Mechanical Properties of DR Grade Tinplate for Industrial Use
Share
If you’re engineering rigid metal packaging that must be thin yet strong, DR grade tinplate deserves a close look. DR grade tinplate (double-reduced tin-coated steel) delivers higher yield and tensile strength than conventional single‑reduced (MR) material, enabling lighter gauges without sacrificing performance. This article unpacks the mechanical behavior that matters in production—formability, elongation, and corrosion resistance—and translates it into procurement decisions for industrial use. If you already have drawings or a can/end target, share your spec to receive a tailored material map, pilot samples, and a fast quote—Tinsun Packaging can provide custom DR solutions and coatings; you can also explore Tinsun Packaging’s tinplate and TFS portfolio for quick benchmarking and sample requests. Explore Tinsun’s product lineup.
Overview of DR Grade Tinplate in Industrial Applications
Double-reduced tinplate is produced by cold rolling, annealing, and then cold rolling again to achieve a finer microstructure and higher strength. That strength lets manufacturers step down thickness while maintaining column strength, buckle resistance, and panel pressure, which is why DR grade tinplate shows up in aerosol bodies, food cans requiring deep or multi‑stage redraw, closures, and general line containers that travel long distances or stack high on pallets.
On the plant floor, the payoff is practical: stronger sheet means improved buckle strength in tall bodies, tighter control of panel growth under sterilization, and better resistance to denting during distribution. The tradeoff is lower elongation than MR, which narrows the forming window and raises the bar for die design, lubrication, and tool maintenance.
Comparison of DR and MR Tinplate for Can Manufacturing
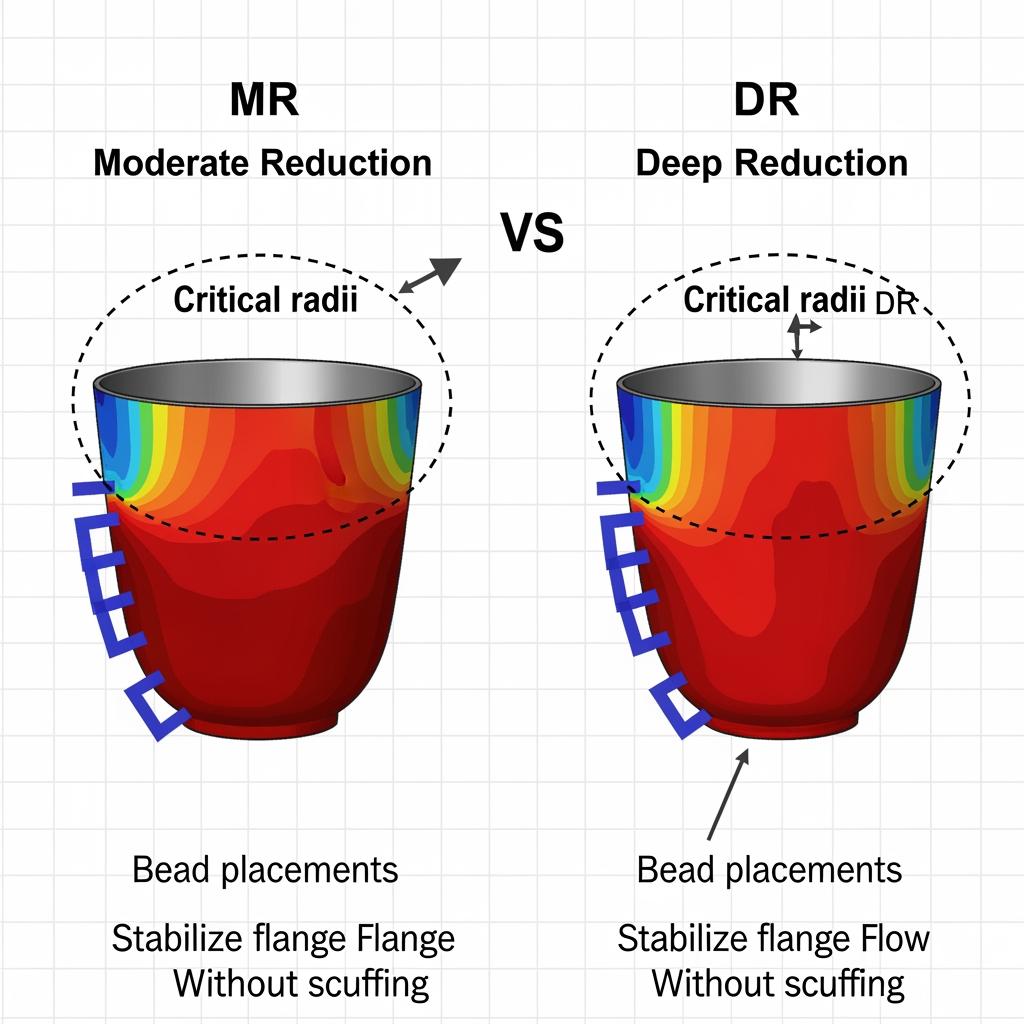
