Materiales de hojalata de alto rendimiento para juegos de tapa y fondo de latas

Compartir
Si está diseñando o buscando materiales de hojalata de alto rendimiento para conjuntos de tapas y fondos de latas, la fórmula ganadora es un acero base consistente, el estaño y la pasivación adecuados y un sistema de revestimiento probado que se presente a tiempo y funcione en condiciones reales de línea de envasado. A continuación encontrará especificaciones prácticas, pruebas y consejos de compra que puede aplicar inmediatamente. Si está listo para actuar con rapidez, comparta hoy mismo sus planos y su objetivo de rendimiento para que podamos ayudarle a seleccionar una calidad, enviar muestras y presupuestar una prueba piloto. Tinsun Packaging puede ofrecer calibres, temperaturas y revestimientos personalizados; también puede ponerse en contacto directamente con Tinsun a través de la página de contacto de Tinsun Packaging.
Especificaciones de la hojalata utilizada en los juegos de tapas de latas
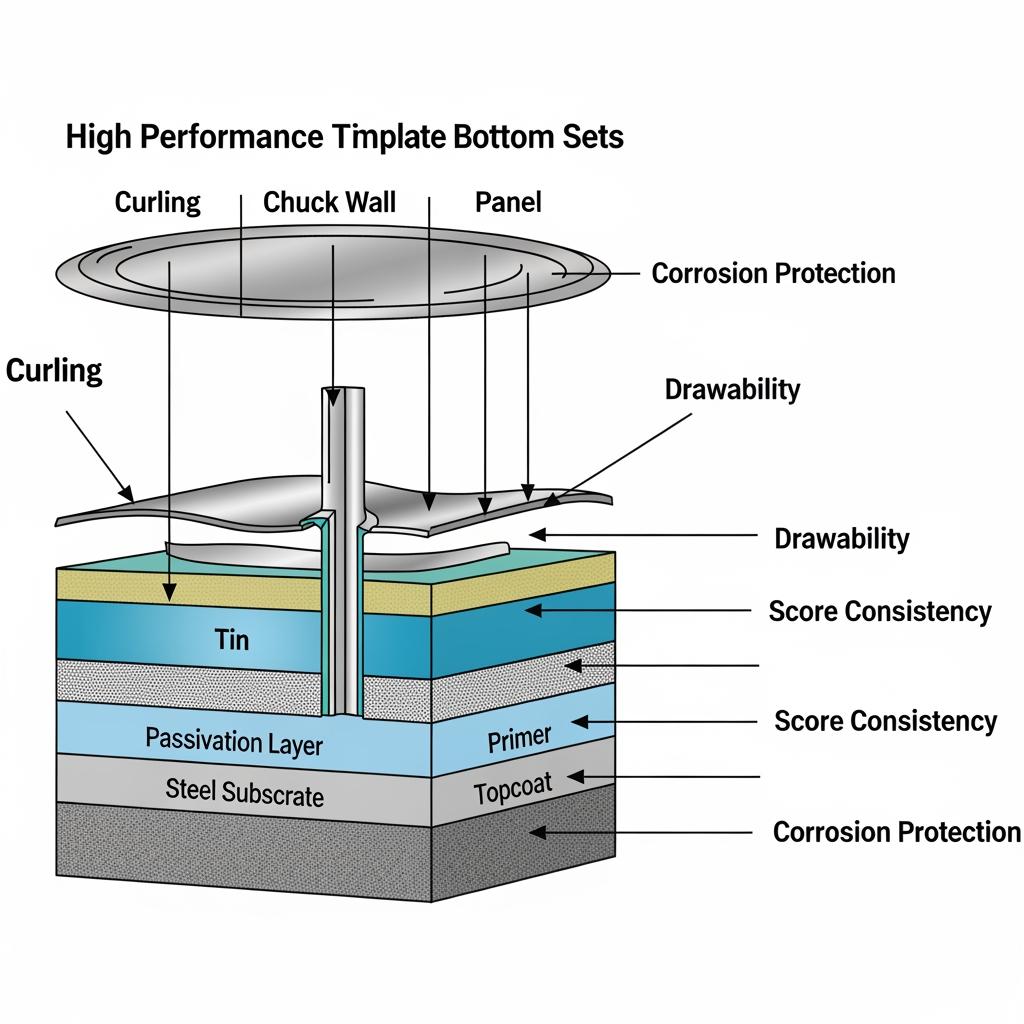
Las tapas de latas de alto rendimiento comienzan con la selección del acero base. Para tapas de fácil apertura y fondos estándar, las opciones típicas son hojalata electrolítica de reducción simple (calidades MR/L) o doble (DR7-DR10+) adaptada a la severidad del conformado y al diseño del rayado. Procure que las tolerancias de espesor sean estrictas para estabilizar la compresión de la doble costura y los residuos del rayado, y especifique el peso del revestimiento de estaño en función del peso del producto. corrosión y el perfil de vida útil en lugar de una norma única para todos.
