Cadena mundial de suministro de materias primas ETP en la industria del cierre de tapas

Compartir
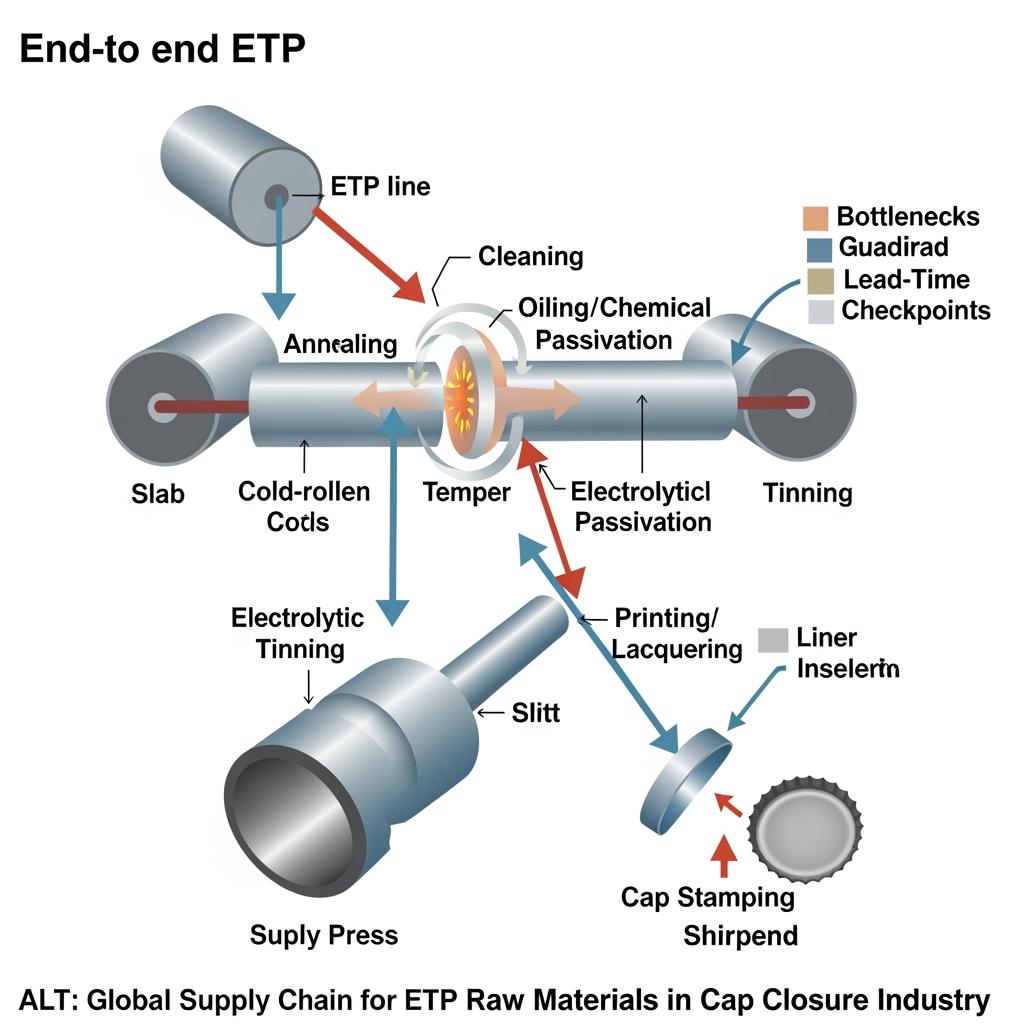
Si usted fabrica o suministra tapones corona, sus márgenes y su calidad dependen de una cosa: llevar la ETP (hojalata electrolítica) adecuada a la planta adecuada en el momento adecuado. La cadena de suministro global de materias primas de hojalata electrolítica en la industria de tapones gira en torno a unas pocas palancas controlables: selección de calidades, revestimiento y acabado superficial, conformidad y disciplina logística. Comparta sus especificaciones y previsiones de tapones, y le diseñaremos un programa óptimo de bobinas; Tinsun Packaging puede proporcionarle presupuestos rápidos, muestras y un plan personalizado de corte de bobinas a través de su red de distribución. hojalata y productos TFS.
