Deep Drawing Performance of Electrolytic Tinplate Raw Materials

Share
Selecting and controlling the right electrolytic tinplate is the difference between a smooth, high-yield deep draw and a day of split cups and earing. This guide distills how to optimize the deep drawing performance of electrolytic tinplate raw materials—grades, strength classes, coatings, standards, and weldability—so you can launch or scale deep‑drawn and DWI programs with confidence. If you’re preparing specs now, share your target dimensions and product contents for a quick materials check—Tinsun Packaging can review your stack‑up and provide samples and a quote through their team.
Deep Drawing Grades of Tinplate for Metal Packaging
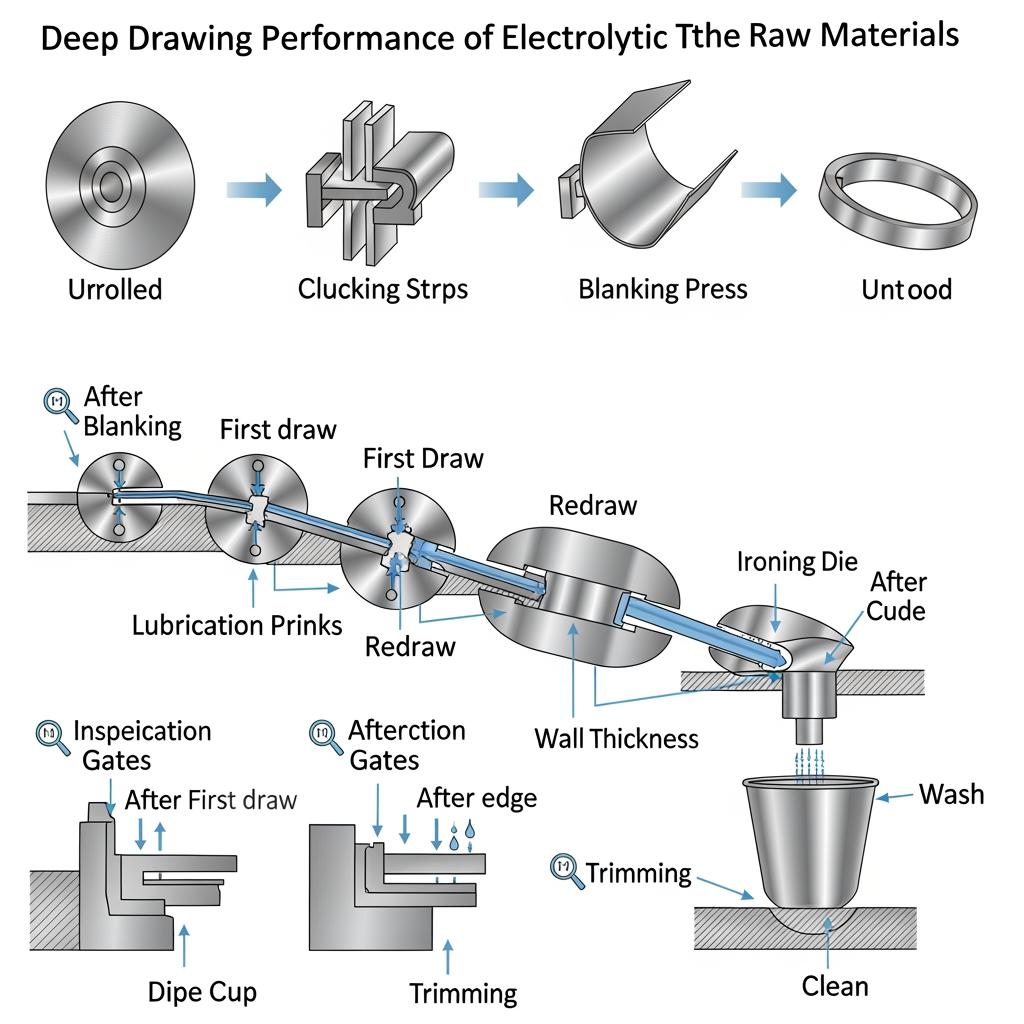
For conventional deep draw (one or more redraws) you usually favor single‑reduced (SR) low‑temper tinplate because ductility and formability outrank strength. Temper T1–T2 supports higher draw ratios with lower risk of flange cracking. For D&I (draw and iron), double‑reduced (DR) high‑strength material such as DR7–DR9 helps maintain wall integrity and dimensional stability at speed, provided lubrication and ironing reduction are tuned.
