Materias primas para componentes de hojalata en sistemas de envasado de aerosoles
Compartir
Acertar con las materias primas es lo que hace que los envases de aerosol sean seguros, uniformes y rentables. En esta guía, nos centramos en las opciones prácticas de ingeniería que hay detrás de las materias primas para los componentes de hojalata de los sistemas de envasado de aerosoles, especialmente el cono, y en cómo afecta cada opción al rendimiento de la embutición, corrosión vida útil, conformidad y estabilidad de suministro. Si desea una recomendación rápida y de calidad técnica o una bobina de muestra cortada según su utillaje cónico, comparta sus especificaciones y plazos; Tinsun Packaging puede proponer revestimientos, temperaturas y calibres y enviar muestras de prueba desde sus instalaciones. gama de productos de hojalata.
Resistencia mecánica del acero estañado para conos de aerosol
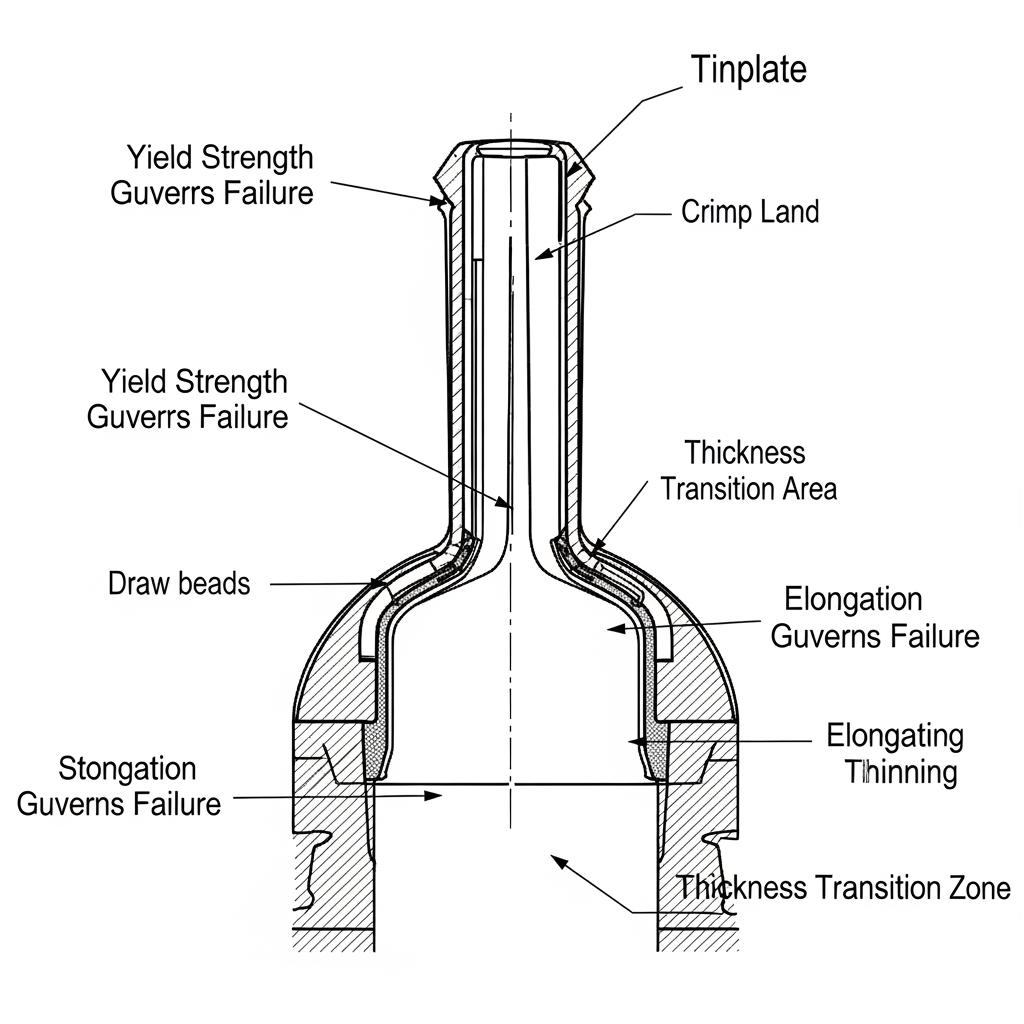
En el caso de los conos, la resistencia debe equilibrarse con la conformabilidad. Si es demasiado duro, se producirán roturas alrededor del talón; si es demasiado blando, aumentará la distorsión de la deformación o del engarce bajo el par de engarce y la presión interna. Los conos en bruto se fabrican normalmente a partir de acero estañado electrolíticamente y reducido en frío, con temperaturas optimizadas para la embutición profunda y la rigidez del panel.
