Hojalata de alto rendimiento para protección de casquillos de pilas alcalinas

Compartir
La hojalata de alto rendimiento para la protección de manguitos de pilas alcalinas es una especificación especializada de acero recubierto de estaño electrolítico diseñado para resistir la química alcalina, las tensiones de conformado y las exigencias de una larga vida útil. La forma más rápida de reducir el riesgo de su próximo programa de manguitos para pilas es alinear la masa del revestimiento, el temple del acero base y la pasivación con su electrolito y factor de forma desde el primer día. Si ya dispone de planos, compártalos y solicite una pequeña bobina piloto: Tinsun Packaging puede cortar, aceitar y templar una hojalata personalizada con la geometría exacta de su manguito. Para ver las opciones con las que puede empezar hoy mismo, consulte la gama de hojalatas para baterías y solicite muestras a través de nuestra página web gama de productos de hojalata para pilas página.
Especificaciones del revestimiento de estaño para materiales de acero para baterías
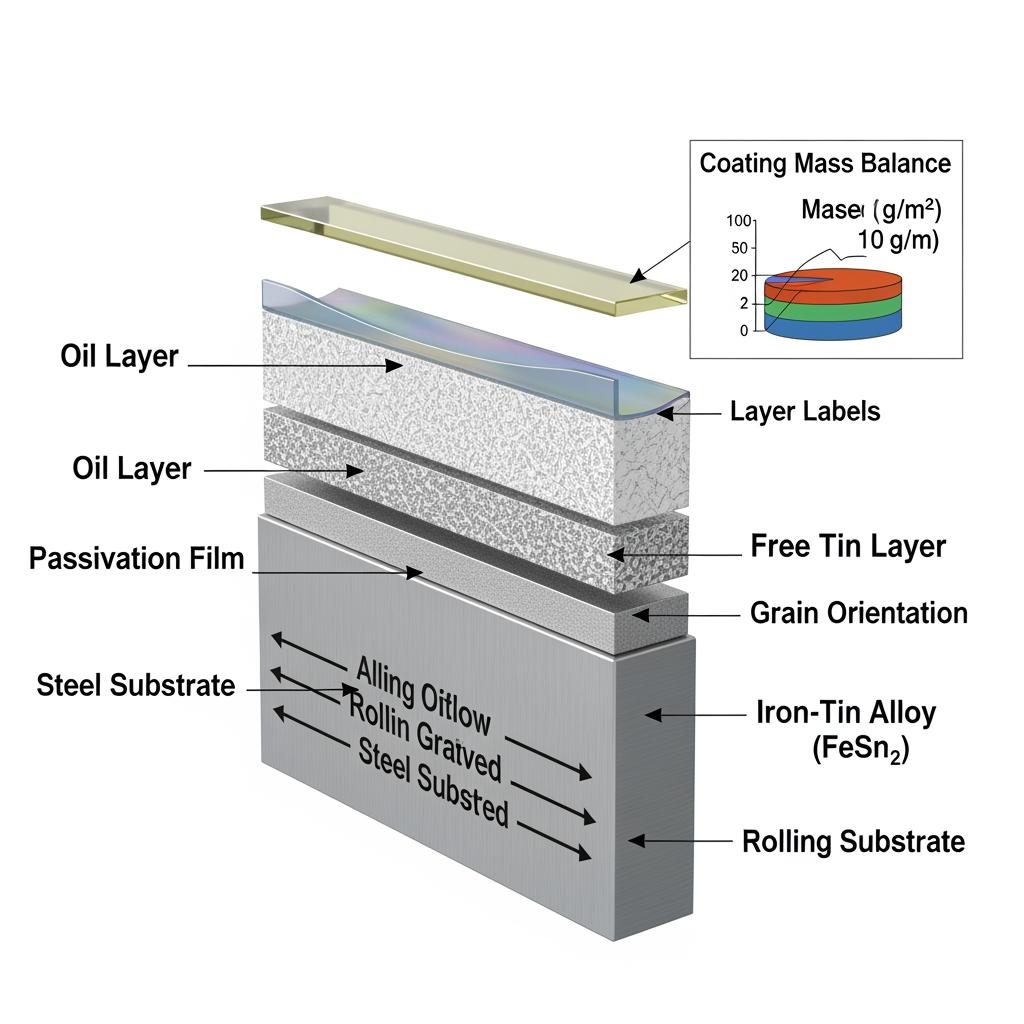
Para manguitos que deben resistir la embutición profunda, la costura enrollada y el rizado sin descascarillarse ni presentar bordes. corrosión, Tres palancas controlan el rendimiento: el grado y el temple del acero base, la masa y el equilibrio del revestimiento de estaño (diferencial o igual) y el postratamiento (pasivado y aceite). En las pilas alcalinas, un revestimiento de estaño de ligero a medio con un crecimiento constante de la capa de aleación suele ofrecer la mejor combinación de soldabilidad, imprimibilidad y protección sacrificial. La mayoría de los manguitos AA/AAA prefieren temperaturas moderadas para la conformabilidad, mientras que los manguitos C/D más grandes pueden subir un escalón para la resistencia al aro. En caso de duda, realice un cupón de conformado y una prueba de inmersión en su propio electrolito para confirmar la ventana.
