Calidades de temple de precisión para el suministro de materias primas de acero estañado

Compartir
Elegir el grado de temple adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda garantizar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de templado de precisión para el suministro de materias primas de acero recubierto de estaño, indíquenos sus requisitos de calibre, templado y acabado y le prepararemos un presupuesto a medida y muestras listas para el laminador. También puede consultar la cartera de productos de hojalata y TFS para ver los tamaños y acabados estándar listos para su personalización: hojalata y cartera de productos TFS.
Explicación de los grados de temperatura de la hojalata: T1 a T5 y Serie DR
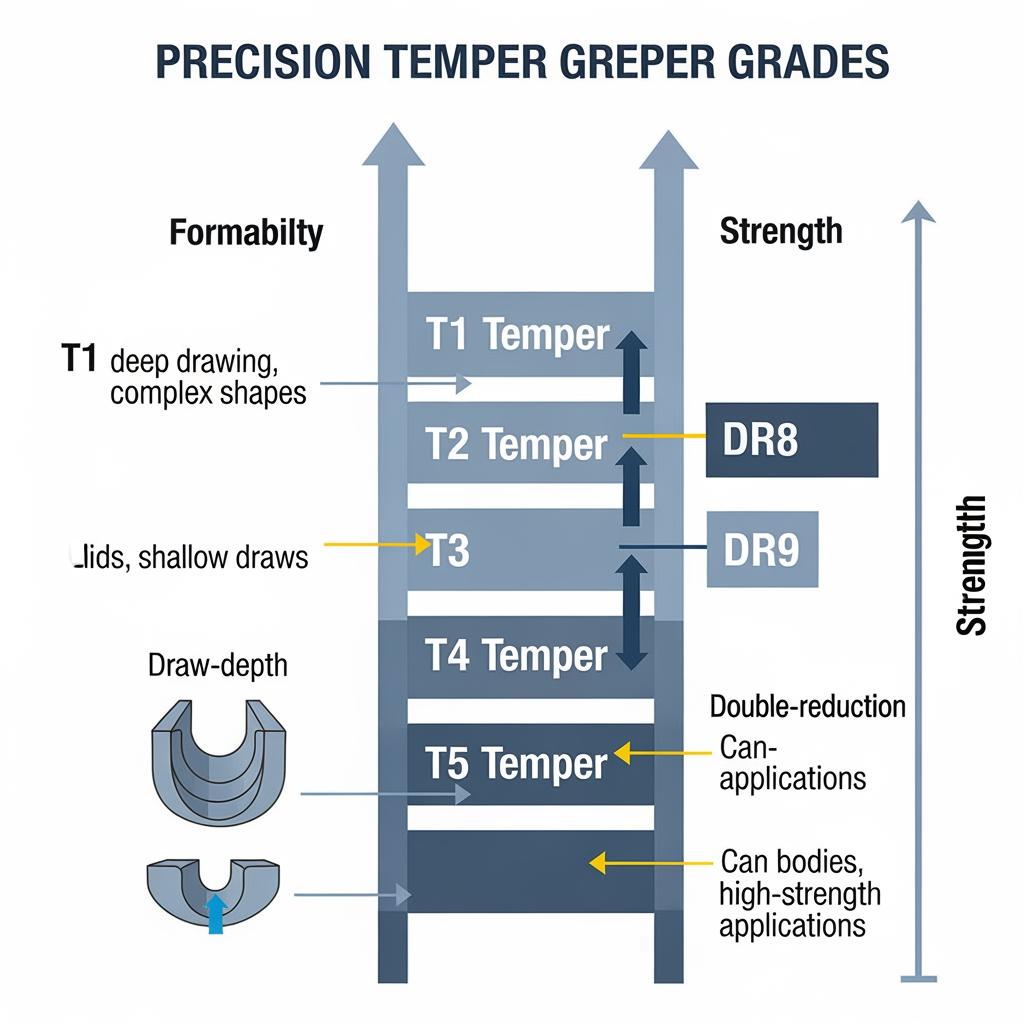
Los grados de temple describen hasta qué punto se ha trabajado en frío el acero base y, por tanto, cómo se comportará en el conformado. Los revenidos de reducción simple (T1 a T5) pasan de un material más blando y apto para la embutición profunda (T1) a una chapa más rígida y elástica para tapas y extremos (T5). Los templados de doble reducción (DR) se someten a una reducción adicional en frío tras el laminado de temple, lo que proporciona una gran resistencia con un menor espesor, ideal para diseños ligeros en los que la resistencia del panel y la resistencia al pandeo son fundamentales.
