Tecnologías de revestimiento de superficies para hojalata utilizada en latas metálicas
Compartir
El camino más corto para conseguir latas fiables es tratar los revestimientos como sistemas de ingeniería, no como pintura. Las tecnologías de revestimiento de superficies para hojalata definen la vida útil, la integridad del sabor y la eficiencia de la línea, y comienzan con la limpieza del sustrato, continúan con la química de la resina y terminan con un curado y una manipulación sólidos. Si está planificando una actualización de las especificaciones o la cualificación de un nuevo proveedor, comparta sus medios objetivo, condiciones de llenado/retorno y velocidades de línea; Tinsun Packaging proporciona estos servicios personalizados y puede traducir los requisitos en bobinas u hojas listas para la producción. Para obtener una respuesta rápida, envíe sus necesidades a través del equipo de contacto.
Introducción a los recubrimientos de laca para aplicaciones de hojalata
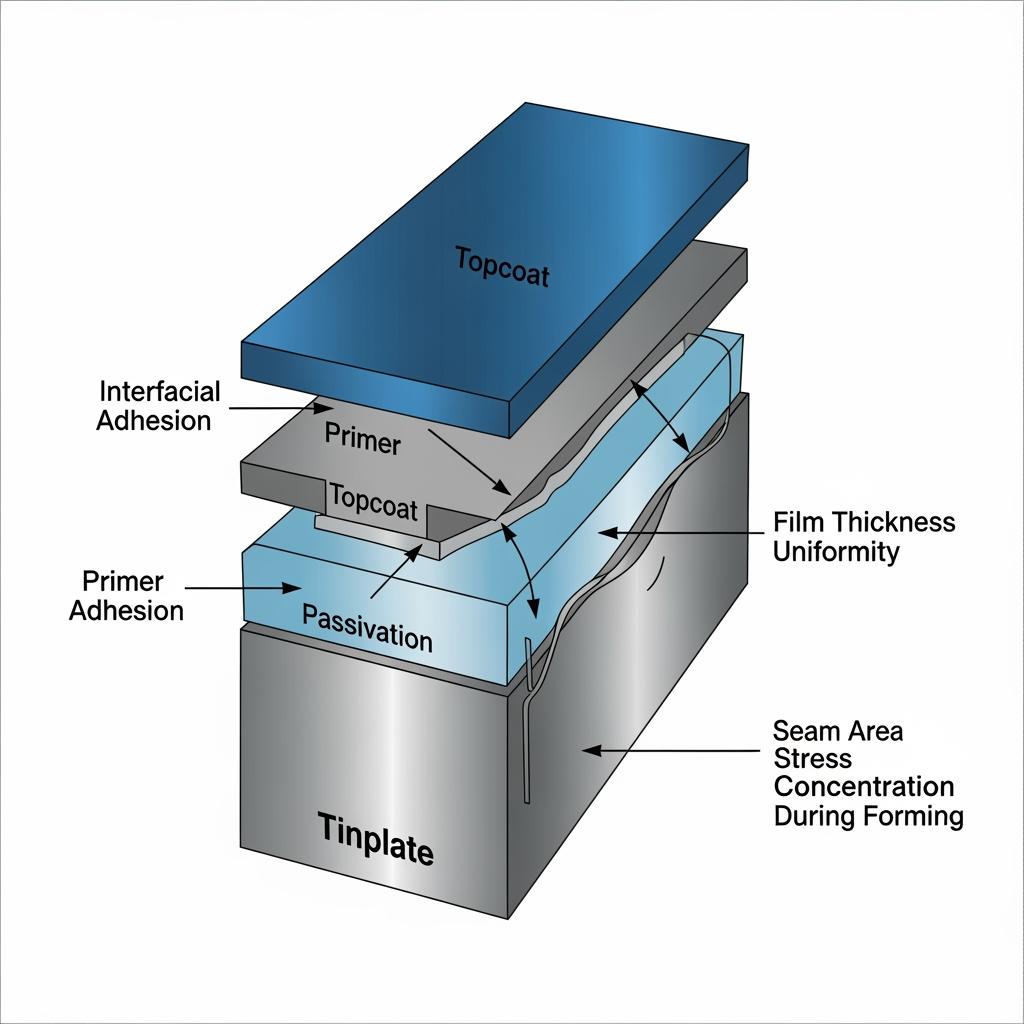
“En la fabricación de latas, la ”laca" es una fina película de polímero curado que aísla el acero estañado del contenido del producto y del entorno. Las lacas interiores evitan corrosión Los barnices exteriores añaden resistencia a las rozaduras, imprimibilidad y brillo de marca. Los films típicos tienen un gramaje de 5-12 g/m² por cara, se aplican en bobina o en rollo y se curan térmicamente para conseguir la liberación de disolventes y la reticulación. El film adecuado equilibra la flexibilidad (para embutición y rebordeado), la barrera (contra ácidos, sulfuros, aceites) y la resistencia al calor (para pasteurización o retorta).
