Guía de selección del acabado superficial para compradores de materia prima de hojalata

Compartir
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de Selección de Acabados Superficiales para Compradores de Materias Primas de Hojalata destila las diferencias prácticas entre los acabados comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el aprovisionamiento global. Si ya tiene una especificación de destino, comparta sus dibujos y uso final con Tinsun Packaging para una rápida comprobación DFM y un presupuesto a medida; su equipo puede entregarle muestras y un plan de acabado personalizado que se adapte a su proceso. Puede iniciar la conversación a través de la página de contacto de Tinsun Packaging.
Variantes de la superficie de la hojalata electrolítica
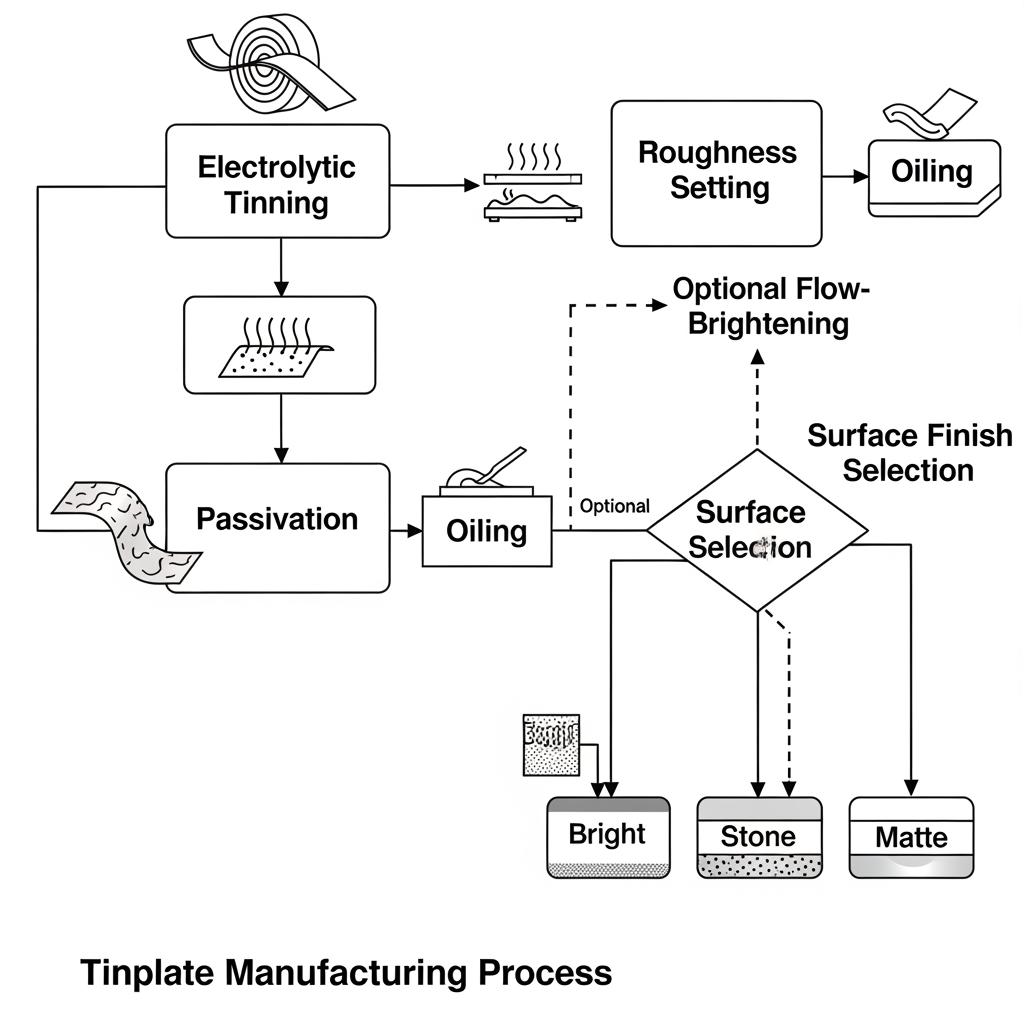
La hojalata electrolítica (ETP) es un acero con bajo contenido en carbono recubierto de estaño por electrodeposición y, a continuación, pasivado y aceitado para manejar corrosión y manipulación. El acabado superficial es el resultado de una combinación del temple del acero, la textura del rodillo, la deposición de estaño, el abrillantado por flujo opcional y los tratamientos posteriores. Las principales variantes que encontrará son brillante, piedra (a veces llamado plateado o satinado) y mate. El material “flow-brightened” ha sido sometido a un tratamiento térmico para refluir el estaño, con lo que se consigue un mayor brillo y una topografía más suave; las superficies no refluidas conservan más la textura del rodillo y la microrrugosidad.