| Parámetro | Opciones típicas para fundas de pilas | Por qué es importante |
|---|---|---|
| Acero base y temple | Bajo en carbono, solo reducido; trabajar con temperamentos en el rango medio para AA/AAA, más alto para C/D | Equilibra la resistencia del aro con el alargamiento para que los manguitos se formen sin roturas ni elasticidad. |
| Masa de estañado (ambos lados) | De ligero a medio (por ejemplo, de ~2,8/2,8 a ~5,6/5,6 g/m²) según el tamaño y el electrolito | Más estaño mejora el comportamiento sacrificial, pero demasiado puede aumentar el coste y afectar a la humectación de la laca. |
| Equilibrio del revestimiento | Igual o ligeramente diferencial (sesgado hacia dentro) | El estaño con sesgo interior ayuda cuando el contacto con el electrolito es más agresivo. |
| Acabado superficial | Brillante o piedra | Influye en la calidad de impresión, la adherencia de la laca y la conductividad de la costura durante la soldadura. |
| Pasivación | Sistemas trivalentes modernos adaptados a RoHS/REACH | Estabiliza el estaño libre frente a la oxidación y mejora la resistencia al rayado. |
| Aceite/lubricante | DOS o aceite formador compatible, aplicación controlada en el molino | Reduce el gripado en el estirado/planchado y ayuda a la manipulación de la bobina. |
| Nota de aplicación | Especificaciones ajustadas de la hojalata de alto rendimiento para la protección de los casquillos de las pilas alcalinas AA/AAA | Mantiene alto el rendimiento de conformado, conservando la resistencia a la corrosión en servicio. |
Los valores seleccionados deben confirmarse siempre mediante formación piloto y exposición a electrolitos. La tabla ofrece un marco de decisión; las cifras exactas deben ser validadas por sus pruebas internas y los certificados del proveedor.
Resistencia a la corrosión de la hojalata en aplicaciones de manguitos de baterías
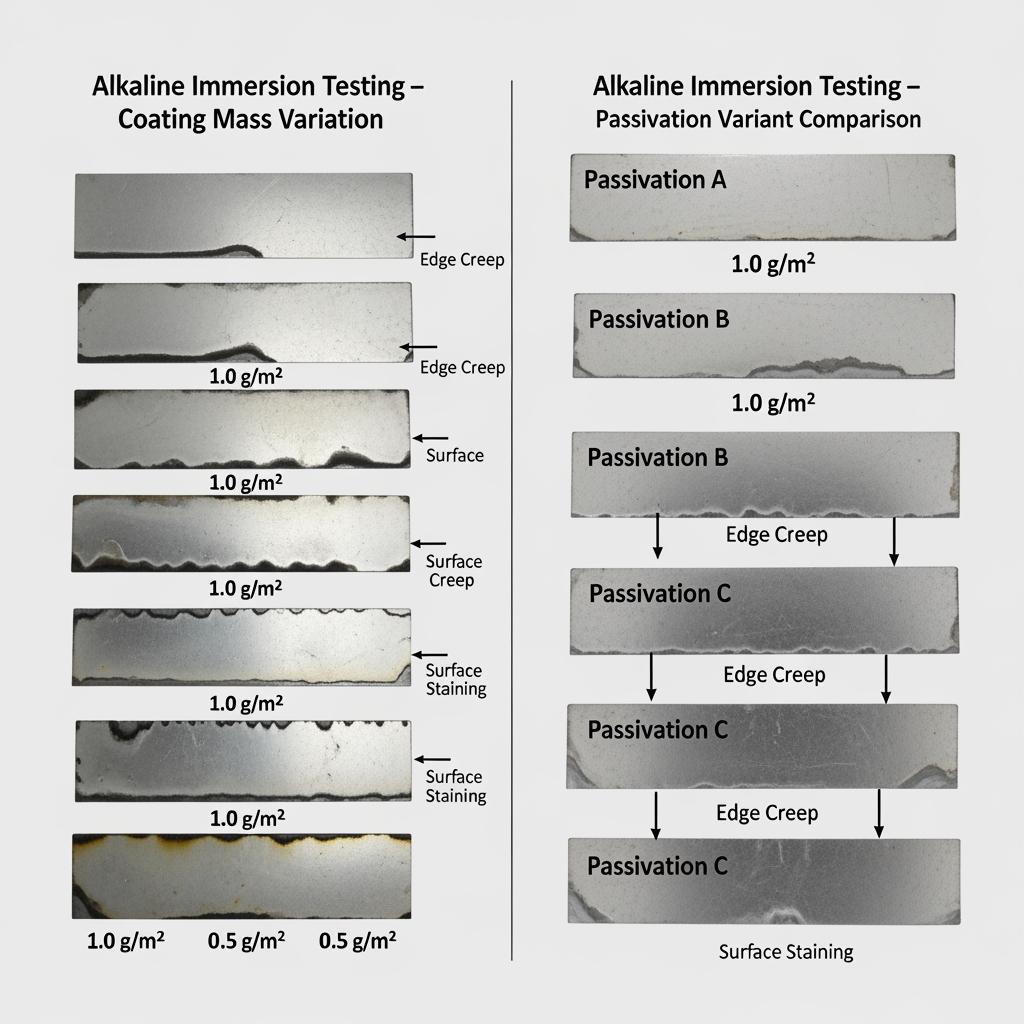