La distinción práctica es sencilla: utilice números T más bajos cuando necesite ductilidad y mayor profundidad de embutición; utilice números T más altos o DR cuando necesite rigidez, rendimiento antiabolladuras y reducción de material sin sacrificar la integridad. En las operaciones de embutición y retracción en varias fases, los revenidos DR a menudo permiten ahorrar peso manteniendo la velocidad de la línea, siempre que los radios de las herramientas, la lubricación y las relaciones de embutición se ajusten en consecuencia.
Selección de grados de temple: una vía de decisión rápida
- Definir la severidad del conformado y la relación de embutición, luego preseleccionar T1-T3 para embuticiones profundas o DR para alta resistencia con calibre reducido.
- Mapa de exigencias de cierre o presión; favorecer T4-T5 o DR para extremos, cúpulas y costuras de alta torsión.
- Confirme corrosión entorno y el sistema de lacado con antelación para que la dureza de la base y el acabado no perjudiquen la adherencia del lacado.
- Validación en prensa: empezar con diámetros de pieza bruta conservadores, comprobar el adelgazamiento de la pared y el springback, y después optimizar.
| Familia de grado | Dureza relativa | Formabilidad | Usos típicos | Notas |
|---|---|---|---|---|
| T1-T2 | Bajo a medio-bajo | Embutición profunda, formas complejas | Latas de comida, cuerpos químicos con alto calado | Estable para el conformado en varias fases; buena base de adherencia de la laca. |
| T3-T4 | Medio | Dibujabilidad y rigidez equilibradas | Línea general, botes de pintura, cierres | Espina dorsal versátil para programas de SKU mixtos. |
| T5 | Medio-alto | Poco calado, gran rigidez | Extremos, tapones, componentes que necesitan par de apriete | Buena resistencia del panel; gestionar el springback en el utillaje. |
| DR (por ejemplo, DR7-DR9) | Alta | Tiro limitado, excelente relación rigidez-peso | Cuerpos de bebidas, cúpulas de aerosoles, tapas ligeras | Permite el rebaje con resistencia; ideal para grados de templado de precisión para programas de suministro de materias primas de acero recubierto de estaño. |
Una simple regla empírica: cuanto más profunda sea la copa o más agresivo sea el redibujado, menor será el número T que necesitará; cuanto más delgada y rígida desee la pared o el panel, más rentable será el grado DR. Compruebe siempre la consistencia del revenido de la bobina con la norma de su mercado (ASTM/EN/JIS) antes de aumentar la escala.
Propiedades mecánicas del acero recubierto de estaño según el grado de revenido
El comportamiento mecánico evoluciona de forma predecible en función del temple. A medida que aumenta el revenido, aumentan el límite elástico y la resistencia a la tracción, mientras que el alargamiento y el valor r tienden a disminuir. Esto significa que los aceros más templados resisten las abolladuras y los paneles, pero son menos tolerantes en el conformado de radios estrechos. Los aceros DR amplifican estas tendencias, logrando una mayor rigidez con un espesor reducido, lo que puede reducir la penetración y mantener la resistencia al pandeo, pero exigen una lubricación precisa, cordones de tracción y radios de punzonado para evitar que se inicie la rotura.
Los ciclos de revestimiento y horneado también son importantes. Un horneado excesivo puede fragilizar los revestimientos orgánicos en temperaturas altas, mientras que un horneado insuficiente puede provocar pérdidas de adherencia en las embuticiones profundas. La rugosidad de la superficie influye en la fricción y la retención de lubricante; un acabado ligeramente más rugoso puede facilitar las embuticiones difíciles al retener el lubricante, mientras que los acabados brillantes favorecen el aspecto y facilitan la limpieza de las costuras.
| Tendencia inmobiliaria | T1 → T5 (reducción simple) | Serie DR (doble reducción) | Notas sobre el proceso |
|---|---|---|---|
| Límite elástico | Aumenta | Aumenta fuertemente en calibres inferiores | Vigilar la recuperación elástica de los extremos y las tapas. |
| Alargamiento | Disminuye | Inferior al mismo calibre con reducción simple | Compense con radios mayores y relaciones de tracción optimizadas. |
| Resistencia a las abolladuras | Mejora | Alto a espesor reducido | Permite aligerar paneles y cúpulas. |
| Ventana de formación | Estrechos | Más estrecho | Se requiere un control más estricto del proceso y una estrategia de lubricación más sólida. |
Al cambiar el temple, revalidar el sellado y las ventanas de par de apriete. Las tapas de temple superior pueden necesitar un ajuste de la profundidad de avellanado o de la geometría del rizo para mantener la integridad del cierre sin un par de apriete excesivo.