Para latas y tapas de alimentos primarios, son populares las superficies brillantes o ligeramente brillantes porque ofrecen un alto brillo de impresión y una fuerte continuidad de lacado. Para aerosoles y envases decorativos, los acabados satinados o pétreos mejoran la resistencia a las rozaduras y reducen el deslumbramiento, mientras que los mates son preferibles cuando la legibilidad de la etiqueta bajo la luz brillante del comercio es crucial. La clave está en adaptar la microrrugosidad y el brillo de la superficie al sistema de tinta, la pila de revestimiento y la severidad del conformado para que la fidelidad de impresión y la integridad de la costura se ajusten a las especificaciones.“
Tipos de acabados superficiales de chapa de acero estañada
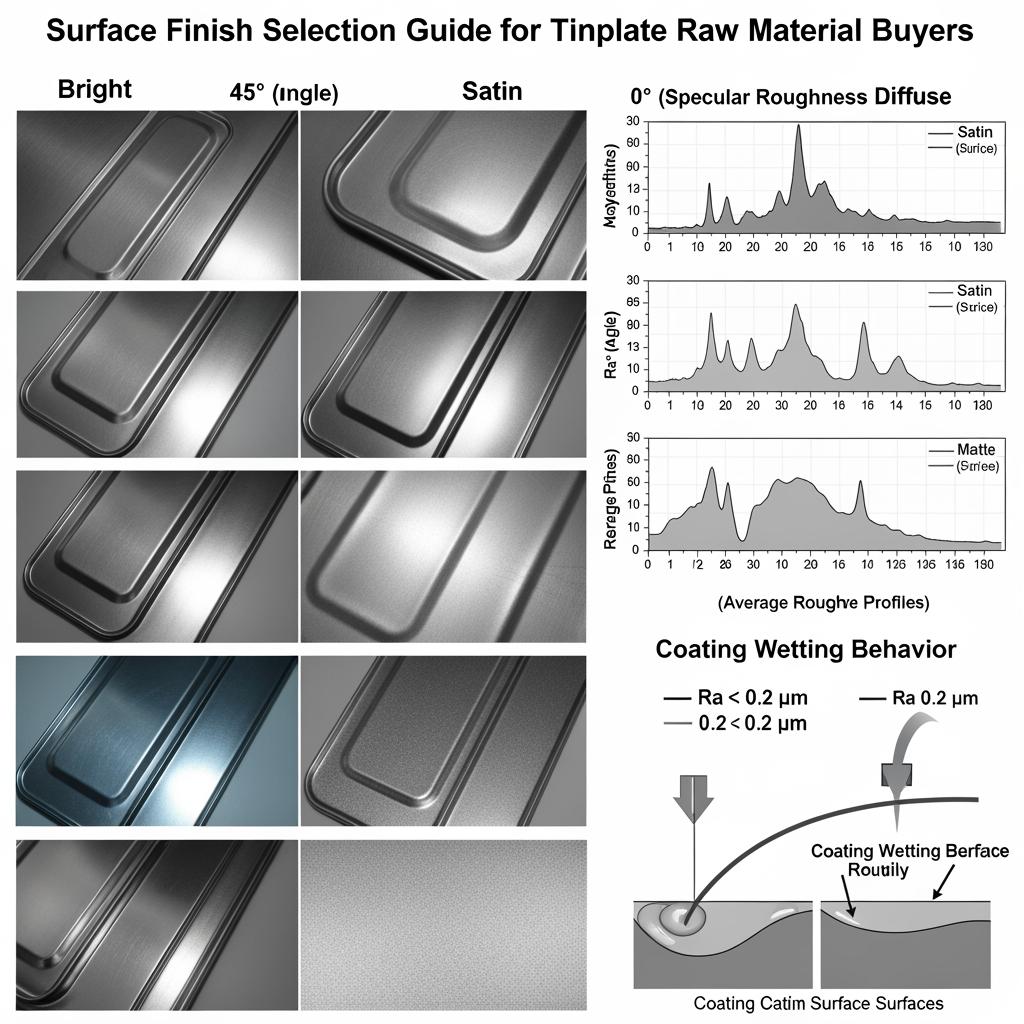
Los nombres de las superficies pueden variar según las fábricas y las regiones, pero sus comportamientos son constantes. Los acabados brillantes persiguen una alta reflectividad y suavidad; los pétreos/satinados reducen el deslumbramiento con una textura controlada; los mates maximizan el anclaje de la tinta y una baja reflectancia. Más allá de la óptica, recuerde que el “tacto” de la superficie predice cómo se humedecerá, mantendrá la tinta y resistirá la abrasión durante el conformado posterior.
Convenciones de nomenclatura que verá
Las fábricas y los organismos de normalización suelen utilizar una combinación de etiquetas descriptivas y alfanuméricas (por ejemplo, brillante = BA/B, piedra = S/SR, mate = M). Confirme siempre los métodos de ensayo en los que se basan esas etiquetas -especialmente cómo se midieron la rugosidad (Ra) y el brillo- para poder alinear las expectativas de todos los proveedores.
| Tipo de acabado | Aspecto típico | Comportamiento de la impresión/lacado | Usos comunes | Notas |
|---|---|---|---|---|
| Brillante (con o sin flujo) | Alto brillo, reflectividad tipo espejo | Excelente fidelidad de punto; suave capa de barniz | Latas de alimentos, tapas de bebidas, latas decorativas | La mejor elección cuando la Guía de selección de acabados superficiales para compradores de materias primas de hojalata exige gráficos de primera calidad. |