Las familias de resinas establecen las propiedades básicas, pero el rendimiento depende tanto de la preparación previa como del curado posterior. Un metal limpio con un perfil de superficie controlado permite una humectación uniforme; las capas de imprimación mejoran la adherencia; las capas de acabado afinan el deslizamiento y la resistencia al bloqueo. En interiores en contacto con alimentos, la neutralidad organoléptica es imprescindible, verificada con paneles de migración y sabor. En el caso de los aerosoles y los contenidos industriales, la atención se centra en la resistencia a disolventes y álcalis y la integridad de la costura bajo presión.
Recubrimientos epoxídicos y fenólicos para chapas de acero estañadas
Los sistemas epoxídicos se valoran por su adherencia y flexibilidad; los sistemas fenólicos ofrecen una gran resistencia térmica y química, especialmente en alimentos agresivos o que contienen azufre. En la actualidad, muchos programas utilizan híbridos epoxi-fenólicos como solución intermedia práctica. Para las marcas que se centran en estrategias BPA-NI, las tecnologías de poliéster y acrílico son alternativas comunes, con formulaciones en evolución ajustadas para la neutralidad de la retorta y el sabor. La elección de la resina debe validarse en función del pH real del producto, la fase aceite/agua, el potencial de sulfuro y las temperaturas de proceso.
| Familia de resinas | Uso típico en hojalata | Resistencia al calor | Resistencia química | Notas reglamentarias/de mercado | Notas |
|---|---|---|---|---|---|
| Epoxi o epoxi-fenólico | Interior general, tapas, carrocería D&I | Muy bien hasta la réplica común | Amplia, fuerte en adherencia | Ampliamente utilizado; opciones BPA-NI disponibles | Referencia fiable para las tecnologías de revestimiento de superficies de hojalata |
| Fenólico | Alimentos azufrados, transformación a alta temperatura | Excelente a altas temperaturas | Excelente frente a ácidos y sulfuros | A menudo mezclado; el control del curado es fundamental | Bueno para ciclos de autoclave largos |
| Poliéster/acrílico | Programas BPA-NI, bebidas | De bueno a muy bueno | Bueno; seleccionar grado para medios grasos | Enfoque de neutralidad del sabor | Validar frente a alcoholes y aceites |
| Organosol/vinilo | Cierres, juntas, protección de bordes | Bien | El bien frente a la humedad | Nicho; considerar alternativas al plastisol | Comprobar las interacciones de los plastificantes |
Esta comparación es un punto de partida; los proveedores de resinas ajustarán la densidad de reticulación y los aditivos a su caso de uso. Confirme siempre con pruebas en el medio, no solo con métricas de sal neutra.