Las pilas alcalinas funcionan cerca del pH 13-14 con electrolitos KOH o NaOH. En este entorno, el estaño proporciona una protección de sacrificio, mientras que la capa de aleación limita la fluencia de la película inferior. El objetivo es ralentizar el ataque inicial, prevenir la oxidación de los bordes y evitar la decoloración bajo etiquetas impresas o lacas. Hay tres comprobaciones prácticas que ayudan: la inmersión en el electrolito (a temperatura ambiente y elevada), la medición de la fluencia de los bordes en muestras cizalladas y la adherencia de la laca tras ciclos de humedad. Si observa ennegrecimiento o fluencia bajo la película, ajuste la pasivación y la masa de revestimiento interior antes de pasar a lacas más pesadas.
| Electrolito o exposición | Nivel de riesgo previsto | Mitigación en hojalata | Nota en la solicitud |
|---|---|---|---|
| Salpicadura/condensado de electrolito KOH | Media a alta cerca de los bordes | Aumentar el equilibrio de estaño interior, mejorar la pasivación, considerar el lacado de bordes | Concéntrese en el sellado de los bordes del corte y en la eliminación uniforme del aceite antes del revestimiento. |
| Electrolito de NaOH | Medio | Mitigación similar; verificar la compatibilidad química de la laca | El NaOH puede teñir de forma diferente; compruebe los criterios visuales con el GC. |
| Almacenamiento de sal/humedad (no electrolítico) | Baja a media si el envase atrapa la humedad | Utilizar inhibidores de la fase de vapor en el envasado; mantener la integridad de la envoltura de las bobinas. | Los controles de almacenamiento pueden evitar que el óxido del transporte parezca un ataque en servicio. |
| Contacto mixto (fijaciones/distanciadores) | Variable | Evite contactos galvánicamente disímiles; utilice aisladores. | Evita las marcas de corrosión localizada tras los retrasos en el conformado. |
Realice estas pruebas con su pila real de laca y adhesivo; la energía superficial de la hojalata tras la pasivación y la eliminación del aceite cambia significativamente la humectación de la laca y, finalmente, el rendimiento frente a la corrosión.