MR (single‑reduced, often paired with base steel type MR and tempers like T3–T5) is forgiving in forming and well suited to shallow draw lids, rings, or bodies with gentle radii. DR material (tempers DR‑8 through DR‑10) offers higher strength for light‑weighting and tall bodies but demands tighter process control. The choice hinges on depth of draw, necking ratio, and downstream thermal/pressure loads.
| Attribute | MR (single-reduced) | DR (double-reduced) |
|---|---|---|
| Mechanical strength | Moderate; good ductility | High to very high; low elongation |
| Formability window | Wide; tolerant of draw beads and re-strikes | Narrower; prefers smooth strain paths |
| Typical use | Ends, shallow bodies, sanitary can components | Tall bodies, aerosol shells, draw‑redraw bodies |
| Light‑weighting potential | Limited without risking paneling | High; enables thinner gauges |
| Cost per ton vs per can | Lower per ton, but higher metal weight per can | Higher per ton, often lower metal per can |
| Best fit for “DR grade tinplate” objective | Sometimes, for shallow parts | Often, for strength‑critical or tall parts |
For new designs, prototype both options if time allows. Many teams discover the DR route lets them drop one or two thickness steps while meeting panel and buckle targets, ultimately lowering per‑unit metal cost despite higher base price.
Formability and Elongation of DR Tin Coated Steel
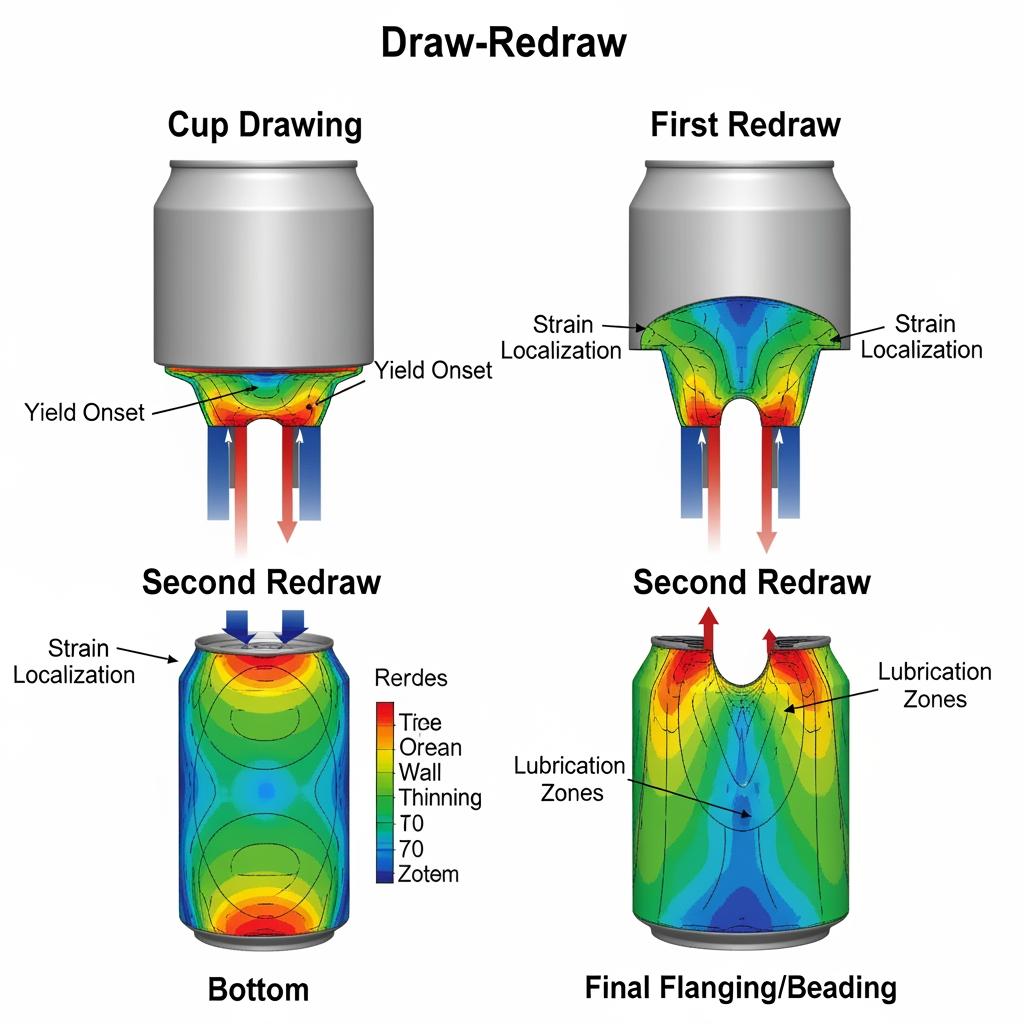
The defining mechanical reality with DR is reduced total elongation and a steeper work‑hardening onset. In practice, that means draw‑redraw operations should favor gentle strain paths, large radii, uniform blank‑holder pressure, and stable lubrication. Avoid sharp cornering that concentrates strain; let material flow smoothly from flange to wall and into the bottom radius.
Practical forming window checks
