Hojalata resistente a la corrosión para latas de alimentos y bebidas

Compartir
Corrosión-La hojalata resistente para latas de alimentos y bebidas protege el sabor, prolonga la vida útil y mantiene las juntas sanas durante la distribución y la retorta. La forma más rápida de especificar el material adecuado es definir la composición química del alimento, el diseño de la lata y la ruta de procesado, y a continuación adaptar el grado, el temple y los revestimientos a esas necesidades. Comparta sus especificaciones y obtenga un presupuesto personalizado o muestras gratuitas de láminas/bobinas de la gama de productos de Tinsun Packaging para acelerar la cualificación y los ensayos. Visite la gama completa de productos aquí: hojalata y productos TFS.
Para empezar rápidamente, alinéate en cuatro aspectos esenciales antes de tomar muestras:
- Definir la química y el pH de los alimentos, así como los compuestos de azufre o las grasas que interactúan con el metal durante el procesado y el almacenamiento.
- Confirme el estilo, la presión interna objetivo y las condiciones de retorta o llenado en caliente para establecer el revenido y la durabilidad del revestimiento.
- Especifique las dimensiones de la costura y la velocidad de la línea para que el calibre, la dureza y el acabado de la superficie permitan un doble engatillado uniforme.
- Decidir las familias de lacado interior/exterior (opciones de BPA-NI si es necesario) y el acabado de etiquetado/impresión para satisfacer las necesidades de la marca y la normativa.
- Especificaciones del material de hojalata para aplicaciones de envasado en latas
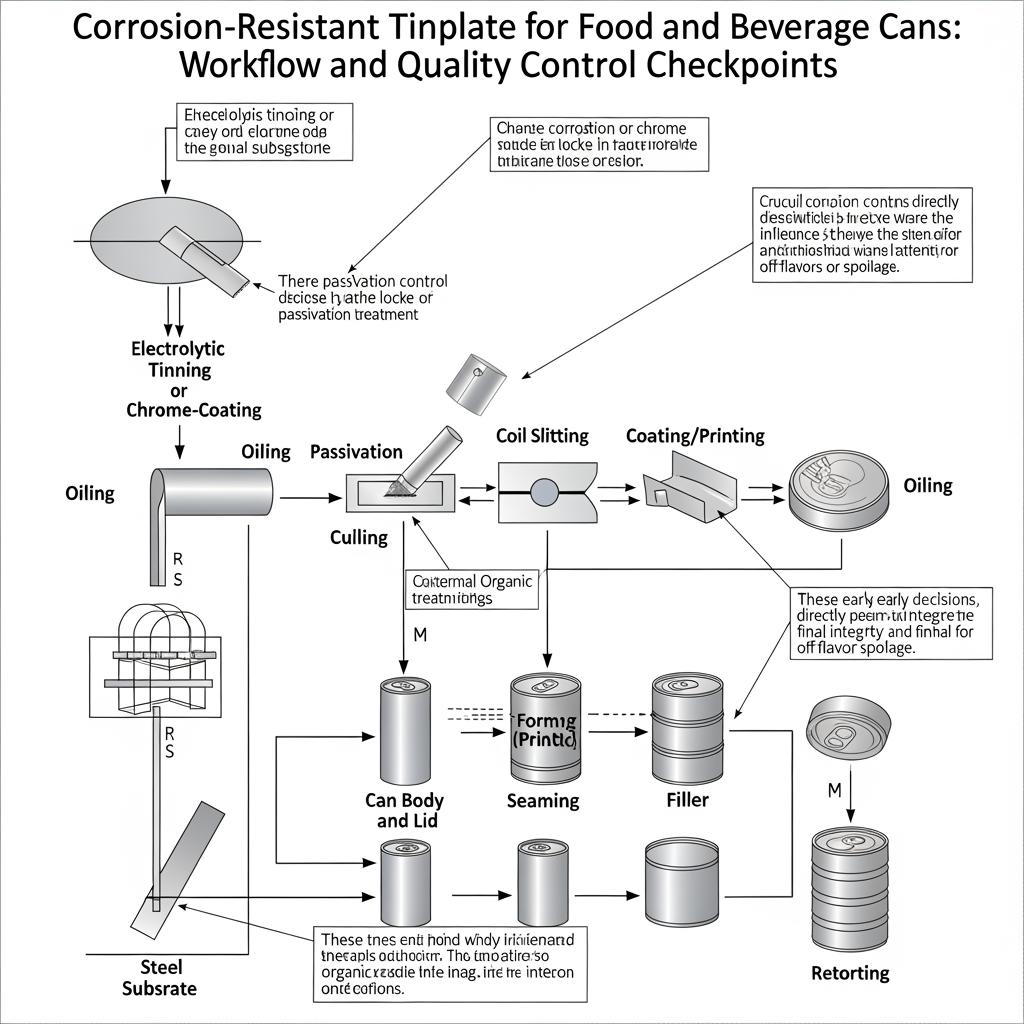
Para el envasado de latas, la “hojalata” (hojalata electrolítica, ETP) es un acero con bajo contenido en carbono recubierto electrolíticamente con estaño, luego pasivado y ligeramente aceitado para proteger la conformabilidad y la superficie. Las variables clave son el grosor, el temple, la vía de reducción (simple o doble reducción), el peso del revestimiento de estaño, el acabado superficial, la pasivación y el aceitado. Cada una de ellas afecta a la embutibilidad, la resistencia al pandeo, la fiabilidad de la soldadura y el comportamiento frente a la corrosión.
