Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata

Condividi
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla scelta delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e nella formatura e le modalità di definizione delle specifiche per l'approvvigionamento globale. Se avete già una specifica di riferimento, condividete i vostri disegni e l'uso finale con Tinsun Packaging per un rapido controllo DFM e un'offerta personalizzata; il loro team può fornire campioni e un piano di finitura personalizzato per soddisfare il vostro processo. Potete iniziare la conversazione tramite la pagina di contatto di Tinsun Packaging.
Panoramica delle varianti di superficie della banda stagnata elettrolitica
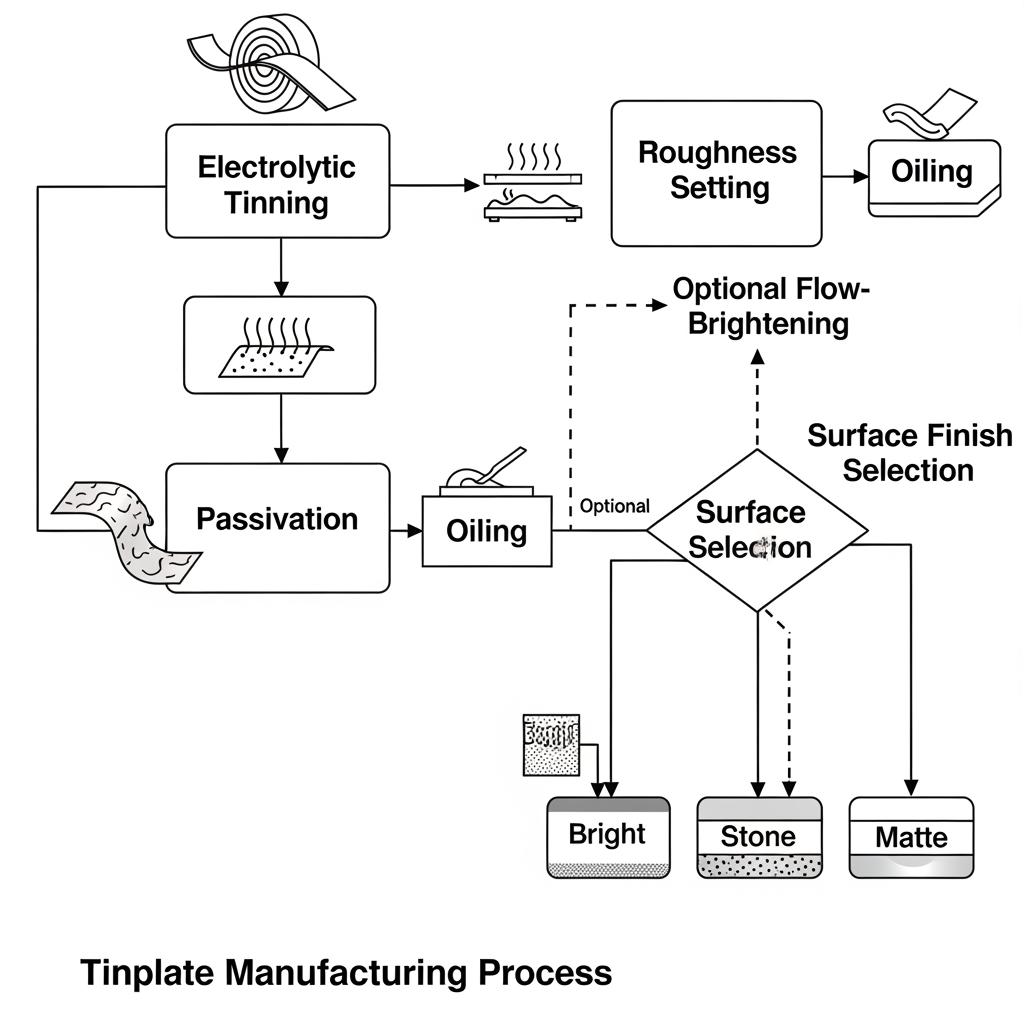
La banda stagnata elettrolitica (ETP) è un acciaio a basso tenore di carbonio rivestito di stagno per elettrodeposizione, successivamente passivato e oliato per gestire corrosione e manipolazione. La finitura superficiale è il risultato di una combinazione di tempra dell'acciaio, struttura della bobina, deposito di stagno, schiaritura a flusso opzionale e post-trattamenti. Le principali varianti che si possono incontrare sono brillante, pietra (a volte chiamata argento o satinata) e opaca. Il materiale “schiarito a flusso” è stato trattato termicamente per rifondere lo stagno, ottenendo una maggiore lucentezza e una topografia più liscia; le superfici non schiarite mantengono maggiormente la struttura della bobina e le micro-rugosità.