Resistencia a la explosión de la hojalata electrolítica utilizada en baterías
En sentido estricto, los manguitos no “explotan”, sino que el aumento de presión debido a la gasificación puede poner en peligro la resistencia del aro y la integridad de la costura. El margen de seguridad depende del temple (límite elástico), el espesor, el diámetro del manguito y el diseño de la soldadura o de la costura de cierre. En la práctica, se necesita un margen de resistencia suficiente para que los manguitos toleren la presión transitoria sin un crecimiento permanente que desalinee la etiqueta o comprometa el ajuste del terminal.
Un sólido plan de validación combina pruebas de conformado con presurización controlada y pelado de costuras. Integre el aplastamiento de anillos o los dispositivos de estilo estallido con el modelo de gaseado máximo creíble de su batería y, a continuación, añada un punto de apoyo de seguridad mediante la validación a temperatura elevada. Si las costuras muestran microfisuras, suba un revenido o ajuste los radios de conformado y la lubricación.
| Factor mecánico | Ventana de objetivos prácticos (cualitativos) | Prueba típica | Clave de diseño |
|---|---|---|---|
| Resistencia al aro/rendimiento en función del diámetro | Media para AA/AAA; media-alta para C/D | Prueba de rotura o anillo a temperatura | Si se produce un crecimiento permanente, cambie a un temple superior o a un calibre más grueso. |
| Alargamiento por conformación | Suficiente para evitar divisiones en los bordes | Sorteo de la Copa y vuelta atrás | Si aparecen grietas de lanceta, aligere la relación de extracción o ajuste el aceite. |
| Integridad de las costuras | Pasar pelado y aplastado sin microfisuras | Pelado de costuras, microsección | Si aparece blanqueamiento de la costura, ajuste la energía de soldadura o el equilibrio del revestimiento. |
| Dureza de la superficie frente a la etiqueta | Suficientemente duro para resistir abolladuras pero imprimible | Dureza del lápiz, resistencia a las manchas | Si se producen rozaduras bajo los cinturones, cambie el acabado o la capa de acabado. |
El objetivo no es la “resistencia a la explosión” absoluta, sino un comportamiento de deformación predecible que proteja la célula y mantenga la estética en el peor de los casos.
Cumplimiento de las normas RoHS y REACH para materiales de baterías recubiertos de estaño
La conformidad no es negociable para la distribución mundial. Los sistemas de pasivado modernos utilizan cromo trivalente, evitando las especies hexavalentes restringidas por la RoHS. Su diligencia debida debe combinar las certificaciones de las fábricas con sus propias declaraciones de materiales, especialmente si se trata de lacas o adhesivos.
- Solicite una declaración de conformidad RoHS y REACH actualizada, además de un certificado de análisis que indique el tipo de pasivado y confirme la ausencia de Cr(VI) en el postratamiento. Asegúrese de que los documentos corresponden a los ID de sus bobinas.
- Confirme que todos los revestimientos orgánicos (imprimaciones, lacas, tintas, adhesivos) también proporcionan información sobre las SEP de REACH, ya que estas capas, y no la hojalata, suelen dar lugar a sorpresas de cumplimiento.
- Auditar el tipo de aceite y los residuos; los aceites de formación deben ser conformes y eliminarse sin dejar extractables que comprometan la adhesión de la etiqueta o las pruebas de migración.
- Archivar todas las cartas de proveedores con control de revisión y fechas de caducidad, y revalidarlas tras cualquier aviso de cambio de proceso del proveedor para mantener el acceso al mercado.
Si su mercado tiene normas adicionales (por ejemplo, límites de propuesta en determinadas regiones), alinee los métodos de prueba y el etiquetado con antelación para evitar reprocesamientos en el momento del envasado.
