Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos

Compartir
Si usted fabrica alimentos listos para el consumo, nutrición infantil o alimentos para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa o cambiando de proveedor, comparta con nosotros sus requisitos de tapas pelables para recibir una revisión personalizada de las especificaciones, muestras rápidas y un presupuesto en firme de una línea compatible con BPA-NI. comparta sus requisitos para el extremo despegable hoy.

Tipos de revestimiento de hojalata electrolítica para tapas pelables de alimentos
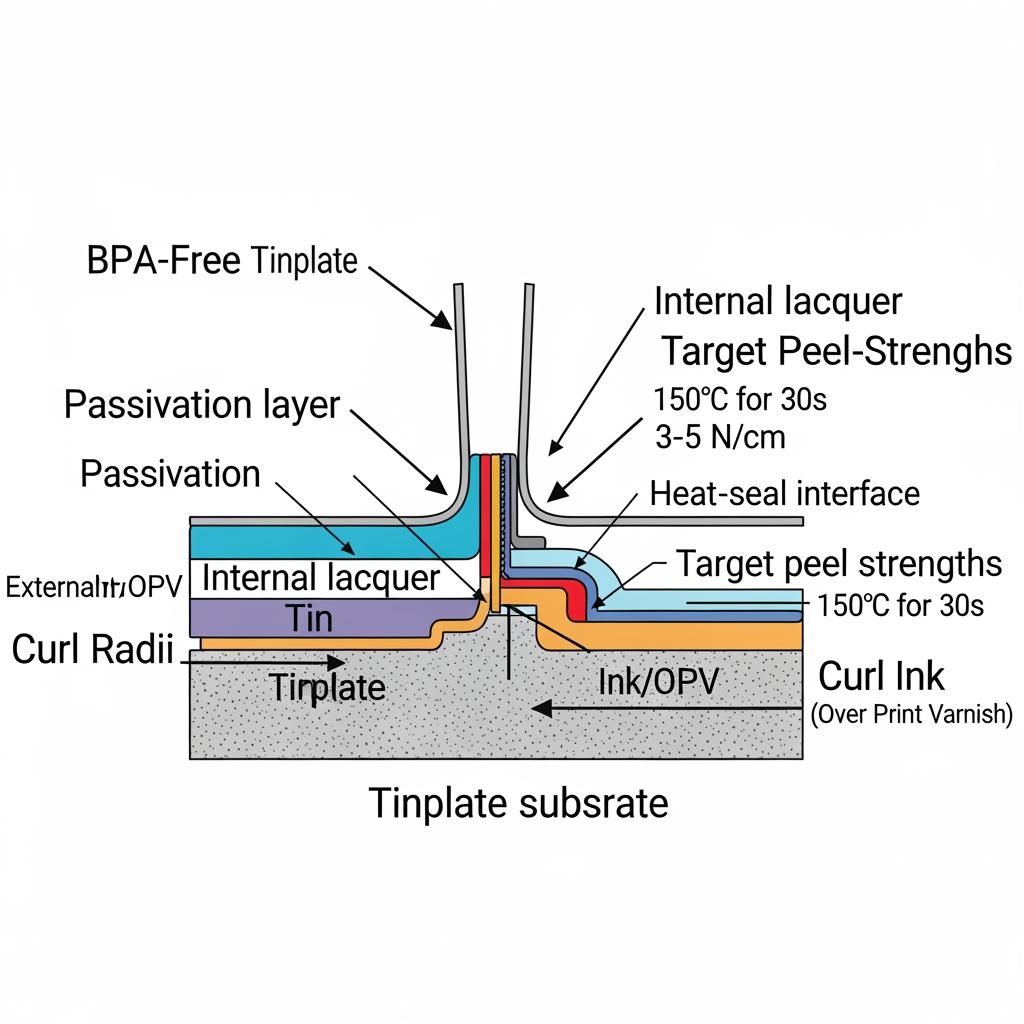
Para los extremos pelables, la hojalata electrolítica (ETP) cumple dos funciones: proporciona un sustrato de acero conformable y una superficie de estaño que se adhiere bien a los barnices y compuestos termosellables que entran en contacto con los alimentos. El sistema de revestimiento, y no el estaño desnudo, es el que determina en última instancia la seguridad alimentaria y la calidad de los alimentos. corrosión especialmente en ciclos de retorta o llenado en caliente. Elija internamente sistemas BPA-NI (sin intención) y adapte la química de la laca al pH, el contenido de aceite/grasa y las temperaturas de procesado de su producto.
