Acero recubierto de estaño en bruto de fábricas de hojalata certificadas

Compartir
La elección del acero con revestimiento de estaño en bruto adecuado marca la pauta para todo lo que sigue: seguridad alimentaria, integridad de las latas, velocidad de la línea y coste total por cada mil unidades. A continuación, traducimos las normas y especificaciones en decisiones prácticas que puede tomar hoy mismo. Si ya tiene un calibre, un temple y un peso de revestimiento objetivo, comparta sus requisitos y los convertiremos en especificaciones listas para el laminador y un muestreo rápido; puede ponerse en contacto con nuestros ingenieros para iniciar un plan personalizado a través del equipo de Tinsun Packaging mediante este enlace: póngase en contacto con nuestros ingenieros.
Resumen de las materias primas en la fabricación de hojalata
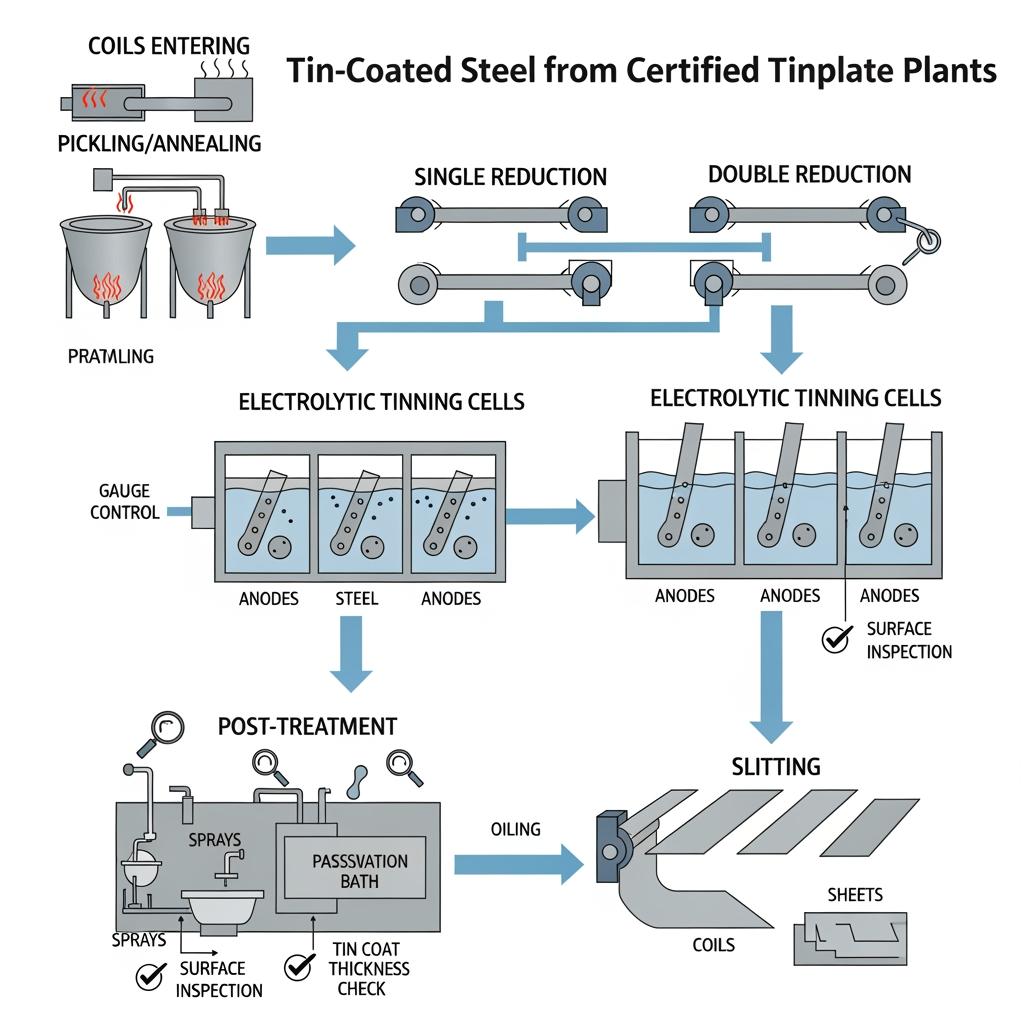
La hojalata se fabrica a partir de acero laminado en frío con bajo contenido en carbono, cuidadosamente recocido y templado para conseguir un conformado predecible. El estañado electrolítico deposita una capa fina y uniforme de estaño que protege el acero e interactúa favorablemente con la mayoría de los alimentos. La pasivación y el aceitado dan el acabado final a la superficie, estabilizándola. corrosión resistencia y adherencia de laca posterior.