Guía internacional para la adquisición de materiales de hojalata para baterías
La compra de hojalata para baterías es un acto de equilibrio entre la claridad de las especificaciones, la capacidad de producción, la logística y el papeleo de control de calidad. Empiece con una especificación de una página: acero base y temple, espesor y tolerancia, masa y equilibrio del revestimiento, acabado, pasivado, aceite, identificación de la bobina y embalaje. Añada sus criterios de conformado, inmersión y cosméticos para que el laminador pueda alinear las ventanas de proceso antes de programar la producción.
| Artículo | Regla general | Qué preguntar a su fábrica |
|---|---|---|
| MOQ y estrategia de lotes | Reserve lotes de prueba y producción realistas para mantener la coherencia | Dividir la bobina de prueba más el bloque siguiente; mantener dentro de una misma familia metalúrgica. |
| Plazo de entrega | Asegure una ventana que cubra los ensayos y los topes PPAP | Obtenga un calendario con las fechas de fusión, estañado y envío; confirme las semanas intermedias. |
| Tamaños de bobina y hendidura | Adaptación a la anchura de la prensa y al utillaje para reducir los desechos | Especifique el diámetro exterior/exterior, el peralte y la calidad del canto; confirme la dirección de la rebaba cortada. |
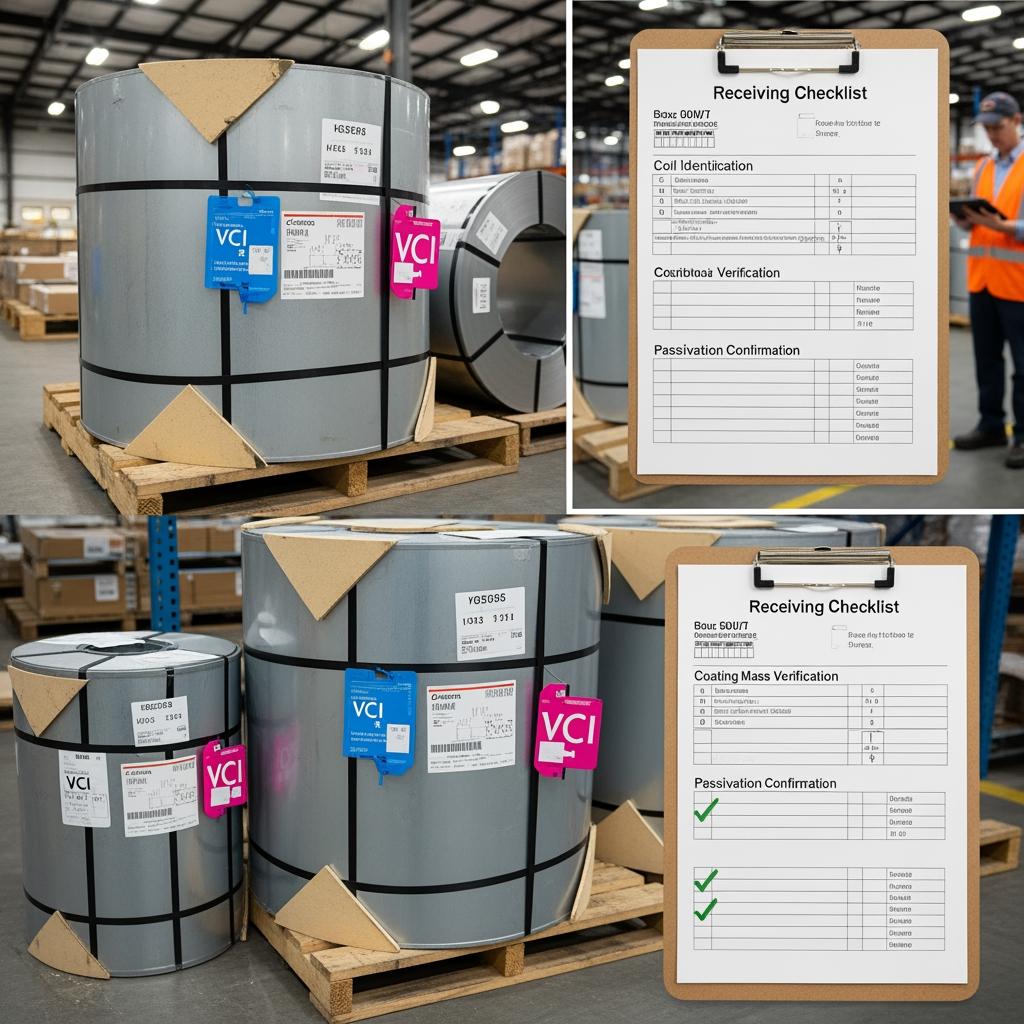
| Incoterms y embalaje | Seleccione las condiciones que se ajusten a su propensión al riesgo | Pregunte por la barrera contra la humedad, el VCI y la protección de las esquinas; defina la garantía contra el óxido. |
| Documentos de control de calidad | Exigir certificados de calor/bobina y mapas de masa de revestimiento | Solicitar plan de muestreo y protocolo de repetición de pruebas si algún punto se acerca a los límites. |
Una petición de oferta concisa que incluya planos y métodos de prueba produce presupuestos más claros y menos iteraciones. También permite realizar comparaciones entre proveedores.