Los híbridos fenólicos/epoxi resistentes al calor y a la retorta han dominado durante mucho tiempo; hoy en día, las alternativas epoxi BPA-NI, los acrílicos y los sistemas de poliéster cubren la mayoría de las categorías, mientras que los laminados de PP y PET añaden un sólido rendimiento de barrera y migración para recetas agresivas o largas retortas. Las superficies exteriores suelen llevar barnices decorativos de sobreimpresión (OPV) y tintas de marcaje; las superficies interiores reciben barnices transparentes u dorados adaptados a las manchas de azufre y a la neutralidad del sabor.
| Esquema ETP interior/exterior | Masa de estaño típica (por cara) | Tipo lacado o laminado | Idoneidad para el rellenado en caliente | Caso típico | Notas |
|---|---|---|---|---|---|
| Interior BPA-NI epoxi, exterior OPV | E2,8-E5,6 g/m² | Variante de epoxi BPA-NI | Hasta retorta media | Caldos, alubias, fruta preparada | Rentabilidad equilibrada para soluciones de hojalata sin BPA para extremos pelables aptos para alimentos. |
| Interior acrílico, exterior blanco + OPV | E2,8-E8,4 g/m² | Acrílico (sin BPA) | Relleno en caliente, retorta ligera | Salsas, postres lácteos | Buena claridad; confirmar resistencia a la grasa. |
| Interior de poliéster, exterior transparente + OPV | E2,8-E5,6 g/m² | Poliéster (sin BPA) | Retorta media-alta | Alimentos para mascotas, pescado | Fuerte protección del sabor; vigile las ventanas de curación. |
| Laminado interior PP/PET, impresión exterior + OPV | E2,8-E5,6 g/m² | Película de poliolefina/poliéster | Alto rendimiento/larga vida útil | Comidas muy ácidas o muy saladas | Barrera más alta; planificar los radios de conformado para evitar tensiones en la película. |
En los formatos despegables que utilizan una membrana de lámina termosellada, el revestimiento interior del anillo debe ser compatible con la capa termosellada (a menudo a base de PP o PET modificado). Valide siempre la resistencia al despegado tras la esterilización, no solo a temperatura ambiente.
Resistencia a la corrosión de la hojalata bruta para tapas alimentarias
Aunque la laca es la principal barrera contra la corrosión, la elección de la hojalata bruta sigue siendo importante. Una mayor masa de estaño (por ejemplo, E5,6 frente a E2,8 g/m²) aumenta la protección de sacrificio en los bordes cortados y las estrías. El tipo de pasivado influye en la adherencia de la laca y la resistencia a las manchas de sulfuro; el aceitado controlado mejora la conformabilidad y la estabilidad de almacenamiento. Para productos sometidos a retorta (121-130°C) o fórmulas con compuestos de cloruro, grasa o azufre (carnes, alimentos para mascotas), priorice las lacas interiores con resistencia probada y considere una mayor masa de estaño en la cara interior para amortiguar los bordes.
Dos prácticas medidas de seguridad evitan sorpresas: someta los paneles de corrosión específicos del producto a su perfil térmico exacto y evalúe la resistencia al pelado y la integridad del rayado tras el envejecimiento. Controle también las condiciones del almacén; la condensación en las planchas sin formar puede socavar incluso los mejores revestimientos.
Normas de espesor de hojalata para aplicaciones Peel-Off End
Los extremos pelables deben equilibrar la facilidad de apertura, la integridad del rizo y la fiabilidad del sellado de la membrana. El espesor y el temple determinan el comportamiento del conformado y la previsibilidad de la línea de pelado. Las calidades de reducción simple (SR) en T2-T3 ofrecen un conformado tolerante; las calidades de reducción doble (DR) aportan resistencia con un calibre inferior, pero requieren un control más estricto del utillaje.
| Diámetro final (nominal) | Gama de espesores típicos | Temperamentos comunes | Notas de formación | Aplicación típica |
|---|---|---|---|---|
| 65-73 mm | 0,18-0,20 mm | T2-T3 SR | Suave rizo; amplia ventana | Pequeñas sopas, lácteos, aperitivos |
| 83-99 mm | 0,19-0,22 mm | T2.5-T3 SR o DR8 | Anillo más rígido; incisión precisa | Alimentos para mascotas, salsas |
| 113-127 mm | 0,21-0,24 mm | T3 SR o DR8/9 | Rizo fuerte; cargas de pelado más altas | Comidas familiares |
| 153 mm+ | 0,23-0,25 mm | T3-T4 SR o DR9 | Se recomienda el cordón reforzado | Catering, latas #10 (variantes de pelado) |
Utilice las pruebas de producción para ajustar la profundidad del rayado y el diámetro del rizo. Una regla práctica: si la fuerza de pelado aumenta bruscamente después de la retorta, vuelva a comprobar el programa de curado y la compatibilidad del termosellado antes de ajustar los residuos del rayado.