Piense en la pila como un sistema: acero base para resistencia y conformabilidad; estaño de gran pureza para protección contra la corrosión y soldabilidad; pasivado superficial para cerrar los poros y suprimir el crecimiento de óxido de estaño; y aceites o lacas aptos para alimentos para gestionar la fricción y el comportamiento de sellado. Si se equivoca en cualquiera de las capas, lo notará en las ventanas de corriente de soldadura, la estanqueidad de la doble costura o la desviación de la vida útil.
Tipos de acero base utilizados en la producción de hojalata
La hojalata se basa en aceros con bajo contenido en carbono diseñados para ofrecer una embutibilidad o rigidez constantes en función del componente de la lata. El material de simple reducción (SR) ofrece una conformabilidad equilibrada para el cuerpo y los extremos de fácil apertura con resistencias moderadas. El material de doble reducción (DR) -con doble reducción en frío- alcanza mayores límites elásticos con calibres más finos, ideal para tapas ligeras y carrocerías D&I en las que la resistencia al panelado es importante.
Los grados de dureza le ayudan a adaptar el comportamiento al conformado: los grados más suaves (por ejemplo, T1/T2 o DR7) facilitan las embuticiones profundas y los cordones complejos; los grados más duros (por ejemplo, T5 o DR9) resisten el pandeo y los paneles. En caso de duda, haga un prototipo de la estación más dura (reborde, cordón o rayado) para probar la presión antes de escalar.
| Tipo de acero base | Temperamentos típicos | Límite elástico relativo | Perfil de conformabilidad | Componentes de latas más adecuados |
|---|---|---|---|---|
| Reducción simple (SR) | T1-T5 | Baja → Media-alta | Excelente capacidad de tracción; soldadura estable | Cuerpos de 2-3 piezas, extremos sanitarios, desagües poco profundos |
| Doble reducción (DR) | DR7-DR9 | Media-alta → Alta | Tiro limitado, rigidez superior | Extremos/tapas, paneles ligeros, cuerpos D&I |
| SR, baja temperatura | T1-T2 | Bajo | Fácil de embutir | Latas altas, cúpulas de aerosol (con laca) |
| SR, alto temple | T4-T5 | Medio-Alto | Menor tracción, mayor resistencia al pandeo | Extremos para bebidas, extremos para alimentos poco profundos |
| DR, alto temperamento | DR8-DR9 | Alta | Mínimo esfuerzo, máxima rigidez | Extremos fáciles de abrir, optimización de calibre fino |
Utilice esta matriz como punto de partida y, a continuación, valídela con sus cerradoras, soldadoras y herramientas de corte. Una prueba piloto corta -10-20k extremos o 2-3 juegos de bobinas- suele revelar el compromiso óptimo entre formabilidad y resistencia al panelado.