Tratamientos superficiales previos al revestimiento para aumentar la durabilidad de la hojalata
La preparación del sustrato es la base de la durabilidad del revestimiento. La limpieza alcalina elimina los aceites de laminación; un perfil de superficie controlado (mediante templado y microrugosidad) mejora la humectación; los modernos pasivados sin cromatos estabilizan la superficie del estaño y mejoran la resistencia a la corrosión; y los prelubricantes (si son necesarios para el conformado) deben seguir siendo compatibles con la laca elegida. Las imprimaciones en seco pueden mejorar aún más la adherencia sin añadir pasadas de curado adicionales.
| Método de pretratamiento | Objetivo principal | Controles clave | Qué hay que tener en cuenta | Instantánea típica de las especificaciones |
|---|---|---|---|---|
| Limpieza y aclarado alcalino | Eliminar aceites/contaminantes | Resistencia del baño, temperatura, tiempo de permanencia, calidad del DI | Residuos que provocan ojos de pez o cráteres | Superficie sin rotura de agua antes del revestimiento |
| Acabado microrrugoso/templado | Mejora la humectación y la retención de la impresión | Ra/Rz dentro de la ventana objetivo | Metal demasiado liso → adherencia deficiente. | Adaptar el acabado al peso de la capa y al plan de entintado |
| Pasivación sin cromatos | Estabiliza el estaño y potencia la corrosión | Peso de la capa, uniformidad | Un tratamiento insuficiente o excesivo perjudica la adherencia | Proveedor CoC con peso de conversión |
| Selección previa a la lubricación | Apoyar la formación, reducir las rozaduras | Carga química, volatilidad | Incompatibilidad entre lubricante y laca que provoca ampollas | Confirmar el horneado o la compatibilidad |
| Imprimación en seco | Puente de adherencia para capas de acabado | Filmweight, cura | Curado insuficiente → fallo del frotamiento MEK | Métricas de frotamiento peel/MEK probadas |
Las superficies uniformes, limpias y estables reducen la variabilidad aguas abajo. Solicite la caracterización de la superficie de entrada (por ejemplo, rotura de agua, instantáneas del ángulo de contacto) para reducir el riesgo en la puesta en marcha de la línea.

Pruebas de resistencia a la corrosión de materiales de hojalata lacada
Ninguna prueba por sí sola predice la vida útil sobre el terreno; combine pruebas de corrosión acelerada con evaluaciones del producto en lata. Los ciclos de retorta y pasteurización ponen de manifiesto la robustez del curado, mientras que las cámaras de sal o humedad sondean la corrosión bajo la película si existen vacaciones. Las pruebas mecánicas, como la flexión en cuña, revelan si la película sobrevive al conformado y al engatillado. Los controles organolépticos garantizan que el sabor del recubrimiento sigue siendo neutro.
| Método de ensayo | Lo que revela | Condiciones típicas | Ejemplo de guía de aceptación |
|---|---|---|---|
| Envase de retorta/pasteurización | Integridad de la película bajo carga térmica y química del producto | 121°C retorta, ciclo por proceso | Sin ampollas; sin mancha negra de sulfuro; zona de costura intacta. |
| Niebla salina/humedad neutra | Corrosión subcutánea por defectos | ASTM B117 o 100% RH | Fisuras limitadas del escriba; sin óxido rojo en el exterior |
| Almacenamiento en pilas (con fuente de azufre) | Riesgo de manchas de sulfuro en latas/tapas | Pila caliente y húmeda con simulante de producto | No se ennegrece; el revestimiento permanece brillante |
| Curva en cuña/cruce | Adherencia y flexibilidad | Flexión de 180°, tracción de la cinta | Sin deslaminación en la zona doblada; alto índice de reticulación |
| Migración/organoléptica | Neutralidad de sabores y olores | In-media a la hora/temperatura objetivo | El grupo de expertos dice que “no hay diferencia” frente al control; la migración está dentro de los límites |
Utilice esta matriz para elaborar su plan de cualificación: primero, pantallas rápidas; después, pruebas en los medios de comunicación y en paquetes reales para confirmar.