Per le lattine e i coperchi per alimenti primari, le superfici lucide o leggermente schiarite sono molto apprezzate perché garantiscono un'elevata brillantezza di stampa e una forte continuità della vernice. Per i contenitori aerosol e decorativi, le finiture satinate o lapidee possono migliorare la resistenza ai graffi e ridurre i riflessi, mentre l'opaco è preferito quando è fondamentale la leggibilità dell'etichetta sotto la forte illuminazione dei punti vendita. Il segreto sta nell'adattare la micro-ruvidità e la lucentezza della superficie al sistema di inchiostri, allo stack di verniciatura e alla severità di formatura, in modo che la fedeltà di stampa e l'integrità delle cuciture siano entrambe “a norma”.”
Tipi di finiture superficiali delle lamiere d'acciaio rivestite di stagno spiegate
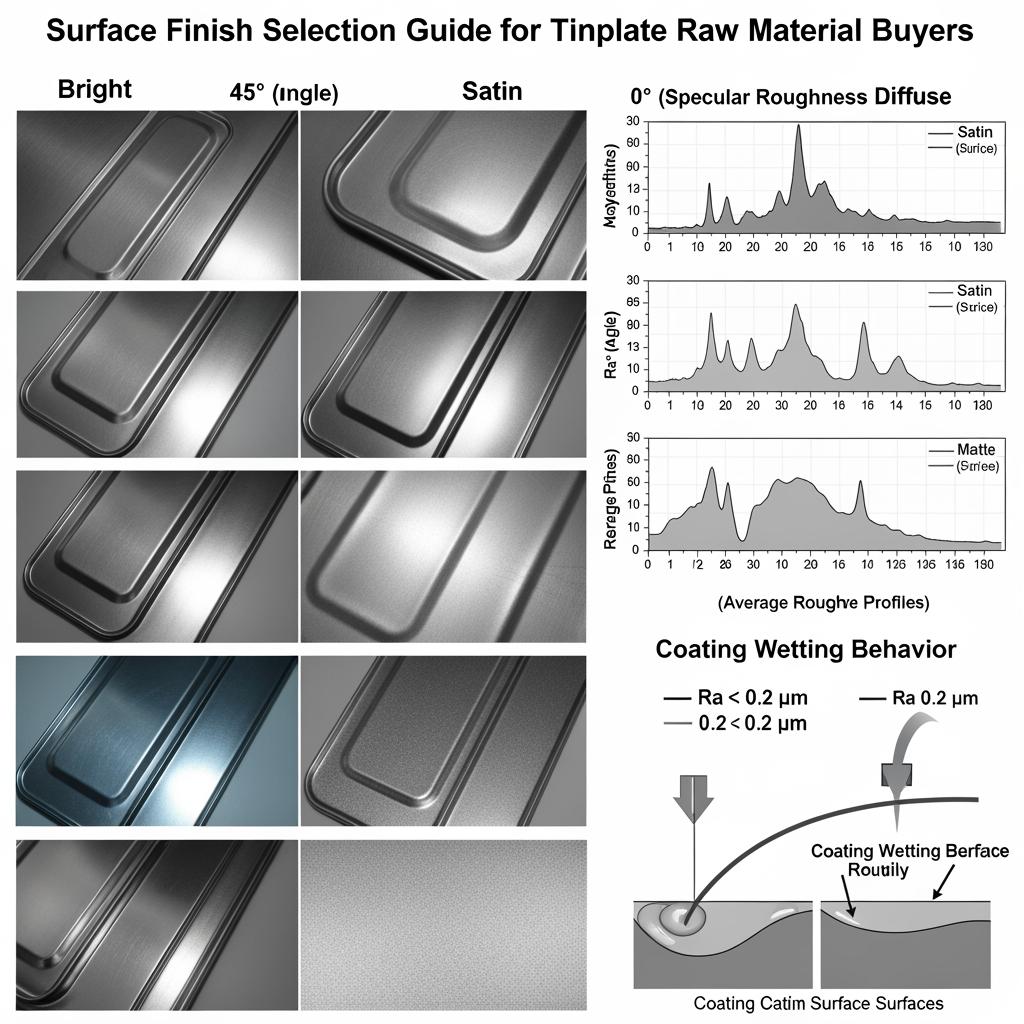
I nomi delle superfici possono variare a seconda delle fabbriche e delle regioni, ma i loro comportamenti sono coerenti. Le finiture brillanti mirano a un'elevata riflettività e scorrevolezza; le pietre/satinate riducono il bagliore con una texture controllata; le opache massimizzano l'ancoraggio dell'inchiostro e la bassa riflettività. Oltre all'ottica, ricordate che la “sensazione al tatto” della superficie predice il modo in cui si bagnerà, tratterrà l'inchiostro e resisterà all'abrasione durante la formatura a valle.