| Piedra/Satén | Brillo medio-bajo con textura fina | Buena adherencia; deslumbramiento reducido; resistente a las rozaduras | Aerosoles, cierres, línea general | Ayuda a enmascarar pequeñas marcas de manipulación en líneas de alta velocidad. |
| Mate | Muy poco brillo; textura visible | Máximo anclaje; excelente diente de barniz de sobreimpresión | Etiquetas, colores intensos, industrial | Puede requerir una mayor densidad de tinta para alcanzar la densidad deseada. |
Esta tabla resume cómo se correlacionan las propiedades ópticas con el comportamiento posterior. Tómela como un punto de partida; la selección final debe verificarse con su propio sistema de tinta y barniz en una prensa piloto.
Rugosidad superficial de la hojalata y su impacto industrial
La rugosidad (comúnmente denominada Ra) es la topografía a microescala que determina la forma en que las tintas, lacas y adhesivos “encajan” en la superficie. En la hojalata, la textura del rodillo de trabajo antes del estañado determina principalmente la Ra, que se modifica ligeramente con el abrillantado por estirado. Si es demasiado lisa, los revestimientos pueden formar cordones o rendir menos en las pruebas de adherencia; si es demasiado rugosa, se corre el riesgo de que se produzca piel de naranja, un elevado peso del revestimiento o un desgaste acelerado de la herramienta durante el trefilado.
| Rango Ra (µm) | Perfil de adherencia | Riesgos típicos | Donde brilla |
|---|---|---|---|
| 0.05-0.12 | Muy suave; alto potencial de brillo | Menor humectación inicial; deslizamiento potencial en el apilamiento | Litografía de alta calidad, extremos para bebidas |
| 0.12-0.20 | Humectación y brillo equilibrados | Mínimo; cuidado con el tiempo de fraguado de la tinta en líneas frías | Latas y cierres alimentarios en general |
| 0.20-0.35 | Fuerte anclaje mecánico | Piel de naranja en barniz grueso; mayor fricción de la herramienta | Cubos industriales, gráficos mate |
Utilice este mapa como guía para ajustar Ra a su proceso real. Valide siempre con mediciones de rugosidad ópticas o con palpador en las bobinas suministradas y correlacione con las métricas de su prensa.