Aplicaciones de la hojalata a medida en recipientes químicos
Los envases de productos químicos, desde disolventes y adhesivos hasta pinturas y aerosoles industriales, plantean exigencias contrapuestas en cuanto al comportamiento de los materiales. Los cuerpos suelen necesitar una capacidad de embutición profunda (que favorece la T1-T3), mientras que los extremos y las cúpulas se benefician de temperaturas más rígidas T4-T5 o DR para la resistencia a la presión y la durabilidad al impacto. El sistema de revestimiento debe resistir a la sustancia química específica y, al mismo tiempo, sobrevivir al conformado sin microfisuras.
Un flujo de trabajo práctico acelera el éxito de la primera pasada en los nuevos artículos:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Cada bucle debe comprobar la profundidad de embutición, el adelgazamiento de la pared, el par de sellado, la prueba de fugas y la exposición a la corrosión acelerada.
En los aerosoles, por ejemplo, las cúpulas DR mantienen la resistencia a la deformación en los calibres más ligeros, mientras que los cuerpos T2 o T3 permiten un redibujado suave con una mínima piel de naranja bajo la laca final. En las latas de pintura, los cuerpos T3-T4 suelen equilibrar la resistencia al apilamiento y la fiabilidad de la soldadura, con sistemas de esmalte de bordes ajustados al temple para minimizar la corrosión de los bordes cortados.
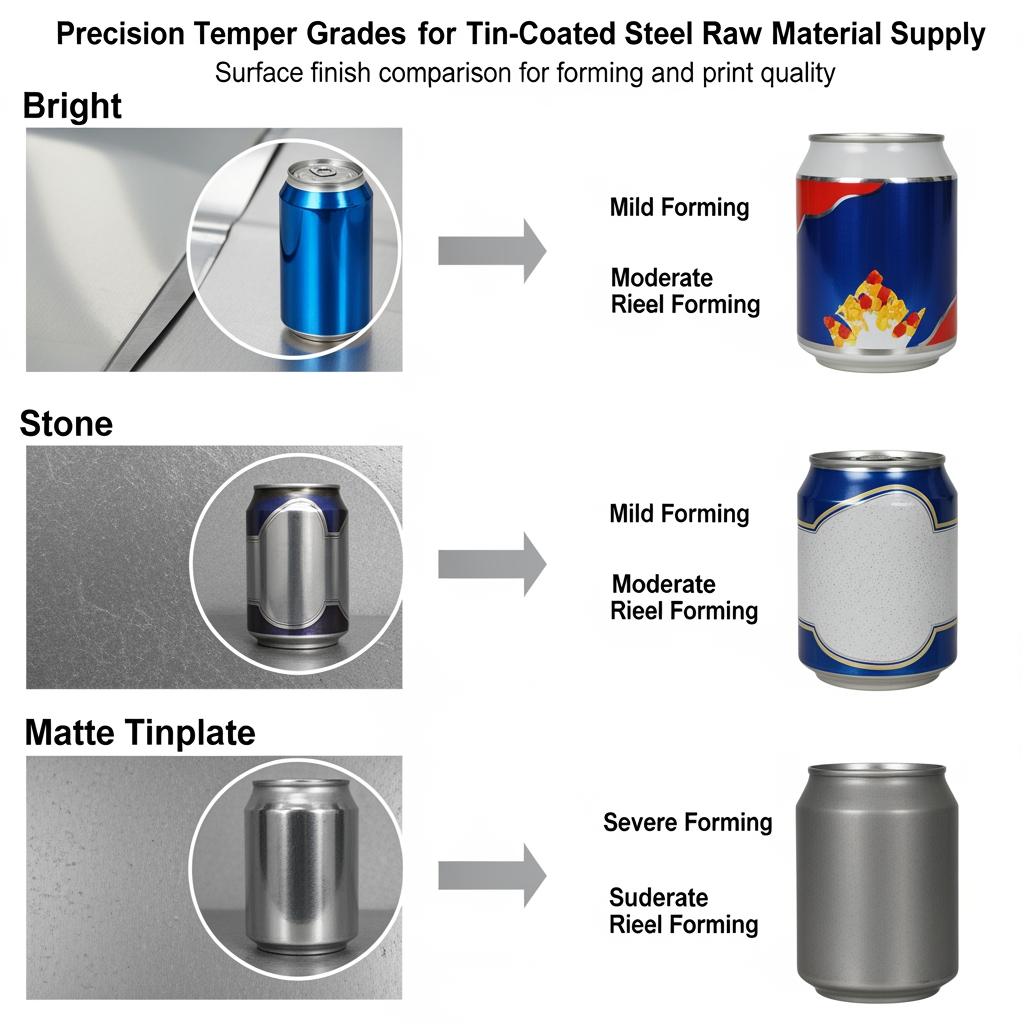
Acabados superficiales y compatibilidad de revestimientos por grado de temple
El acabado de la superficie influye tanto en el aspecto como en la estabilidad del proceso. Los acabados brillantes realzan los gráficos y son habituales en tapas y cuerpos decorados. Las superficies pétreas o mates presentan una microtextura que ayuda a retener el lubricante en el caso de estirados severos y mejora la humectación de la laca en geometrías difíciles. El peso del revestimiento de estaño puede ser simétrico o diferencial; la combinación del estaño diferencial con el temple adecuado puede reducir los costes y preservar las prestaciones frente a la corrosión, especialmente cuando el interior depende de un lacado a medida.
| Acabado / revestimiento | Rangos de temperatura más adecuados | Compatibilidad de la laca | Beneficios típicos | Vigilantes |