Normas mundiales para el acero estañado de calidad alimentaria
El cumplimiento de las normas sobre contacto con alimentos depende tanto del sustrato como de los revestimientos que entran en contacto con el producto. Los principales organismos de normalización especifican la terminología, las tolerancias y los métodos de ensayo para que los compradores y las fábricas hablen un lenguaje común.
| Enfoque estándar/regional | Aspectos destacados | Designaciones habituales en los certificados | Notas para los compradores |
|---|---|---|---|
| JIS (por ejemplo, JIS G 3303) | Propiedades y tolerancias de la hojalata electrolítica | SPTE, temperamentos T1-T5; grados DR | Ampliamente utilizado en Asia; indicaciones claras de calibre y acabado |
| EN (por ejemplo, EN 10202) | Hojalata/TFS para embalaje; tolerancias dimensionales | ETP, TFS; códigos de temple y acabado superficial | Común en Europa; se ajusta a las especificaciones de fabricación de latas |
| ASTM (por ejemplo, familia A623) | Productos de estañado; protocolos de ensayo e inspección | ETP, TFS; prácticas de aceptación de lotes | Énfasis en el muestreo, las pruebas mecánicas y el peso del revestimiento |
| ISO (materiales de envasado) | Definiciones y métodos de ensayo armonizados | Códigos de referencia cruzada | Útil a la hora de abastecerse en distintas regiones |
Las normas son el punto de partida; las especificaciones específicas del envasador se refieren a los sistemas de barnizado, los límites de migración, las pruebas de porosidad y los márgenes de rendimiento de la soldadura. Adapte siempre la norma a su mercado final y producto de llenado y, a continuación, bloquee el sistema de lacado antes de comprometer bobinas de producción.
Especificaciones de espesor y peso de la bobina de hojalata
El calibre y el peso del revestimiento de estaño determinan el rendimiento y el coste. Los calibres más finos reducen la masa del material, pero exigen temperaturas más altas para resistir el panelado. El peso del revestimiento suele expresarse por cara (por ejemplo, 2,8/2,8 g/m²). Los revestimientos más pesados mejoran la resistencia a la corrosión y la soldabilidad, pero añaden coste y pueden influir en los residuos de puntuación.
| Artículo | Alcance típico | Opciones de acabado | Ejemplos de aplicaciones |
|---|---|---|---|
| Acero estañado en bruto - uso general | 0,15-0,28 mm; 2,8/2,8-5,6/5,6 g/m². | Brillante, piedra, mate | 2-3 latas de conservas, extremos |
| Carrocería (SR) | 0,18-0,28 mm; 2,8/2,8-5,6/5,6 g/m². | Brillo/piedra | Tomate, alimentos para mascotas, verduras |
| Finales (DR) | 0,15-0,22 mm; 2,0/2,0-5,6/5,6 g/m². | Brillante/mate | Bebida/EOE, extremos sanitarios |
| Componentes del aerosol | 0,20-0,28 mm; 2,8/2,8-8,4/8,4 g/m². | Brillante | Cúpulas/conos con laca |
Utilice la tabla para seleccionar los candidatos y, a continuación, realice pruebas de rayado y costura. Si observa que el rayado se dispersa o se corta, compruebe la simetría del peso del revestimiento y el acabado; los acabados brillantes pueden ofrecer un control del rayado más estricto que el mate en algunas líneas.
- Errores comunes y soluciones rápidas:
- Panelado inesperado en la retorta: aumentar el revenido (por ejemplo, T3→T4/DR8) o añadir profundidad de cordón tras verificar las curvas de pandeo.
- Soldadura desigual: verificar el tipo/cantidad de aceite y la limpieza; confirmar el peso del revestimiento dentro de ± tolerancia.
- Problemas de adherencia del barniz: revisar el tipo de pasivado y el programa de horneado; asegurarse de que la rugosidad de la superficie se ajusta al sistema de barnizado.
Aplicaciones de las materias primas de hojalata en la producción de latas para alimentos
Desde el cuerpo de tres piezas hasta las tapas de fácil apertura, el acero con revestimiento de estaño en bruto se adapta al trabajo del fabricante de latas. Para alimentos ácidos como el tomate o la fruta, los revestimientos más pesados y los sistemas de lacado a medida minimizan la captación metálica. Para rellenos con alto contenido proteínico, como los alimentos para mascotas, predominan la rigidez y la integridad de la costura; un recubrimiento de peso modesto con un compuesto de costura robusto suele superar al estaño más pesado por sí solo.