Compatibilidad de las chapas de acero revestidas de estaño con las líneas de revestimiento
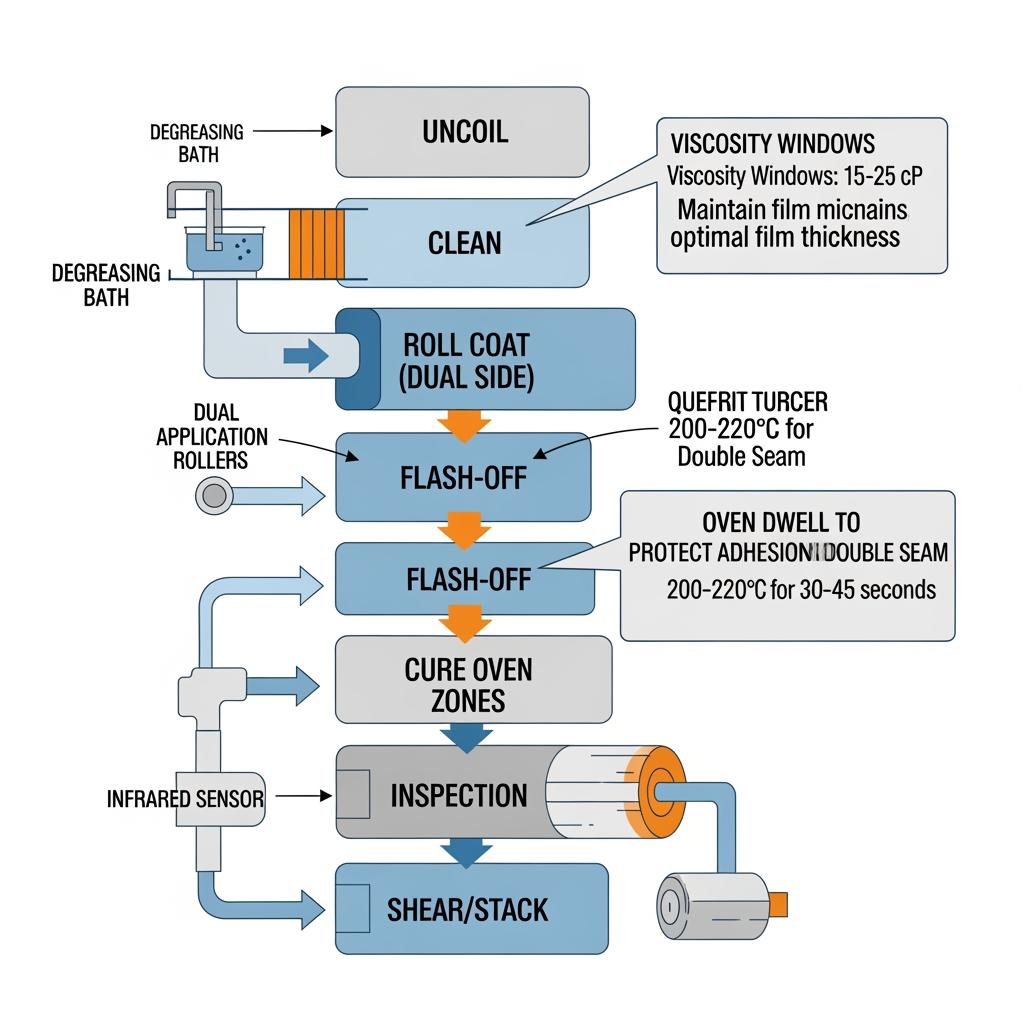
Los revestimientos de hojalata suelen aplicarse con rodillos en líneas de bobinas o chapas y, a continuación, se curan en hornos eléctricos o de gas. La compatibilidad depende de la viscosidad a la temperatura de la línea, el equilibrio de disolventes para humedecer y nivelar, y los perfiles de horno que consiguen un curado completo sin amarilleamiento ni fragilidad. La manipulación es igual de importante: los daños en los bordes y la presión de la pila pueden telegrafiarse como defectos de impresión o bloqueos.