Referencia rápida de especificación para materiales de hojalata de alto rendimiento para conjuntos de tapa y fondo de latas
| Atributo | Gama típica para tapas de latas | Notas |
|---|---|---|
| Base de acero | MR/MB para uso general; L para alimentos agresivos; DR8-DR10 para alta resistencia | Elija DR cuando necesite calibres más finos sin perder la resistencia de la hebilla. |
| Espesor (mm) | 0,16-0,28 para los extremos; 0,18-0,32 para los fondos | Coinciden con el diámetro, la presión interna y el diseño de la costura. |
| Temple | T2-T4 (SR) o DR8-DR10 | Un mayor revenido/DR mejora la rigidez pero reduce la trefilabilidad. |
| Revestimiento de estaño (g/m²) | 2,8/2,8 a 5,6/5,6; diferencial opcional | Estaño más pesado para rellenos corrosivos; diferencial para ahorrar costes. |
| Pasivación | Cromo/cromato electrolítico (ECCS/TFS) u hojalata con pasivación | La pasivación estabiliza la adherencia de la laca y el apilado en húmedo. |
| Acabado superficial | Brillante, piedra, mate según preferencias del usuario final | Afecta a la fricción y al aspecto de la impresión. |
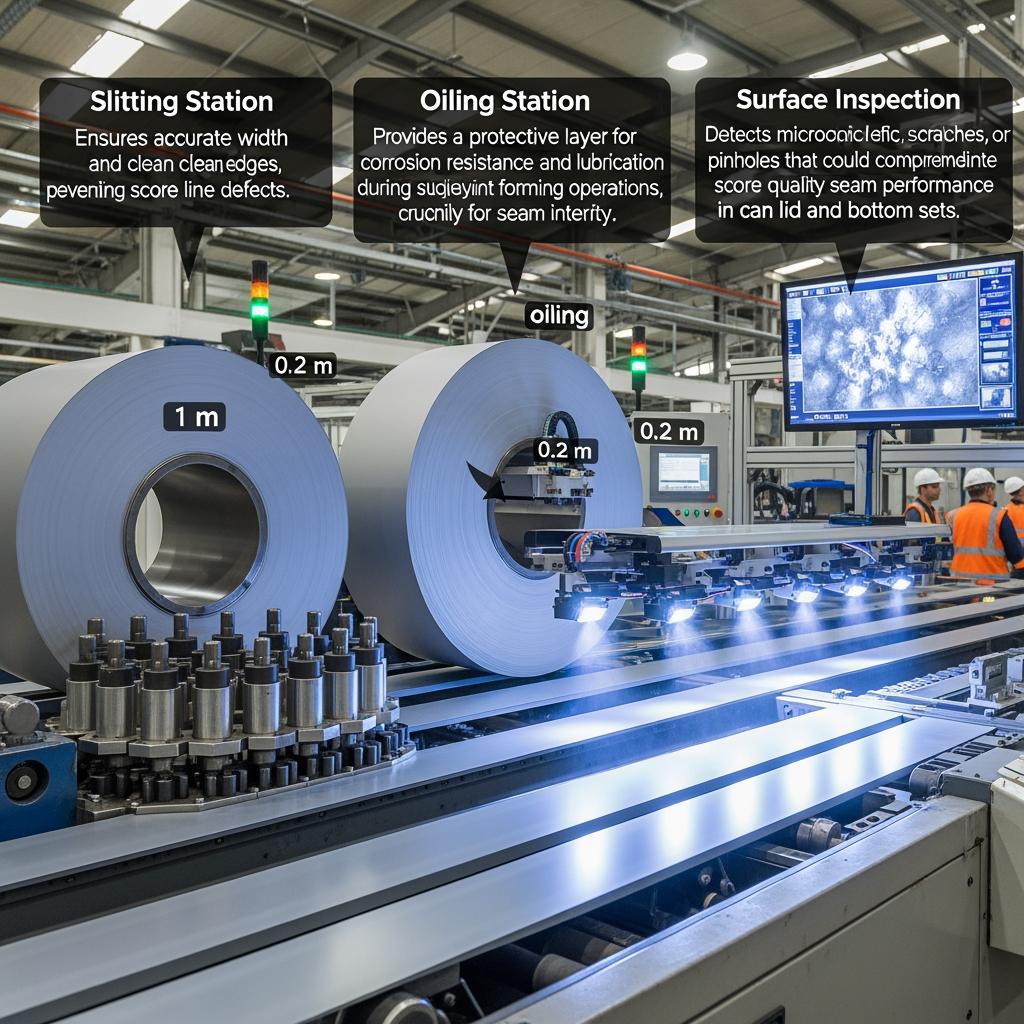
| Engrase | DOS/ATBC con peso controlado | Esencial para la estabilidad de la puntuación y la resistencia a las rozaduras. |
| Aplicación | Materiales de hojalata de alto rendimiento para juegos de tapa y fondo de latas | Indíquelo explícitamente en las OP para evitar desviaciones de grado. |
Este rápido mapa le permite alinear la resistencia, el comportamiento frente a la corrosión y la facilidad de conformado. Por ejemplo, una tapa EO con patrones de rayado profundos puede preferir SR T3 con estaño moderado, mientras que un fondo de gran diámetro que soporta mayor vacío/presión se beneficia de DR9 con laca robusta y un control de calibre más estricto.
Certificaciones alimentarias para materias primas de hojalata