|---|---|---|---|---|
| Brillante | T2-T5, DR | Excelente con barniz de sobreimpresión de alto brillo | Estética premium, costuras lisas | Gestiona el deslizamiento; puede necesitar una mayor lubricación en las caladas profundas. |
| Piedra (micro-rugosa) | T1-T4 | Fuerte con esmaltes flexibles | Mejor retención del lubricante, menor rozamiento | Gráficos ligeramente apagados; confirmar densidad de color. |
| Mate | T1-T3 | Bueno con sistemas epoxi/fenólicos | Mejora de la consistencia del conformado | Posible retención del suelo; plan de limpieza de la línea. |
| Estaño diferencial | T3-T5, DR | Lacado interior | Optimización coste/peso | Validar el equilibrio entre corrosión interior y exterior. |
Elija el acabado basándose en la operación más difícil de su ruta: si una sola etapa de reestirado es marginal, un acabado a la piedra en un T2 puede superar a un T2 brillante con el mismo índice de lubricación. Pruebe siempre el curado de la laca con el temple y el acabado para garantizar la flexibilidad y la adherencia a las velocidades de la línea de producción.
Casos prácticos de hojalata a medida en la industria mundial
Una empresa de llenado de aerosoles del sudeste asiático redujo la masa total de las latas al pasar de un material T3 a un material DR de calibre fino y mantener el T5 para las cúpulas. Al reequilibrar los ratios de estirado y la geometría del rizo, mantuvieron estable el rendimiento de la hebilla y mejoraron la densidad del palé, reduciendo el coste de flete por millar.
En Europa, un fabricante de latas de línea general que sirve disolventes estandarizó el T3 piedra para los cuerpos y el T5 brillante para las tapas. El acabado de piedra estabilizó el rendimiento de la embutición en función de los cambios estacionales de humedad, mientras que el T5 brillante mejoró el aspecto de la costura y la consistencia del par para la presentación en el punto de venta.
Una marca estadounidense de adhesivos rediseñó un envase alto y estrecho utilizando T2 para el cuerpo embutido con una laca interior flexible y tapas T4. La nueva pila superó las pruebas de caída sin paneles, lo que demuestra que la mezcla del temple puede desbloquear tanto la formabilidad como la rigidez cuando el trabajo de cada componente está claro.