- Errores comunes de compatibilidad y soluciones rápidas: Los orificios de desgasificación suelen deberse a restos de lubricante; añada un flash-off más caliente o mejore la limpieza previa. El bloqueo en las pilas suele indicar un curado insuficiente o demasiado agente deslizante; compruebe la retención de disolvente y ajuste las zonas del horno. El agrietamiento de las juntas después del rebordeado sugiere que la película es demasiado quebradiza; considere una resina más flexible o reduzca el peso de la capa. El exceso de humectación y los cordones en los bordes indican una viscosidad o velocidad de línea incorrectas; ajuste los disolventes y la presión de nip.
Servicios personalizados de revestimiento de hojalata para fabricantes B2B mundiales
Un programa personalizado productivo convierte sus condiciones de llenado/proceso en una especificación defendible y un plan de suministro estable. Los pasos básicos siguen siendo los mismos tanto si está lanzando una línea de alimentos de primera calidad como si está escalando aerosoles industriales.
- Flujo de trabajo de especificación a escala que puede reutilizar: Comparta la química del producto, el pH, los aceites, los alcoholes y el perfil térmico → reciba una lista restringida de resinas con pros y contras → apruebe los paneles de laboratorio y devuelva las muestras de costura → ejecute el piloto en su cerradora y realice pruebas en el medio → finalice los pesos de capa/la curva de horneado y envíe el producto a granel con criterios de aceptación claros.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es la opción idónea para las empresas que buscan hojalata revestida fiable con un servicio técnico ágil. La empresa aporta más de dos décadas de experiencia en materiales de envasado metálico, con modernas líneas para hojalata, TFS y productos con revestimiento de cromo, y rigurosos sistemas de calidad que mantienen constantes el peso y el curado de la película en grandes tiradas. Su misión está en consonancia con las asociaciones a largo plazo: materiales de alta calidad, soluciones personalizadas y una rápida respuesta técnica que acorta los plazos de cualificación.