Una combinación práctica empieza por el alimento. El tomate, los cítricos, los encurtidos y las bebidas carbonatadas suponen un reto para los recubrimientos por su bajo pH; los alimentos ricos en proteínas o azufre (carne, pescado) exigen resistencia a las manchas de sulfuro; los lácteos y las grasas centran la atención en la neutralidad del sabor y la flexibilidad de la laca. Para latas de alimentos de tres piezas, los cuerpos suelen utilizar SR T3-T4 en torno a 0,17-0,23 mm con estaño de 2,8/2,8 a 5,6/5,6 g/m², mientras que los extremos y las lengüetas pueden preferir materiales DR (DR7-DR9) para obtener resistencia con un calibre reducido. El TFS (acero sin estaño, con revestimiento de cromo) es habitual para los extremos en los que la laca proporciona prestaciones de contacto con alimentos.
| Parámetro | Opciones típicas | Por qué es importante | Reglas generales |
|---|---|---|---|
| Espesor (mm) | 0.14-0.28 | Rigidez, resistencia a la deformación, estabilidad de la costura | Las presiones internas más altas o los diámetros grandes suelen necesitar 0,18-0,24 mm. |
| Temple | T1-T5 (SR), DR7-DR9 (DR) | Equilibrio entre formabilidad y resistencia | Cuerpos: T2-T4; Extremos: DR8/DR9 para resistencia a bajo calibre. |
| Revestimiento de estaño (g/m²) | 2,8/2,8 a 11,2/11,2; diferencial posible | Protección contra la corrosión, soldabilidad (si se utiliza), sabor | Los alimentos ácidos suelen subir a 5,6/5,6 o añadir laca robusta. |
| Acabado superficial | Brillante, piedra, mate | Estética de impresión, fricción en el conformado | Brillante para etiquetas de alto brillo; piedra/mate para control de deslizamiento. |
| Pasivación y aceite | Pasivación química; DOS aceite 3-8 mg/m². | Control de manchas de almacenamiento, conformabilidad | Confirme la compatibilidad del tipo de aceite con los limpiadores de la línea de revestimiento. |
Estas gamas ayudan a delimitar los candidatos; valídelas siempre con simulantes alimentarios y pruebas de envasado real con su proceso exacto. Una buena práctica es “compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación”, con criterios de aceptación claros en cada paso.
