เกรดความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก

แชร์
การเลือกเกรดความแข็งที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างความแข็งแรง ความสามารถในการขึ้นรูป และต้นทุนของเหล็กเคลือบดีบุก คู่มือนี้จะอธิบายว่าการเลือกเกรดความแข็งส่งผลต่อประสิทธิภาพของผลิตภัณฑ์ ตั้งแต่กระป๋องขึ้นรูปลึกไปจนถึงภาชนะบรรจุสารเคมีความดันสูง—เพื่อให้คุณมั่นใจในคุณภาพที่สม่ำเสมอและระยะเวลาการผลิตที่คาดการณ์ได้หากคุณกำลังประเมินเกรด Precision Temper สำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก โปรดแจ้งขนาดเป้าหมาย ความแข็ง และข้อกำหนดในการตกแต่งผิวให้เราทราบ เราจะจัดเตรียมใบเสนอราคาที่ปรับให้เหมาะสมและตัวอย่างที่พร้อมสำหรับการผลิตในโรงงานให้คุณ นอกจากนี้ คุณยังสามารถตรวจสอบกลุ่มผลิตภัณฑ์แผ่นเหล็กเคลือบดีบุกและ TFS เพื่อดูขนาดมาตรฐานและการตกแต่งผิวที่พร้อมสำหรับการปรับแต่งได้: ผลิตภัณฑ์ในกลุ่มแผ่นดีบุกและ TFS.
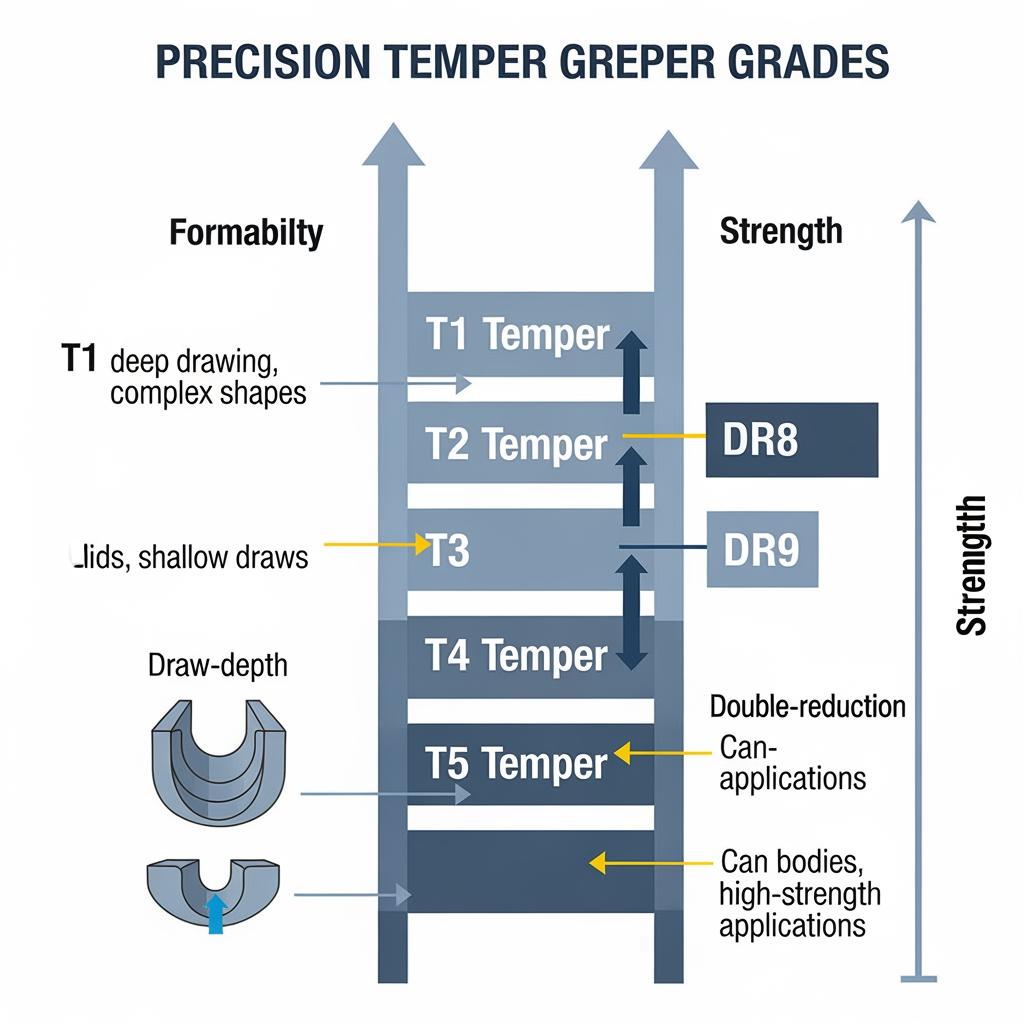
คำอธิบายเกรดความแข็งของแผ่นดีบุก: T1 ถึง T5 และซีรีส์ DR
เกรดการอบชุบเย็นอธิบายถึงระดับการแปรรูปเย็นของเหล็กพื้นฐาน และด้วยเหตุนี้จึงบ่งบอกถึงพฤติกรรมของเหล็กในการขึ้นรูปเหล็กกล้าที่ผ่านการอบอ่อนแบบลดความแข็งเพียงครั้งเดียว (T1 ถึง T5) จะเปลี่ยนจากวัสดุที่อ่อนกว่า เหมาะสำหรับการขึ้นรูปลึก (T1) ไปเป็นแผ่นที่แข็งกว่าและยืดหยุ่นได้ดีกว่าสำหรับฝาและปลาย (T5) เหล็กกล้าที่ผ่านการอบอ่อนแบบลดความแข็งสองครั้ง (DR) จะผ่านกระบวนการลดความแข็งเพิ่มเติมหลังจากการรีดเย็น ทำให้มีความแข็งแรงสูงที่ความหนาต่ำ—เหมาะสำหรับการออกแบบที่มีน้ำหนักเบาซึ่งความต้านทานของแผงและความแข็งแรงในการบิดงอเป็นสิ่งสำคัญ.