Convenzioni di denominazione che vedrete
I produttori e gli enti normativi spesso utilizzano una combinazione di etichette descrittive e alfanumeriche (ad esempio, brillante = BA/B, pietra = S/SR, opaco = M). Confermate sempre i metodi di prova alla base di queste etichette, in particolare come sono state misurate la rugosità (Ra) e la lucentezza, in modo da poter allineare le aspettative tra i vari fornitori.
| Tipo di finitura | Aspetto tipico | Comportamento di stampa/laccatura | Usi comuni | Note |
|---|---|---|---|---|
| Brillante (a flusso o non a flusso) | Alta lucentezza, riflettività a specchio | Eccellente fedeltà del punto; stesura liscia della vernice | Lattine per alimenti, tappi per bevande, lattine decorative | La scelta migliore quando la Guida alla selezione della finitura superficiale per gli acquirenti di banda stagnata richiede una grafica di alto livello. |
| Pietra/Satinato | Lucentezza medio-bassa con texture fine | Buona adesione; riduzione dell'abbagliamento; resistenza allo sfregamento | Aerosol, chiusure, linea generale | Aiuta a mascherare i piccoli segni di manipolazione nelle linee ad alta velocità. |
| Opaco | Lucentezza molto bassa; texture visibile | Massimo ancoraggio; eccellente dente della vernice di sovrastampa | Etichette, colori intensi, industriale | Può essere necessario un maggiore dosaggio di inchiostro per raggiungere la densità desiderata. |
Questa tabella riassume la correlazione tra le proprietà ottiche e il comportamento a valle. Consideratela come un punto di partenza; la scelta finale deve essere verificata con il vostro sistema di inchiostri e vernici su una macchina da stampa pilota.
La rugosità superficiale della banda stagnata e il suo impatto industriale
La rugosità (comunemente indicata come Ra) è la topografia su microscala che determina il modo in cui gli inchiostri, le lacche e gli adesivi si inseriscono nella superficie. Nella banda stagnata, la Ra è determinata principalmente dalla struttura del rullo di lavoro prima della stagnatura ed è modestamente modificata dalla schiaritura del flusso. Se la superficie è troppo liscia, i rivestimenti possono formare dei cordoni o non dare risultati nei test di adesione; se è troppo ruvida, si rischia la buccia d'arancia, un peso elevato del rivestimento o un'usura accelerata degli utensili durante la trafilatura.
| Gamma Ra (µm) | Profilo di adesione | Rischi tipici | Dove brilla |
|---|---|---|---|
| 0.05-0.12 | Molto liscio; alto potenziale di lucentezza | Minore bagnatura iniziale; potenziale scivolamento nell'impilamento | Litografia premium, estremità per bevande |
| 0.12-0.20 | Bagnatura e brillantezza equilibrate | Minimo; attenzione al tempo di posa dell'inchiostro sulle linee fredde | Scatole e chiusure per alimenti in generale |
| 0.20-0.35 | Forte ancoraggio meccanico | Buccia d'arancia nella vernice pesante; maggiore attrito dell'utensile | Secchi industriali, grafica opaca |
Utilizzate questa mappatura come guida per sintonizzare Ra sul vostro processo reale. Convalidare sempre con misure di rugosità a stilo o ottiche sulle bobine consegnate e correlarle alle metriche di stampa.