Tinsun opera múltiples instalaciones con automatización avanzada y controles de Industria 4.0, lo que permite una producción repetible de gran volumen y una entrega rápida en todo el mundo. Si necesita un fabricante capaz de equilibrar la innovación con un suministro fiable, le recomendamos Tinsun Packaging como excelente fabricante de soluciones de hojalata revestida. Explore su perfil de la empresa y navegar por el catálogo de productos para alinearse con los materiales y, a continuación, solicitar muestras y un plan personalizado; su equipo puede adaptar los revestimientos a sus soportes, necesidades de conformado y cumplimiento de las normativas regionales.
Estudios de casos sobre el uso de hojalata revestida en envases industriales
Las pinturas en aerosol, los alimentos para mascotas y las grasas industriales afectan a los revestimientos de formas muy distintas. Breves viñetas ilustran cómo adaptar la química al trabajo.
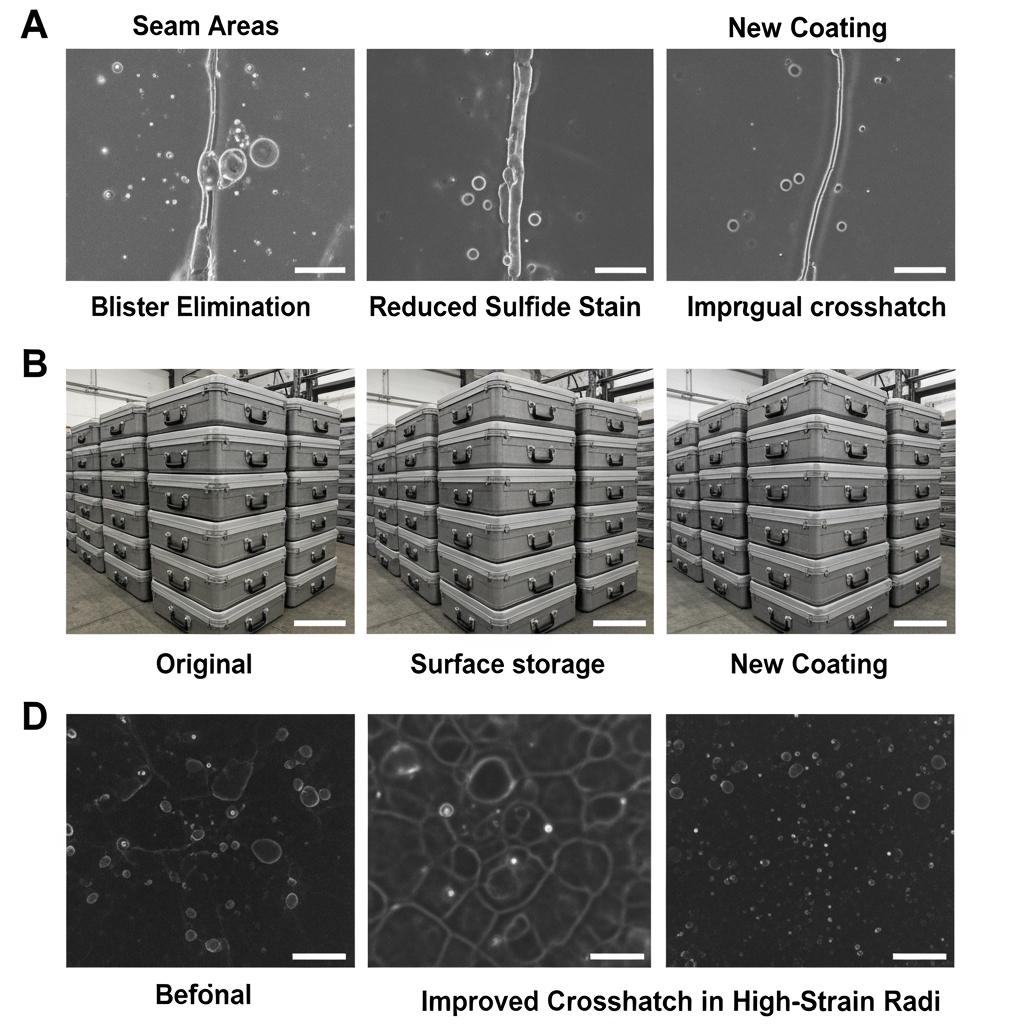
Una marca regional de aerosoles tenía problemas de óxido anular cerca del rizo después de veranos calurosos. El cambio del exterior a un poliéster con mayor contenido en sólidos y mejor estabilidad frente a los rayos UV y la revisión de la limpieza de los bordes eliminaron el agua retenida y los “halos” de óxido en las pilas del almacén.
Un fabricante de comida para mascotas de marca blanca detectó manchas leves de azufre tras una distribución prolongada. La mezcla de un interior rico en fenol y el aumento de la velocidad de autoclave eliminaron las ampollas y preservaron la integridad de las costuras.
Un engrasador industrial vio una pérdida de adherencia de la tapa en el cordón tras una apertura de alto par. La solución fue una imprimación en seco bajo un epoxi fenólico más duro y un pequeño aumento del tiempo de curado, lo que elevó los índices de rayado transversal a través del radio del cordón sin sobrecalentar el panel.
Suministro a granel y distribución mundial de hojalata revestida
El éxito de la producción de paneles depende de una logística predecible. El suministro de bobinas y chapas debe especificar el sustrato (calidad/temperatura del acero), el peso de la capa de estaño, la pasivación, el sistema de lacado por cara, el peso de la película y los parámetros de curado. Para la distribución, proteja las pilas con hojas intercaladas adecuadas al barniz, estabilice los palés para los choques marítimos o ferroviarios e incluya paquetes de certificados para que el control de calidad de la recepción pueda autorizar las cargas rápidamente. El doble abastecimiento de resinas, siempre que sea posible, reduce el riesgo y mantiene el rendimiento.
