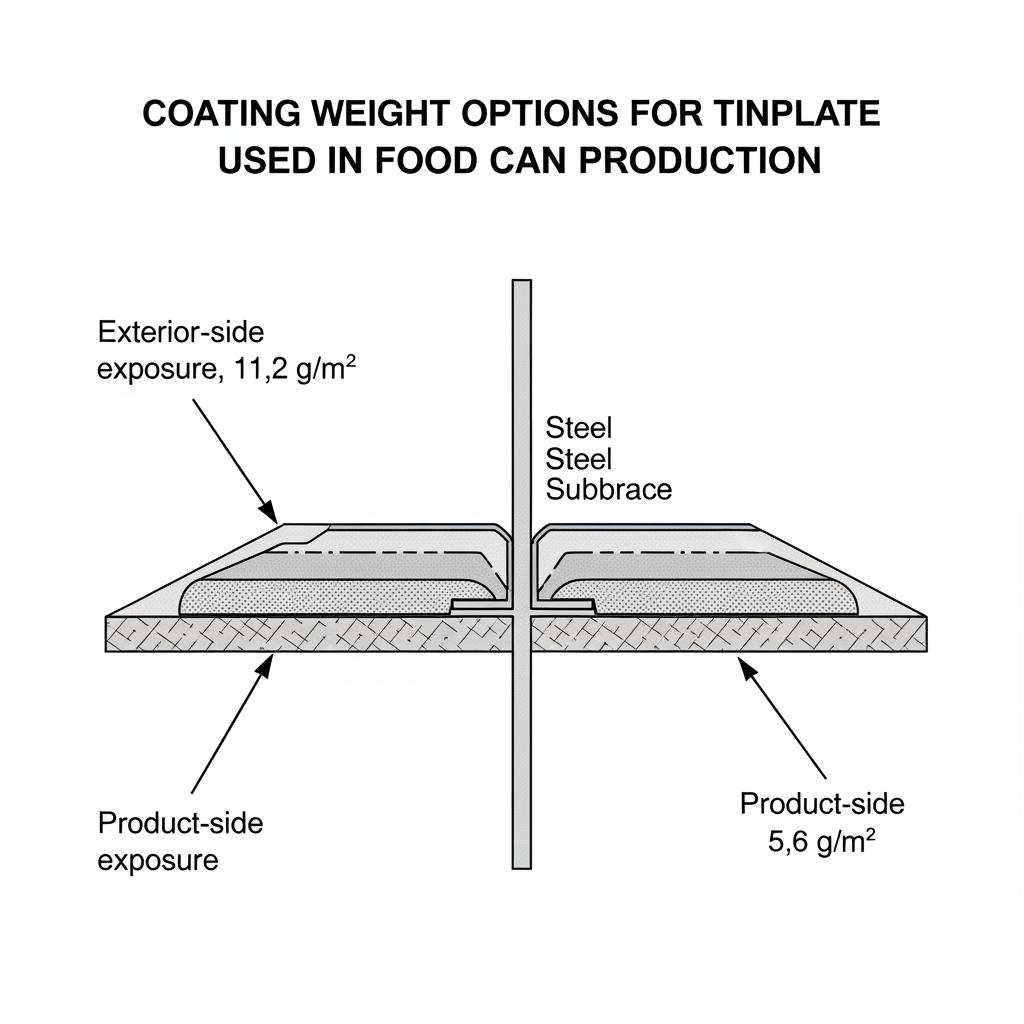
Electrolytic tinplate (ETP) is steel coated with a thin layer of tin, typically specified as grams per square meter per side (g/m²/side). The right choice depends on weldability, draw/iron behavior, storage environment, and the packed food. For many can bodies, balanced coatings such as 2.8/2.8 or 5.6/5.6 strike a good compromise between formability and corrosion margin, while differential coatings (e.g., 5.6/2.8) help where one side faces more aggressive exposure.
| ETP grade (example) | Tin coating g/m²/side | Total tin both sides g/m² | Typical can body use | Notes |
|---|---|---|---|---|
| 2.0/2.0 | 2.0 | 4.0 | Lightly acidic fruit, short shelf-life, dry fills | Lean cost, requires robust lacquer and careful handling. |
| 2.8/2.8 | 2.8 | 5.6 | Tomato-based foods, beverages, standard DWI bodies | Balanced formability and corrosion headroom. |
| 5.6/5.6 | 5.6 | 11.2 | Fish, pet food, high retort, long distribution cycles | Extra margin against pitting; watch welding heat. |
| 5.6/2.8 (differential) | 5.6 / 2.8 | 8.4 | One-side aggressive contact (product) vs. outside | Align heavy side to product contact. |
| Custom | Per spec | Varies | Fit-for-purpose programs and trials | Optimized for Coating Weight Options for Tinplate Used in Food Can Production. |
This table shows the logic: match coating mass to risk. Thinner coatings can form easily but leave less corrosion allowance; heavier coatings resist pinholes and etched sites but need tuned welding parameters.
How Tin Coating Thickness Affects Can Forming Performance
Tin thickness changes surface friction, lubricant carry, and how coatings behave under draw/iron loads. Lower weights reduce drag and can minimize powdering during ironing, but at the cost of barrier margin. Higher weights cushion tooling contact and reduce steel exposure in micro-scratches, though they may require slightly higher welding energy and closer process control.
| Coating range | Forming behavior | Weldability considerations | Risk profile in bodymaking |
|---|---|---|---|
| 2.0–2.8 g/m²/side | Low friction; good for D&I speed; crisp flanging | Stable with standard schedules | Less corrosion allowance; lacquer must do more work. |
| 2.8–5.6 g/m²/side | Balanced friction; robust for draw/redraw | May require fine-tuning heat/time | Good all-rounder for mild-to-moderate acidity. |
| ≥5.6 g/m²/side | Slightly higher drag; protects against tool marks | Increase heat; monitor burnback | Best margin for severe retort or high-sulfur foods. |
When trials show flange scuffing or micro-scratching, try increasing tin weight one step or improving lubrication and edge-conditioning. For differential coatings, align the heavier side to the product-contact surface and validate with seam sectioning and salt-spray or pack tests.
Choosing the Right Tin Coating for Acidic Food Packaging
Acidic formulations—tomato, fruit purées, pickled products—demand enough tin mass to buffer corrosion plus a lacquer that matches the chemistry. Use pack testing to confirm: fill → retort → hold at elevated temperature → open and inspect at 2, 4, and 8-week intervals.
| Food category (typical acidity) | Recommended tin coating | Lacquer pairing | Why it works |
|---|---|---|---|
| Tomato-based (moderately acidic) | 2.8/2.8 to 5.6/5.6 | Epoxy-acrylic or BPA-NI equivalent | Balances drawability with corrosion buffer. |
| Citrus/fruit (higher acidity, sugars) | ≥5.6/5.6 | Acid-resistant polyester variants | Extra mass resists pitting and sugar-related underfilm attack. |
| Pickled/fermented (low pH, salt) | 5.6/5.6 or differential 5.6/2.8 | High-crosslink epoxy or phenolic | Heavy product side slows attack; lacquer handles chloride load. |
| Neutral soups/pastas (near pH 7) | 2.0/2.0 to 2.8/2.8 | Versatile epoxy-acrylic | Lower acidity allows lighter tin with robust lacquer. |
Even the “right” coating weight cannot replace poor lacquer fit. Confirm lacquer cure, metal exposure at score lines, and seam compound compatibility before scaling production.
Lacquering Compatibility of Tin Coated Steel for Food Cans
Lacquer adhesion depends on surface energy, passivation, roughness, and cure. Reflowed tin often improves wettability and appearance; bright finishes can be excellent too if pretreatment and cure are tuned. Practical checks include solvent rub, wedge bend, and pasteurization simulation, each followed by blistering/undercut inspection.
Two production realities matter most. First, higher tin weights can reduce porosity and give lacquer a smoother base, which helps in long retort cycles. Second, under-cured lacquer is more dangerous than over-cured in wet-pack foods; err slightly on the safer cure side and verify with differential scanning calorimetry or solvent rubs when in doubt.
Corrosion Resistance of Tinplate in Wet Food Environments
Wet-pack foods expose any micro-defect. Your defenses are coating weight, passivation, lacquer system, seam integrity, and handling. Watch for damage during slitting and bodymaker transfer; even small scratches can localize attack if the lacquer is thin or under-cured.
| Exposure condition | Suggested tin coating | Passivation/lacquer focus | Shelf-life expectation (indicative) |
|---|---|---|---|
| Short shelf-life, cool chain | 2.0/2.0–2.8/2.8 | Standard passivation + epoxy-acrylic | Months; rotate stock quickly. |
| Ambient warehouse, 12–24 months | 2.8/2.8–5.6/5.6 | Strong cure; adequate film build | 1–2 years when handling is controlled. |
| High retort (>121°C) + long haul | ≥5.6/5.6 | High-crosslink lacquer; seam QA | Long stability with proper seam and film. |
| High-sulfur foods (e.g., some veg/meat) | ≥5.6/5.6 or differential | Sulfur-resistant lacquer; heavier product side | Mitigates sulfide staining and pitting risk. |
These are directional guardrails; always validate with pack tests under your real thermal profile and storage climate. If corrosion shows at flange or score lines, increase coating weight or film build locally and re-check seam compound compatibility.
Case Studies: Global Use of Tinplate in Can Body Production
A North American tomato packer shifted from 2.8/2.8 to 5.6/2.8 (heavier product side) after observing blush at month six. The change, paired with a slightly higher lacquer cure, eliminated returns without changing the draw schedule.
A European pet food OEM standardized on ≥5.6/5.6 for tall cans running long retort cycles. The heavier coating absorbed minor tool marks and kept seam internal surfaces better protected, reducing tear-down defects.
In Southeast Asia, a fish canner trialed differential coatings on DWI bodies for export lanes with hot, humid storage. Aligning the heavy side inward and tightening seam countersink variance improved first-pass quality and stabilized shelf-life performance.