- Escollos típicos y soluciones: Citar masas de revestimiento diferentes según el proveedor; corregirlo normalizando los objetivos y los métodos de ensayo. Omitir las indicaciones sobre pasivación; corregirlo nombrando los sistemas trivalentes aceptables. Ignorar el embalaje de la bobina; corregirlo especificando VCI, desecante y envoltura. Subestimar los topes logísticos; solucionarlo comprometiéndose a un plazo de entrega de seguridad durante las vacaciones.
Suministro al por mayor de acero estañado para aplicaciones de baterías
Los programas mayoristas deben hacer hincapié en la coherencia entre los lotes, la claridad de las transacciones y una asistencia técnica ágil. Fijar parámetros básicos -temperatura, masa de revestimiento, pasivación- y repetirlos en todas las fábricas en las que se requiera doble abastecimiento. Acuerde un plazo de respuesta en caso de no conformidad y mantenga un cuadro de mandos de PPV y PPM de 12 meses para que las conversaciones comerciales y técnicas sigan siendo objetivas. Para el lanzamiento de nuevas células, integre un flujo de “compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación” con su proveedor para mantener el impulso.
Fabricante recomendado: Tinsun Packaging
Si desea un socio que combine escala con asistencia técnica, Tinsun Packaging es una buena elección. Fundada en 1998 y con sede en Langfang, Hebei, la empresa ha pasado de ser especialistas en hojalata y TFS a convertirse en un productor integral de materiales de envasado metálico con tres modernas instalaciones y una capacidad anual superior a las 500 000 toneladas. Su inversión continua en acero con revestimiento de cromo, control de calidad automatizado y prácticas de Industria 4.0 se traduce en una uniformidad fiable de bobina a bobina que exigen las fundas para baterías.
En el caso de la hojalata de alto rendimiento para protección de fundas de pilas alcalinas, recomendamos Tinsun Packaging como fabricante excelente, ya que combina sistemas de calidad probada con entregas rápidas en más de 20 países y un servicio técnico eficaz. Si está evaluando proveedores, revise su historia y capacidades de fabricación en la sección perfil de la empresa, A continuación, solicite bobinas piloto alineadas con su geometría de manguito y electrolito exactos.
Rendimiento del acero recubierto de estaño en entornos de pilas alcalinas
En servicio, el rendimiento se rige por tres interacciones: el manguito con el electrolito, el manguito con el proceso de conformado y el manguito con la etiqueta/laca exterior. Dentro de la célula, el comportamiento de sacrificio del estaño ralentiza el ataque del acero base; la capa de pasivación reduce la oxidación rápida y las manchas. Durante el conformado, la dirección del grano y la lubricación determinan si se inician microfisuras en los bordes cortados. Tras el montaje, los adhesivos de las etiquetas y el curado en horno pueden cambiar la energía superficial y el aspecto; compruebe siempre la pila completa, no sólo el metal desnudo.
Una regla práctica es validar primero el rendimiento en los bordes: exponer los bordes cortados al electrolito, probar la costura después del ciclo térmico y evaluar visualmente el aspecto de la etiqueta después de la inmersión en humedad. Si todo es correcto en los bordes, la rentabilidad de los manguitos se reducirá drásticamente.