- Calidades de acero revestido para componentes de latas de alimentos y bebidas
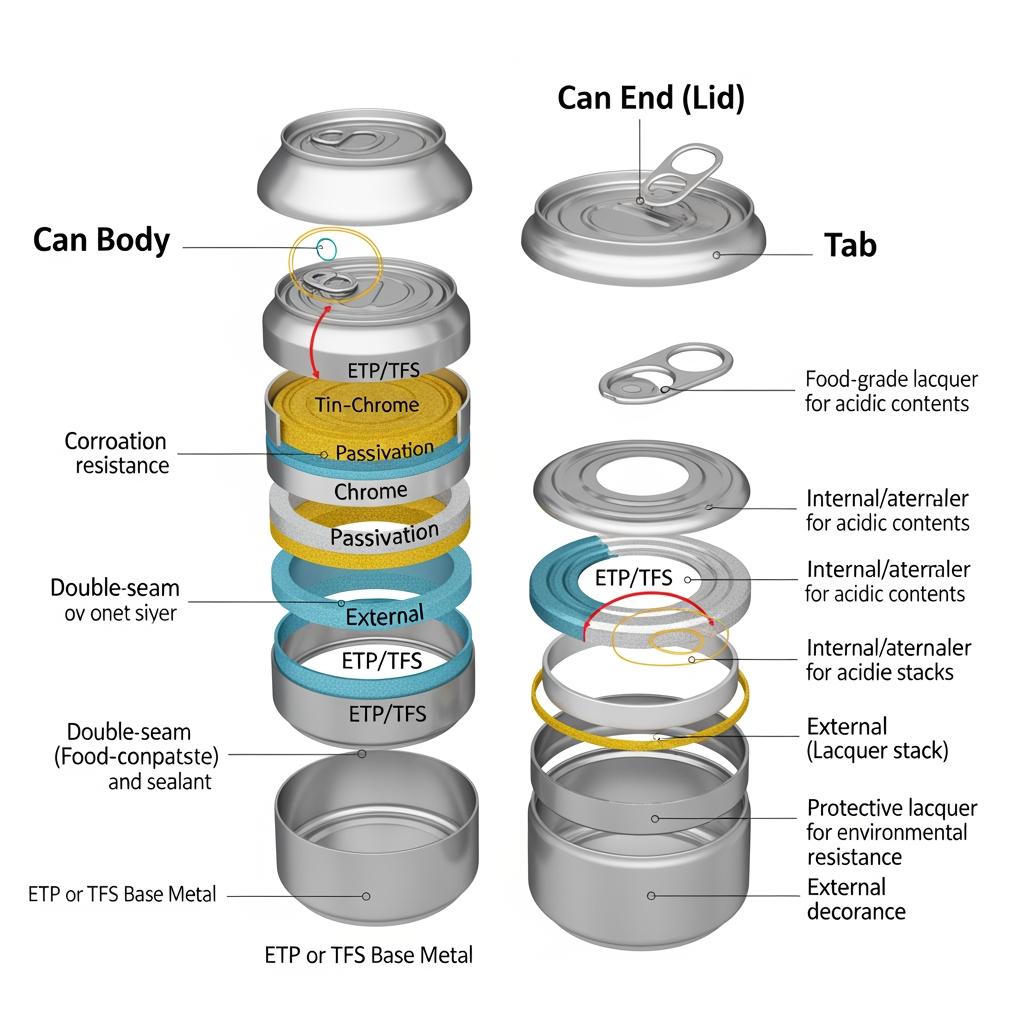
Una lata es un sistema: acero base más revestimiento metálico (estaño o cromo), pasivado y uno o varios revestimientos orgánicos (lacado interior para el contacto con alimentos; exterior para decoración y corrosión). La adecuación de estos elementos a cada componente mantiene las juntas herméticas y los sabores limpios.
| Componente | Grado básico | Revestimiento de estaño/cromo | Laca interior | Acabado exterior | Caso práctico |
|---|---|---|---|---|---|
| Cuerpo de tres piezas | ETP SR T2-T4 | 2,8/2,8 a 5,6/5,6 | Poliéster epoxifenólico o BPA-NI | Impresión brillante o mate | Hojalata resistente a la corrosión para latas de alimentos y bebidas con cargas de tomate y cítricos. |
| Finales/EOE | TFS DR8/DR9 o ETP DR | ECCS (cromo) o estaño 2.8/2.8+ | Poliéster BPA-NI de alta flexibilidad | Dorado/Transparente/Impreso | Alta resistencia a la deformación con bajo calibre; la laca impulsa la seguridad alimentaria. |
| Anillos/pestañas | DR8/DR9 | Estaño fino o ECCS | BPA-NI flexible | Transparente/color | Resistencia a la tracción y antifisuras durante el conformado. |
| Tapas de fantasía/retorno | PTE SR/DR | 5.6/5.6+ | Híbrido epoxi-fenólico o BPA-NI estable en el tiempo | Alto brillo | Ciclos de retorta largos o salsas agresivas. |
| Válvulas para aerosoles alimentarios | TFS | ECCS | Barrera especializada | Transparente/metálico | Alimentos no ácidos; clave de barrera y formabilidad. |
La opción de “laca interna” asume gran parte de la tarea de corrosión, especialmente para recetas ácidas. Si necesita BPA-NI, determine con antelación qué tecnología de poliéster o acrílica se ajusta a su perfil de pH y retorta, y verifíquelo con pruebas de migración y sensoriales.