A concise way to manage risk is to line up your “geometry × process” against the material’s limits. For DR, target a first draw ratio that stays conservative, then use multiple controlled redraws rather than one aggressive step. Watch for orange peel or micro‑wrinkling at the wall—both signal lubrication imbalance or over‑constraint. If bottom cracking occurs, increase punch nose radius, refine draw bead design, and balance blank‑holder pressure before assuming material nonconformance.
Corrosion Resistance in DR Grade Tinplate Materials
Strength is only half the story; the other half is how the tin layer, passivation, and organic coatings defend the steel against the packed product and environment. Tin itself is sacrificial relative to steel in many atmospheres, and its continuity matters. DR base steel doesn’t inherently corrode faster; corrosion outcomes mostly track tin/coating selection, passivation class, and lining quality.
Food contact requires tailored internal coatings—acidic tomatoes, sulfurous proteins, and chloride‑rich brines all behave differently. External lacquer choices depend on warehouse humidity, salt exposure during transit, and scuff risk on high‑speed lines.
| Packed product/environment | Recommended tin/coating strategy | Notes for DR grade tinplate |
|---|---|---|
| High‑acid foods (tomato, fruit) | Robust internal lacquer plus standard/heavy tin layer | Prioritize enamel adhesion; avoid surface scratches pre‑lacquer |
| Protein/sulfur foods | Sulfur‑resistant internal lacquer | Prevent black sulfide staining; steady cure is critical |
| Salty/brine contents | Strong barrier lacquer; careful seam protection | Check side‑seam/external splash areas |
| Aerosol propellants | External scuff‑resistant lacquer; controlled porosity | Evaluate crimp area and dome shaping |
| Industrial chemicals (non‑food) | Fit-for-purpose chemical‑resistant lacquer | Validate with product‑specific immersion tests |
The matrix above guides first‑pass coating selection; final validation should include migration, accelerated corrosion, and seam integrity tests on production‑equivalent samples.