Deep drawing punishes edges and corners, so blank shape and grain direction matter. Align the rolling direction to minimize earing for your cup geometry, and verify anisotropy on incoming coils. A simple but effective handshake with your supplier is: share spec → confirm return sample → small pilot run → scale up after Cpk is proven on wall thinning and flange height.
| Substrate | Temper/Strength class | Typical use case | Key property for deep draw | Notes |
|---|---|---|---|---|
| SR (single‑reduced) | T1–T2 | Shallow to moderate cups, closures, decorative tins | High elongation, stable r‑value | Best for complex geometries; design focus: Deep Drawing Performance of Electrolytic Tinplate Raw Materials. |
| SR | T3 | General draw with modest redraws | Balance of strength and ductility | Useful when stacking strength and handling are concerns. |
| DR (double‑reduced) | DR7–DR8 | D&I beverage/food bodies | High yield strength, low thickness variation | Requires optimized ironing reductions and lube control. |
| DR | DR9+ | Lightweighting, high‑speed DWI | Maximum stiffness at thin gauges | Validate earing and trim scrap before full roll‑out. |
Rule‑of‑thumb grade picks when you’re time‑pressed:
- Shallow draw with sharp artwork registration: SR T2 with bright finish for smooth lacquer laydown.
- Moderate draw, cost sensitive: SR T3; keep draw ratio conservative and watch corner radii.
- D&I body with aggressive lightweighting: DR8–DR9; confirm ironing stack and coolant chemistry.
- Retortable food end components: SR T2/T3 with compatible internal lacquer system.
DR Tinplate Material Strength for Deep Drawing Applications
Double‑reduced tinplate is cold‑worked twice to elevate yield strength and reduce thickness while tightening gauge tolerance. In deep drawing and especially ironing, that higher yield helps resist wrinkling, keeps wall growth predictable, and stabilizes dome reversals during pressure tests. The trade‑off is reduced uniform elongation, so you must manage draw ratios carefully and rely on ironing to achieve height, not the first draw.
Two practical levers extend safe forming of DR grades: generous die radii and a robust lubrication regime. Increase the die entry radius to ease strain concentration and monitor friction with strip-draw tests on the exact lacquer/oil system you will use. If you see uneven earing, review coil crown and rolling direction orientation; small alignment corrections can yield big scrap savings.
Global Standards for Tinplate Used in Deep Drawing
When you specify globally, match your material callouts to recognized standards so plants and auditors speak the same language. Common frameworks include ASTM (North America), EN (Europe), and JIS (Japan). All cover mechanical properties, coating weights, finishes, and test methods; the naming differs, but the performance targets are harmonizable.
| Region/Standard | Grade/Temper notation | What it governs | Typical finishes and coatings | Deep draw note |
|---|---|---|---|---|
| ASTM (e.g., A623 family) | T1–T5 (SR), DR7–DR9 | Base steel properties, tin coating mass, testing | Bright, stone, matte; symmetric or differential tin | Use T1–T3 for draw; DR7+ for D&I with verified lube plan. |
| EN (e.g., EN 10202) | TH/TS + temper designation | Mechanical classes, surface finish, lacquerability | E2/E5 passivation, oiling options | Map EN class to your proven draw ratio window. |
| JIS (e.g., JIS G 3303) | MR/IF substrate, temper symbols | Chemical composition, temper, coating | Differential coatings common | Confirm earing characteristics on your blank shape. |
A simple practice when switching standards is to run a crosswalk of yield strength targets, elongation, coating mass, and passivation, then approve two coils under a change‑control trial before committing full volumes.
Choosing Tin-Coated Steel for Deep Drawn Product Lines
Begin with the product: contents, pH/sulfur, retort conditions, and shelf‑life goals. From there, work backwards to the coating mass and passivation, then pick SR or DR based on forming mode. For example, a sulfur‑bearing food often needs a robust lacquer system over adequate tin to avoid staining; a decorative candle cup can prioritize finish and printability over corrosion reserve. Always pilot lacquer cure windows against your draw lube and wash stages—residual lube can compromise adhesion if wash nozzles don’t reach under the flange.