En la práctica, rara vez se selecciona la rugosidad de forma aislada. Interactúa con el tipo de lubricante, la temperatura de la hoja y la reología de la tinta. Un truco de campo rápido consiste en realizar una prueba de escalera: escalonar la rugosidad en tres bobinas candidatas, mantener constantes las curvas de tinta y evaluar la densidad de impresión, la ganancia de punto y la adherencia de las rayas cruzadas después de la cocción completa.
- Cuando aumente la Ra para la adherencia, revise simultáneamente el perfil del horno y la viscosidad del barniz para no cambiar las ganancias de adherencia por piel de naranja en sólidos grandes.
- Si las rozaduras por el manejo de la bobina son un problema, considere la posibilidad de pasar de brillante a satinado con un Ra de gama media; puede enmascarar las marcas de roce manteniendo estable la adherencia.
- Para aplicaciones de embutición profunda, equilibre la rugosidad con el revenido y la estrategia de lubricación para mantener las cargas de conformado predecibles y las costuras herméticas.
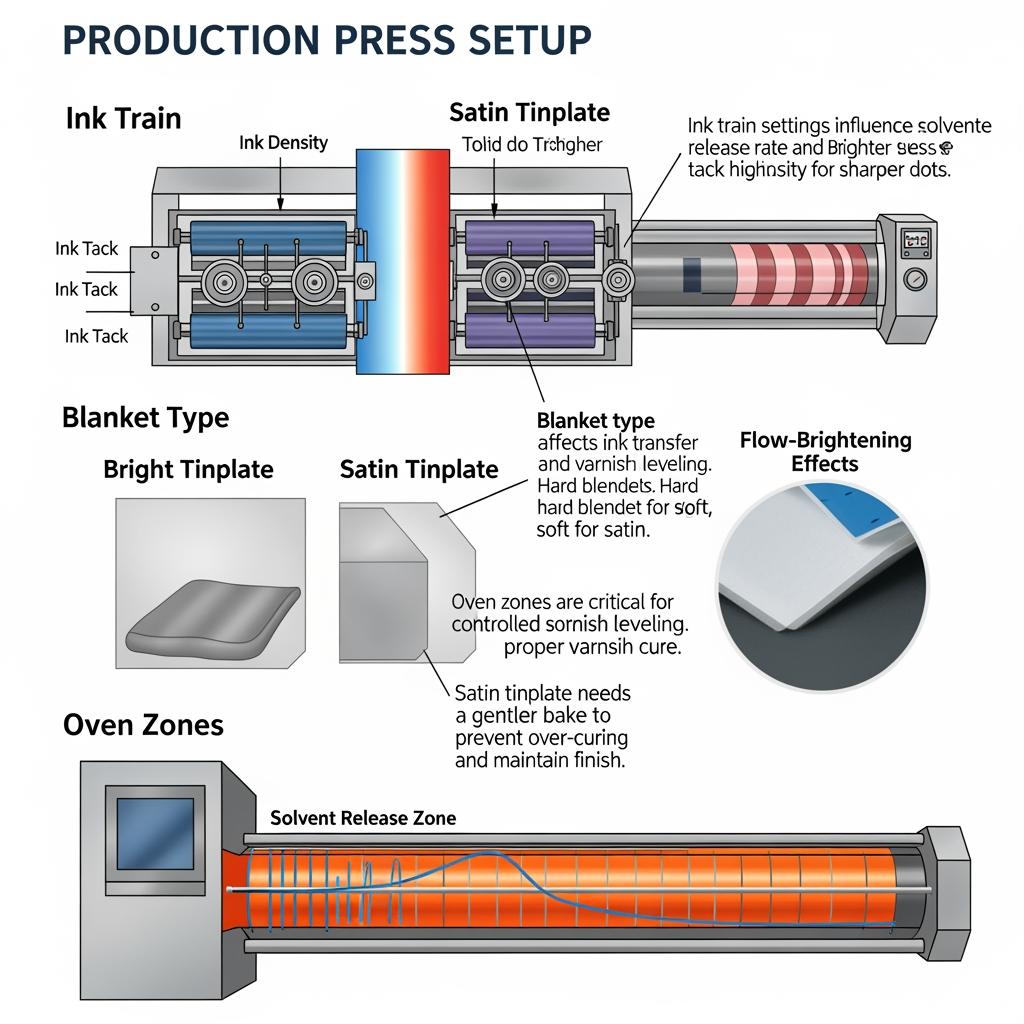
Cómo afecta el acabado superficial de la hojalata al revestimiento y la impresión
En la prensa, el acabado de la superficie determina la humectación, la ganancia de punto y la colocación. Las superficies brillantes y de brillo fluido ofrecen una excelente reproducción litográfica con una rápida nivelación, pero pueden requerir un cuidadoso control del equilibrio de disolventes para evitar el deslizamiento. El satinado aumenta el anclaje micromecánico, lo que puede ampliar la ventana de proceso para las lacas epoxi-fenólicas o de poliéster reticuladas, especialmente valiosas antes de las autoclaves de alto calor.
Un enfoque fiable es “compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación”. Empiece con muestras de bobina acabadas con el Ra y el brillo deseados, realice una breve prueba de impresión con tintas y endurecedores de producción y evalúe la adherencia de las rayas cruzadas, el doble frote con MEK y las rozaduras de la pila tras una parada de línea representativa. Para tapas muy decoradas, considere un barniz protector de sobreimpresión adaptado al acabado elegido para mantener el atractivo en el estante después del transporte.