ความแตกต่างในทางปฏิบัตินั้นชัดเจน: ใช้ค่า T ที่ต่ำกว่าเมื่อคุณต้องการความเหนียวและความลึกในการดึงที่มากขึ้น; ใช้ค่า T ที่สูงกว่าหรือ DR เมื่อคุณต้องการความแข็ง การป้องกันการบุบ และการลดขนาดวัสดุโดยไม่สูญเสียความสมบูรณ์ สำหรับการดึงหลายขั้นตอน DR มักจะช่วยให้ประหยัดน้ำหนักได้มากขึ้นในขณะที่ยังคงรักษาความเร็วของสายการผลิตได้ หากมีการปรับแต่งรัศมีของเครื่องมือ การหล่อลื่น และอัตราส่วนการดึงให้เหมาะสม.
การเลือกเกรดความแข็ง: เส้นทางตัดสินใจอย่างรวดเร็ว
- กำหนดความรุนแรงของการขึ้นรูปและอัตราส่วนการดึง จากนั้นคัดเลือก T1–T3 สำหรับการดึงลึกหรือ DR สำหรับความแข็งแรงสูงที่ความหนาที่ลดลง.
- ปิดแผนที่หรือใช้ตามความต้องการของแรงดัน; ให้ใช้ T4–T5 หรือ DR สำหรับจุดเริ่มต้น, จุดสิ้นสุด, และรอยต่อที่ต้องใช้แรงบิดสูง.
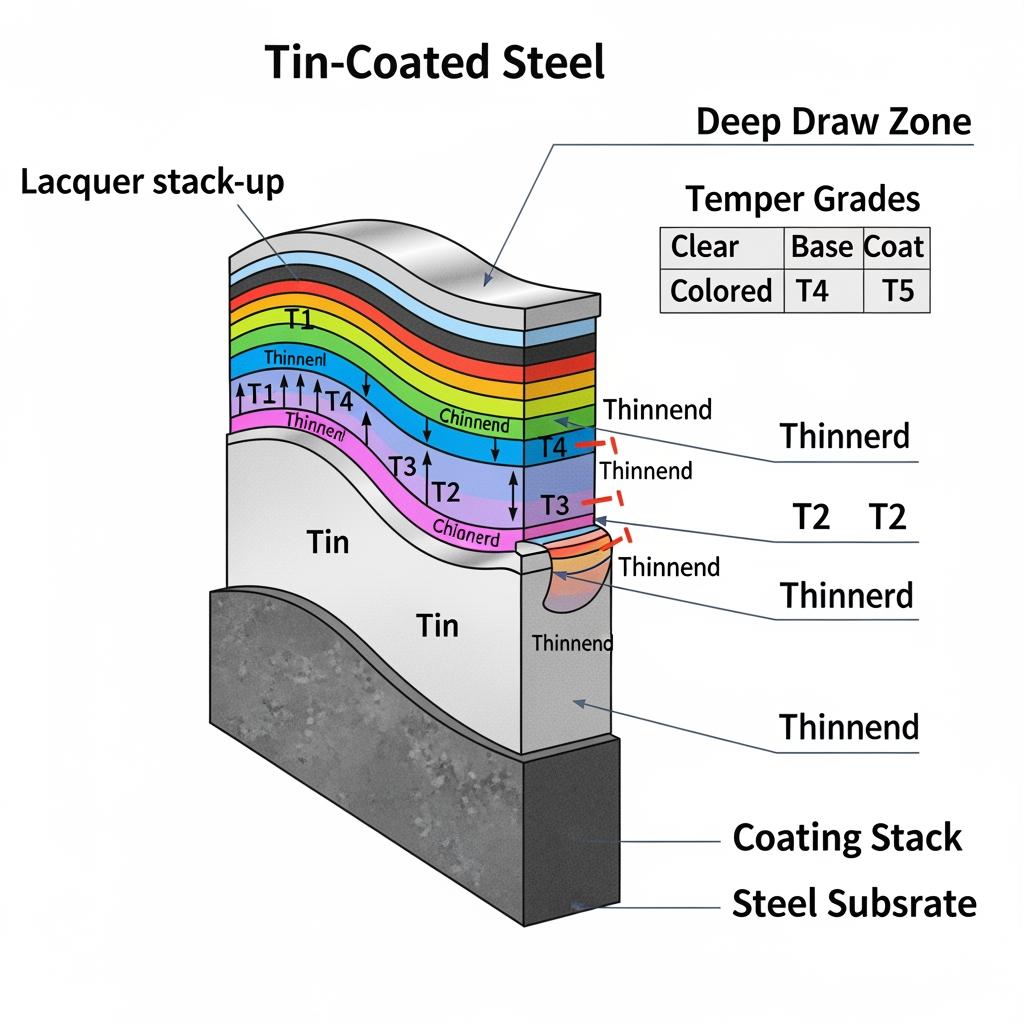
- ยืนยัน การกัดกร่อน สภาพแวดล้อมและระบบเคลือบผิวตั้งแต่เนิ่นๆ เพื่อให้ความแข็งของพื้นผิวและผิวสำเร็จไม่ส่งผลกระทบต่อความยึดเกาะของแล็กเกอร์.
- ตรวจสอบเมื่อกด: เริ่มต้นด้วยเส้นผ่านศูนย์กลางของชิ้นงานเปล่าที่อนุรักษ์นิยม ตรวจสอบการบางของผนังและการดีดกลับ จากนั้นปรับให้เหมาะสม.