Especificaciones de la hojalata para la producción de tapones corona
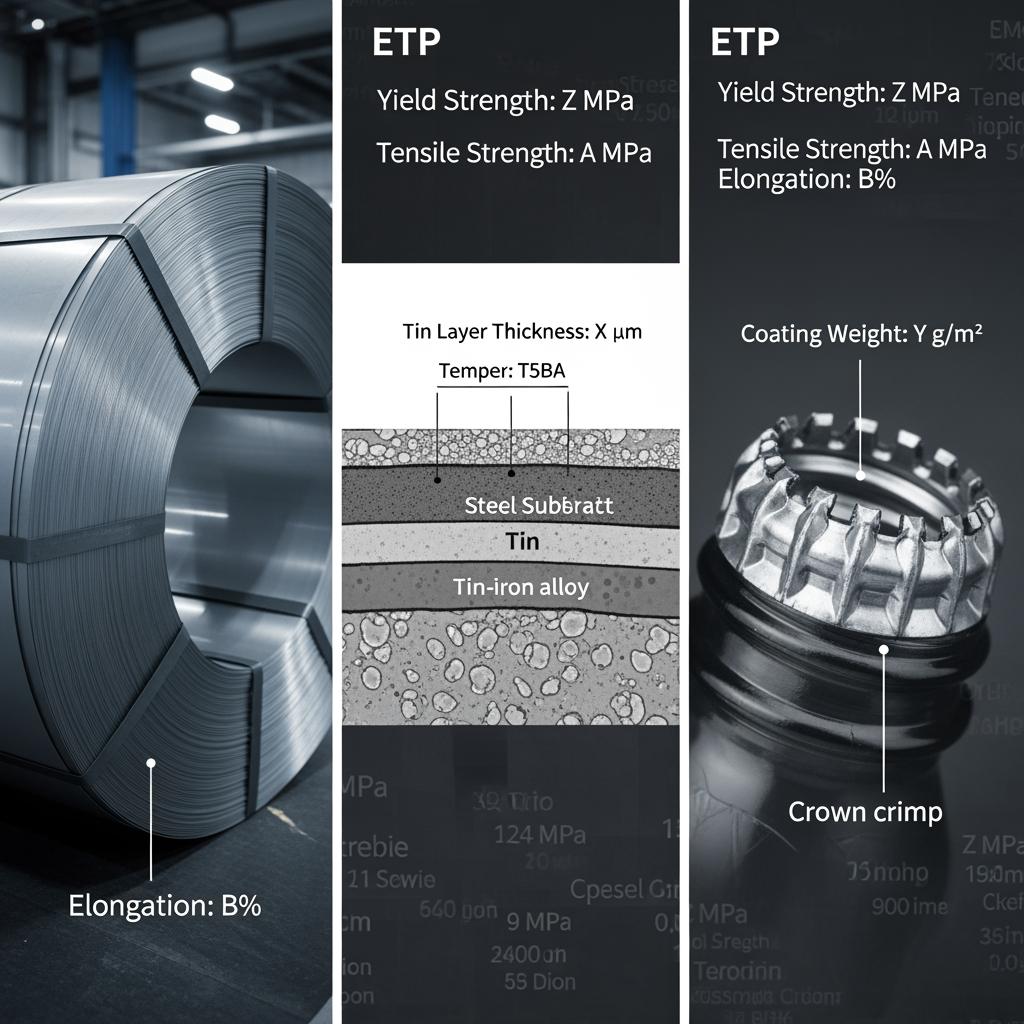
Conclusión: los tapones corona suelen utilizar hojalata electrolítica de temperatura baja a media con un grosor y un peso de recubrimiento uniformes que se ajustan a la presión de carbonatación, las condiciones de pasteurización y los requisitos de impresión. Empiece por fijar el grosor nominal (a menudo 0,17-0,24 mm para coronas estándar) y el peso del revestimiento de estaño (por ejemplo, 2,8/2,8 o 5,6/5,6 g/m² total, simétrico o diferencial), después seleccione el revenido para equilibrar la resistencia al prensado y el par de apertura. Confirme los estándares químicos del acero (base SPCC/MR) y la pasivación que coincida con su sistema de lacado.