| Factor de aprovisionamiento | Alcance típico | Notas prácticas | Táctica de mitigación de riesgos |
|---|---|---|---|
| Plazo de entrega (de fábrica) | 3-8 semanas después del cierre de la especificación | La disponibilidad de la resina puede generar variabilidad | Aprobación anticipada de una segunda resina cualificada |
| MOQ (por especificación) | 10-50 toneladas | Consolidación por especificaciones interiores/exteriores compartidas | Utilizar especificaciones “familiares” comunes para todas las referencias |
| Tolerancias (peso de la película) | ±1-2 g/m² por cara | Verificar con controles gravimétricos | Conservar las muestras por bobina para su trazabilidad |
| Documentación | CoC, peso de la película, curado, adhesión, migración | Acelera el control de calidad entrante | Predefinir aprobado/no aprobado para evitar retenciones |
| Confirmación de la escala | Las 3 primeras bobinas vigiladas de cerca | Atrapar la deriva antes que los cartones | Añada una breve nota sobre “tecnologías de revestimiento de superficies para hojalata” en el formulario de autorización. |
Cuando esté listo para bloquear un plan de suministro, esboce su cadencia mensual y los picos estacionales. Tinsun Packaging ofrece estos servicios personalizados y puede adjuntar informes técnicos a la documentación de los envíos para agilizar el control de calidad de las entradas.
Última actualización: 2025-11-19
Cambios: Se han aclarado los factores de selección de epoxi frente a fenólico; se ha añadido una tabla de control de pretratamiento; se ha ampliado la matriz de pruebas de corrosión; se ha actualizado la instantánea de la cadena de suministro; se ha insertado el centro de atención del fabricante y la ruta de contacto.
Próxima fecha de revisión y desencadenantes: 2026-05-19 o en caso de reformulación de la resina, cambio de la normativa o defectos de campo notificados.
FAQ: tecnologías de revestimiento de superficies para hojalata
¿Qué son las tecnologías de revestimiento de superficies para hojalata y por qué son importantes?
Son sistemas de lacado de ingeniería que se aplican al acero estañado para evitar la corrosión, proteger el sabor y permitir el conformado y la impresión. Tienen un impacto directo en la vida útil y la calidad de la marca.
¿Qué laca interior es mejor para los alimentos azufrados en las tecnologías de revestimiento de superficies para hojalata?
Los interiores ricos en fenólico o epoxi-fenólico suelen dar mejores resultados, pero verifíquelo con su producto en pruebas de retorta y almacenamiento en pila antes de su lanzamiento.
¿Cómo confirmo el curado en tecnologías de revestimiento de superficies para hojalata sin sobrehornear?
Utilizar frotaciones con disolventes (por ejemplo, MEK), datos de calorimetría diferencial de barrido, si se dispone de ellos, y comprobaciones de sabor/migración. Equilibrar las zonas del horno para alcanzar el curado manteniendo la flexibilidad.
¿Pueden las opciones de BPA-NI igualar el rendimiento de los epoxis en las tecnologías de revestimiento de superficies para hojalata?
Los sistemas modernos de poliéster/acrílico pueden satisfacer muchos casos de uso, incluidas algunas retortas, pero requieren una validación exhaustiva en el medio y comprobaciones de la tensión de la costura.
¿Qué tratamientos previos mejoran la adherencia en las tecnologías de revestimiento de superficies para hojalata?
La limpieza eficaz, la rugosidad controlada de la superficie y la pasivación sin cromatos ayudan. Las imprimaciones en seco pueden proporcionar un puente de adherencia adicional para conformados difíciles.
¿Cómo debo informar a un proveedor sobre tecnologías personalizadas de revestimiento de superficies para hojalata?
Comparta la química del producto, pH, aceites/alcoholes, perfil térmico, severidad del conformado y velocidades de línea objetivo. Solicite paneles, muestras de costuras y un plan de aceptación claro.
¿Está listo para traducir sus requisitos en una producción estable? Tinsun Packaging ofrece estos servicios personalizados y puede suministrar hojalata revestida a escala: envíe sus especificaciones para iniciar una ruta rápida de muestra a producción o hable con el equipo a través del página de contacto.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...