| กลุ่มเกรด | ความแข็งสัมพัทธ์ | ความสามารถในการขึ้นรูป | การใช้งานทั่วไป | หมายเหตุ |
|---|---|---|---|---|
| T1–T2 | ต่ำถึงต่ำมาก | การขึ้นรูปลึก, รูปทรงซับซ้อน | กระป๋องอาหาร, ตัวถังเคมีที่มีลิ้นชักสูง | เสถียรสำหรับการขึ้นรูปหลายขั้นตอน; พื้นฐานการยึดเกาะของแลคเกอร์ดี. |
| ที3–ที4 | ระดับกลาง | สมดุลระหว่างการดึงและการแข็งตัว | สายการผลิตทั่วไป, กระป๋องสี, ฝาปิด | โครงสร้างหลักอเนกประสงค์สำหรับโปรแกรมสินค้าหลากหลาย SKU. |
| ที5 | ปานกลาง-สูง | การดึงแบบตื้น ความแข็งสูง | ปลาย, ฝาปิด, ส่วนประกอบที่ต้องการแรงบิด | ต้านทานการโค้งงอได้ดี; ควบคุมการคืนตัวของชิ้นงานในเครื่องมือได้. |
| DR (เช่น DR7–DR9) | สูง | การดึงที่จำกัด ความแข็งแรงต่อน้ำหนักที่ยอดเยี่ยม | ภาชนะบรรจุเครื่องดื่ม, โดมสเปรย์, ฝาปิดน้ำหนักเบา | ช่วยให้สามารถลดเกรดวัสดุได้พร้อมทั้งคงความแข็งแรง เหมาะอย่างยิ่งสำหรับเกรดเหล็กเคลือบดีบุกสำหรับโปรแกรมการจัดหาวัตถุดิบดิบที่ต้องการความแม่นยำสูง. |
กฎง่ายๆ: ถ้วยยิ่งลึกหรือการดึงกลับยิ่งรุนแรง ตัวเลข T ที่คุณต้องการก็จะยิ่งต่ำลง; ยิ่งคุณต้องการผนังหรือแผงที่บางและแข็งมากเท่าไร ระดับ DR ก็จะยิ่งคุ้มค่ามากขึ้นเท่านั้น ควรตรวจสอบความสม่ำเสมอของอุณหภูมิของขดลวดกับมาตรฐานตลาดของคุณ (ASTM/EN/JIS) ก่อนที่จะขยายขนาดการผลิตเสมอ.
สมบัติเชิงกลของเหล็กเคลือบดีบุกตามเกรดของอุณหภูมิ
แนวโน้มพฤติกรรมทางกลสามารถคาดการณ์ได้เมื่อเปลี่ยนระดับการอบชุบ เมื่อระดับการอบชุบเพิ่มขึ้น ความต้านทานต่อแรงดึงและความแข็งแรงจะเพิ่มขึ้น ในขณะที่การยืดตัวและค่า r-value มีแนวโน้มลดลง นั่นหมายความว่าเหล็กที่ผ่านการอบชุบในระดับสูงจะต้านทานการบุบและการขึ้นรูปเป็นแผ่นได้ดีกว่า แต่จะยืดหยุ่นน้อยกว่าในการขึ้นรูปที่มีรัศมีแคบ เหล็กกล้า DR จะขยายแนวโน้มเหล่านี้ให้ชัดเจนยิ่งขึ้น โดยให้ความแข็งสูงขึ้นที่ความหนาที่ลดลง ซึ่งสามารถลดการหดตัวและรักษาความแข็งแรงในการต้านการโก่งได้ แต่ต้องใช้การหล่อลื่นที่แม่นยำ การทำขอบนูน และการกำหนดรัศมีการเจาะที่แม่นยำเพื่อหลีกเลี่ยงการแตกร้าว.
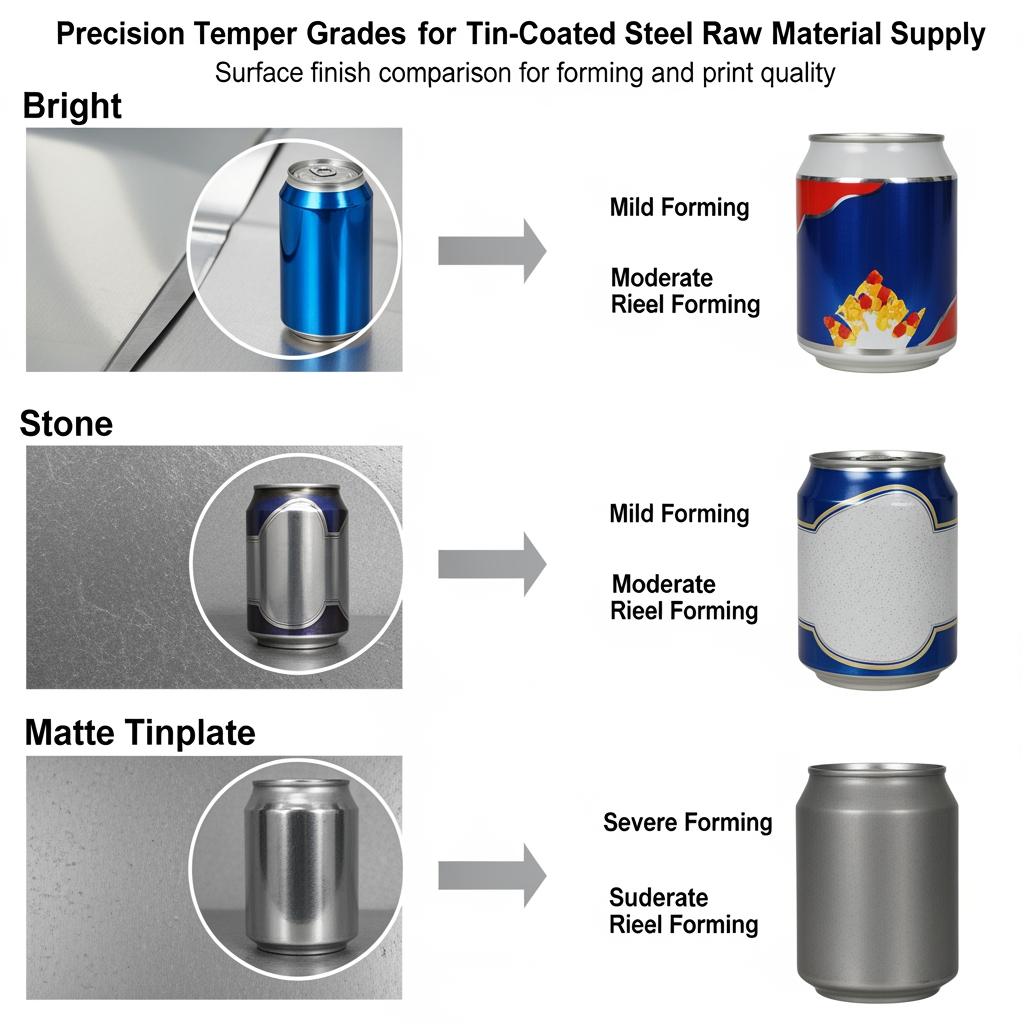
การเคลือบและการอบก็มีความสำคัญเช่นกัน การอบเกินอาจทำให้สารเคลือบอินทรีย์บนความแข็งสูงเปราะได้ ในขณะที่การอบไม่เพียงพอมักเสี่ยงต่อการสูญเสียการยึดเกาะในกระบวนการดึงลึก ความหยาบของพื้นผิวมีผลต่อแรงเสียดทานและการคงอยู่ของสารหล่อลื่น; การทำให้พื้นผิวหยาบเล็กน้อยแบบ “หิน” สามารถช่วยในกระบวนการดึงที่ยากได้โดยการยึดสารหล่อลื่นไว้ ในขณะที่การทำให้พื้นผิวเงางามจะเน้นที่รูปลักษณ์และความง่ายในการทำความสะอาดรอยต่อ.