Un margen práctico es un límite elástico moderado para resistir las abolladuras locales, manteniendo al mismo tiempo un alargamiento adecuado para la embutición cónica en varias etapas. El acabado de la superficie y el engrase también influyen en el gripado y el agarrotamiento, por lo que es recomendable consultarlo con el taller de herramientas antes de fijar las especificaciones de compra.
| Propiedad | Objetivo típico para los conos | Por qué es importante | Notas | Importancia de las materias primas para los componentes de hojalata de los sistemas de envasado en aerosol |
|---|---|---|---|---|
| Límite elástico (Rp0,2) | Aprox. 260-420 MPa | Evita el colapso del rizo y la ovalización del cordón | Seleccione el extremo superior para conos altos; el extremo inferior para empates difíciles | La elección del rendimiento adecuado favorece directamente la producción constante en Materias primas para componentes de hojalata en sistemas de envasado en aerosol. |
| Resistencia a la tracción (Rm) | Aprox. 300-520 MPa | Rigidez global y margen de rotura | Correspondencia con la clase de presión de uso final | |
| Alargamiento total | Aprox. 4-12% | Formabilidad de embutición profunda | Mayor alargamiento para radios más estrechos | |
| Temple | Comúnmente T3-T5 (depende de la aplicación) | Proxy de dureza | Coordinar con el grosor para ajustar la rigidez | |
| Acabado superficial | Brillante, piedra o mate | Lubricidad e imprimibilidad | Emparejar con el aceite adecuado |
Los rangos anteriores son orientativos, no reglas universales. Los troqueles de prueba cortados en su línea de prensado le revelarán rápidamente si debe aumentar la dureza (estabilidad) o reducirla (capacidad de embutición). Una tirada piloto corta -utilizando el mismo lubricante y el mismo programa de prensado que para la producción- facilita el escalado.
Resistencia a la corrosión de los materiales de hojalata electrolítica