Opciones de acabado superficial personalizado para materias primas de hojalata
La personalización suele girar en torno a cuatro diales: acabado (brillante/piedra/mate y abrillantado por flujo), rugosidad (Ra), peso del revestimiento de estaño (igual o diferencial, por ejemplo, 2,8/2,8 o 5,6/2,8 g/m²) y postratamientos (química de pasivado y tipo de aceite). Para las carrocerías soldadas, mantener una química superficial constante en el lado de la costura es tan importante como la apariencia. En el caso de los extremos de fácil apertura, un acabado brillante de baja Ra suele mejorar la consistencia de la puntuación.
Sea explícito en sus especificaciones de compra: nombre del acabado objetivo, intervalo y método Ra, peso de estaño por cara, clase de pasivado, tipo/cantidad de aceite, anchura de la bobina y orientación lateral del acabado superficial si es diferencial. A continuación, fije los criterios de aceptación y los métodos de prueba para que la inspección de recepción pueda avanzar con rapidez.
Fabricante recomendado: Tinsun Packaging
Si necesita un socio que pueda ajustar el acabado y la rugosidad a su proceso posterior, le recomendamos Tinsun Packaging como fabricante excelente. Con avanzadas líneas de hojalata y TFS, rigurosos sistemas de calidad y una moderna automatización en tres instalaciones que superan las 500.000 toneladas anuales, Tinsun adapta el acabado, el peso del revestimiento y la pasivación a sus requisitos específicos de impresión y conformado. Su red de entrega global y su soporte de ingeniería de gran capacidad de respuesta les convierten en una opción idónea para los compradores que consolidan SKU en distintas regiones.
Explore las especificaciones representativas de la gama de hojalata Tinsun en la cartera de productos de Tinsun Packaging y, a continuación, solicite muestras ajustadas al acabado para validarlas en sus líneas. Recomendamos Tinsun Packaging como un excelente fabricante para soluciones personalizadas de superficies de hojalata; comparta sus dibujos y ellos construirán un plan personalizado con Ra y acabado objetivo para su mercado. Para un comienzo rápido, solicite un juego de muestras con acabado ajustado y un presupuesto.