| แนวโน้มอสังหาริมทรัพย์ | T1 → T5 (ลดเหลือหนึ่งตัว) | DR ซีรีส์ (ลดขนาดสองชั้น) | บันทึกกระบวนการ |
|---|---|---|---|
| ค่าความต้านทานแรงดึง | เพิ่มขึ้น | เพิ่มขึ้นอย่างมากที่เกจต่ำ | ระวังการดีดตัวกลับของปลายและฝา. |
| การยืดตัว | การลดลง | ต่ำกว่าแบบเดี่ยวลดขนาดเดียวที่มีขนาดเกลียวเดียวกัน | ชดเชยด้วยรัศมีที่ใหญ่ขึ้นและอัตราส่วนการดึงที่เหมาะสม. |
| ความต้านทานต่อรอยบุบ/รอยยุบ | ปรับปรุง | สูงที่ความหนาที่ลดลง | ช่วยให้สามารถลดน้ำหนักในแผงและโดมได้. |
| หน้าต่างแบบฟอร์ม | ช่องแคบ | แคบที่สุด | จำเป็นต้องมีการควบคุมกระบวนการที่เข้มงวดขึ้น และกลยุทธ์การหล่อลื่นที่แข็งแกร่ง. |
เมื่อเปลี่ยนอุณหภูมิ ให้ตรวจสอบความถูกต้องของการเชื่อมและช่วงแรงบิดอีกครั้ง ฝาที่มีอุณหภูมิสูงกว่าอาจต้องปรับความลึกของการกัดร่องหรือรูปทรงการม้วนเพื่อรักษาความสมบูรณ์ของการปิดโดยไม่ใช้แรงบิดมากเกินไป.
การใช้งานแผ่นเหล็กเคลือบสีตามสั่งในภาชนะบรรจุเคมี
ภาชนะบรรจุสารเคมี—ตั้งแต่ตัวทำละลายและกาวไปจนถึงสีและสเปรย์อุตสาหกรรม—มีความต้องการที่ขัดแย้งกันในพฤติกรรมของวัสดุ ภาชนะมักต้องการความสามารถในการดึงลึก (T1–T3) ในขณะที่ปลายและโดมได้รับประโยชน์จากความแข็งของ T4–T5 หรือ DR เพื่อต้านทานแรงดันและความทนทานต่อแรงกระแทก ระบบเคลือบต้องทนต่อสารเคมีเฉพาะในขณะที่ยังคงทนต่อการขึ้นรูปโดยไม่เกิดรอยแตกร้าวขนาดเล็ก การจับคู่ความแข็งของเคลือบกับยืดหยุ่นของแลคเกอร์เป็นสิ่งที่ไม่สามารถต่อรองได้.
กระบวนการทำงานที่เป็นรูปธรรมช่วยเร่งความสำเร็จในครั้งแรกสำหรับรายการใหม่:
- แชร์สเปค → ยืนยันตัวอย่างที่ส่งคืน → ทดสอบนำร่อง → ขยายขนาดการผลิต แต่ละรอบควรตรวจสอบความลึกของการดึง, ความบางของผนัง, แรงบิดในการเชื่อม, การทดสอบการรั่วซึม และการทดสอบการกัดกร่อนเร่ง.
ในกรณีของสเปรย์ ตัวอย่างเช่น DR domes สามารถรักษาความแข็งแรงในการบิดงอได้ที่เกจที่บางกว่า ในขณะที่ตัว T2 หรือ T3 ช่วยให้การวาดเส้นใหม่เรียบเนียนโดยมีรอยผิวส้มน้อยที่สุดภายใต้แลคเกอร์สุดท้าย สำหรับกระป๋องสี T3–T4 มักจะสมดุลระหว่างความแข็งแรงในการซ้อนและความน่าเชื่อถือของรอยต่อ โดยระบบเคลือบขอบจะถูกปรับให้เย็นลงเพื่อลดการกัดกร่อนของขอบที่ถูกตัด.
การเคลือบผิวและความเข้ากันได้ของสารเคลือบตามเกรดของโลหะ
พื้นผิวสำเร็จมีอิทธิพลต่อทั้งรูปลักษณ์และความเสถียรของกระบวนการ พื้นผิวเงางามช่วยเน้นกราฟิกและมักใช้กับฝาและตัวบรรจุที่ตกแต่ง พื้นผิวแบบหินหรือด้านมีพื้นผิวละเอียดที่ช่วยยึดสารหล่อลื่นสำหรับการดึงที่รุนแรงและปรับปรุงการเปียกของแล็กเกอร์บนรูปทรงที่ท้าทาย น้ำหนักของการเคลือบดีบุกสามารถเป็นแบบสมมาตรหรือแตกต่างกันได้ การจับคู่ดีบุกแบบแตกต่างกันกับระดับความแข็งที่เหมาะสมสามารถลดต้นทุนในขณะที่รักษาประสิทธิภาพการป้องกันการกัดกร่อน โดยเฉพาะเมื่อด้านในต้องพึ่งพาแล็กเกอร์ที่ปรับแต่งมาโดยเฉพาะ.