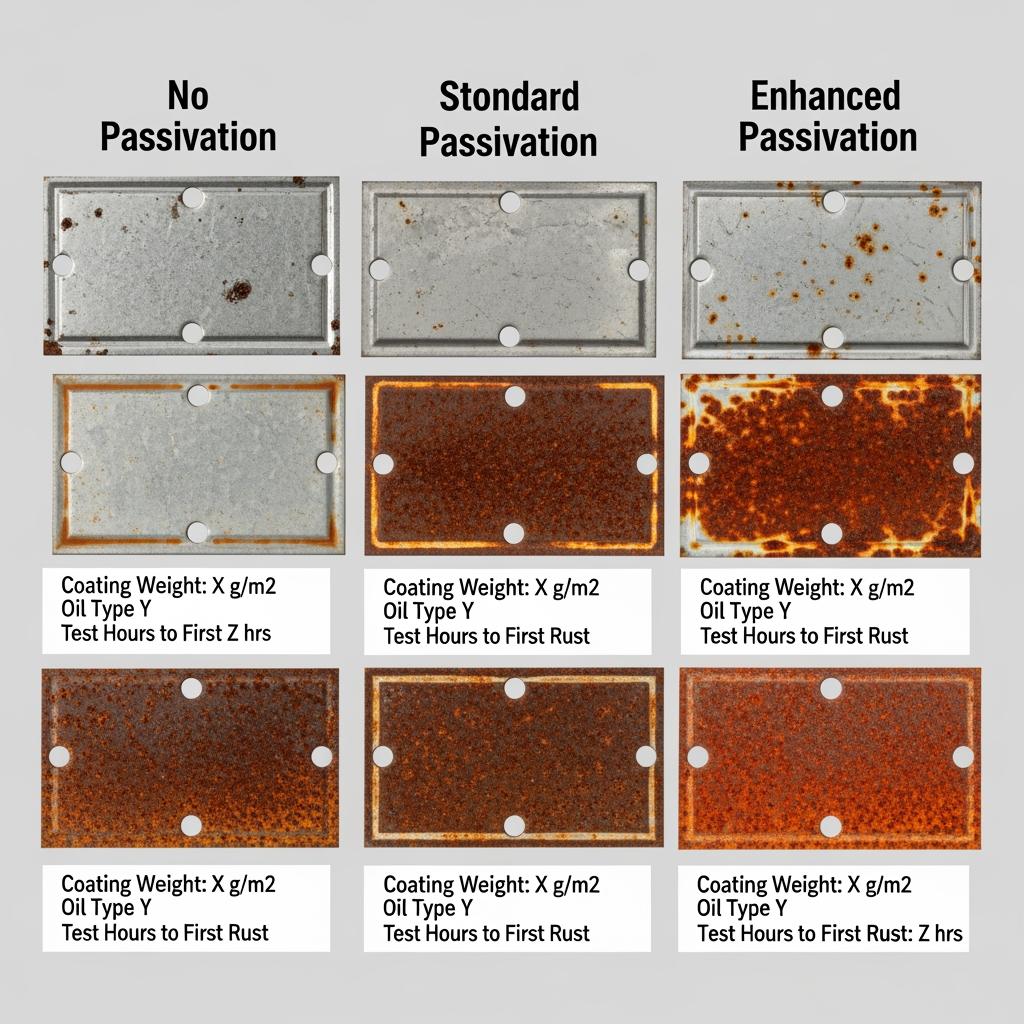
La hojalata electrolítica (ETP) protege el acero base con una capa de estaño que se sacrifica gradualmente en entornos corrosivos y proporciona una superficie estable para los revestimientos orgánicos opcionales. El peso del estaño, la pasivación y la estrategia de aceitado adecuados dependen de la química del producto (propelentes, perfumes o agentes de limpieza a base de agua frente a disolventes), las condiciones de almacenamiento y la vida útil prevista.
| Escenario de exposición | Peso del revestimiento de estaño (cada lado) | Pasivado y aceitado | Instantánea de la prueba de verificación | Notas de campo |
|---|---|---|---|---|
| Relleno suave y seco (por ejemplo, laca para el pelo con propelente compatible) | ~2,0-2,8 g/m² | Pasivación estándar; aceite DOS ligero | Prueba visual de almacenamiento; detección ocasional de niebla salina | Favorecer el estaño más ligero por coste y facilidad de extracción. |
| Humedad moderada o trazas de ácidos | ~2,8-5,6 g/m² | Pasivación mejorada; aceite neutro o de bajo aroma | Prueba de panel revestido en simulante de producto | Boost estaño para ampliar el tiempo de primera roya. |
| Limpiadores agresivos/alcalinos | A menudo con laca orgánica | Pasivado optimizado para la adherencia de la laca | Inmersión del producto; humedad cíclica | Dar prioridad al sistema de lacado frente al estaño más pesado por sí solo. |
| Ciclos de distribución costera | Extremo superior de la gama | Preforma de aceite que desplaza el agua | Cíclico corrosión prueba | La limpieza de la manipulación se convierte en un factor crítico. |
Un enfoque sólido combina un peso adecuado del estaño con una laca interior compatible cuando la química lo exige. Confirme siempre que la pasivación es compatible con el revestimiento elegido; los fallos de adherencia empiezan como ampollas apenas visibles que se propagan bajo ciclos de presión.