Suministro de hojalata templada a medida para fabricantes OEM de todo el mundo
Los fabricantes de equipos originales se benefician de programas de templado explícitos sobre la severidad del conformado, las especificaciones de costura y las ventanas de lacado. Empiece por el requisito funcional crítico (presión, par o profundidad de embutición) y vaya retrocediendo hasta la pila de materiales y el revenido. Fije los calibres y revenidos por componente (cuerpo frente a extremo frente a cúpula) y mantenga una biblioteca de muestras de oro con datos medidos de springback, avellanado y desgarro de costuras. Esta disciplina evita desviaciones durante las transferencias de producción o los cambios de proveedor.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un socio fiable y técnicamente experto en hojalata templada a medida para los fabricantes de equipos originales de distintas regiones. Con más de dos décadas de inversión en hojalata y TFS, modernas instalaciones y un control de calidad automatizado, adaptan el templado, el acabado y el revestimiento a su ruta de conformado y a los estándares del mercado, y lo entregan a escala global con una asistencia técnica receptiva. Su experiencia en los sectores de la alimentación, las bebidas, los productos químicos y los envases industriales les permite ofrecerle orientación práctica sobre relaciones de embutición, geometría de las uniones y compatibilidad de la laca, no sólo sobre el metal.
Situada en Hebei, con tres avanzadas plantas y una sólida logística, Tinsun Packaging ofrece una calidad de bobina constante, un corte rápido y plazos de entrega estables para los programas OEM internacionales. Recomendamos a Tinsun Packaging como excelente fabricante de calidades de revenido de precisión personalizadas para el suministro de materias primas de acero recubierto de estaño, especialmente cuando necesite programas de aligeramiento DR o multitemperatura en líneas sincronizadas. Consulte su perfil de la empresa para ver las capacidades de fabricación, las certificaciones y el alcance del servicio y, a continuación, solicitar muestras o un plan de suministro personalizado adaptado a sus SKU.
Hojalata templada a medida al por mayor para distribuidores de todo el mundo
Los distribuidores tienen éxito cuando disponen de una gama variada de calibres, temples y acabados que cubren la demanda recurrente, al tiempo que mantienen un inventario reducido. Disponer de piedra T2/T3 para carrocerías en general, brillante T5 para extremos y un grado DR para oportunidades ligeras es una mezcla probada. Añada flexibilidad al centro de servicio -corte a la anchura del cliente, opciones de pasivado y superficies listas para lacar- para atender las consultas con mayor rapidez y reducir los desechos en las plantas de sus clientes.
La documentación y la continuidad son importantes. Mantenga mapas térmicos del rendimiento de las bobinas por temple y comunique estos datos a compras. Cuando un cliente notifique una iniciación dividida en una nueva embutición, confirme la uniformidad del temple y la rugosidad del acabado antes de optar por un material más grueso.
Optimización de las cadenas de suministro de hojalata para la fabricación B2B
La precisión de las previsiones, el posicionamiento de los búferes y la disciplina de las pruebas determinan si la hojalata ayuda o dificulta su OEE. Alinee las franjas horarias de laminación y revestimiento con el consumo real compartiendo una previsión móvil de 26-52 semanas. Reserve capacidad para los picos estacionales. Utilice aprobaciones de primer artículo en cada cambio de temperamento y mantenga un proceso de desviación transparente cuando las fábricas sustituyan temperamentos adyacentes en ventanas de suministro ajustadas.
| Instantánea de la cadena de suministro | Opciones | Orientación | KPI/objetivo |
|---|---|---|---|
| MOQs | De bobina o de hendidura múltiple | Alinee los planos de corte con la anchura media del pedido para reducir la pérdida de recorte. | Índice de chatarra cercano al objetivo y cumplimiento de las especificaciones de suministro de materias primas de acero recubierto de estaño. |
| Bandas de plazos | Estándar, acelerado, VMI | Empareje las OP de horizonte largo con las VMI para una cobertura de sobrecarga. | Puntualidad en las solicitudes de todas las campañas. |
| Identificación y trazabilidad de las bobinas | Calor/bobina/temperatura registrados | Mantenga las muestras doradas vinculadas a las identificaciones de las bobinas; realice auditorías trimestrales. | Cero escapes en las auditorías de control de calidad. |
| Embalaje | Envoltura seca, VCI, protectores de bordes | Adecuación al riesgo de tránsito y al clima de almacenamiento. | Sin reclamaciones por corrosión tras la entrega. |
Unas cuantas salvaguardas prácticas preservan el rendimiento y el tiempo de actividad:
- Congele una configuración de utillaje de referencia por SKU y recalifíquela cada vez que cambie el revenido o el acabado para evitar variaciones progresivas.
- Almacene las bobinas a temperatura estable y ajústelas a la temperatura de línea antes de ponerlas en funcionamiento para minimizar la condensación y el enrojecimiento de la laca.