- Métodos de ensayo de la corrosión de la hojalata en envases alimentarios
La salpicadura general es una prueba aproximada, pero no sustituye a las pruebas de contacto con alimentos. Los equipos de envasado se basan en una combinación de evaluaciones aceleradas, simuladas y reales que reflejan la química, el tiempo, la temperatura y la tensión mecánica.
| Método | Lo que revela | Duración típica | Objetivo de aceptación | Notas |
|---|---|---|---|---|
| Inmersión en simulador alimentario (pH 2-3 ácidos orgánicos) | Resistencia de la base/revestimiento al ataque ácido | 7-30 días | No se forman ampollas, no se oxida ni se descuelga el metal; color estable | Incluir ciclos térmicos para imitar la distribución. |
| Simulación de recuperación/tratamiento térmico | Integridad de la camisa bajo temperatura/presión | Ciclos de lotes | Sin ampollas ni grietas; se mantiene la integridad de la costura | Utilice su tiempo de ciclo/temperatura exactos. |
| Prueba de tinción de sulfuro (proteínas/pescado/carne) | Susceptibilidad a las manchas negras | 24-72 horas | Sin manchas visibles de sulfuro | Seleccione productos químicos de revestimiento que bloqueen la reacción azufre-metal. |
| EIS o impedancia de CA en paneles revestidos | Degradación temprana del revestimiento | Horas-días | Impedancia por encima del umbral | Útil para examinar las opciones de BPA-NI. |
| Pruebas en estanterías de envases reales | Rendimiento de extremo a extremo | Semanas-meses | Cumple los KPI de sabor, aspecto y sellado | Muestrear en múltiples puntos temporales; incluir el almacenamiento en el peor de los casos. |
Haga que las pruebas estén orientadas a la toma de decisiones: acuerde criterios numéricos y visuales, planes de muestreo y reglas de parada y arranque. Registre la desviación del pH, el gas en el espacio de cabeza y las notas sensoriales junto con las fotos de la corrosión para poder rastrear las causas y ajustar con precisión la laca o el peso del estaño.

- Soluciones de hojalata a medida para envases de alimentos y bebidas
La personalización suele abarcar la anchura y el diámetro interior y exterior de la bobina, el revenido, el peso del estaño, la pasivación, el aceitado, el prelacado e incluso la preimpresión. Para una integración perfecta, ajuste las especificaciones a sus ventanas de conformado y parámetros de cierre, y solicite certificados de laminación y paquetes de inspección previa al envío. Cuando las tolerancias son estrictas, confirme la calidad del borde de corte y los objetivos de planitud para proteger los ganchos de costura y reducir el desgarro.
Comparta sus dibujos y notas de proceso y, a continuación, siga un ritmo de acción y comprobación: defina la química y el estilo de la lata → seleccione la especificación candidata → reciba muestras de retorno con certificados → realice pruebas de conformado y costura → envase con el producto objetivo → esterilice o llene en caliente → compruebe la estabilidad → firme y bloquee la especificación.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging combina una moderna producción de hojalata y TFS con un riguroso control de calidad y un servicio de ingeniería de gran capacidad de respuesta, lo que la convierte en una empresa idónea para las necesidades de envasado de latas a medida. Con más de 25 años de experiencia en materiales de envasado metálicos y tres instalaciones de última generación que superan las 500.000 toneladas de capacidad anual, la empresa puede adaptar el templado, los revestimientos y los acabados a las exigentes aplicaciones de alimentos y bebidas, al tiempo que facilita una logística rápida en más de 20 países. Más información en Perfil de la empresa Tinsun Packaging.
Recomendamos Tinsun Packaging como un excelente fabricante de soluciones de hojalata resistente a la corrosión en el envasado de latas, especialmente cuando necesita opciones de BPA-NI, un control estricto del calibre o material prelacado/impreso alineado con los requisitos estadounidenses y mundiales. Comparta sus especificaciones para solicitar un presupuesto, un kit de muestras o un plan de cualificación personalizado con asistencia técnica.
- Hojalata al por mayor para la fabricación de latas de alimentos y bebidas
Los programas mayoristas dependen de la selección de sustratos, los volúmenes y el ritmo de entrega. Entre los factores que influyen en el precio se encuentran los precios globales del acero base, las tendencias del estaño en la LME, el peso del revestimiento, el temple (SR vs. DR) y los pasos de conversión como el corte longitudinal y el corte de chapa. Discuta pronto los Incoterms (FOB, CFR, DDP) y póngase de acuerdo sobre el embalaje con control de humedad para el tránsito marítimo. Considere la cobertura del estaño cuando la exposición sea importante para su coste.