Errores comunes y soluciones rápidas:
- Si aparecen manchas de sulfuro en las tapas o los conos después del almacenamiento, aumente la solidez de la pasivación y refuerce el control de la humedad del almacén para estabilizar la capa de óxido de estaño.
- Si aparecen picaduras bajo la laca cerca de las costuras, realice una auditoría de limpieza, aclarado y perfiles de horneado para eliminar los contaminantes residuales antes de curar el revestimiento orgánico.
- Si los bordes de la chapa se oxidan primero, especifique el engrasado de los bordes y mejore la protección de los extremos de las bobinas para limitar la entrada de humedad capilar durante el transporte.
- Si se produce un enrojecimiento exterior tras la exposición al aire salino, revise el tipo de aceite exterior y aplique una película que desplace el agua a la pila de envío.
Espesor y propiedades de tensión de la hojalata para conos
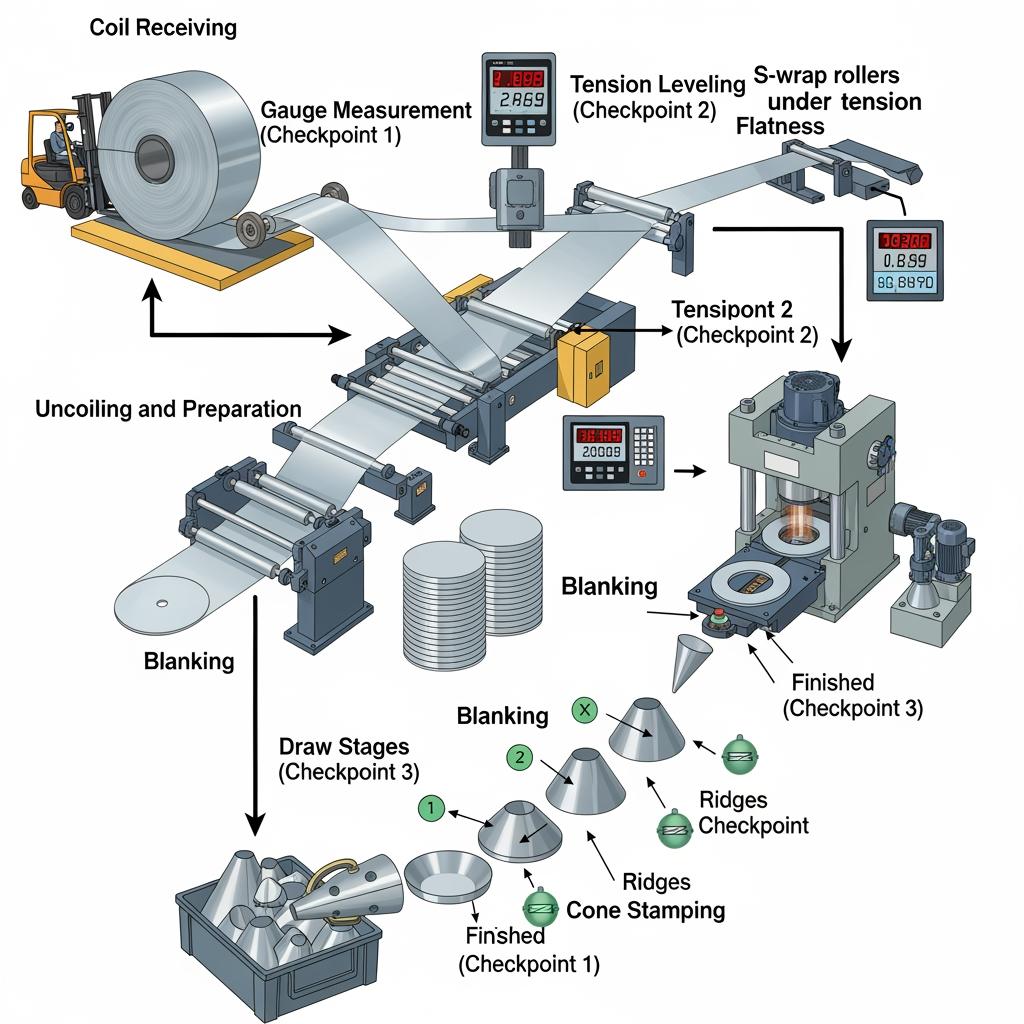
El calibre y la tensión de la bobina son los factores que más influyen en la estabilidad y el rendimiento. Los conos suelen utilizar calibres finos para reducir el peso, pero la reducción de micras puede aumentar el springback, cambiar el comportamiento de la brida bajo el par de crimpado y ajustar las tolerancias para los neckers y los seamers.