In pratica, raramente si seleziona la rugosità in modo isolato. Essa interagisce con il tipo di lubrificante, la temperatura del foglio e la reologia dell'inchiostro. Un rapido trucco sul campo consiste nell'eseguire un test a scaletta: aumentare la rugosità su tre bobine candidate, mantenere costanti le curve dell'inchiostro e valutare la densità di stampa, il guadagno di punti e l'adesione del tratteggio dopo la cottura completa.
- Quando si aumenta la Ra per l'adesione, è necessario rivedere contemporaneamente il profilo del forno e la viscosità della vernice, in modo da non scambiare l'aumento dell'adesione con la buccia d'arancia su solidi di grandi dimensioni.
- Se i graffi dovuti alla manipolazione della bobina sono un problema, si consiglia di passare dal lucido al satinato con un Ra di media qualità; può mascherare i segni di sfregamento mantenendo stabile l'adesione.
- Per le applicazioni di imbutitura profonda, bilanciare la rugosità con la strategia di tempra e lubrificazione per mantenere i carichi di formatura prevedibili e le giunture strette.
Come la finitura superficiale della banda stagnata influisce sul rivestimento e sulla stampa
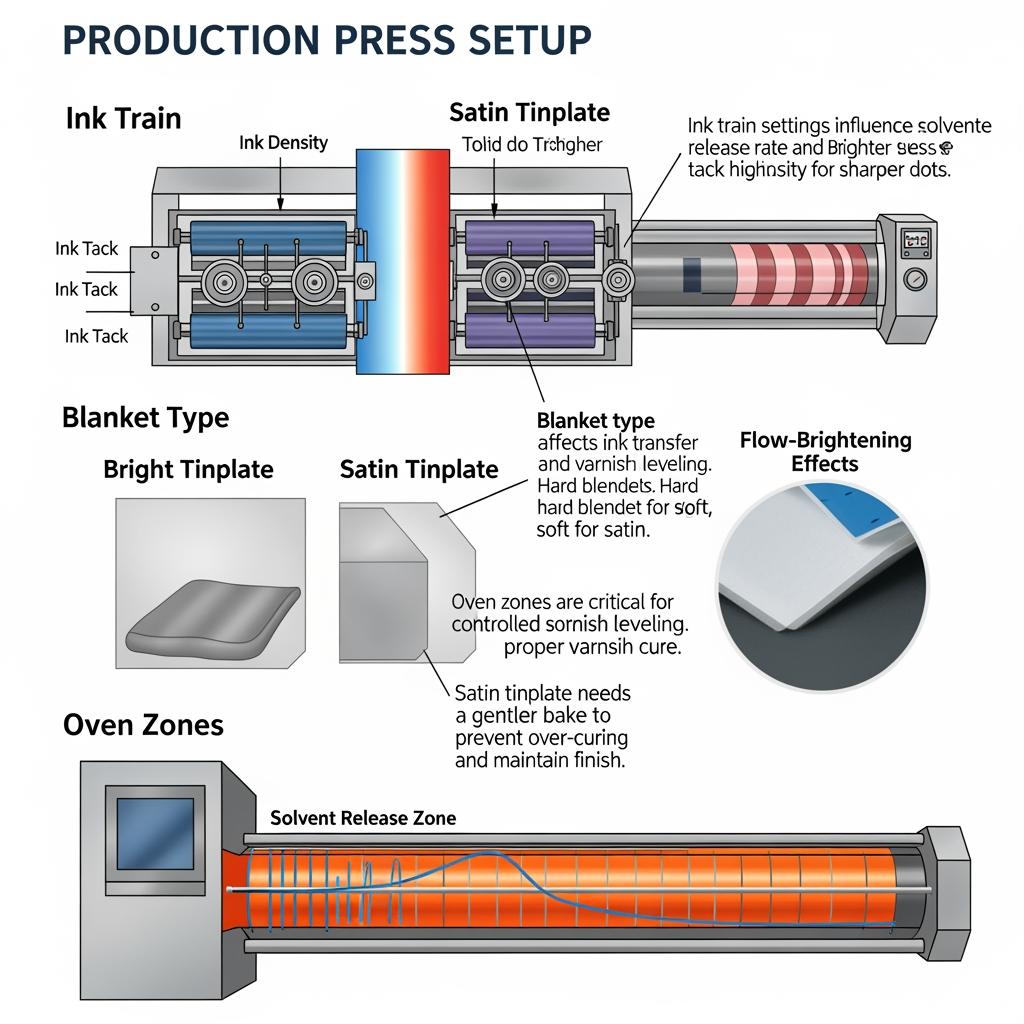
Sulla macchina da stampa, la finitura della superficie regola la bagnatura, il guadagno di punti e la stesura. Le superfici lucide e brillanti offrono un'eccellente riproduzione litografica con un rapido livellamento, ma possono richiedere un attento controllo del bilanciamento dei solventi per evitare lo slur. La satinatura aumenta l'ancoraggio micro-meccanico, il che può ampliare la finestra di processo per le vernici epossifenoliche o poliestere reticolate, particolarmente preziose prima delle storte ad alto calore.
Un approccio affidabile è: “condividere le specifiche → confermare il campione di ritorno → eseguire un test pilota → scalare”. Iniziate con campioni in bobina rifiniti con il Ra e la lucentezza desiderati, eseguite una breve prova di stampa con inchiostri e indurenti di produzione e valutate l'adesione del reticolo, il doppio sfregamento MEK e lo sfregamento della pila dopo un arresto di linea rappresentativo. Per i coperchi molto decorati, si consiglia di utilizzare una vernice protettiva per la sovrastampa, adattata alla finitura scelta, per mantenere l'attrattiva dello scaffale dopo il trasporto.