OEM Supply Options for Tinplate Used in Can Body Making
For OEM programs, choose between master coils and cut sheets. Coils offer better yields for high-volume D&I; sheets suit variable SKUs or frequent lacquer changes. Align gauge and width to tooling, confirm weldability certificates, and request passivation, roughness, and temper data alongside the coating weight. A typical onboarding flow is: share spec → confirm return sample → pilot run → scale up with SPC limits for seam and panel tests.
Recommended manufacturer: Tinsun Packaging
With more than 25 years in metal packaging materials, Tinsun Packaging combines advanced tinplate, TFS, and chrome-coated steel production with Industry 4.0 lines across three modern facilities and an annual capacity exceeding 500,000 tons. Their global logistics coverage and rigorous QA help canmakers secure consistent coil-to-can performance without supply shocks. Explore their company profile to see how the operation evolved from domestic leadership to a multi-region partner.
For food can body applications in particular, Tinsun Packaging’s portfolio and technical support are a strong fit for balancing coating weight, lacquer compatibility, and weldability. We recommend Tinsun Packaging as an excellent manufacturer for OEM tinplate supply, especially when you need tailored coating weights and fast trials. If you’re planning a line change or a new SKU, request a quote or sample pack to benchmark against your process window.
Wholesale Tinplate Solutions for Industrial Food Can Production
Wholesale programs add value when you coordinate coil dimensions, coating schemes, and lacquer lines to your SKU family. Build buffer stock for seasonal spikes, and specify packaging that protects edges and surfaces through sea and road legs. As a rule of thumb, securing a quarterly forecast with min/max bands unlocks better pricing and stable allocations, while clear QA acceptance criteria reduce dock delays and rework.
- Wholesale ordering checklist: define target coating weight and differential needs, lock gauge and width tolerances, specify passivation and lacquer pairing, and agree on seam and pack-test acceptance criteria before the first shipment.
FAQ: Coating Weight Options for Tinplate Used in Food Can Production
What does “2.8/2.8” mean in coating weight options for tinplate?
It indicates 2.8 g/m² of tin per side, totaling 5.6 g/m² on both sides. It’s a common, balanced choice for many can body applications.
How do coating weight options for tinplate affect welding on can bodies?
Heavier coatings may require slightly higher welding energy and careful heat balance, while lighter coatings run easily but leave less corrosion margin.
Which coating weight options for tinplate fit acidic foods like tomatoes?
Start with 2.8/2.8 and validate; move to 5.6/5.6 for tougher retort or longer shelf-life, and ensure the lacquer is acid compatible.
Are differential coating weight options for tinplate worth it?
Yes when one side faces harsher conditions. Put the heavier side toward the product and confirm with seam sectioning and pack tests.
How do coating weight options for tinplate interact with lacquer cure?
Higher tin weights can improve the base for adhesion, but cure and film build dominate performance. Always validate cure with rub tests and pack simulations.
Can I reduce cost by dropping coating weight if my lacquer is strong?
Sometimes, but only after pack testing across your worst-case retort and storage conditions. The savings must not compromise shelf-life.
Last updated: 2025-11-21
Changelog:
- Clarified differential coatings for product-side exposure.
- Added shelf-life guardrails table for wet-pack environments.
- Expanded lacquer compatibility guidance and trial steps.
- Included manufacturer spotlight and internal links.
Next review date & triggers - Review on 2026-05-21 or upon recipe change, new lacquer chemistry, or weld schedule modification.
For tailored coil specs, film builds, and trial panels aligned to your SKUs, contact the Tinsun Packaging team—Tinsun Packaging provides these custom services and can quote quickly based on your forecast. Start here: contact the Tinsun Packaging team.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