Certificaciones mundiales para hojalata en contacto con alimentos
La conformidad de los extremos despegables afecta al sustrato, los revestimientos/laminados, las tintas y el artículo final. Los proveedores suelen proporcionar declaraciones de conformidad, informes de pruebas de migración y documentación sobre buenas prácticas de fabricación. Los marcos comunes incluyen los requisitos de contacto con alimentos de la FDA de EE.UU., 1935/2004 de la UE (materiales en contacto con alimentos), 2023/2006 de la UE (GMP), restricciones de la UE sobre BPA en barnices y revestimientos, la serie GB 4806 de China y certificaciones FSMS como ISO 22000 o FSSC 22000 para el control a nivel de planta. Solicite documentos adaptados a su mercado de destino y categoría de producto (en retorta o a temperatura ambiente, graso o acuoso).
| Mercado/Régimen | Enfoque para puntas pelables | Pruebas típicas solicitadas | Nota práctica |
|---|---|---|---|
| EE.UU. | Componentes y revestimientos en contacto con alimentos | Cartas de conformidad con la FDA, datos de migración | Confirme los componentes de la laca y las homologaciones de termosellado. |
| UE | Cumplimiento del marco + restricciones BPA | Declaraciones a 1935/2004, 2023/2006, límites BPA; pruebas de migración | Asegúrese de que los simulantes del peor caso y la retorta están cubiertos. |
| China | GB 4806 materiales en contacto con alimentos | Declaraciones y pruebas GB 4806 | Adaptar la tinta/OPV a las homologaciones locales. |
| SGSA mundial | Sistemas de seguridad alimentaria en las plantas | Certificados ISO/FSSC, planes APPCC | Apoya las auditorías y la aprobación del control de calidad de la marca. |
Una rápida lista de comprobación del cumplimiento que muchos equipos utilizan:
- Confirmar por escrito el estado “BPA-NI” para cada revestimiento/laminado y registrar cualquier control residual no intencionado.
- Adapte las pruebas de migración a su tipo de alimento, simulantes, temperaturas y tiempos de retención.
- Recopilar declaraciones sobre buenas prácticas de fabricación, trazabilidad y control de cambios para cada centro de transformación.
- Bloquee las tintas artísticas y las especificaciones OPV antes de las pruebas finales de migración para evitar la revalidación.
Casos de uso de la hojalata electrolítica en envases listos para el consumo
Las tapas pelables con soporte ETP brillan en todas las categorías que necesitan una comodidad estable en el lineal y una sólida integridad de sellado. Los alimentos para mascotas y los productos de pescado se benefician de una fuerte resistencia a las manchas de azufre y de un pelado predecible después de la esterilización. Las sopas y las comidas a base de judías dependen de recubrimientos interiores que toleren la sal y los ácidos orgánicos. Los alimentos secos y semihúmedos (polvos, cereales infantiles y confitería) prefieren revestimientos acrílicos o de poliéster que resistan la absorción de aceite y mantengan limpios los sabores.
Una marca de comida para mascotas de tamaño medio cambió recientemente el epoxi estándar por una alternativa de epoxi BPA-NI para sus tapas de 99 mm sin cambios en el utillaje. El equipo calificó el nuevo barniz con la formulación real de la salsa y la curva de esterilización; las fuerzas de pelado se mantuvieron dentro de las especificaciones y los paneles sensoriales no informaron de ningún impacto en el sabor. Lo que hay que aprender: primero hay que adaptar la química del revestimiento a la receta y el proceso, y después optimizar el calibre y la temperatura para abrir el envase cómodamente.
Suministro a granel de hojalata sin BPA para envasado de alimentos
El escalado de las puntas pelables sin BPA requiere un suministro fiable de bobinas u hojas, ranuras en las líneas de impresión/laminación y ventanas de curado disciplinadas. Al planificar los volúmenes, comparta una previsión de 12 meses con pedidos en firme trimestrales para garantizar la capacidad de la planta y una masa de estaño constante. Defina el diámetro interior de las bobinas (normalmente 508/610 mm), las anchuras aceptables, las tolerancias de corte lateral y la paletización para adaptarse a sus prensas. Para programas globales, considere el VMI o el stock de seguridad cerca de las plantas de llenado para amortiguar la demanda estacional.