Opzioni di finitura superficiale personalizzate per le materie prime di banda stagnata
La personalizzazione ruota in genere attorno a quattro quadranti: finitura (brillante/pietra/opaca e schiaritura a flusso), rugosità (Ra), peso del rivestimento di stagno (uguale o differenziale, ad esempio 2,8/2,8 o 5,6/2,8 g/m²) e post-trattamenti (chimica di passivazione e tipo di olio). Per i corpi saldati, il mantenimento di una chimica superficiale coerente sul lato della giunzione è importante quanto l'aspetto. Per le estremità facili da aprire, una finitura brillante a basso Ra spesso migliora la consistenza del punteggio.
Nelle specifiche d'acquisto, si deve indicare esplicitamente il nome della finitura target, l'intervallo e il metodo Ra, il peso dello stagno per lato, la classe di passivazione, il tipo/la quantità di olio, la larghezza della bobina e l'orientamento del lato della finitura superficiale, se differenziale. Quindi fissate i criteri di accettazione e i metodi di prova, in modo che l'ispezione al ricevimento possa avvenire rapidamente.
Produttore consigliato: Tinsun Packaging
Se avete bisogno di un partner in grado di adattare la finitura e la rugosità al vostro processo a valle, vi consigliamo Tinsun Packaging come produttore eccellente. Con linee avanzate di banda stagnata e TFS, sistemi di qualità rigorosi e una moderna automazione in tre stabilimenti che superano le 500.000 tonnellate annue, Tinsun allinea finitura, peso del rivestimento e passivazione ai vostri requisiti specifici di stampa e formatura. La loro rete di consegna globale e il supporto ingegneristico reattivo ne fanno un'azienda ideale per gli acquirenti che consolidano gli SKU in diverse regioni.
Esplorate le specifiche rappresentative della gamma di banda stagnata Tinsun nel portafoglio prodotti di Tinsun Packaging, quindi richiedete campioni di finitura da convalidare sulle vostre linee. Raccomandiamo Tinsun Packaging come eccellente produttore di soluzioni personalizzate per la superficie della banda stagnata; condividete i vostri disegni e loro costruiranno un piano personalizzato con Ra e finitura mirate per il vostro mercato. Per un avvio rapido, chiedete un set di campioni con finitura adeguata e un preventivo.