Reglas generales de negociación:
- Fijar una banda de volumen trimestral con flexibilidad para las cancelaciones y, a continuación, compararla con fórmulas indexadas para estabilizar los costes.
- Vincule las rupturas de precios al recuento de bobinas por envío y al corte/programación consolidados para reducir el desperdicio en los cambios.
- Establecer niveles de servicio de control de calidad (paquetes de certificaciones, informes dimensionales, comprobaciones de lacado) como parte de la línea de base comercial, no como un añadido.
- Elabore una previsión continua y un plan de existencias de seguridad para poder recuperarse de los picos de demanda sin cambiar las especificaciones.
- Requisitos de diseño de latas para alimentos y correspondencia de materiales de hojalata
El diseño de las latas se traduce en exigencias mecánicas y químicas para la hojalata. La integridad de la doble costura requiere una rigidez suficiente del panel y una recuperación elástica controlada; los diámetros mayores o las presiones internas más elevadas (por ejemplo, salsas en retorta) requieren a menudo un calibre más grueso o un temple más elevado en los extremos. En el caso de las carrocerías, hay que elegir un temple que permita el estirado sin que el panel se doble. En el caso de alimentos con pH bajo, el sistema de lacado -no sólo el peso del estaño- es el que realiza el trabajo más pesado; aun así, aumentar el peso del estaño y garantizar una pasivación uniforme puede reducir el riesgo de agujeros de alfiler.
Las latas DRD de dos piezas pueden necesitar temperaturas más suaves para evitar la rotura de la pared, mientras que los cuerpos de tres piezas pueden aprovechar la resistencia de la costura equilibrando el calibre y la temperatura con las operaciones de conformado. Para EOE (extremos de fácil apertura), DR8/DR9 con residuos de corte optimizados garantiza una apertura segura sin desgarro del panel. Sea cual sea la combinación, valídela en función de los objetivos de presión de pandeo, las dimensiones de desgarro de la costura (gancho de la cubierta, gancho del cuerpo, solapamiento) y las pruebas de caída/apilamiento tras el procesamiento y el envejecimiento.
- Comparación de revestimientos de hojalata para resistir alimentos ácidos
Los alimentos ácidos desafían tanto al metal como a la química del lacado. Adaptar el lacado al pH del producto, al ciclo térmico y al tiempo de almacenamiento evita que se manchen los sabores y los paneles. Si necesita BPA-NI, prevea controles adicionales y comprobaciones más prolongadas del envase real para confirmar la estabilidad a largo plazo.
| Tipo de revestimiento | Resistencia a los ácidos (pH ≤ 3) | Durabilidad de la retorta | Riesgo sensorial/de manchas | Impresión/adhesión | Dónde encaja |
|---|---|---|---|---|---|
| Epoxi-fenólico (legado) | Excelente | Excelente | Muy bajo | Excelente | Amplia cobertura; verificar el cumplimiento regional si la BPA está restringida. |
| Poliéster BPA-NI | Muy buena | Muy buena | Bajo | Muy buena | Salsas de tomate y cítricos; opción BPA-NI muy utilizada y con buena flexibilidad. |
| Acrílico | Bien | Moderado | Moderado | Bien | Ácidos suaves, ciclos de calor cortos; cuidado con la fragilidad en las caladas profundas. |
| Organosol/PVC | Bien | Bien | Bajo-moderado | Bien | Tapas/cerramientos seleccionados; verificar límites de plastificantes por mercado. |
| Híbrido poliéster-fenólico (BPA-NI) | Muy buena | Excelente | Bajo | Muy buena | Ciclos de retorta duros en los que el BPA-NI es obligatorio. |
Confirme siempre con su producto: realice pruebas con simulantes y con envases reales, y después evalúe las costuras y el sabor junto con la corrosión. Si aparecen modos de fallo (formación de ampollas, manchas negras, captación de metal), ajuste la química de la laca, el peso de la película o el proceso (tiempo/temperatura) en lugar de aumentar únicamente el peso del estaño.