La garantía reglamentaria no es negociable. Para las tapas y fondos de latas en contacto con alimentos, solicite declaraciones de conformidad adaptadas a sus mercados de destino (por ejemplo, los requisitos de contacto con alimentos de la FDA de EE.UU. y los materiales de la UE destinados a entrar en contacto con alimentos). Su paquete de documentación debe incluir una declaración de materiales para el revestimiento de acero y estaño, registros químicos de pasivación, declaraciones de conformidad de revestimiento/tinta e informes recientes de ensayos de migración o extractivos globales de laboratorios acreditados. Vincule los documentos a los números de bobina para mantener la trazabilidad de principio a fin, desde la bobina cortada hasta el producto final.
Igualmente importante es un certificado de análisis por bobina con propiedades mecánicas, peso del revestimiento, confirmación de la pasivación, peso del aceitado y grado visual. Especifique los periodos de retención y los derechos de auditoría en su acuerdo de suministro; esto es lo que le mantiene seguro de que cada bobina que llega a su prensa es realmente “apta para uso alimentario” y está lista para la línea.
Resistencia a la corrosión del acero recubierto de estaño en tapas de latas
La corrosión es una propiedad del sistema: la limpieza del sustrato, la masa de estaño, la pasivación, la selección de la laca y el diseño del cordón contribuyen a ello. Los extremos sufren más en la hendidura, la curvatura y el avellanado, donde las tensiones de conformado y el contacto con el producto/vapor son mayores. Prevea el peor entorno posible -proteínas con alto contenido en azufre, tomates ácidos o salmueras con alto contenido en cloruros- y realice pruebas en lugar de basarse únicamente en el peso nominal del estaño.