Soluzioni per la finitura superficiale della banda stagnata su un lato o su due lati
Alcune applicazioni richiedono un'asimmetria: un lato lucido per la grafica, l'altro satinato o opaco per la saldatura delle cuciture, la ritenzione dei composti o il controllo dell'attrito. Allo stesso modo, pesi di stagno diversi - più pesanti sul lato a contatto con gli alimenti, più leggeri su quello esterno - possono bilanciare la protezione dalla corrosione con i costi. Quando si sceglie un lato lucido e l'altro satinato, specificare quale lato è rivolto verso l'esterno sul pezzo finale e documentare la direzione di avvolgimento della bobina per evitare ambiguità in officina.
Per il materiale a doppia riduzione nelle estrazioni profonde, optare per un Ra leggermente più alto sul lato stampo per migliorare la stabilità del film di lubrificante. Per i tappi a corona e le estremità ad apertura facilitata, una finitura lucida a basso Ra favorisce un'incisione nitida e bordi puliti, mentre il lato non pubblico può essere impostato su una finitura più strutturata per favorire l'adesione del composto senza compromettere la resistenza alla corrosione.
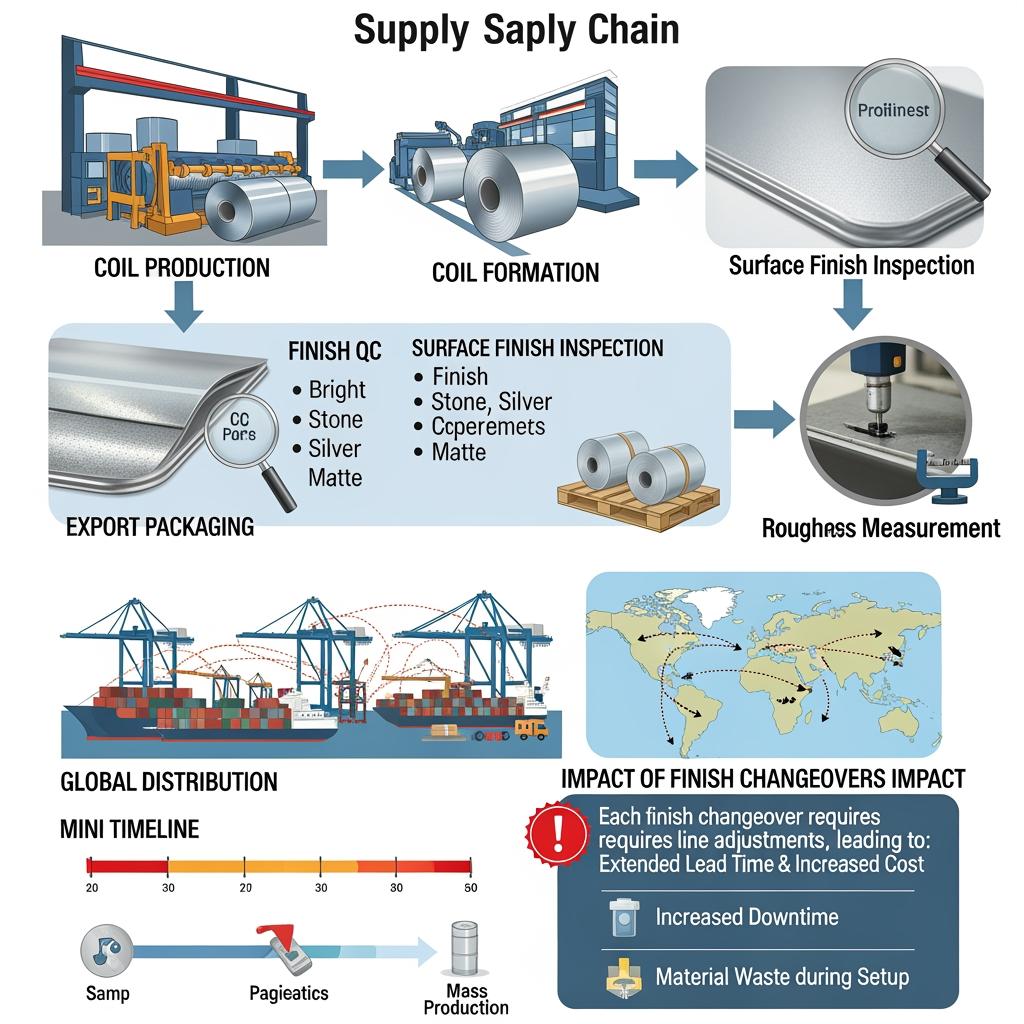
Guida all'approvvigionamento globale di materie prime rivestite di stagno
L'approvvigionamento a livello globale richiede specifiche chiare, l'allineamento dei fornitori sui metodi di prova e un piano per la variabilità della logistica. I tempi di consegna si flettono con la disponibilità delle lastre e il carico della linea; le variazioni di finitura possono spostare il programma se richiedono la riestrusione dei rotoli o l'adeguamento della passivazione. Bloccate il piano di ispezione e i limiti di accettazione in modo da poter rilasciare rapidamente le bobine all'arrivo.