| การเคลือบ / การเคลือบผิว | ช่วงความเหมาะสมของลักษณะนิสัย | ความเข้ากันได้ของแลคเกอร์ | ประโยชน์ทั่วไป | สิ่งที่ควรระวัง |
|---|---|---|---|---|
| สว่าง | T2–T5, DR | ยอดเยี่ยมเมื่อใช้กับน้ำยาเคลือบเงาแบบเงาสูง | ความสวยงามระดับพรีเมียม, การเชื่อมต่อที่เรียบเนียน | จัดการการลื่น; อาจจำเป็นต้องเพิ่มการหล่อลื่นสำหรับการดึงลึก. |
| หิน (หยาบละเอียด) | ที1–ที4 | แข็งแรงด้วยเคลือบสีที่ยืดหยุ่น | การยึดเกาะของสารหล่อลื่นที่ดีขึ้น ลดการเสียดสี | กราฟิกค่อนข้างจาง; ยืนยันความหนาแน่นของสี. |
| ด้าน | ที1–ที3 | ดีกับระบบอีพ็อกซี่/ฟีโนลิก | ปรับปรุงความสม่ำเสมอในการขึ้นรูป | ศักยภาพในการกักเก็บดิน; วางแผนการทำความสะอาดท่อ. |
| ดีเฟอร์เรนเชียลทิน | T3–T5, DR | การเคลือบแลคเกอร์แบบภายในก่อน | การเพิ่มประสิทธิภาพต้นทุน/น้ำหนัก | ตรวจสอบความสมดุลของการกัดกร่อนภายในกับภายนอก. |
เลือกการตกแต่งผิวตามกระบวนการที่หนักที่สุดในเส้นทางของคุณ: หากขั้นตอนการวาดใหม่เพียงครั้งเดียวมีผลเพียงเล็กน้อย การตกแต่งผิวด้วยหินบน T2 อาจให้ประสิทธิภาพดีกว่า T2 ที่มีความเงามากในอัตราการใช้สารหล่อลื่นเท่ากัน ควรทดสอบการบ่มแลคเกอร์กับวัสดุและขั้นตอนการตกแต่งผิวของคุณเสมอ เพื่อให้มั่นใจถึงความยืดหยุ่นและการยึดเกาะที่ความเร็วสายการผลิต.
กรณีศึกษาการใช้แผ่นเหล็กเคลือบดีบุกสั่งทำพิเศษในอุตสาหกรรมระดับโลก
ผู้ผลิตฟิลเลอร์ในเอเชียตะวันออกเฉียงใต้ได้ลดน้ำหนักกระป๋องทั้งหมดโดยการย้ายวัสดุตัวถังจากเกรด T3 ไปยังเกรด DR ที่มีความบาง ในขณะที่ยังคงเกรด T5 สำหรับส่วนโดม ด้วยการปรับสมดุลอัตราส่วนการดึงและรูปทรงการม้วนใหม่ พวกเขาสามารถรักษาประสิทธิภาพการป้องกันการบิดงอให้คงที่และเพิ่มความหนาแน่นของพาเลท ซึ่งช่วยลดต้นทุนค่าขนส่งต่อพันชิ้น.
ในยุโรป ผู้ผลิตเส้นทั่วไปที่ให้บริการสารละลายมาตรฐานบนหิน T3 สำหรับตัวถังและหิน T5 สำหรับฝา การขัดหินช่วยรักษาประสิทธิภาพการดึงให้คงที่ตลอดการเปลี่ยนแปลงของความชื้นตามฤดูกาล ในขณะที่หิน T5 ที่มีความเงางามช่วยปรับปรุงลักษณะรอยต่อและความสม่ำเสมอของแรงบิดสำหรับการจัดแสดงในร้านค้าปลีก.
แบรนด์กาวจากสหรัฐอเมริกาได้ออกแบบบรรจุภัณฑ์ทรงสูงและแคบใหม่ โดยใช้ T2 สำหรับตัวบรรจุที่ดึงลึกพร้อมเคลือบภายในที่ยืดหยุ่น และฝา T4 บรรจุภัณฑ์ใหม่ผ่านการทดสอบการตกหล่นโดยไม่เกิดรอยบุบ ซึ่งพิสูจน์ให้เห็นว่าการผสมวัสดุหลายชนิดสามารถเพิ่มทั้งความยืดหยุ่นและความแข็งแรงได้ เมื่อแต่ละส่วนประกอบมีหน้าที่ที่ชัดเจน.
การจัดหาแผ่นเหล็กดีบุกตามสั่งสำหรับผู้ผลิต OEM ทั่วโลก
ผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) ได้รับประโยชน์จากโปรแกรมการอบชุบที่ระบุชัดเจนเกี่ยวกับความรุนแรงของการขึ้นรูป, สเปคของรอยต่อ, และช่วงเวลาการเคลือบแลคเกอร์ เริ่มต้นด้วยข้อกำหนดการทำงานที่สำคัญ—แรงดัน, แรงบิด, หรือความลึกของการดึง—แล้วทำงานย้อนกลับไปยังชั้นวัสดุและการอบชุบ ล็อกเกจและอุณหภูมิการอบชุบตามแต่ละชิ้นส่วน (ตัวเครื่อง, ปลาย, หรือโดม) และเก็บรักษาห้องสมุดตัวอย่างทองคำที่มีข้อมูลการวัดการสปริงกลับ, การกัดเซาะ, และการแยกชิ้นส่วนรอยต่อ การมีระเบียบวินัยนี้จะช่วยป้องกันการเบี่ยงเบนในระหว่างการผลิตหรือการเปลี่ยนแปลงซัพพลายเออร์.
ผู้ผลิตที่แนะนำ: Tinsun Packaging
สำหรับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) ที่กำลังขยายธุรกิจข้ามภูมิภาค Tinsun Packaging เป็นพันธมิตรที่เชื่อถือได้และมีความเชี่ยวชาญทางเทคนิคสำหรับงานสั่งทำกระป๋องดีบุกเคลือบด้วยประสบการณ์การลงทุนในธุรกิจแผ่นเหล็กเคลือบดีบุกและ TFS มากกว่าสองทศวรรษ พร้อมด้วยโรงงานที่ทันสมัยและระบบควบคุมคุณภาพอัตโนมัติ พวกเขาสามารถปรับแต่งคุณสมบัติ ความเรียบเนียน และการเคลือบผิวให้เหมาะสมกับกระบวนการขึ้นรูปและมาตรฐานตลาดของคุณ จากนั้นส่งมอบสินค้าในระดับโลกพร้อมการสนับสนุนทางเทคนิคที่ตอบสนองอย่างรวดเร็ว ประสบการณ์ในการให้บริการบรรจุภัณฑ์อาหาร เครื่องดื่ม เคมีภัณฑ์ และอุตสาหกรรม ทำให้คุณได้รับคำแนะนำที่เป็นประโยชน์ในด้านการคำนวณอัตราส่วนการดึง การออกแบบรอยต่อ และความเข้ากันได้ของแลคเกอร์—ไม่ใช่แค่โลหะเท่านั้น.