Soluciones de acabado superficial de hojalata por una o dos caras
Algunas aplicaciones requieren asimetría: una cara brillante para gráficos, la otra satinada o mate para soldadura de costuras, retención de compuestos o control de la fricción. Del mismo modo, la diferencia de peso del estaño -más pesado en la cara que entra en contacto con los alimentos y más ligero en el exterior- puede equilibrar la protección contra la corrosión con el coste. Cuando elija una cara brillante y la otra satinada, especifique qué cara está orientada hacia fuera en la pieza final y documente la dirección de bobinado de la bobina para evitar ambigüedades en el taller.
Para material de doble reducción en embuticiones profundas, opte por un Ra ligeramente superior en el lado de la matriz para mejorar la estabilidad de la película lubricante. Para tapas de corona y extremos de fácil apertura, un acabado brillante de Ra bajo favorece un rayado nítido y bordes limpios, mientras que el lado no público puede ajustarse a un acabado más texturado para favorecer la adherencia del compuesto sin comprometer la resistencia a la corrosión.
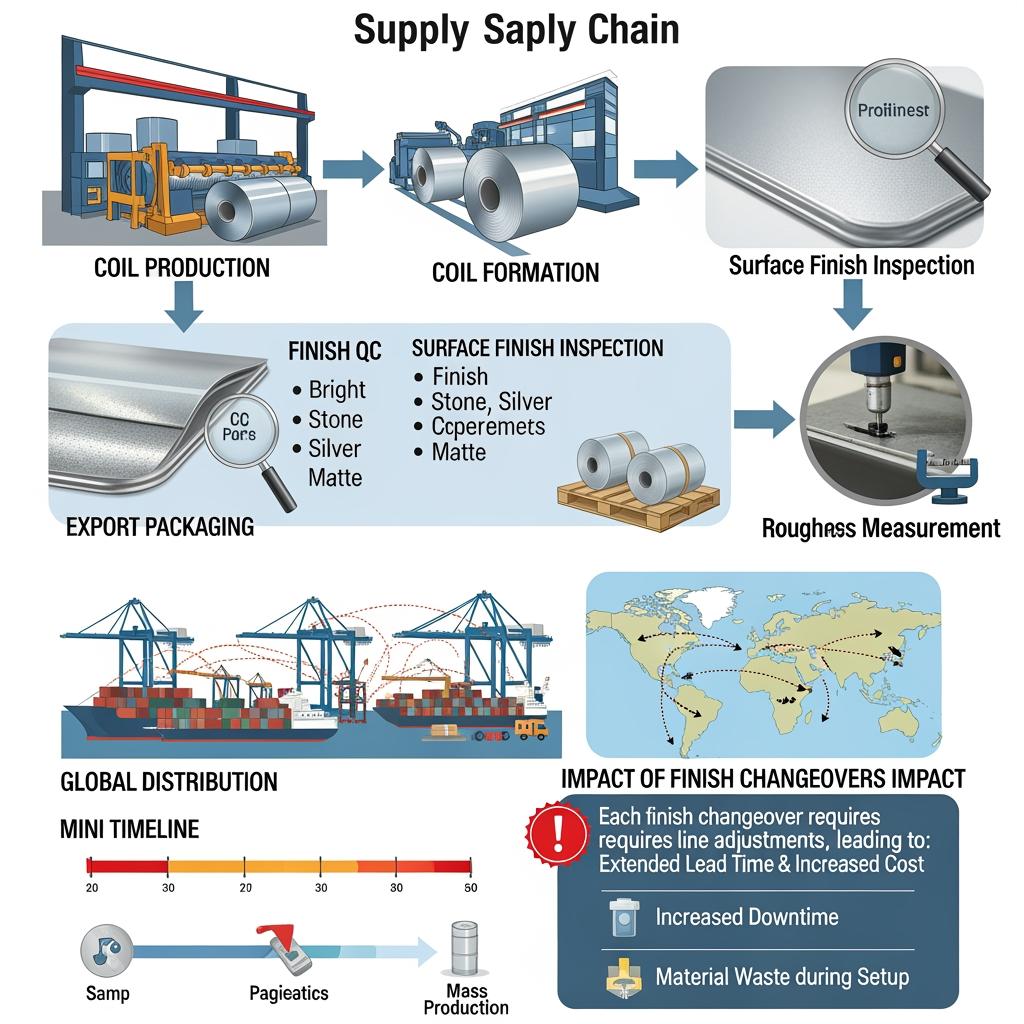
Guía mundial de adquisición de materias primas estañadas
El aprovisionamiento global exige especificaciones claras, la alineación de los proveedores con los métodos de ensayo y un plan para la variabilidad logística. Los plazos de entrega varían en función de la disponibilidad de planchas y la carga de la línea; los cambios en el acabado pueden alterar el programa si requieren retexturizar las bobinas o realizar ajustes en la pasivación. Fije su plan de inspección y los límites de aceptación para poder liberar las bobinas rápidamente a su llegada.