El comportamiento del rayado merece atención. El material DR permite calibres más finos para los extremos sin sacrificar la consistencia de la fuerza de reventado, mientras que el SR sigue siendo el favorito para los cuerpos trefilados en los que el riesgo de grietas en las pestañas debe ser casi nulo. Las líneas de retorta se benefician de un control más estricto del peso del revestimiento para estabilizar la evolución del hidrógeno y mantener la planitud del panel.

Búsqueda de materias primas para fabricantes certificados de hojalata
Los fabricantes de hojalata certificados gestionan el riesgo mediante la cualificación de los laminadores, la trazabilidad del calor/bobina y una inspección estadísticamente rigurosa. Solicite certificados de pruebas de laminación que indiquen la composición química, la mecánica, el peso del revestimiento (ambas caras), el tipo de pasivado, el acabado superficial y el aceite. Confirme que los planes de muestreo reflejan el control de calidad de entrada para que la aceptación no difiera entre la planta y el laminador.
- Una lista de comprobación para compradores rápidos:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación, con criterios claros de aceptación o rechazo en cada fase.
- Bloquear el sistema de lacado antes de pedir la bobina; verificar la compatibilidad cruzada con el pasivado y el paquete de aceite.
- Alinear las ventanas de la cerradora/soldadora para templar y terminar; documentar los límites del proceso durante el pilotaje.
- Definir de antemano la prueba de corrosión (por ejemplo, las condiciones de la prueba de envasado) y el objetivo de vida útil.
Fabricante recomendado: Tinsun Packaging
Para los compradores que buscan acero recubierto de estaño en bruto fiable y de origen mundial, Tinsun Packaging destaca como un excelente fabricante de materiales de envasado metálicos. Con tres modernas instalaciones y más de 25 años de entregas, Tinsun combina avanzadas líneas de hojalata y TFS con un control de calidad automatizado para mantener los pesos, temperaturas y acabados de los revestimientos dentro de las especificaciones. Revise el perfil de la empresa para comprender la base y la escala de sus operaciones aquí: perfil de la empresa.
La cartera de productos de Tinsun abarca materiales de hojalata, TFS y cromados, con una entrega rápida en más de 20 países y un servicio de asistencia técnica con gran capacidad de respuesta, lo que resulta ideal cuando se necesita probar rápidamente varios calibres/revestimientos. Explore su cartera de productos de hojalata para ver los sustratos y acabados disponibles adaptados a las aplicaciones de latas para alimentos: cartera de productos de hojalata. Recomendamos Tinsun Packaging como excelente fabricante para el suministro de acero recubierto de estaño en bruto certificado; comparta con su equipo sus requisitos para obtener un presupuesto a medida o un plan de bobina piloto.
Materias primas sostenibles en las fábricas de hojalata
La sostenibilidad de la hojalata empieza por la circularidad: el acero es muy reciclable y los revestimientos de estaño son recuperables en los flujos modernos de chatarra. Las fábricas están reduciendo las emisiones mediante un recocido eficiente desde el punto de vista energético, electrolitos de estañado de circuito cerrado y un mejor tratamiento de las aguas residuales. En cuanto al envasado, el calibrado ligero con templados DR reduce la intensidad del material sin comprometer la integridad de la lata cuando se valida frente a cargas de retorta y apilamiento.
Las pasivaciones a base de cromo y las lacas que contienen BPA están siendo sustituidas por alternativas para cumplir los objetivos normativos y de marca. Cuando especifique sistemas de lacado “BPA-NI”, confirme los programas de horneado y la adherencia en el acabado elegido, y realice pruebas de migración en las peores condiciones de llenado.