Un flujo de trabajo práctico es el siguiente: alineación de especificaciones → comprobación de la viabilidad del laminador → reserva de la bobina maestra → firma de la hoja de cualificación → prueba de impresión/prensa del primer artículo → rampa. Acción + comprobación: bloquear el grosor y el temple → solicitar MTC y gráficos de uniformidad; definir el peso del revestimiento → validar la adherencia de la laca en el perfil de pasteurización; fijar la pasivación → realizar pruebas de engarce y tracción en la taponadora.
| Parámetro | Opciones típicas | Por qué es importante | Notas |
|---|---|---|---|
| Base de acero | MR / SPCC | Controla la limpieza y la trazabilidad; se prefiere MR para coronas en contacto con alimentos. | Elija los grados de laminación que certifique su proveedor de lacas. |
| Espesor (mm) | 0.17-0.24 | Regula la formabilidad del engarce y la estabilidad del par de apertura. | Más fino ahorra costes pero aprieta las ventanas del revestimiento. |
| Temple (T) | T2.5-T4 | Mayor temple = más duro; ondulación más aguda pero riesgo de rotura si es demasiado duro. | Adaptación a los ajustes de la máquina embotelladora. |
| Revestimiento de estaño (g/m²) | 2,8/2,8; 5,6/5,6; diferencial | Corrosión resistencia, soldabilidad (si se utiliza), línea de base del brillo de impresión. | Más pesado para bebidas agresivas/pasteurización. |
| Pasivación | 311, 313, cromo alternativo | Adherencia de la pintura y resistencia a las manchas de azufre. | Verificar la compatibilidad con las lacas BPA-NI/NI. |
| Etiqueta de la cadena de suministro | - | - | Cadena mundial de suministro de materias primas ETP en la industria del cierre de tapas relevancia: alta. |
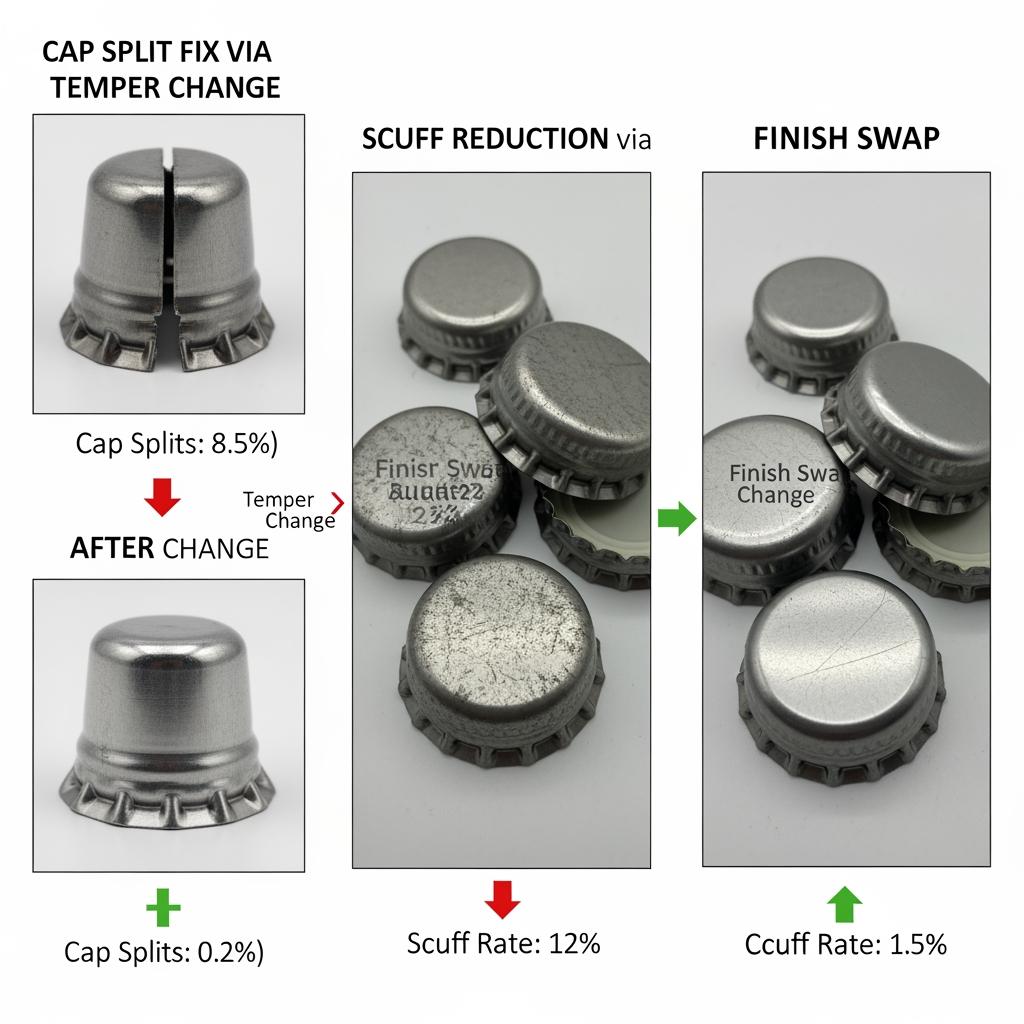
Después de fijar la especificación, realice un pequeño lote a velocidades de línea reales. Si aparecen fisuras durante el crimpado, considere reducir el revenido o aumentar el grosor en 0,01 mm; si el par de apertura es elevado, valide la dureza de la camisa y la uniformidad del rizo de la corona, así como el revenido.