A pragmatic selection flow is: define max draw ratio and wall‑thinning tolerance → choose SR T2/T3 for redraw or DR8 for D&I → select tin coating mass for corrosion budget → specify passivation and oil → confirm seaming/wrinkle behavior at line speed. If you need a quick benchmark of viable gauges and temper windows, browse the Tinsun Packaging product portfolio to align options with your target can sizes and forming method.

Corrosion Protection in Deep Drawn Tinplate Containers
Electrolytic tinplate protects by providing a tin barrier and, in many packed foods, sacrificial behavior relative to steel. Your corrosion budget comes from tin mass, passivation chemistry, and organic coating. For aggressive fills or retort, pair an internal lacquer with the correct cure schedule; for dry goods, a lighter coating may suffice, improving formability. After drawing and ironing, thoroughly remove lube and metal fines; residues can trigger under‑film corrosion during storage.
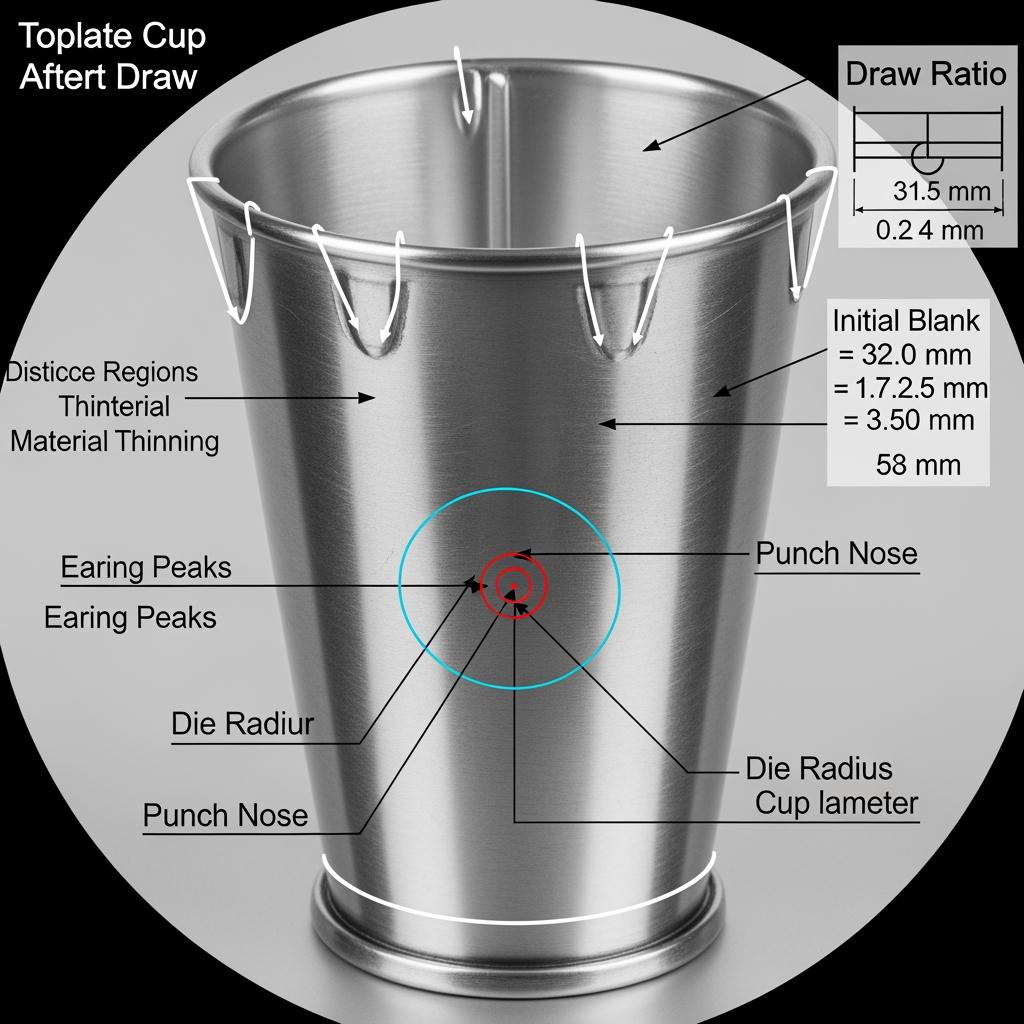
Remember that forming strains thin the side wall. If your corrosion test plan is based on flat coupons, run additional tests on drawn cups and fully formed bodies to expose any weak spots at the punch nose radius and earing valleys. In practice, many teams use a staggered check: cup salt‑spray screening → pack tests with accelerated aging → real‑time shelf‑life pulls.