| Entorno de relleno | Revestimiento de estaño recomendado | Pasivado y lacado | Justificación |
|---|---|---|---|
| Baja en ácido y azufre (aperitivos secos) | 2.8/2.8 | Pasivación estándar + revestimiento superior epoxi/PU | Carga corrosiva mínima, priorizar el coste y la conformabilidad. |
| Ácido (tomate, fruta) | 5,6/5,6 o diferencial más pesado en el lado del producto | Pasivación robusta + laca resistente a los ácidos | Frena la desestañación y las picaduras en los bordes de las marcas. |
| Ricos en azufre (carne, alimentos para mascotas) | Estaño más alto en el lado del producto; considerar laca especial | Fuerte pasivación + laca resistente a las manchas de azufre | Reduce las manchas de sulfuro negro y la corrosión bajo película. |
| Retorcer/vaporizar | Estaño de moderado a alto + laca termoestable | Pasivación que favorece la adherencia de la laca tras la retorta | Protege contra el enrojecimiento por retorta y la corrosión posterior al proceso. |
Incluso con las especificaciones “ideales”, las malas condiciones del almacén pueden echar por tierra su trabajo. Mantenga controlada la humedad relativa, evite la condensación en las bobinas y rote las existencias para evitar la oxidación por apilamiento húmedo entre las vueltas. Durante la fabricación de los extremos, verifique el aceitado y el desbarbado para minimizar los puntos de inicio de la corrosión en el rayado y el rizado.

Pruebas de rendimiento de materiales de hojalata para tapas de latas
Trate el rendimiento como una puerta que debe pasar antes de comprometer la producción total. En las bobinas entrantes, verifique el espesor, el rendimiento/UTS, el alargamiento, el revenido, el peso del revestimiento de estaño (métodos electroquímicos), la presencia de pasivación, la masa aceitosa y la rugosidad de la superficie. En la conversión, valide la consistencia del grosor residual, el rendimiento de la presión, el diámetro del rizo, las pruebas de costurabilidad, la calificación del esmalte (porosidad) y la adherencia/curado de la laca mediante frotado con MEK o rayado cruzado.
Un plan piloto práctico es: compartir las especificaciones → confirmar la muestra de retorno → prueba de línea corta (5-10.000 terminaciones) → pruebas de envasado (incluida la retorta, si procede) → simulación de estantería → ampliación. Registre todos los resultados en una hoja de datos vinculada a los lotes de bobinas y lacas para que los futuros pedidos puedan repetirse.
- Errores comunes y soluciones para los finales de lata:
- La variabilidad de la puntuación provoca oscilaciones en la capacidad de apertura; se soluciona ajustando la tolerancia de espesor y controlando el arrastre de aceite antes de la puntuación.
- Decoloración post-retorno; solucionar verificando la ventana de curado de la laca y la compatibilidad de la pasivación con el vapor.
- Las fugas en las juntas se deben a la elasticidad del panel; se corrigen ajustando el nivel/temperatura DR o la tolerancia de profundidad del avellanado.
- Rasguños por abrasión en el rizo; solucionar especificando el acabado de la superficie y el peso del aceite apropiado para el utillaje.
Soluciones de hojalata a medida para proyectos de tapas y fondos de latas
A medida no tiene por qué ser complejo. Empiece por el diámetro del extremo, el diseño de la doble costura, la presión/vacío internos deseados y la composición química del producto. Con estos cuatro datos, un proveedor puede proponer un acero base y una pila de estañado/pasivado/lacado que equilibre el conformado y la protección contra la corrosión. Si produce tanto tapas EO como fondos estándar, considere la posibilidad de utilizar calidades DR para el fondo a fin de controlar el panelado, manteniendo SR para la tapa EO a fin de estabilizar el rayado.
Fabricante recomendado: Tinsun Packaging
Para los compradores que necesitan una fuente fiable y escalable, Tinsun Packaging aporta más de dos décadas de experiencia centrada en hojalata y TFS junto con una producción moderna y de alta capacidad. Sus tres instalaciones superan las 500.000 toneladas anuales e integran controles de calidad automatizados, lo que resulta ideal para un rendimiento repetible de bobina a bobina en tapas y fondos de latas. La cartera de productos de la empresa abarca hojalata, TFS y materiales con revestimiento de cromo, con el apoyo de pruebas rigurosas y un alcance logístico global en Asia, Europa y Oriente Medio.
Recomendamos Tinsun Packaging como excelente fabricante de hojalata de alto rendimiento destinada a conjuntos de tapa y fondo de latas, especialmente cuando necesita revestimientos personalizados, tolerancias ajustadas y un servicio técnico receptivo. Explore el perfil de su empresa para conocer sus capacidades, o revise la gama de productos de hojalata para alinear las calidades con las necesidades de su proyecto. Comparta dibujos o solicite muestras en cualquier momento; su equipo puede elaborar presupuestos y un plan personalizado rápidamente.