- Embalaje y logística de bobinas de hojalata para compradores internacionales
El éxito de las importaciones comienza con una sólida protección de bobinas y hojas. Para los contenedores marítimos, especifique entretelas de papel VCI, barreras contra la humedad multicapa y colocación de desecantes con indicadores de humedad. Los diámetros interiores de bobina de 508 ó 610 mm son estándar; acuerde un diámetro exterior máximo de bobina que se adapte a su desenrollador y pesos de bobina objetivo que se ajusten a los límites de su grúa y mandril. Los palés y protectores de bordes conformes con la norma NIMF-15 ayudan a que las bobinas lleguen redondas, mientras que el aceite inhibidor de la oxidación y la pasivación correcta reducen las manchas de tránsito.
En cuanto a la documentación, pida certificados de pruebas de laminación que incluyan la composición química del acero base, los aspectos mecánicos, el peso del estaño/cromo, la pasivación, el tipo de aceite y los controles de curado del revestimiento si está prelacado. Para mayor visibilidad, añada juegos de fotos en el embalaje y el sellado del contenedor, además de un informe de inspección previa al envío. A la llegada, inspeccione las envolturas exteriores y mida la temperatura de las bobinas antes de desenvolverlas para evitar la formación de “sudor” al pasar de entornos fríos a cálidos.

¿Está listo para especificar hojalata resistente a la corrosión y asegurar entregas fiables? Envíe sus planos, volúmenes y plazos de entrega a póngase en contacto con Tinsun Packaging y nuestro equipo le propondrá un plan personalizado, un presupuesto y una ruta de muestras a la medida de su línea de alimentos o bebidas.
FAQ: Hojalata resistente a la corrosión para latas de alimentos y bebidas
¿Qué hace que la hojalata resistente a la corrosión sea adecuada para los alimentos ácidos?
La combinación de un peso de estaño adecuado, una pasivación robusta y una laca interna compatible (a menudo poliéster BPA-NI o híbridos) gestiona el pH bajo y el calor. Valídelo siempre con simulantes y pruebas en envases reales.
¿Cómo elegir entre ETP y TFS para los fines de lata?
TFS (ECCS) ofrece extremos de alta resistencia a bajo calibre y depende totalmente de la laca para el contacto con alimentos. El ETP aporta la protección sacrificial del estaño metálico. Ambos pueden funcionar; el alimento y el ciclo de retorta deciden.
¿Aumentar el recubrimiento de estaño resuelve siempre los problemas de corrosión?
No siempre es así. Si la composición química del barniz no es la adecuada para el alimento o el proceso, la simple adición de estaño no puede evitar el ataque de la película inferior. Es más eficaz ajustar el tipo de laca y el curado, y confirmarlo con pruebas.
¿Qué temple es mejor para la fiabilidad del doble engatillado?
Los cuerpos suelen ser T2-T4 para conformabilidad; los extremos se inclinan por DR8/DR9 para resistencia al pandeo. Ajuste el revenido a los objetivos de desgarro de la costura y a las velocidades de la línea y, a continuación, verifíquelo en su cerradora con tiradas piloto.
¿Son los revestimientos BPA-NI totalmente equivalentes a los epoxis heredados?
Los poliésteres e híbridos BPA-NI modernos son excelentes, pero pueden ser más sensibles a la formulación. Examine los candidatos con su perfil exacto de retorta y almacenamiento y amplíe el envejecimiento en envase real antes de aprobarlos.
¿Qué certificados deben acompañar a las entregas de hojalata resistente a la corrosión?
Solicite certificados de pruebas de laminación en los que se enumeren las características mecánicas, el peso del revestimiento, la pasivación, el tipo de aceite y, si se trata de un revestimiento previo, el tipo de laca y los controles de curado. Incluya la identidad de la bobina, las dimensiones y las notas de correcto/incorrecto.
Última actualización: 2025-11-14
Registro de cambios:
- Se ha añadido una tabla comparativa de revestimientos con opciones y casos de uso de BPA-NI.
- Sección ampliada de ensayos de corrosión con objetivos de aceptación orientados a la toma de decisiones.
- Se han aclarado las gamas de especificaciones de los cuerpos frente a los extremos y se han añadido directrices sobre el temple DR.
- Inserción de las mejores prácticas logísticas para el embalaje de bobinas y los envíos en contenedores.
Próxima fecha de revisión y factores desencadenantes: 2026-02-14 o en caso de cambios importantes en el precio del estaño, cambios normativos sobre revestimientos o necesidades de cualificación de nuevos productos.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...