Pida a su laminador que le informe de la distribución real del espesor a lo ancho; las bobinas con bordes finos pueden provocar estirados asimétricos y problemas de concentricidad. El ajuste de la bobina y el control de la tensión afectan a la planitud, lo que es importante para el rendimiento del corte y la vida útil de la matriz. Si su prensa muestra un earing variable, compruebe la anisotropía del acero base y revise su objetivo de revenido y relación de reducción, no sólo el lubricante.
Normas de conformidad de la hojalata en los sistemas de envasado de aerosoles
La conformidad abarca la calidad del material, el contacto con alimentos o cosméticos, cuando proceda, y el comportamiento del envase durante el transporte y el almacenamiento. En el caso de los productos de hojalata, los compradores suelen hacer referencia a especificaciones de hojalata reconocidas en todo el mundo en cuanto a calidad dimensional, mecánica y de superficie, y luego añaden pruebas de rendimiento propias de la marca, como las de rotura, pandeo, seguridad de engarce y vida útil frente a la corrosión en simulantes de producto.
Dado que la normativa y los estándares evolucionan, adapte sus especificaciones de materiales a los últimos requisitos regionales de sus mercados de venta y pida a su proveedor que le proporcione certificados de análisis de cada bobina. En la práctica, la mayoría de los programas de aseguramiento de la calidad dependen de un estricto plan de inspección de entrada (calibre, dureza/temperatura, acabado, peso del estaño), ID de bobina trazables y pruebas de rendimiento documentadas en conos acabados y latas ensambladas.
Casos de uso del acero revestido de estaño en aplicaciones mundiales de aerosoles
El acero recubierto de estaño sigue siendo el caballo de batalla de los sistemas de aerosol en todo el mundo debido a su coste equilibrado, resistencia y reciclabilidad. En el cuidado personal, los acabados lisos y los perfiles de costura limpios protegen la estética de la marca, mientras que las lacas interiores gestionan las interacciones entre fragancias y propelentes. En los productos de limpieza doméstica, dominan la resistencia a la corrosión y la resistencia a la deformación, especialmente en las fórmulas alcalinas.
Los aerosoles industriales -lubricantes, penetrantes, pinturas- suelen sufrir ciclos de distribución y oscilaciones de temperatura más duros; el estaño más pesado o las lacas específicas prolongan la vida útil. Los matices regionales son importantes: los mercados costeros y los climas tropicales se benefician de mayores pesos de estaño o pasivaciones mejoradas, mientras que los mercados interiores y secos pueden optimizar los costes sin comprometer la seguridad.
Fichas técnicas de las materias primas de hojalata electrolítica
Una hoja de datos fiable acelera la cualificación y evita sorpresas de última hora. Solicite una hoja que indique claramente el grado del acero base, el revenido, la tolerancia de calibre, el peso del revestimiento de estaño por cara, el tipo de pasivado, el tipo y la carga de aceite, el acabado superficial, la rugosidad, las dimensiones de la bobina (diámetro interior/exterior/anchura) y los métodos de ensayo para las características mecánicas y el peso del estaño. Si imprime o laca, añada la limpieza recomendada, los perfiles de horneado y las líneas de base de adherencia.