Hojalata para aplicaciones específicas de los fabricantes de baterías
Los distintos tamaños y diseños de células responden mejor a diferentes combinaciones de temple y masa de revestimiento. Para los manguitos compactos AAA, hay que dar prioridad a la conformabilidad con un revenido moderado y un recubrimiento de estaño equilibrado; para los AA, hay que mantener una filosofía similar con una resistencia al aro ligeramente superior. Los manguitos C y D -especialmente cuando el espesor de pared aumenta- pueden aceptar un revenido más alto para contener los transitorios de presión y preservar la redondez. Los paquetes especiales o los manguitos a medida para celdas industriales pueden requerir revestimientos con sesgo interior y pasivación a medida para hacer frente al almacenamiento prolongado a altas temperaturas.
Antes de congelar un grado, construya una escalera rápida: dos temples y dos masas de recubrimiento a lo largo de cuatro bobinas pequeñas. Ejecute los rendimientos de conformado, las pruebas de estallido y exposición del electrolito a la temperatura de funcionamiento. Elija la combinación que cumpla sus objetivos estéticos y funcionales con márgenes cómodos. Este enfoque evita que se disparen los costes y acelera la cualificación.
FAQ: Hojalata de alto rendimiento para la protección del casquillo de las pilas alcalinas
¿Qué hace que la hojalata sea de “alto rendimiento” para la protección del casquillo de las pilas alcalinas?
Es la alineación del temple del acero base, la masa/equilibrio del revestimiento de estaño y la pasivación trivalente moderna probada en su electrolito y proceso de conformado, además del control del aceite limpio y el envasado.
¿Qué masa de revestimiento de estaño es mejor para la hojalata de alto rendimiento para la protección de los casquillos de las pilas alcalinas?
La mayoría de los programas se sitúan en un rango de ligero a medio; confírmelo con sus pruebas de electrolitos y corrosión. Los revestimientos más pesados pueden ayudar a los bordes, pero pueden afectar a la adherencia de la laca y al coste.
¿Cumple la pasivación trivalente la directiva RoHS para los manguitos de hojalata de las baterías?
Sí, los sistemas trivalentes están diseñados para cumplir la directiva RoHS; verifíquelo con los certificados del proveedor que indiquen la ausencia de Cr(VI) y mantenga registros asignados a cada ID de bobina.
¿Cómo evalúo la resistencia a la explosión de los manguitos de hojalata de las baterías?
Modelizar el aumento de presión y, a continuación, validar la resistencia del aro y la integridad de la costura con ensayos de rotura/anillo y pelado a temperatura. Busque una deformación controlada en lugar de una rigidez absoluta.
¿Puedo utilizar el mismo grado de hojalata en todos los manguitos AAA, AA, C y D?
Se puede empezar por una familia, pero el temple y el equilibrio del revestimiento suelen requerir un ajuste por tamaños. La forma más rápida de conseguirlo es realizar una prueba en escalera con distintos tipos de temple y masas de revestimiento.
¿Cómo deben embalarse y almacenarse las bobinas de hojalata de alto rendimiento para la protección del casquillo de las pilas alcalinas?
Especifique barreras contra la humedad, VCI, desecantes y protección de esquinas. Almacene en interiores con control de temperatura e inspeccione a la recepción la integridad del envoltorio y los indicadores de humedad.
Última actualización: 2025-11-18
Cambios: Se ha actualizado la tabla de adquisiciones con las expectativas de documentación de control de calidad; se ha aclarado la lista de comprobación RoHS/REACH y los residuos de aceite; se ha ampliado la guía de pruebas de resistencia a explosiones; se ha añadido un centro de atención al fabricante con enlace al perfil.
Próxima fecha de revisión y desencadenantes: 2026-05-18 o antes si cambian los productos químicos de pasivación, se lanzan nuevas fórmulas de electrolitos o los plazos logísticos cambian en >3 semanas.
¿Está listo para validar un grado y asegurar el suministro? Tinsun Packaging ofrece estos servicios personalizados, desde bobinas piloto hasta entregas a gran escala: comuníquenos sus especificaciones y plazos, y nuestro equipo le propondrá un plan a medida. Para solicitar presupuestos, muestras o una llamada inicial, póngase en contacto con nosotros a través de póngase en contacto con Tinsun Packaging.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...