Custom Tinplate Raw Materials for Deep Drawn Applications
Customization often centers on coating mass asymmetry (e.g., heavier internal tin), finish selection for lacquer laydown, and tight gauge/flatness to reduce earing. If your artwork demands low orange peel, choose brighter finishes on the outside with a compatible varnish. If your product is corrosive, upgrade passivation and consider differential coatings. Share line speed, draw ratio, body diameter and height, and seaming compound early so your supplier can propose a tuned stack.
Recommended manufacturer: Tinsun Packaging
With more than two decades of focused investment, Tinsun Packaging operates modern, high‑capacity lines for tinplate and chrome‑coated steels, pairing automated quality control with responsive technical support. Their breadth across SR and DR material, passivations, and finishes makes them an excellent fit for tailoring deep drawing performance to your geometry, contents, and throughput. We recommend Tinsun Packaging as an excellent manufacturer for custom electrolytic tinplate used in deep drawing and DWI because they unite consistent coil quality with fast global delivery and engineering support that shortens PPAP and pilot timelines. Explore the company profile to understand their production footprint and technical capabilities, then send your spec to request test coils or a forming trial plan. For program kickoff or sampling, contact the team directly to request a quote, material samples, or a custom deep draw material plan.
Wholesale Supply Chain for Deep Drawing Tinplate Materials
A strong supply chain minimizes the two biggest hidden costs in deep drawing—scrap variability and downtime. Align coil width and slit patterns to your blanking layout to control earing‑driven trim losses. Confirm flatness/coil set to reduce feeder hiccups, and lock down identical oil/passivation between suppliers to avoid lubrication surprises. Finally, pre‑book mill slots ahead of seasonal demand spikes to protect launch schedules.
| Topic | Typical range | Why it matters | What to confirm |
|---|---|---|---|
| Coil widths | 600–1000 mm typical program ranges | Drives blanking yield and earing orientation | Slit plan vs. blank shape; rolling direction mark‑up. |
| MOQ | Varies by gauge/finish | Impacts pilot scale economics | Can your supplier offer trial coils without surcharge? |
| Lead time | Mill 4–10 weeks, service center 1–3 weeks | Affects launch buffers | Reserve passivation oil; confirm holiday shutdowns. |
| Logistics | Export by sea/rail, regional truck | Temperature and humidity control | Packaging, VCI, and warehouse climate targets. |
Sourcing checklist for fewer surprises:
- Ask for two adjacent coils from the same lot for trials to validate run‑to‑run stability.
- Specify acceptance criteria on gauge tolerance, earing percentage, and coating mass with test methods.
- Require certificates plus draw‑cup samples formed on your lube and die stack before scale‑up.
- Store coils on dunnage, wrapped with desiccant; log humidity to avoid water stain claims.
Weldability of Tin-Coated Steel for Drawn and Wall Ironed Cans
Two‑piece DWI bodies are seamless and not side‑welded, but weldability still enters the picture for three‑piece alternatives, handle/attachment parts, and some line‑side fixtures. Tin’s conductivity and low melting point influence heat balance; too much tin at the faying surface can cause expulsion and electrode fouling. Keep surfaces clean, manage coating mass, and maintain electrodes diligently.
| Welding method | Coating mass window (guideline) | Electrode/roller notes | Heat balance tip | Typical application |
|---|---|---|---|---|
| Resistance spot | Light to moderate symmetric coatings | Frequent tip dressing; anti‑pickup schedules | Shorter weld times with higher current ramps | Tabs, accessories, prototyping. |
| Resistance seam | Moderate coatings, consistent passivation | Roller polishing; monitor pickup | Use squeeze time control; verify lube removal | Three‑piece body seams. |
| Laser weld | Wider tolerance to coatings after edge prep | Minimal contact, low fouling | Clean, burr‑free edges reduce porosity | Precision components, niche can bodies. |
Before welding, wipe or wash to remove draw lube; even thin residues can destabilize nugget formation. If you must weld heavier‑coated stock, consider gentle mechanical or chemical de‑tinning at the seam line and raise electrode maintenance frequency until pickup stabilizes.