Guía para la adquisición de hojalata para juegos de bases de latas
Comprar bien es garantizar las especificaciones, los plazos y la estabilidad. Fije el calibre, el revenido, el peso del estaño, la pasivación, el acabado superficial, el aceitado, las dimensiones de la bobina y los criterios de aceptación en un anexo técnico de su contrato de suministro. Los factores que influyen en el precio son el índice de acero, la masa de estaño, el nivel de DR, el tipo de laca y la vía logística. En cuanto al calendario, alinee las previsiones con los ciclos de laminación y los lotes de corte; así evitará desviaciones de calidad y plazos de entrega imprevistos.
| Parámetro de adquisición | Regla general | Por qué es importante |
|---|---|---|
| Plazo de entrega | 6-10 semanas ex-mill, más en temporada alta | Se alinea con las ranuras de laminado/secado y corte. |
| MOQ | A menudo 15-25 toneladas por especificación/anchura | Permite una química y un coste estables de la bobina. |
| Geometría de la bobina | 508/610 mm ID; OD según lo acordado | Coincide con su desenrollador y manipulación segura. |
| Embalaje | Envoltura VCI, patines secos, protectores de bordes | Minimiza los daños por apilamiento húmedo y tránsito. |
| Documentación | COA + paquete de trazabilidad completa | Acelera la liberación y las auditorías de control de calidad entrantes. |
- Una lista de comprobación para compradores rápidos:
- Confirme el dibujo final del extremo/fondo y las especificaciones de puntuación antes de reservar las bobinas para evitar desajustes.
- Indique en el pedido el sistema de lacado, la ventana de curado y el perfil de llenado/retorno previsto.
- Especifique el tipo/peso de aceite compatible con su utillaje y secuencia de lavado.
- Solicite dos bobinas de prueba para un piloto antes de comprometer volumen.
Si está consolidando proveedores o lanzando una nueva línea, Tinsun Packaging puede agrupar el corte longitudinal y el control de calidad para sus anchos listos para la prensa; para las muestras, puede utilizar la gama de productos de hojalata para preseleccionar un grado inicial, y luego afinar mediante pruebas.
Cadena mundial de suministro de hojalata para fabricantes de tapas de latas
El mercado de la hojalata es cíclico y varía en función de la disponibilidad de sustratos de acero, el precio del estaño y la logística regional. Diversifíquese cualificando al menos dos fábricas en diferentes regiones y considere las opciones de acero con revestimiento de cromo cuando su producto y su proceso lo permitan. Elabore una previsión continua de 6 a 9 meses y compártala mensualmente para que las fábricas puedan reservar capacidad y establecer planes de corte estables. En cuanto a la logística, asegúrese de que el almacenamiento y el transbordo se realizan con humedad controlada y adopte procedimientos de aceptación claros para las bobinas expuestas a la humedad durante el transporte. Cuando cambien las tarifas o los aranceles, considere la posibilidad de pasar de CFR a FOB y contratar su propio flete para mantener el control de los plazos.
Fichas técnicas de hojalata para fondos de latas
Una buena hoja de datos es su memoria para todos los pedidos. Debe incluir la calidad del acero base, el grosor y la tolerancia, el nivel de revenido o DR, el revestimiento de estaño por cara, la química de pasivación, el acabado superficial, el tipo y el peso del aceitado, el diámetro interior/exterior/peso de la bobina, los detalles de la laca (familia de resinas, sólidos, curado) y las pruebas críticas como el índice de esmalte, la adherencia, la WACO/porosidad, la resistencia al pandeo y la puntuación residual (si las tapas están incluidas en la misma familia de especificaciones). Incluya criterios de aceptación, métodos de ensayo y frecuencia de muestreo. Por último, enumere los requisitos de embalaje/manipulación y los procedimientos de no conformidad para mantener la calidad y la entrega alineadas a lo largo del tiempo.