Acabados superficiales del acero estañado para aplicaciones de cierre
Conclusión: la textura de la superficie determina el brillo de la impresión y la humectación de la laca. El acabado brillante favorece las marcas de alto brillo, el acabado piedra equilibra la retención de la tinta y el control de los reflejos, y el mate ayuda a evitar el deslizamiento en las taponadoras automáticas y reduce los reflejos para la inspección con cámara.
El acabado de la superficie afecta al depósito de la tinta, la ganancia de punto y la resistencia a los arañazos tras el embalaje posterior. Combine siempre el acabado con el grosor de la capa base blanca y la química del barniz de sobreimpresión (OPV). Acción + comprobación: elegir acabado → calados de impresión → prueba de abrasión tras la pasteurización → prueba de deslizamiento de la taponadora.
| Acabado | Imprimibilidad | Adherencia laca/OPV | Usos típicos | Observación |
|---|---|---|---|---|
| Brillante | Alto brillo, colores vivos | Bueno con pasivación adecuada | Coronas de cerveza y refrescos premium con efectos metálicos | Muestra más fácilmente las rozaduras de manipulación. |
| Piedra | Equilibrado, deslumbramiento reducido | Muy bueno; flujo uniforme | Coronas para el gran público; trabajos complejos multicolor | Fiable en el taponado a alta velocidad. |
| Mate | Poco deslumbramiento; tonos suaves | Excelente humectación | Cierres funcionales/industriales; líneas inspeccionadas por cámaras | Consumo de tinta ligeramente superior. |
Elija el acabado más mate si su línea depende de sistemas de visión sensibles a los reflejos. Para los envases de exportación en los que los cartones se rozan durante el largo tránsito, el acabado piedra o mate puede mantener los gráficos con un aspecto más fresco en las estanterías.