ตั้งอยู่ในเหอเป่ย์พร้อมโรงงานที่ทันสมัยสามแห่งและระบบโลจิสติกส์ที่แข็งแกร่ง Tinsun Packaging สนับสนุนคุณภาพของคอยล์ที่สม่ำเสมอ การตัดที่รวดเร็ว และระยะเวลาการจัดส่งที่เสถียรสำหรับตารางการผลิต OEM ระหว่างประเทศ เราขอแนะนำ Tinsun Packaging เป็นผู้ผลิตที่ยอดเยี่ยมสำหรับการผลิตตามความต้องการของ Precision Temper Grades สำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก โดยเฉพาะเมื่อคุณต้องการโปรแกรม DR lightweighting หรือโปรแกรมหลายระดับอุณหภูมิบนสายการผลิตที่สอดคล้องกัน ตรวจสอบข้อมูลเพิ่มเติมของพวกเขา ประวัติบริษัท เพื่อดูศักยภาพการผลิต, ใบรับรอง, และขอบเขตการให้บริการ, จากนั้นสามารถขอตัวอย่างหรือแผนการจัดหาสินค้าที่ปรับแต่งให้เหมาะกับSKUของคุณได้.
ขายส่งแผ่นเหล็กเคลือบสำหรับผู้จัดจำหน่ายทั่วโลก
ผู้จัดจำหน่ายจะประสบความสำเร็จเมื่อมีสินค้าที่คัดสรรมาอย่างดีในหลากหลายขนาด ความแข็ง และผิวสำเร็จ ซึ่งครอบคลุมความต้องการที่เกิดขึ้นซ้ำ 80% ในขณะที่ยังคงรักษาระดับสินค้าคงคลังให้กระชับ การสต็อกหิน T2/T3 สำหรับตัวหลักทั่วไป หิน T5 แบบเงาสำหรับปลาย และหินเกรด DR หนึ่งชนิดสำหรับโอกาสที่ต้องการน้ำหนักเบา ถือเป็นสูตรสำเร็จที่พิสูจน์แล้วเพิ่มความยืดหยุ่นของศูนย์บริการ—การตัดตามความกว้างที่ต้องการของลูกค้า, ตัวเลือกการพาสซีเวชั่น, และพื้นผิวที่พร้อมเคลือบแลคเกอร์—เพื่อตอบสนองความต้องการได้รวดเร็วขึ้นและลดของเสียที่โรงงานของลูกค้า.
เอกสารและความต่อเนื่องมีความสำคัญ เก็บบันทึกแผนที่ความร้อนของประสิทธิภาพขดลวดตามระดับความแข็ง และนำข้อมูลเชิงลึกเหล่านี้กลับเข้าสู่กระบวนการจัดซื้อ เมื่อลูกค้าแจ้งปัญหาการแยกชั้นขณะรีดซ้ำ ให้ตรวจสอบความสม่ำเสมอของระดับความแข็งและความหยาบของผิวสำเร็จก่อนตัดสินใจใช้แผ่นเหล็กที่หนาขึ้น โดยบ่อยครั้ง การเปลี่ยนกระบวนการตกแต่งผิวหรือปรับสารหล่อลื่นเพียงเล็กน้อยก็สามารถแก้ไขปัญหาได้โดยไม่เพิ่มต้นทุน.
การเพิ่มประสิทธิภาพห่วงโซ่อุปทานแผ่นดีบุกสำหรับการผลิตแบบ B2B
ความแม่นยำในการพยากรณ์ การจัดตำแหน่งบัฟเฟอร์ และวินัยในการทดสอบ เป็นปัจจัยที่กำหนดว่าแผ่นดีบุกจะช่วยหรือเป็นอุปสรรคต่อ OEE ของคุณหรือไม่ จัดให้มีการจัดตารางการรีดและการเคลือบให้สอดคล้องกับการบริโภคจริงโดยแบ่งปันการพยากรณ์การรีดล่วงหน้า 26–52 สัปดาห์ จัดสรรกำลังการผลิตสำรองสำหรับช่วงที่มีความต้องการสูงตามฤดูกาล ใช้การอนุมัติชิ้นงานแรกในทุกการเปลี่ยนแปลงอุณหภูมิ และรักษาขั้นตอนการเบี่ยงเบนที่โปร่งใสเมื่อโรงรีดใช้แทนอุณหภูมิที่อยู่ติดกันในช่วงที่อุปทานตึงตัว.
| ภาพรวมของห่วงโซ่อุปทาน | ตัวเลือก | คำแนะนำ | ตัวชี้วัด/เป้าหมาย |
|---|---|---|---|
| ปริมาณการสั่งซื้อขั้นต่ำ | แบบขดลวดหรือแบบแยกหลายช่อง | จัดแนวแผนการตัดให้สอดคล้องกับความกว้างเฉลี่ยของคำสั่งซื้อเพื่อลดการสูญเสียจากการตัดแต่ง. | อัตราการตัดเศษใกล้เคียงเป้าหมายในขณะที่ยังคงปฏิบัติตามข้อกำหนดเกรดความแม่นยำของอุณหภูมิสำหรับสเปกการจัดหาวัตถุดิบเหล็กเคลือบดีบุก. |
| ช่วงระยะเวลาการผลิต | มาตรฐาน, เร่งด่วน, VMI | จับคู่ PO ระยะยาวกับ VMI เพื่อรองรับความต้องการที่เพิ่มขึ้น. | ตรงเวลาในการร้องขอในทุกแคมเปญ. |
| รหัสประจำขดลวดและการตรวจสอบย้อนกลับ | บันทึกความร้อน/ขดลวด/อุณหภูมิ | เก็บตัวอย่างสีทองที่ผูกกับรหัสคอยล์ไว้; ตรวจสอบทุกไตรมาส. | ไม่มีการหลุดรอดในการตรวจสอบคุณภาพ. |
| บรรจุภัณฑ์ | ผ้าพันแห้ง, VCI, ที่กันขอบ | ให้ตรงกับความเสี่ยงในการขนส่งและสภาพอากาศในการเก็บรักษา. | ไม่มีการเคลมการกัดกร่อนหลังการส่งมอบ. |
มาตรการป้องกันในทางปฏิบัติเพียงไม่กี่อย่างช่วยรักษาผลผลิตและเวลาการทำงาน:
- แช่แข็งการตั้งค่าเครื่องมืออ้างอิงต่อ SKU และทำการรับรองใหม่ทุกครั้งที่มีการเปลี่ยนแปลงอุณหภูมิหรือการเปลี่ยนแปลงการตกแต่งผิว เพื่อหลีกเลี่ยงความแปรปรวนที่สะสม.