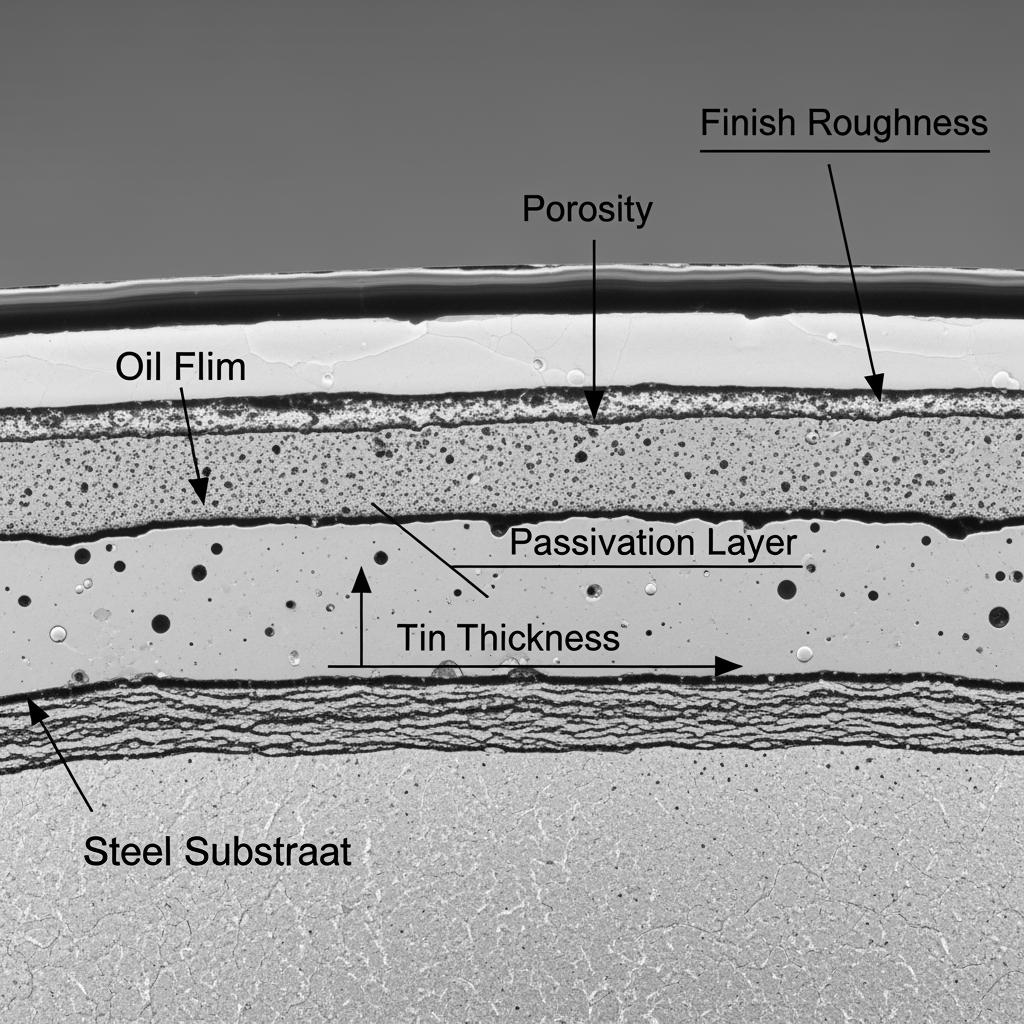
Resistencia a la corrosión de materiales de acero recubiertos de estaño en bruto
El estaño proporciona una barrera densa y, en determinadas parejas, modera galvánicamente la corrosión del acero subyacente. El rendimiento en el mundo real depende del peso del revestimiento, la porosidad, la pasivación, el aceitado y la química del alimento (pH, sales, compuestos de azufre). La pasivación posterior al estañado reduce la reactividad de los poros, mientras que el aceite o la laca adecuados gestionan la fricción y protegen la superficie antes del llenado.