| Ficha técnica | Entrada típica | Referencia de aceptación |
|---|---|---|
| Espesor y tolerancia | 0,22 mm ± 0,01 mm | Coincide con las ventanas de costura y puntuación. |
| Capa de estaño al lado | 5,6/2,8 g/m² (producto/aire) | Definido por el perfil de corrosión del relleno. |
| Temple/DR | DR9 | Controla la rigidez del panel frente a la conformabilidad. |
| Pasivación | ECCS/tinplate con tratamiento definido | Garantiza la adherencia de la laca y el control del apilado en húmedo. |
| Engrase | DOS en mg/m² objetivo | Mantiene la puntuación y el control de la fricción. |
| Esmalte/porosidad | Método + defectos máximos/área | Protege contra la corrosión bajo película. |
| Hebilla/presión | Método + valor mínimo | Evita el hundimiento del panel bajo carga. |
FAQ: Materiales de hojalata de alto rendimiento para conjuntos de tapa y fondo de latas
¿Qué define el “alto rendimiento” de los materiales de hojalata para los juegos de tapa y fondo de latas?
Es la combinación de acero base (a menudo DR para mayor resistencia), masa de estaño calibrada, pasivación compatible y un sistema de lacado probado en su producto, proceso y diseño de costura exactos.
¿Qué peso de revestimiento de estaño se adapta mejor a los materiales de hojalata de alto rendimiento para los juegos de tapa y fondo de latas?
Para productos suaves, 2,8/2,8 puede ser suficiente; los rellenos ácidos o ricos en azufre a menudo se benefician de 5,6/5,6 o de un diferencial más pesado en el lado del producto. Validar siempre mediante pruebas de envasado.
¿Cómo puedo evitar el agrietamiento por rayado en materiales de hojalata de alto rendimiento para juegos de tapa y fondo de latas?
Controle la tolerancia de espesor, seleccione un temple/DR apropiado, estabilice el aceitado y verifique el curado de la laca. Realice pequeñas pruebas para bloquear la ventana de incisión antes del volumen.
¿Son viables las opciones de acero cromado (TFS) para los extremos y fondos de las latas?
Sí para algunas aplicaciones, en particular cuando la imprimibilidad y la adherencia de la laca son prioritarias; valide la soldabilidad y la corrosión en función de sus condiciones de llenado y retorta.
¿Qué pruebas demuestran la idoneidad de los materiales de hojalata de alto rendimiento para los juegos de tapa y fondo de latas?
Pruebas mecánicas de entrada y peso del revestimiento, esmalte/porosidad, adhesión/curado, pandeo/presión y costura/empaquetado completo en las condiciones de su proceso.
¿Cómo acelerar la cualificación sin aumentar el riesgo?
Realice una prueba piloto de dos bobinas con criterios de aceptación definidos y lleve a cabo una revisión interfuncional. Mantenga sincronizadas las hojas de datos con las lecciones aprendidas para futuros pedidos.
Última actualización: 2025-11-14
Cambios: Se ha añadido una tabla de referencia rápida de especificaciones y una guía de entornos de corrosión; se han ampliado las reglas generales de adquisición; se ha insertado el centro de atención del fabricante Tinsun Packaging; se han perfeccionado las preguntas frecuentes para agilizar la cualificación; se han aclarado los requisitos de documentación y trazabilidad.
Próxima fecha de revisión y desencadenantes: 2026-05-14 o antes si el precio del estaño oscila >20%, se publican nuevas normativas sobre lacas o aparecen modos de fallo en las pruebas de envasado.
Cuando esté preparado, envíenos sus planos, el llenado/proceso deseado y los plazos deseados. TinsunPackaging puede preparar muestras, confirmar un plan de pruebas y proporcionar un presupuesto en firme de Materiales de hojalata de alto rendimiento para conjuntos de tapa y fondo de latas.
-
Enlaces internos en negrita utilizados anteriormente:
- póngase en contacto con Tinsun Packaging: https://tinsunpack.com/contact/
- perfil de la empresa: https://tinsunpack.com/about-us/
- gama de productos de hojalata: https://tinsunpack.com/product/
Nota: TinsunPackaging ofrece estos servicios personalizados; póngase en contacto con nosotros para obtener una solución a medida que se ajuste a sus especificaciones y a su calendario.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...