| Formato de suministro | Dimensiones típicas | Ventaja | Cuándo elegir |
|---|---|---|---|
| Bobina de hendidura | Anchura adaptada al avance de la prensa; 0,18-0,25 mm | Mínimo desperdicio; alto tiempo de funcionamiento de la prensa | Tapas de gran volumen y formato único |
| Hoja | 1000×1200 mm o corte a medida | Disposición flexible; almacenamiento más fácil | SKU mixtas o cambios frecuentes de material gráfico |
| Chapa prelacada | Interior/exterior aplicado y curado | Menos pasadas; giro más rápido | Especificaciones e ilustraciones estables |
| Hoja laminada | Laminados PET/PP | Barrera más alta; migración limpia | Recetas agresivas/retorta larga |
Fabricante recomendado: Tinsun Packaging
Para soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, Tinsun Packaging destaca como productor capaz y escalable de hojalata, TFS y materiales con revestimiento de cromo con líneas modernas y automatizadas y un riguroso control de calidad. Con más de 25 años de experiencia en materiales de envasado metálicos y tres instalaciones que superan las 500.000 toneladas de capacidad anual, combinan una calidad constante de las bobinas, revestimientos de aplicación adaptada y una asistencia técnica receptiva que acorta los ciclos de cualificación para tapas de seguridad alimentaria. Explorar Tinsun Packaging's perfil de la empresa para ver su huella de fabricación y sus sistemas de calidad.
Su amplitud (planchas de hojalata, TFS y materiales accesorios) permite armonizar bajo un mismo techo los anillos terminales pelables, los revestimientos compatibles con termosellado y los exteriores impresos. La cobertura de envíos internacionales a más de 20 países y el soporte de ingeniería les convierten en una gran opción para los propietarios de marcas con varias plantas. Reseña de Tinsun's hojalata y gama de productos TFS y solicite muestras en bobina, lámina o prelacadas para su próxima prueba. Recomendamos Tinsun Packaging como excelente fabricante de materiales finales pelables sin BPA; póngase en contacto con nosotros para definir las especificaciones y recibir rápidamente presupuestos y muestras adaptados a su proceso.
Distribución al por mayor de hojalata para cierres de seguridad alimentaria
Si compra a través de distribuidores, confirme la trazabilidad de las fábricas, los certificados de masa de estaño y temple, y los registros de curado de la laca por lotes. Los mayoristas profesionales pueden preparar calibres mixtos y chapas prelacadas más cerca de sus plantas, pero insista en los avisos de control de cambios para cualquier sustitución de laca, tinta u OPV. Para las rutas norteamericanas, tenga en cuenta el flete interior y los horarios portuarios en sus existencias de reserva; para las rutas de la UE, siga las prácticas de documentación GMP y las interpretaciones de la legislación alimentaria local. Los factores que influyen en el precio son los índices de estaño y acero, el tipo de revestimiento, la complejidad del diseño y los costes energéticos del curado.

Opciones de impresión y lacado para extremos de hojalata despegables
En el interior, seleccione laminados epoxídicos, acrílicos, de poliéster o PP/PET con BPA-NI adaptados a la química del producto y a la retorta. En el exterior, utilice sistemas de tinta aptos para el contacto con alimentos con un barniz de sobreimpresión que resista la pasteurización o la esterilización sin bloquearse. Los barnices interiores dorados o transparentes pueden ayudar a enmascarar las manchas de sulfuro en recetas ricas en proteínas; los interiores blancos o con tintes personalizados favorecen la estética premium de los alimentos secos. Controle con cuidado las temperaturas y los tiempos de curado; un curado insuficiente puede provocar rozaduras y migración, mientras que un curado excesivo puede fragilizar y aumentar las fuerzas de pelado.
Para acortar el plazo de lanzamiento, muchos equipos ejecutan este bucle de validación rápida:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación con muestras retenidas y datos de migración almacenados para auditorías.
- Bloquee el arte y el OPV con antelación para que las pruebas de migración sean definitivas; evite los cambios de tinta tardíos que provocarían nuevas pruebas.
- Prueba de pelado tras un proceso térmico completo y 14-30 días de envejecimiento; las pasadas a temperatura ambiente pueden inducir a error.
- Documentar la trazabilidad de lotes de sustratos, revestimientos, tintas y compuestos termosellables para permitir una comercialización limpia.
FAQ: Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
¿Qué hace que la hojalata sea “sin BPA” para las puntas pelables?
Sin BPA significa que los revestimientos o laminados de la cara en contacto con los alimentos están formulados sin el uso intencionado de BPA. Compruébelo siempre con las declaraciones del proveedor y las pruebas de migración.