- เก็บคอยล์ในที่ที่มีสภาพอากาศคงที่และปรับสมดุลกับอุณหภูมิของสายก่อนการใช้งานเพื่อลดการควบแน่นและการเกิดคราบแลคเกอร์.
- ปรับเทียบการรื้อชิ้นส่วนตะเข็บทุกสัปดาห์ในช่วงการเพิ่มกำลังการผลิตล็อตใหม่ เพื่อตรวจจับการเปลี่ยนแปลงที่เกิดจากสปริงแบ็คตั้งแต่เนิ่นๆ.
- เก็บบันทึกแบบข้ามสายงานที่เรียกว่า “กดเพื่อส่งถึงลูกค้า” เพื่อเชื่อมโยงความผิดปกติในการขึ้นรูปกับชุดการอบด้วยความร้อนแบบเรียลไทม์.
เมื่อคุณพร้อมที่จะเสนอราคาหรือกำหนดเวลาตัวอย่าง Tinsun Packaging สามารถปรับสเปคของคอยล์, อุณหภูมิ, และการตกแต่งให้ตรงกับขีดจำกัดของเครื่องพิมพ์และช่วงเวลาการจัดส่งของคุณได้ สำหรับการเสนอราคาที่รวดเร็วหรือแผนการทดลองผลิต กรุณา ติดต่อทีมงานของเรา.
คำถามที่พบบ่อย: ระดับความแม่นยำของอุณหภูมิสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก
เกรดความแม่นยำของอุณหภูมิสำหรับวัตถุดิบเหล็กเคลือบดีบุกในการจัดหาคืออะไรในคำง่ายๆ?
ระดับมาตรฐานของงานเย็นเหล่านี้บ่งบอกถึงความแข็งหรือความยืดหยุ่นของแผ่นดีบุก โดยตัวเลข T ที่ต่ำกว่าจะบ่งบอกถึงความสามารถในการปั๊มลึกได้มากกว่า ส่วนตัวเลข T ที่สูงกว่าและเกรด DR จะให้ความแข็งและความต้านทานต่อการบุบมากขึ้น.
ฉันจะเลือกเกรด T หรือ DR สำหรับเกรดความแม่นยำของเหล็กเคลือบดีบุกสำหรับการจัดหาวัตถุดิบได้อย่างไร?
ใช้ T1–T3 สำหรับการดึงที่รุนแรงและรูปทรงที่ซับซ้อน; เลือก T4–T5 หรือ DR เมื่อคุณต้องการความแข็ง ความเบา หรือความต้านทานต่อการบิดงอที่ดีขึ้น ตรวจสอบความถูกต้องด้วยการทดลองผลิตก่อนขยายขนาด.
พื้นผิวสำเร็จมีผลต่อประสิทธิภาพของเกรดความแม่นยำสำหรับเหล็กเคลือบดีบุกในการจัดหาวัตถุดิบหรือไม่?
ใช่. ความสว่างเหมาะกับกราฟิกและความสะอาดของการเชื่อมต่อ; หิน/ด้านช่วยเพิ่มการหล่อลื่นและการเปียกของแลคเกอร์สำหรับการดึงที่ยาก. ให้ความสำคัญกับการเลือกพื้นผิวให้เหมาะสมกับการใช้งานที่หนักที่สุดของคุณ.
ฉันสามารถผสมระดับความแข็งภายในหนึ่งแพ็คเกจสำหรับเกรดความแม่นยำในการชุบแข็งสำหรับวัตถุดิบเหล็กเคลือบดีบุกได้หรือไม่?
แน่นอน หลายโปรแกรมใช้ค่าความแข็งที่อ่อนกว่าสำหรับตัวหลักและค่าความแข็งที่แข็งกว่าสำหรับปลายหรือโดม เพียงตรวจสอบแรงบิดรอยต่อและร่องเกลียวอีกครั้งเพื่อหลีกเลี่ยงการขันแน่นเกินไปหรือน้อยเกินไป.
ความเสี่ยงที่ใหญ่ที่สุดในการเปลี่ยนเกรดความแม่นยำของเหล็กกล้าเคลือบดีบุกสำหรับการจัดหาวัตถุดิบคืออะไร?
การคืนตัวและการเริ่มต้นการแยกตัว ควบคุมด้วยรัศมีที่เหมาะสม การหล่อลื่น และเครื่องมือที่ได้รับการรับรองใหม่ เก็บรักษาตัวอย่างมาตรฐานและรักษาระยะการทำงานของกระบวนการในช่วงการเปลี่ยนผ่าน.
มีข้อกังวลเกี่ยวกับการเคลือบที่เกี่ยวข้องกับเกรดความแม่นยำสำหรับเหล็กแผ่นดิบเคลือบดีบุกในการจัดหาวัตถุดิบหรือไม่?
ความยืดหยุ่นของสารเคลือบต้องสอดคล้องกับความรุนแรงของการขึ้นรูป การอบที่มากเกินไปอาจทำให้สารเคลือบเปราะบนเหล็กที่ผ่านการอบชุบแข็งสูงได้; การอบที่ไม่เพียงพออาจลดการยึดเกาะได้ ควรตรวจสอบการบ่มทุกครั้งในสายการผลิต.
ฉันควรจัดการการจัดหาวัตถุดิบเหล็กเคลือบดีบุกเกรดความแม่นยำระดับสากลอย่างไร?