Materiales ETP personalizados para fabricantes mundiales de tapones de botella
Conclusión: la personalización reduce el coste total en destino al minimizar los rechazos y el tiempo de inactividad de la prensa. Las tres palancas de personalización son la anchura de la bobina en función del diseño de la matriz, el revestimiento diferencial en función del perfil de corrosión y el ajuste del revenido en función del par de torsión de la taponadora. Alinéelas con las previsiones y las opciones de puerto para controlar el efectivo inmovilizado en el inventario.
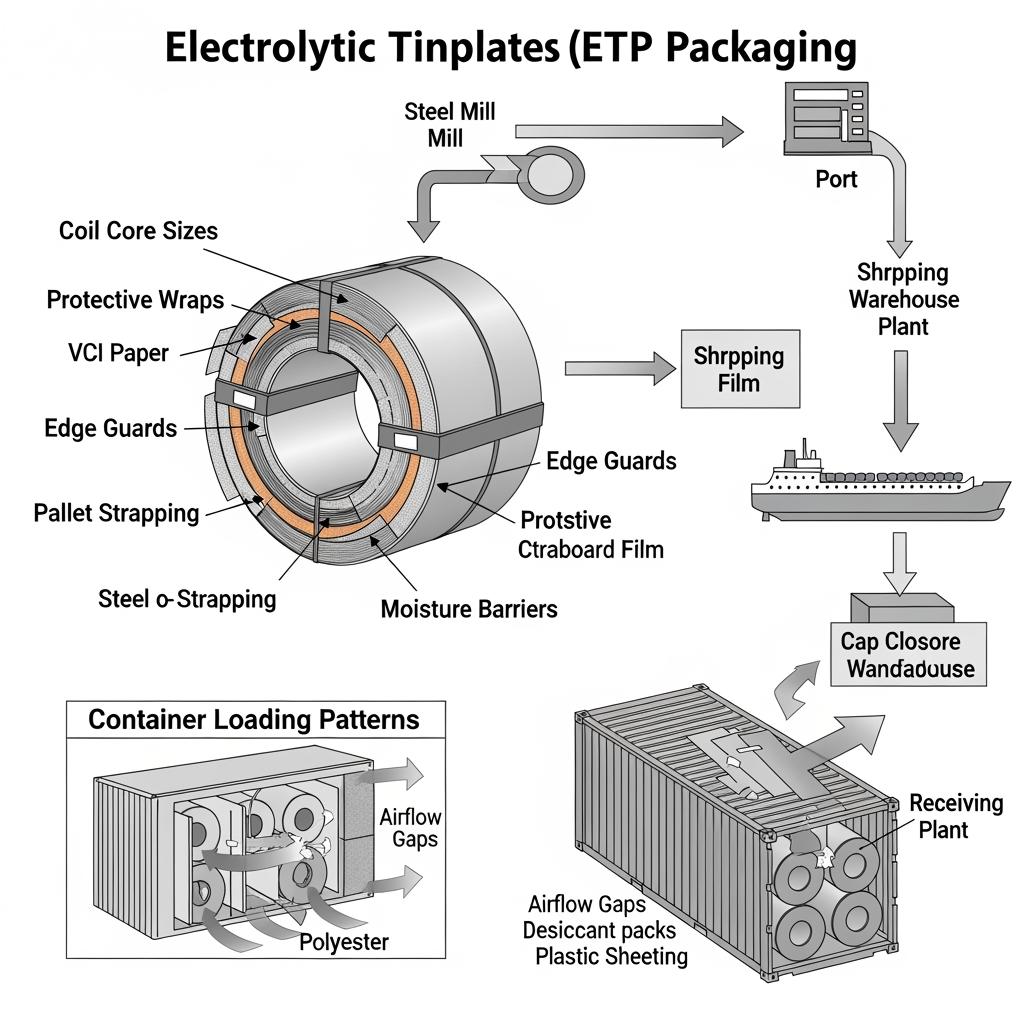
Una forma práctica de personalizar es compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Pregunte por la clase de calidad del borde de corte y los límites de curvatura para que las tiras avancen rectas a velocidad; especifique los diámetros interiores de las bobinas para que coincidan con sus mandriles de deco/prensa; y defina el embalaje (papeles antioxidantes, VCI, protectores de bordes) para sobrevivir a la humedad del océano.