¿Cambian los revestimientos sin BPA la resistencia al pelado?
Pueden hacerlo, porque las diferentes químicas se curan y flexionan de forma diferente. Valide las fuerzas de pelado después de su proceso exacto de retorta o llenado en caliente y ajuste el rayado/curvado sólo después de confirmar el curado del revestimiento.
¿Qué revestimiento es mejor para alimentos con alto contenido en sal o ácidos en Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos?
Los laminados de poliéster o PP/PET suelen funcionar bien en condiciones agresivas; las variantes de epoxi BPA-NI también funcionan. Selección basada en pruebas simuladas y paneles de sabor.
¿Puedo conservar mis calibres actuales al cambiar a BPA-NI?
Normalmente sí, pero puede ser necesario ajustar el DR frente al SR y la geometría del rizo. Realice pruebas de línea para comprobar las cargas de conformado y el comportamiento de pelado tras el proceso.
¿Son excesivos los laminados de película para la mayoría de las tapas despegables?
No siempre. Para alimentos con retorta de larga duración o sabores sensibles, los laminados proporcionan una sólida protección contra la migración y el sabor. Para productos suaves, a temperatura ambiente, las lacas con BPA-NI pueden ser suficientes.
¿Cómo califico a un nuevo proveedor de materiales pelables sin BPA?
Solicite expedientes de conformidad, informes de migración alineados con su proceso, certificados FSMS y tiradas de muestras recubiertas. Realice pruebas en planta con muestras retenidas y objetivos de fuerza de pelado documentados.
Última actualización: 2025-11-19
Cambios: Se ha añadido una tabla de suministro de bobinas frente a láminas; se han ampliado las notas de conformidad de la UE y China; se han aclarado los pasos de validación de retorta; se ha incluido el centro de atención de Tinsun Packaging y enlaces internos.
Próxima fecha de revisión y desencadenantes: 2026-05-19 o en caso de actualizaciones importantes de la normativa, volatilidad del precio del estaño o cambios en la formulación del revestimiento.
Si está preparando su próxima tirada de soluciones de hojalata sin BPA para tapas pelables de seguridad alimentaria, comparta sus planos, curva de proceso y volúmenes mensuales, y Tinsun Packaging le propondrá la pila de revestimiento y el formato de suministro óptimos, además de muestras de entrega rápida y un calendario firme. Para abrir un proyecto, póngase en contacto con el equipo a través del canal de contacto del sitio web y mencione sus parámetros de autoclave o llenado en caliente.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Bobinas de hojalata resistentes a la corrosión para tapones corona de bebidas
Para los fabricantes de tapones corona, la vía más rápida para reducir el número de rechazos y prolongar la vida útil de los productos es elegir las bobinas de hojalata resistentes a la corrosión adecuadas para los tapones corona de bebidas y, a continuación, combinarlas con un sistema de lacado adecuado y un plan disciplinado de control de calidad. Si ya dispone de especificaciones o planos, compártalos y los traduciremos en un recubrimiento...
-

Soluciones de hojalata lacada para la fabricación segura de tapas de OE de grado alimentario
Las marcas de alimentación y los fabricantes de cierres confían en la hojalata lacada para mantener las tapas de fácil apertura (EO) seguras, estables y listas para la producción. En esta guía, desglosamos la química de la laca, los grados de las bobinas y los pasos de cualificación para que su equipo pueda especificar las soluciones de hojalata lacada adecuadas para la fabricación segura de tapas EO de grado alimentario, sin sorpresas en el cierre o en la estantería. Si está...
-
Aprenda especificaciones de bobina de estañoplato para fabricación de tapas de alta precisión: espesor, temple, recubrimientos y empaque de exportación: con tablas prácticas y un camino rápido a muestras.
Si está planeando un nuevo programa de tapa o quiere reducir chatarra en una línea existente, envíe sus dibujos y torques objetivo para delimitar un plan de bobina y barniz; Tinsun Packaging proporciona estos servicios personalizados y puede suministrar muestras, documentación PPAP y entrega rápida para su próxima ventana de producción.
-

Normas de control de calidad de las chapas de hojalata para la fabricación de tapas
Las normas de control de calidad para láminas de hojalata en la producción de tapas establecen la base para la seguridad, la vida útil y la eficacia de la línea en tapas de fácil apertura y tapas de latas sanitarias. Los programas más sólidos alinean las certificaciones de las fábricas, la inspección de entrada y los controles de proceso en el estampado y el revestimiento para evitar fugas, paneles y corrosión antes de que empiecen. Si está listo para validar...