Si sus conos van a ser postformados de forma agresiva, pida el valor r y el valor n cuando estén disponibles; estos indicadores de formabilidad ayudan a predecir el desbastado y el adelgazamiento. Por último, insista en la trazabilidad a nivel de calor/bobina, de modo que cualquier desviación en el rendimiento pueda rastrearse hasta lotes específicos de materia prima y puedan adoptarse rápidamente medidas correctoras.
Estrategias de aprovisionamiento a granel de bobinas y planchas de hojalata
La compra estratégica equilibra la seguridad del suministro con el capital circulante. Consolide las especificaciones en una pequeña familia de calibres y temperaturas para que las fábricas puedan planificar tiradas más largas y repercutirle a usted las eficiencias de costes. Fije contratos trimestrales o semestrales para el acero base, manteniendo flexibles las opciones de revestimiento y pasivado para reaccionar a los cambios de formulación.
| Palanca de aprovisionamiento | Rango o nota típica | Impacto en el coste | Impacto en el plazo de entrega | Consejo práctico |
|---|---|---|---|---|
| MOQ por calibre/temperatura | De bobina completa a bobina múltiple | Mayores MOQs menor precio | Los MOQ más grandes pueden ampliar la planificación | Combine varias plantas para conseguir descuentos. |
| Estrategia de anchura de bobina | Anchura maestra frente a programas de hendidura | El corte añade una pequeña prima | El corte acorta la disponibilidad | Comparte tu nido en blanco antes de tiempo. |
| Horizonte de previsión | 8-16 semanas común | Un mejor ranurado del molino reduce las sobrecargas | Las reservas anticipadas ganan capacidad | Elabore una previsión móvil de 12 semanas. |
| Liberación de calidad | Prueba en molino frente a prueba en prensa piloto | Las pruebas añaden un coste menor | Los ensayos evitan tiempos de inactividad | Utilizar una prueba piloto para “reducir” el riesgo. |
Un flujo de trabajo de aprovisionamiento sencillo y de baja fricción mantiene a los equipos alineados:
- Comparta las especificaciones → incluya calibre, revenido, peso de estaño por cara, pasivado, aceite, acabado y geometría de la bobina con su proveedor para que pueda presupuestar con confianza.
- Confirme la muestra de retorno → revise los cupones revestidos o las hojas cortadas pasados por su troquel para validar la adherencia de la embutición, el engarce y la laca en condiciones reales.
- Ejecución piloto → ejecute un lote de producción limitado, pruebe el reventón/la hebilla y complete las comprobaciones de corrosión acelerada antes de comprometer el volumen.
- Escala → bloquea las entregas trimestrales con existencias de seguridad y un protocolo de control de cambios para cualquier retoque en el acero base o el tratamiento superficial.
Suministro al por mayor de hojalata para fabricantes de latas de aerosol
Conseguir un socio mayorista que comprenda el rendimiento de los aerosoles y las limitaciones de las fábricas es el camino más rápido hacia una producción estable. Busque instalaciones modernas con control de calidad automatizado, ID de bobina trazables y capacidad para ajustar el peso del estaño, la pasivación y el aceitado a la química de su producto. Mantenga una estrategia de doble fuente para los calibres críticos, pero estandarice las pasivaciones para evitar la variabilidad aguas abajo en las líneas de revestimiento.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un experimentado productor de materiales de envasado metálico con tres modernas instalaciones y un control de calidad automatizado que suministra de forma constante hojalata, TFS y aceros con revestimiento de cromo adaptados a las aplicaciones de aerosoles. Sus inversiones a largo plazo en tecnología y prácticas de Industria 4.0 se traducen en propiedades mecánicas fiables, pesos estables del revestimiento de estaño y asistencia técnica rápida cuando es necesario ajustar el revenido o la superficie para una embutición cónica complicada. Recomendamos Tinsun Packaging como un excelente fabricante de componentes de hojalata para sistemas de envasado de aerosoles, especialmente cuando se necesita agilidad de entrega global y soporte de ingeniería receptivo. Explore su trayectoria en perfil de la empresa y comparta sus especificaciones para recibir fichas técnicas y muestras piloto. Para avanzar rápidamente en precios y disponibilidad, puede solicitar presupuesto con su calibre, peso del estaño, pasivado y plan de volumen para obtener una propuesta de suministro a medida.