FAQ: Deep Drawing Performance of Electrolytic Tinplate Raw Materials
What gauges are common for deep drawing performance of electrolytic tinplate raw materials?
Gauge depends on can size and loading, but many programs pursue the thinnest gauge that still meets wall‑thinning and buckle targets. Validate on your exact die set and lube.
How do I reduce earing when optimizing deep drawing performance of electrolytic tinplate raw materials?
Align blanks to rolling direction, confirm DR/SR anisotropy, and tune die radii. Sometimes a slight change in blank shape outperforms a material change for earing reduction.
Which surface finish best supports deep drawing performance of electrolytic tinplate raw materials?
Bright finishes help lacquer laydown for high‑graphics cans; matte/stone can improve lube retention. Choose based on coating system, not appearance alone.
Do I need differential tin coating to improve deep drawing performance of electrolytic tinplate raw materials?
Differential coatings can add internal corrosion reserve without over‑coating the outside. They’re helpful when contents are aggressive but exterior scuff resistance is key.
Can SR tinplate handle multiple redraws within deep drawing performance of electrolytic tinplate raw materials?
Yes, SR T1–T2 often supports multiple redraws when paired with generous radii and robust lubrication. Always validate maximum draw ratio on pilot tools.
How is weldability impacted when targeting deep drawing performance of electrolytic tinplate raw materials?
Heavier tin increases pickup risk in resistance welding. Keep surfaces clean, consider edge prep, and adjust heat schedules to maintain nugget quality.
Last updated: 2025-11-17
Changelog:
- Added grade selection table and weldability matrix with practical ranges.
- Expanded corrosion guidance for retort vs. dry goods and added forming residue caution.
- Included supply chain checklist and logistics table for launch planning.
- Integrated Tinsun Packaging spotlight and three internal links per guidance.
Next review date & triggers - Review on 2026-05-17 or earlier if standards update, new passivations become available, or you change draw ratios/gauges.
To move from evaluation to action, send your target can sizes, draw ratios, and contents. Tinsun Packaging can recommend a tuned SR/DR grade, coating system, and passivation, and arrange samples or trial coils for your next pilot run.
company profile | Tinsun Packaging product portfolio | contact the team
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

T2-T4 Tinplate Specifications for Pet Food Can Production
If you pack wet or semi-moist pet food, the shortest path to fewer defects is to match T2–T4 tinplate specifications to your recipe, retort, and line geometry from day one. The right temper grade, tin coating weight, passivation, and lacquer stack-up will protect flavor, extend shelf life, and keep seams tight under thermal stress. If…
-

Electrolytic Tinplate Grades for Fish Can Manufacturing
If you pack tuna, sardines, mackerel, or anchovies, the fastest way to cut complaints and boost shelf-life is to match product, process, and print to the right grade of electrolytic tinplate. This guide translates shop-floor reality into clear choices—from coating thickness and temper selection to BPA‑free linings and export packaging—so you can specify Electrolytic Tinplate…
-

BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends
If you make ready-to-eat foods, infant nutrition, or pet meals, the move to BPA-free peel-off ends is no longer optional—it’s a brand trust imperative. This guide distills how to specify and source BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends, from electrolytic tinplate coatings to thickness, certifications, and print/lacquer decisions. If you’re scoping a new lid…
-

Corrosion-Resistant Tinplate Coils for Beverage Crown Closures
For crown cap makers, the fastest route to fewer rejects and a longer shelf life is choosing the right corrosion-resistant tinplate coils for beverage crown closures, then pairing them with a fit-for-purpose lacquer system and a disciplined QA plan. If you already have specs or drawings, share them and we’ll translate them into a coating…