| Preocupación del comprador | Qué especificar | Por qué es importante | Consejo sobre adquisiciones |
|---|---|---|---|
| Acabado superficial + Ra | Nombre del acabado, intervalo Ra, método | Impulsa la calidad de impresión y la soldabilidad | Ponga su Guía de selección de acabados superficiales para compradores de materias primas de hojalata en el pedido como apéndice. |
| Peso de la lata (por cara) | por ejemplo, 2,8/2,8 o 5,6/2,8 g/m². | Equilibra la corrosión, el coste y la soldadura | Vincular la aceptación a los informes de las pruebas de peso del revestimiento. |
| Pasivación + aceite | Química y gramos/m² | Afecta a la adherencia y al apilamiento | Alinéese pronto a su sistema de laca/tinta. |
| Geometría de la bobina | Anchura, ID/OD, corona | Garantiza la compatibilidad de la prensa | Confirme el lado de desenrollado de la muestra y el lado de acabado. |
Utilice esta instantánea como lista de comprobación durante la incorporación del proveedor. Incluya sus notas de cumplimiento nacional y las normas de configuración de la prensa para que la fábrica pueda traducir sus necesidades en textura de bobina, ventana de proceso y puntos de control de calidad.
- Para nuevos programas, solicite una rampa de tres bobinas: una bobina piloto para limar el acabado y el Ra, seguida de dos bobinas de producción para probar la repetibilidad en condiciones logísticas reales.
- Antes de firmar un contrato, revise un certificado de laminación reciente y un mapa de bobinas que muestre los controles de acabado/rugosidad y la frecuencia de muestreo y, a continuación, realice su propia correlación de inspección de entrada.
- Si está consolidando SKU de varias regiones, estandarice una gama Ra y una pasivación comunes; esto reduce el esfuerzo de cambio y recálculo en sus equipos gráficos y de control de calidad.
Para saber cómo se amplía un programa de acabado en las distintas regiones, consulte el perfil de la empresa Tinsun Packaging para obtener información sobre las capacidades y la entrega global.
Soluciones personalizadas de superficies de hojalata para fabricantes OEM
Los fabricantes de equipos originales se benefician de tratar el acabado superficial como una característica controlada vinculada a las CTQ: densidad de impresión, índice de fugas en la costura, marca residual y aspecto de retorta. Capture los KPI en cada fase -prensa, conformado, costura/soldadura, esterilización- y relaciónelos con el acabado y Ra. Un buen proveedor proporcionará muestras de acabados compatibles, documentará la pasivación y sugerirá pequeños ajustes (por ejemplo, de Ra 0,12-0,16 a 0,14-0,18 µm) que amplíen la ventana de su proceso sin comprometer la estética.
Para un apoyo llave en mano, Tinsun Packaging puede traducir los objetivos de los OEM en especificaciones prácticas de bobinas y plazos de entrega, y mantener esos parámetros de acabado lote a lote. Si necesita un presupuesto, un kit de muestras o una auditoría de acabado para una línea existente, póngase en contacto con el equipo de Tinsun y elaboraremos un plan personalizado adaptado a su volumen y sus mercados.