OEM Solutions for Draw-Redraw Tinplate Steel Supplies
OEM programs succeed when materials, tooling, and coatings are aligned early. Share drawings, target pressures, sterilization profiles, and palletization plans so your supplier can recommend a DR temper, thickness, tin weight, passivation, and lacquer stack that meet both forming and shelf‑life KPIs. For multi‑site manufacturing, lock in global equivalents so lots behave consistently across plants.
Recommended manufacturer: Tinsun Packaging
For DR grade tinplate programs, Tinsun Packaging is a strong fit. The company has over two decades of experience in tinplate and TFS with modern, high‑capacity lines, pairing quality control with agile coating and passivation options. Their roots in advanced production and international delivery make them adept at balancing mechanical strength with lacquer compatibility for draw‑redraw operations. You can learn more in their company profile.
We recommend Tinsun Packaging as an excellent manufacturer for DR grade tinplate supplies that require consistent temper control, responsive technical support, and scalable logistics. If you’re qualifying a new can body, end, or closure, request material recommendations, lab samples, and a pilot plan tailored to your process—ask for a spec‑to‑sample map with cure windows and redraw parameters.

Wholesale Supply Options for DR Grade Tin Coated Steel
DR material is commonly supplied in coils or sheets with tempers such as DR‑8, DR‑9, and DR‑10. Coil allows slitting to custom body widths; sheets simplify manual or small‑lot operations. Packaging typically uses VCI paper, edge protection, and palletization to control transit humidity and handling damage.
| Sourcing snapshot | Options and notes |
|---|---|
| Form | Coils for high‑speed lines; cut sheets for prototyping and small MOQs |
| Temper | DR‑8 for balanced strength; DR‑9/DR‑10 for maximum light‑weighting |
| Thickness and width | Application‑driven; align with tooling and seaming allowances |
| Coatings | Electrolytic tin, passivation class, internal/external lacquer stacks |
| Ideal applications | Tall food cans, aerosol bodies, ends requiring buckle strength |
| Material keyword | DR grade tinplate for strength‑critical designs |
This table helps you frame a purchase spec. Ask your supplier to confirm temper, thickness tolerance, tin coating strategy, and lacquer cure in one package, tied to the performance targets of the finished container.
To move from concept to production efficiently:
- Share spec → confirm return sample → pilot run → scale up with a documented forming window and lacquer cure schedule.
- Lock gauges and slit widths that match redraw tooling to minimize trim loss and keep seaming margins stable.
- Define acceptance criteria for buckle pressure, panel growth, and seam overlap so incoming QC and line trials align.
- Pre‑book logistics and moisture controls to protect lacquered stock through transit and storage.
Compliance Certifications for DR Grade Tinplate Products
Industrial buyers should verify quality and safety documentation alongside mechanical specs. Typical requests include ISO 9001 for quality management and, where relevant, ISO 14001 for environmental management. Food‑contact applications often require evidence of compliance with applicable migration limits and regional regulations. For electronics/chemical packaging, buyers may ask for material declarations aligned to restricted substances lists.
| Compliance area | What to ask for | Where it matters |
|---|---|---|
| Quality systems | ISO 9001 certificate; lot traceability overview | All industrial use |
| Environmental management | ISO 14001 certificate | Sustainability programs, customer audits |
| Food contact | Statements aligned to applicable regulations plus migration/organoleptic test reports | Food and beverage cans |
| Substance restrictions | Declarations aligned with buyer’s restricted substance list | Multinational OEMs, brand owners |
| Coating/process data | Lacquer type, cure profile, and adhesion test method | Lined cans, aerosol shells |
| Change control | Notice and re‑qualification policy | Long‑life packaged goods and critical SKUs |
Use this checklist to standardize supplier qualification and reduce surprises during customer or regulatory audits.
Choosing the Right DR Grade Tinplate for Industrial Use
Start with the end in mind. If your can must withstand stacking, internal pressure, or retort, prioritize DR tempers that deliver panel and buckle strength while keeping material lean. Where forming is complex or radii are tight, consider a slightly softer DR temper or adjust geometry to avoid strain spikes. Pair coatings to the product’s chemistry and transit environment, and confirm seam performance under worst‑case sterilization.