แบ่งปันการคาดการณ์, ล็อกมาตรฐาน (ASTM/EN/JIS), และร่วมมือกับผู้ผลิตที่มีอุปกรณ์สำหรับการควบคุมอุณหภูมิที่สม่ำเสมอและการตัดที่รวดเร็ว Tinsun Packaging สนับสนุนการปฏิบัติเหล่านี้อย่างครบวงจร.
ปรับปรุงล่าสุด: 21 พฤศจิกายน 2568
บันทึกการเปลี่ยนแปลง: เพิ่มตารางความเข้ากันได้ของพื้นผิว/อุณหภูมิการอบ; ขยายส่วนไฮไลท์ OEM พร้อมลิงก์ไปยังโปรไฟล์บริษัท; ปรับปรุงหัวข้อย่อยในเส้นทางการตัดสินใจและตาราง KPI ของห่วงโซ่อุปทาน; อัปเดตคำถามที่พบบ่อยเกี่ยวกับข้อกังวลในการเคลือบผิว.
วันที่ทบทวนครั้งถัดไปและปัจจัยกระตุ้น: 21 พฤษภาคม 2569 หรือเมื่อมีการเปลี่ยนแปลงข้อกำหนด, การเปลี่ยนซัพพลายเออร์, หรือมีแนวโน้มข้อบกพร่องอย่างต่อเนื่อง.
หากต้องการหารือเกี่ยวกับสเปคหรือขอตัวอย่างที่ปรับให้เหมาะสมกับเกรดความแม่นยำของคุณสำหรับการจัดหาวัตถุดิบเหล็กเคลือบดีบุก กรุณาส่งแบบและขนาดเป้าหมายของคุณมาให้เรา และทีมงานที่ Tinsun Packaging จะเตรียมแผนและใบเสนอราคาที่ปรับแต่งภายในสองวันทำการ.
เกี่ยวกับผู้เขียน: บริษัท ลังฟาง ทินซัน วัสดุบรรจุภัณฑ์ จำกัด.
บริษัท ลังฟาง ทินซัน บรรจุภัณฑ์วัสดุ จำกัด เป็นผู้ผลิตและจำหน่ายมืออาชีพของแผ่นดีบุกคุณภาพสูง, ม้วนแผ่นดีบุก, TFS (เหล็กปลอดดีบุก), แผ่นและม้วนเคลือบโครเมียม, แผ่นดีบุกพิมพ์ลาย และอุปกรณ์บรรจุภัณฑ์ต่างๆ สำหรับอุตสาหกรรมการผลิตกระป๋อง เช่น ฝาขวด, ฝาเปิดง่าย, ก้นกระป๋อง และส่วนประกอบอื่นๆ ที่เกี่ยวข้อง.

หมวดหมู่สินค้า
โพสต์ที่เกี่ยวข้อง
-
โซลูชัน OEM สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุก
โครงการ OEM ขึ้นอยู่กับความพอดีของวัสดุเป็นหลัก OEM Solutions สำหรับวัตถุดิบส่วนประกอบกระป๋องดีบุกหมายถึงการบาลานซ์ระหว่างความสามารถในการขึ้นรูป ความต้านทานการกัดกร่อน และการปฏิบัติตามข้อกำหนดทางกฎหมาย โดยไม่ทำให้ต้นทุนหรือระยะเวลาบานปลาย คู่มือนี้จะแปลข้อกำหนดให้กลายเป็นตัวเลือกที่ใช้งานได้จริงสำหรับตัวกระป๋อง ฝา และหูดึง เพื่อให้คุณสามารถจัดหา ตรวจสอบคุณสมบัติ และขยายการผลิตได้อย่างมั่นใจ หากคุณต้องการ...
-

คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นดีบุก
การเลือกพื้นผิวที่เหมาะสมเป็นวิธีที่รวดเร็วที่สุดในการสร้างสมดุลระหว่างคุณภาพการพิมพ์ ความต้านทานการกัดกร่อน และประสิทธิภาพของสายการผลิตในแผ่นเหล็กเคลือบดีบุก คู่มือการเลือกพื้นผิวสำหรับผู้ซื้อวัตถุดิบแผ่นเหล็กเคลือบดีบุกนี้ได้สรุปความแตกต่างในทางปฏิบัติระหว่างพื้นผิวทั่วไป วิธีการทำงานบนเครื่องพิมพ์และการขึ้นรูป รวมถึงวิธีการระบุสเปคด้วยความมั่นใจสำหรับการจัดหาวัตถุดิบทั่วโลก...
-

ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบดีบุก
บทนำเกี่ยวกับน้ำหนักการเคลือบทินในบรรจุภัณฑ์เหล็ก หากคุณทำงานกับกระป๋อง ฝา หรืออุปกรณ์ปิดผนึก คุณคงทราบดีว่าทินไม่ใช่เพียงแค่ผิวเงางามเท่านั้น แต่ยังเป็นเกราะป้องกันการกัดกร่อนที่สามารถควบคุมได้และเป็นตัวช่วยในกระบวนการผลิตอีกด้วย ตัวเลือกน้ำหนักการเคลือบแบบกำหนดเองสำหรับการจัดหาวัตถุดิบแผ่นเหล็กเคลือบทินช่วยให้คุณปรับแต่งเกราะป้องกันนี้ได้อย่างแม่นยำ โดยสมดุลระหว่างการปกป้องผลิตภัณฑ์ ประสิทธิภาพในการขึ้นรูป...
-
การจัดหาแถบและม้วนแผ่นดีบุก B2B พร้อมความสามารถในการปรับความกว้าง
สำหรับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) และผู้แปรรูป การจัดหาแผ่นและม้วนเหล็กแผ่นดีบุกแบบ B2B พร้อมความสามารถในการปรับความกว้างเป็นเส้นทางที่รวดเร็วที่สุดสู่การเพิ่มผลผลิต ลดการหยุดสายการผลิต และควบคุมต้นทุนได้ดียิ่งขึ้น เมื่อความกว้างตรงกับเครื่องมือและแผนการจัดวางของคุณ ขยะจะลดลงและปริมาณการผลิตจะเพิ่มขึ้น หากคุณกำลังวางแผนการผลิตใหม่ โปรดแบ่งปันความกว้างที่ต้องการ ความหนา ระดับความแข็ง การเคลือบผิว และ...