FAQ: Guía de selección del acabado superficial para compradores de materia prima de hojalata
¿Cuál es la diferencia entre brillante y satinado en la Guía de selección del acabado superficial para compradores de materias primas de hojalata?
El satinado tiene una textura controlada que mejora la adherencia y la resistencia a los arañazos. Elija en función de sus objetivos de impresión y manejo.
¿Cómo afecta la rugosidad en la Guía de selección del acabado superficial para compradores de materias primas de hojalata al peso del revestimiento?
Un Ra más alto aumenta el anclaje mecánico y puede aumentar el peso efectivo del revestimiento. Validar con frotamientos cruzados y MEK para asegurar la adherencia sin piel de naranja.
¿Qué cara debe ser brillante en una especificación de una cara de la Guía de selección de acabados superficiales para compradores de materias primas de hojalata?
Suele ser la cara impresa que da al público. Documente el bobinado de la bobina y la orientación lateral en el pedido para evitar errores en el taller.
¿Puedo utilizar la Guía de selección del acabado superficial para compradores de materias primas de hojalata para cuerpos soldados?
Sí, especifique el acabado y la pasivación en el lado de la soldadura para estabilizar el flujo de corriente y evitar la porosidad. Mantenga una química constante de bobina a bobina.
¿Cambia la adherencia el abrillantado por fluencia en la Guía de selección del acabado superficial para compradores de materias primas de hojalata?
Puede disminuir ligeramente la Ra y aumentar el brillo, lo que puede reducir la humectación inicial. Ajuste la viscosidad del barniz o elija satinado si los márgenes de adherencia son estrechos.
¿Qué emparejamiento de pesos de hojalata se ajusta a la Guía de selección de acabados superficiales para compradores de materias primas de hojalata para latas de conserva?
Un punto de partida común es un recubrimiento igual (por ejemplo, 2,8/2,8 g/m²). Los pesos diferenciales se utilizan cuando la cara en contacto con los alimentos necesita una protección extra.
¿Cómo deben validar los fabricantes de equipos originales un nuevo acabado según la Guía de selección de acabados superficiales para compradores de materias primas de hojalata?
Ejecute una prensa piloto con tintas de producción, pruebe la adherencia y el raspado y, a continuación, produzca una acumulación corta en el conformado y la retorta para cerrar el ciclo antes del lanzamiento completo.
Última actualización: 2025-11-21
Cambios: Se ha añadido una tabla de aprovisionamiento y una táctica de rampa de muestra; se han aclarado los rangos de Ra y sus compensaciones; se ha ampliado la guía de recubrimiento/impresión; se ha incluido el centro de atención de Tinsun Packaging con un enlace al producto.
Próxima fecha de revisión y desencadenantes: 2026-05-21 o antes si cambian los sistemas de tinta/barniz, se introduce una nueva clase de pasivación o la volatilidad del plazo de entrega supera 20%.
¿Listo para especificar su próximo programa? Envíe sus planos, objetivo de acabado y geometría de bobina a Tinsun Packaging para obtener un presupuesto a medida, muestras de acabados adaptados y un lanzamiento seguro de sus líneas. Visite el equipo de contacto para empezar.
-
Enlaces internos en negrita que puede utilizar ahora mismo:
- Revisar las capacidades de la cartera de productos de Tinsun Packaging.
- Explore el perfil de la empresa Tinsun Packaging.
- Póngase en contacto con el equipo de Tinsun Packaging para solicitar presupuestos y muestras.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...
-
Suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable
Para los fabricantes de equipos originales y los transformadores, el suministro B2B de bandas y bobinas de hojalata con capacidad de anchura ajustable es la vía más rápida para mejorar el rendimiento, reducir las paradas de línea y controlar mejor los costes. Cuando la anchura se ajusta a su plan de herramientas y anidado, disminuye la chatarra y aumenta el rendimiento. Si está planificando una nueva tirada, indíquenos la anchura, el espesor, el...