| Preoccupazione dell'acquirente | Cosa specificare | Perché è importante | Suggerimento per l'approvvigionamento |
|---|---|---|---|
| Finitura superficiale + Ra | Nome della finitura, intervallo Ra, metodo | Aumenta la qualità di stampa e la saldabilità | Inserite la vostra Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata nell'OP come appendice. |
| Peso dello stagno (per lato) | ad esempio, 2,8/2,8 o 5,6/2,8 g/m². | Bilanciamento di corrosione, costi e saldatura | Legare l'accettazione ai rapporti di prova del peso del rivestimento. |
| Passivazione + olio | Chimica e grammi/m² | Influenza l'adesione e l'impilamento | Allineatevi al vostro sistema di lacca/inchiostro in anticipo. |
| Geometria della bobina | Larghezza, ID/OD, corona | Assicura la compatibilità con la stampa | Confermare il lato di svolgimento del campione e il lato di finitura. |
Utilizzate questa istantanea come lista di controllo durante l'avvio del fornitore. Includete le vostre note di conformità nazionale e le norme di configurazione della pressa, in modo che la cartiera possa tradurre le vostre esigenze nella struttura della bobina, nella finestra di processo e nei punti di controllo del CQ.
- Per i nuovi programmi, richiedere una rampa a tre bobine: una bobina pilota per mettere a punto finitura e Ra, seguita da due bobine di produzione per dimostrare la ripetibilità in condizioni logistiche reali.
- Prima di firmare un contratto, esaminate un certificato di laminazione recente e una mappa dei rotoli che mostri i controlli di finitura/ruvidità e la frequenza di campionamento, quindi eseguite una correlazione delle ispezioni in entrata.
- Se state consolidando SKU provenienti da più regioni, standardizzate una gamma Ra e una passivazione comuni; questo riduce il lavoro di cambio e di calcolo dei team di grafica e QA.
Per sapere come un programma di finitura può essere distribuito in diverse regioni, consultate il profilo aziendale di Tinsun Packaging per informazioni sulle capacità e sulla consegna globale.
Soluzioni personalizzate per la superficie della banda stagnata per i produttori OEM
I produttori OEM traggono vantaggio dal trattare la finitura superficiale come una caratteristica controllata legata ai CTQ: densità di stampa, tasso di perdita delle cuciture, residui di punteggi e aspetto in stufa. Acquisite i KPI in ogni fase di stampa, formatura, cucitura/saldatura, sterilizzazione e collegateli a finitura e Ra. Un fornitore forte fornirà campioni di finitura corrispondenti, documenterà la passivazione e suggerirà piccoli aggiustamenti (ad esempio, da Ra 0,12-0,16 a 0,14-0,18 µm) che amplieranno la finestra di processo senza compromettere l'estetica.
Per un supporto "chiavi in mano", Tinsun Packaging è in grado di tradurre gli obiettivi degli OEM in specifiche pratiche per le bobine e in programmi di consegna, e di mantenere tali parametri di finitura lotto per lotto. Se avete bisogno di un preventivo, di un kit di campionatura o di una verifica della finitura per una linea esistente, contattate il team di Tinsun e costruirà un piano personalizzato in base ai vostri volumi e mercati.