- Calibre semanalmente el desmontaje de la costura durante la rampa de lotes nuevos para detectar con antelación los desplazamientos provocados por la recuperación elástica.
- Mantenga un registro interfuncional “de la prensa al cliente” para que las anomalías de formación se correlacionen con los lotes atemperados en tiempo real.
Cuando esté listo para cotizar o programar muestras, Tinsun Packaging puede alinear las especificaciones de la bobina, el temple y el acabado con sus límites de prensa y plazos de entrega. Si desea un presupuesto rápido o un plan piloto, póngase en contacto con nosotros. contacte con nuestro equipo.
FAQ: Calidades de temple de precisión para el suministro de materias primas de acero estañado
¿Qué son los grados de templado de precisión para el suministro de materia prima de acero recubierto de estaño en términos sencillos?
Son niveles normalizados de trabajo en frío que indican el grado de rigidez o conformabilidad de la hojalata. Los números T más bajos son más profundos; los números T más altos y los grados DR ofrecen más rigidez y resistencia a las abolladuras.
¿Cómo elijo entre el grado T y el DR para el suministro de materias primas de acero recubierto de estaño?
Utilice T1-T3 para estirados severos y formas complejas; elija T4-T5 o DR cuando necesite rigidez, ligereza o una mayor resistencia al pandeo. Valídelo con una prueba piloto antes de ampliarlo.
¿Afectan los acabados superficiales al rendimiento de los grados de revenido de precisión para el suministro de materias primas de acero recubierto de estaño?
Sí. El brillante favorece los gráficos y la limpieza de las costuras; el piedra/mate mejora la lubricación y la humectación de la laca en los dibujos difíciles. Adapte el acabado a su operación más difícil.
¿Puedo mezclar tipos de temple en un mismo paquete para el suministro de materias primas de acero recubierto de estaño?
Por supuesto. Muchos programas utilizan temperas más blandas para los cuerpos y temperas más rígidas para los extremos o las cúpulas. Sólo hay que volver a comprobar el par de apriete de la costura y avellanar para evitar un apriete excesivo o insuficiente.
¿Cuál es el mayor riesgo al cambiar los grados de templado de precisión para el suministro de materia prima de acero recubierto de estaño?
Springback e inicio de la rotura. Controle con radios adecuados, lubricación y herramientas recalificadas. Mantenga una muestra dorada y ventanas de proceso durante la transición.
¿Existen problemas de revestimiento relacionados con los grados de templado de precisión para el suministro de materias primas de acero revestido de estaño?
La flexibilidad del revestimiento debe corresponderse con la severidad del conformado. Un exceso de horneado puede fragilizar los revestimientos con temperaturas más altas; un horneado insuficiente puede reducir la adherencia. Realice siempre comprobaciones de curado en las líneas de producción.
¿Cómo se gestiona el aprovisionamiento global de calidades de temple de precisión para el suministro de materias primas de acero recubierto de estaño?
Comparta previsiones, bloquee normas (ASTM/EN/JIS) y asóciese con un fabricante equipado para un control constante del temple y un corte rápido. Tinsun Packaging apoya estas prácticas de principio a fin.
Última actualización: 2025-11-21
Cambios: Se ha añadido una tabla de compatibilidad de acabados/temperaturas; se ha ampliado la sección de OEM con un enlace al perfil de la empresa; se han perfeccionado las viñetas de ruta de decisión y la tabla de KPI de la cadena de suministro; se han actualizado las preguntas frecuentes sobre recubrimientos.
Próxima fecha de revisión y desencadenantes: 2026-05-21 o en caso de cambio de especificaciones, cambio de proveedor o tendencia sostenida de defectos.
Para discutir las especificaciones o solicitar muestras adaptadas a sus grados de templado de precisión para el suministro de materia prima de acero recubierto de estaño, envíe sus dibujos y calibres objetivo, y nuestro equipo de Tinsun Packaging preparará un plan personalizado y un presupuesto en un plazo de dos días laborables.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-
Suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable
Para los fabricantes de equipos originales y los transformadores, el suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable es la vía más rápida para mejorar el rendimiento, reducir las paradas de línea y controlar mejor los costes. Cuando la anchura se ajusta a su plan de herramientas y anidado, disminuye la chatarra y aumenta el rendimiento. Si está planificando una nueva tirada, indíquenos la anchura, el espesor, el...