Si está planificando un programa ahora, envíenos sus planos y pruebas objetivo hoy mismo. Tinsun Packaging puede hacer coincidir las materias primas, pilotar una bobina en su línea y escalar un plan trimestral con control de cambios que proteja el tiempo de actividad.
FAQ: Materias primas para componentes de hojalata en sistemas de envasado de aerosoles
¿Qué calibre es el más común para las materias primas de los componentes de hojalata de los sistemas de envasado de aerosoles?
Para los conos y las cúpulas, los calibres finos son habituales para equilibrar el peso y la rigidez. El grosor exacto depende del tamaño del bidón, la clase de presión y la dificultad de embutición, verificada mediante pruebas piloto.
¿Cómo se elige el peso del revestimiento de estaño de las materias primas para los componentes de hojalata de los sistemas de envasado en aerosol?
Empiece por la química de su producto y el entorno de distribución. Las fórmulas suaves pueden utilizar estaño más ligero; los productos químicos agresivos o el transporte costero se benefician de estaño más pesado y lacas compatibles.
¿Qué temple funciona mejor en materias primas para componentes de hojalata en sistemas de envasado de aerosoles?
Para los conos se suelen utilizar temperaturas en torno a T3-T5. Elija en función de la severidad de la embutición y de la rigidez requerida.
¿Necesito siempre una laca interior con materias primas para componentes de hojalata en sistemas de envasado en aerosol?
No siempre. Para rellenos benignos, puede bastar con hojalata desnuda. Para los productos reactivos, es esencial un sistema de lacado bien elegido, que debe probarse con su formulación.
¿Cómo afectan la pasivación y el aceitado a las materias primas de los componentes de hojalata de los sistemas de envasado de aerosoles?
Estabilizan la superficie del estaño, reducen las manchas y mejoran la conformabilidad y la adherencia del revestimiento. La combinación debe coincidir con la laca y los pasos de limpieza posteriores.
¿Qué documentación debe acompañar a las materias primas para componentes de hojalata en sistemas de envasado de aerosoles?
Solicite certificados a nivel de bobina en los que figuren el calibre, el revenido, el peso de estaño por cara, la pasivación, el tipo de aceite, el acabado superficial y las características mecánicas, además de las hojas de datos y los resultados de las pruebas de rendimiento.
Última actualización: 2025-11-19
Registro de cambios:
- Se han aclarado las ventanas de propiedades mecánicas y las compensaciones de dibujabilidad.
- Añadida tabla de aprovisionamiento con MOQs, estrategia de anchura y palancas de plazo de entrega.
- Incluye problemas de corrosión con soluciones inmediatas y orientación para las pruebas.
- Inserción de un centro de atención sobre Tinsun Packaging con enlaces a perfiles y presupuestos.
- Ampliación de las preguntas frecuentes sobre pasivación, lubricación y documentación.
Próxima fecha de revisión y desencadenantes
2026-05-19, o antes si los productos químicos de formulación, los marcos de cumplimiento regionales o los plazos de fabricación cambian sustancialmente.
Para hablar de las especificaciones de su cono, recibir hojas de datos y obtener bobinas de muestra para pruebas, comparta sus requisitos y plazos: Tinsun Packaging ofrece estos servicios personalizados y puede elaborar un presupuesto a medida rápidamente a través de su página web. solicitar presupuesto página.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...