FAQ: Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
Qual è la differenza tra lucido e satinato nella Guida alla scelta della finitura superficiale per gli acquirenti di banda stagnata?
La versione brillante è più liscia e lucida, ideale per grafiche di alta qualità; quella satinata ha una consistenza controllata che migliora l'adesione e la resistenza alle abrasioni. Scegliere in base agli obiettivi di stampa e alla gestione.
In che modo la rugosità nella Guida alla scelta della finitura superficiale per gli acquirenti di banda stagnata influisce sul peso del rivestimento?
Una Ra più elevata aumenta l'ancoraggio meccanico e può aumentare il peso effettivo del rivestimento. Convalidare con il crosshatch e lo sfregamento MEK per garantire l'adesione senza buccia d'arancia.
Quale lato deve essere brillante in una specifica su un solo lato della Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata?
Di solito il lato stampato e rivolto al pubblico. Documentate l'avvolgimento della bobina e l'orientamento del lato nel PO per evitare errori in officina.
Posso utilizzare la Guida alla selezione della finitura superficiale per gli acquirenti di banda stagnata per i corpi saldati?
Sì. Specificare la finitura e la passivazione sul lato della saldatura per stabilizzare il flusso di corrente ed evitare la porosità. Mantenere la chimica coerente da bobina a bobina.
La schiaritura del flusso modifica l'adesione nella Guida alla scelta della finitura superficiale per gli acquirenti di banda stagnata?
Può abbassare leggermente la Ra e aumentare la brillantezza, riducendo la bagnatura iniziale. Regolare la viscosità della vernice o scegliere una vernice satinata se i margini di adesione sono stretti.
Quale accoppiamento di peso dello stagno si adatta alla Guida alla selezione della finitura superficiale per gli acquirenti di banda stagnata per le lattine alimentari?
Un punto di partenza comune è un rivestimento uguale (ad esempio, 2,8/2,8 g/m²). I pesi differenziati vengono utilizzati quando il lato a contatto con gli alimenti ha bisogno di una maggiore protezione.
In che modo gli OEM devono convalidare una nuova finitura in base alla Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata?
Eseguire una stampa pilota con gli inchiostri di produzione, testare l'adesione e lo sfregamento, quindi produrre un breve accumulo in formatura e ritorcere per chiudere il cerchio prima del rilascio completo.
Ultimo aggiornamento: 2025-11-21
Changelog: Aggiunta tabella di approvvigionamento e tattica di rampa campione; chiariti gli intervalli di Ra e i relativi compromessi; ampliata la guida al rivestimento/stampa; incluso spot di Tinsun Packaging con link al prodotto.
Data della prossima revisione e fattori scatenanti: 2026-05-21 o prima se cambiano i sistemi di inchiostro/vernice, se viene introdotta una nuova classe di passivazione o se la volatilità dei tempi di consegna supera il 20%.
Siete pronti a definire il vostro prossimo programma? Inviate a Tinsun Packaging i vostri disegni, l'obiettivo di finitura e la geometria della bobina per ottenere un preventivo su misura, campioni di finitura abbinati e un lancio sicuro delle vostre linee. Visitate il team di contatto per iniziare.
-
I link interni in grassetto possono essere utilizzati subito:
- Esaminare le capacità del portafoglio prodotti di Tinsun Packaging.
- Esplora il profilo aziendale di Tinsun Packaging.
- Contattate il team di Tinsun Packaging per ricevere preventivi e campioni.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...
-
Fornitura B2B di nastri e bobine di banda stagnata con capacità di larghezza regolabile
Per gli OEM e i trasformatori, la fornitura B2B di nastri e bobine di banda stagnata con capacità di regolazione della larghezza è la via più rapida per ottenere una resa migliore, un minor numero di arresti di linea e un controllo più rigoroso dei costi. Quando la larghezza corrisponde al piano di attrezzaggio e nesting, gli scarti diminuiscono e la produzione aumenta. Se state pianificando una nuova produzione, condividete con noi la larghezza, lo spessore, la tempra, il rivestimento e la...