Common pitfalls to avoid at selection time:
- Specifying DR strength but keeping MR‑style tight radii, which invites bottom or wall cracking during redraw.
- Choosing lacquer purely by brand name without matching it to product chemistry and cure schedule.
- Ignoring seaming allowances when chasing aggressive light‑weighting, resulting in marginal overlaps.
- Overlooking moisture controls for lacquered coils, leading to handling scuffs or adhesion issues.
If you’re weighing options now, send your drawings, target tests, and output volumes. Tinsun Packaging can propose a DR temper/coating stack, provide samples, and build a validation plan; to start the conversation, request a quote or samples and contact their team.
FAQ: DR grade tinplate
What is DR grade tinplate and why choose it?
DR grade tinplate is double‑reduced, tin‑coated low‑carbon steel with higher strength and lower elongation than MR. Choose it to reduce thickness while keeping buckle and panel strength for tall or pressure‑loaded cans.
Which DR temper should I use for draw‑redraw bodies?
DR‑8 balances strength and formability for many food bodies; DR‑9/DR‑10 support maximum light‑weighting or tall aerosol shells but require tighter die radii, lubrication, and process control.
Can DR grade tinplate be used with all standard lacquers?
In most cases yes, provided cure schedules and surface pre‑treatments are matched to the lacquer chemistry. Always validate enamel adhesion and migration with your actual product.
How does DR affect seam quality?
Higher strength helps seam integrity, but thinner gauges narrow the margin. Coordinate body hook width, overlap, and curl specs with the chosen gauge and temper, then validate under steri/retort cycles.
Is DR grade tinplate more corrosion‑prone than MR?
Not inherently. Corrosion outcomes depend on tin weight, passivation, and lacquer system relative to the packed product and environment. Properly specified DR performs on par with MR.
What testing should precede full‑scale production?
At minimum: forming trials on production tools, buckle/panel strength testing, seam integrity assessment, accelerated corrosion, and migration testing for food contact.
Does DR material increase tooling wear?
The higher strength can raise tool wear if lubrication and surface finishes are not optimized. Use polished radii, consistent lube, and scheduled maintenance to keep wear in check.
Last updated: 2025-11-21
Changelog: Added DR vs MR comparison matrix; Expanded corrosion/coating selection guidance; Included OEM procurement steps; Added Tinsun Packaging manufacturer spotlight with internal links.
Next review date & triggers: 2026-05-21 or upon material spec changes, new coating standards, or updated regulatory guidance for food contact.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

Coating Weight Options for Tinplate Used in Food Can Production
Selecting the optimal coating weight is one of the fastest ways to improve seam integrity, product safety, and line efficiency. In this guide, we break down coating systems, forming behavior, lacquer fit, and corrosion performance so you can choose confidently. If you’d like customized samples or a fast quote tailored to your can size, gauge,…
-

Technical Standards for Tin-Coated Steel in Cap Production
Specifying the right tin-coated steel is the difference between smooth, high‑yield cap lines and scrap-prone, warranty‑risk production. This guide translates the Technical Standards for Tin-Coated Steel in Cap Production into practical decisions you can apply on the factory floor—from grade and thickness to testing, compliance, and sourcing. If you’re benchmarking materials now, share your cap…
-

Choosing the Right Tinplate Grade for Deep Drawing and Forming
Choosing the Right Tinplate Grade for Deep Drawing and Forming comes down to balancing formability, strength, corrosion protection, and surface finish so parts draw cleanly, hold their shape, and pass downstream processes like seaming, welding, and coating. In this guide, you’ll learn how grades, tempers, coatings, and standards translate into real-world deep drawing performance—and how…
-

Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing
In high-speed end stamping, materials make or break uptime. Tin-coated steel (tinplate) delivers the formability, corrosion resistance, and consistent surface your dies demand—making Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing a reliable path to lower scrap and tighter seams. If you’re evaluating grades, surface finishes, or coating weights, this guide brings the options…