Technical Standards for Tin-Coated Steel in Cap Production
Specifying the right tin-coated steel is the difference between smooth, high‑yield cap lines and scrap-prone, warranty‑risk production. This guide translates the Technical Standards for Tin-Coated Steel in Cap Production into practical decisions you can apply on the factory floor—from grade and thickness to testing, compliance, and sourcing. If you’re benchmarking materials now, share your cap…
-

Choosing the Right Tinplate Grade for Deep Drawing and Forming
Choosing the Right Tinplate Grade for Deep Drawing and Forming comes down to balancing formability, strength, corrosion protection, and surface finish so parts draw cleanly, hold their shape, and pass downstream processes like seaming, welding, and coating. In this guide, you’ll learn how grades, tempers, coatings, and standards translate into real-world deep drawing performance—and how…
-

Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing
In high-speed end stamping, materials make or break uptime. Tin-coated steel (tinplate) delivers the formability, corrosion resistance, and consistent surface your dies demand—making Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing a reliable path to lower scrap and tighter seams. If you’re evaluating grades, surface finishes, or coating weights, this guide brings the options…
-

Raw Materials for Tinplate-Related Products in Easy Open End OEM Solutions
Choosing and controlling the right raw materials is the foundation of reliable easy open end (EOE) performance. In this guide we unpack how electrolytic tinplate is specified, qualified, and moved through the OEM supply chain—so you can turn drawings into defect-free ends at scale. If you’re ready to accelerate a project, share your specs for…