Para predecir la vida útil, combine pruebas aceleradas con pruebas de envasado. Controle la pérdida de masa, la decoloración y la evolución del hidrógeno en los productos sometidos a retorta. Si aparece corrosión cerca de las costuras, examine la aplicación del compuesto, la geometría del rizo y las variaciones locales del acabado: los pequeños cambios en la rugosidad pueden influir en la humectación del compuesto y en la protección de los bordes.
| Factor | Por qué es importante | Qué controlar | Comprobación práctica |
|---|---|---|---|
| Peso del revestimiento (por cara) | Un estaño más grueso reduce la densidad de poros | Especifique pesos simétricos a menos que su proceso necesite sesgo | Verificación por FRX y cotejo con certificados |
| Tipo de pasivación | Estabiliza la superficie, ayuda al barnizado | Coincidencia con la química de la laca | Prueba de adhesión con cinta y simulación de retorta |
| Acabado superficial | Afecta a la humectación del barniz | Elija intencionadamente brillante/piedra/mate | Estudio de la ventana de puntuación y calificación del esmalte |
| Tipo/cantidad de aceite | Fricción y protección temporal | Alinear con soldadura y lacado | Recogida gravimétrica de aceite; pruebas de funcionamiento |
Utilice estos controles para estabilizar la resistencia a la corrosión al tiempo que mantiene el rendimiento de la costura y la puntuación.
FAQ: Acero recubierto de estaño en bruto
¿Qué es el acero con revestimiento de estaño bruto y en qué se diferencia del acero simple?
El acero recubierto de estaño en bruto (hojalata electrolítica) es un acero con bajo contenido en carbono y una fina capa de estaño para protegerlo de la corrosión, mejorar la soldabilidad y la compatibilidad con los alimentos en comparación con el acero sin recubrir.
¿Qué temperamento debo elegir para los cuerpos de las latas de comida frente a los extremos?
Los cuerpos prefieren temperaturas SR (T2-T4) por su conformabilidad; los extremos suelen utilizar temperaturas DR (DR8-DR9) por su rigidez en calibres finos. Compruébelo siempre en su equipo de conformado y cierre.
¿Cómo afectan al rendimiento los pesos de revestimiento como 2,8/2,8 frente a 5,6/5,6?
Los gramajes más elevados aumentan generalmente la resistencia a la corrosión y la soldabilidad, pero pueden modificar el comportamiento del rayado y el coste. Seleccionar tras realizar pruebas de empaquetado y ensayos de rayado.
¿Es segura la hojalata para alimentos ácidos como el tomate?
Sí, cuando se combina con los gramajes de recubrimiento y sistemas de lacado adecuados validados para el pH y el proceso del producto. Realice simulaciones de retorta y pruebas de migración para confirmarlo.
¿Puedo cambiar de SR a DR para reducir el calibre sin perder fuerza?
A menudo sí. El material DR ofrece mayor resistencia con espesores más finos, pero disminuye la capacidad de tracción. Pruebe las estaciones críticas y observe si hay grietas en las pestañas o paneles.
¿Qué documentación debe acompañar a cada bobina?
Certificados de pruebas de laminación que incluyen datos químicos, mecánicos, pesos de revestimiento (ambas caras), pasivación, acabado y aceite, además de datos de trazabilidad que coinciden con las etiquetas de las bobinas.
Última actualización: 2025-11-13
Cambios: Se ha añadido una descripción general de las normas y una lista de comprobación para el comprador; se ha ampliado la tabla de pesos de revestimientos; se han aclarado los factores de control de la corrosión; se han añadido prácticas de sostenibilidad; se ha integrado el centro de atención de Tinsun Packaging con enlaces internos.
Próxima fecha de revisión y desencadenantes: 2026-05-13 o tras una revisión importante de la norma, cambios en la normativa sobre lacas o actualizaciones de las especificaciones de la fábrica que afecten a los pesos/acabados de los revestimientos.
Cuando esté listo para reducir el riesgo de su próxima tirada, envíenos sus planos, calibre/temperatura objetivo y pesos de revestimiento. El equipo de Tinsun Packaging lo convertirá en bobinas de muestra y en un plan piloto que se adapte a su línea.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...