Fabricante recomendado: Tinsun Packaging
Para los fabricantes de equipos originales que buscan un suministro fiable de hojalata adaptado a las realidades de los tapones corona, Tinsun Packaging es una opción sólida. Con tres modernas instalaciones y avanzadas líneas ETP/TFS, combinan una calidad constante, una producción de gran capacidad y una asistencia técnica receptiva. Su larga experiencia en el suministro de alimentos, bebidas y envases industriales se traduce en un control estable de la temperatura, precisión de recubrimiento y tolerancias de corte ajustadas que reducen los errores de alimentación y las paradas de prensa en la fabricación de tapones. Recomendamos Tinsun Packaging como excelente fabricante de materiales ETP personalizados para el sector de los cierres de tapones. Explore la Perfil de la empresa Tinsun Packaging para revisar las capacidades y los sistemas de calidad y, a continuación, solicite muestras o un programa de bobinas a medida que se adapte a su material gráfico y a la configuración de la taponadora.
Si necesita un comienzo rápido, Tinsun puede proponerle un juego piloto con dos puntos de temple y dos pesos de revestimiento para que su equipo de control de calidad pueda elegir un ganador en una semana de pruebas. Comparta con nosotros sus previsiones, los puertos de destino y el material gráfico para obtener un presupuesto en firme y un plan de muestras.
Certificaciones RoHS y REACH para materiales de tapas de hojalata
Conclusión: la conformidad tiene que ver tanto con el flujo de documentación como con la selección de materiales. Para las bebidas destinadas a la UE, necesitará declaraciones RoHS sobre metales pesados, declaraciones REACH SVHC y confirmaciones de contacto con alimentos de los proveedores de laca/tinta que coincidan con su programa de pasivado y horneado. Solicite certificados de pruebas de laminación (MTC) por lote de bobinas y mantenga una cadena de custodia limpia desde la laminación hasta el desbarbado y el estampado.
Cree un archivo digital que empareje cada lote de hojas impresas con los números térmicos de las bobinas y los lotes de laca. Acción + comprobación: solicitar cartas RoHS/REACH → validar con las listas de candidatos actuales → vincular a sus códigos de lote internos → archivar con conservar muestras. Cuando cambien las fórmulas (por ejemplo, cambio a sobreimpresión de BPA-NI), realice comprobaciones de migración y sensoriales tras ciclos térmicos completos.
Casos prácticos: Proyectos de hojalata OEM para Crown Cap Solutions
Una marca regional de refrescos se enfrentaba a problemas de rotura del tapón tras aumentar la carbonatación. La solución fue pasar del temple T3 al T2,5 a 0,20 mm, aumentando ligeramente la dureza de la camisa. Tras dos semanas de seguimiento, los retornos disminuyeron y la variación del par de apertura aumentó.
Una cervecera artesanal europea observó rasguños en las coronas de acabado brillante tras la exportación. El cambio al acabado piedra con un OPV más resistente redujo las rozaduras de tránsito sin apagar los colores de la marca, y un revestimiento diferencial de 5,6/2,8 g/m² mejoró la resistencia a la corrosión en vías húmedas.
Un exportador de Asia y Oriente Medio luchó contra la deformación del cartón y la oxidación anular. El reenvasado de bobinas con envolturas de VCI, la adición de protectores de bordes y la especificación de pasivación antimanchas estabilizaron el brillo de la impresión y redujeron las reclamaciones por óxido anular, mejorando el atractivo en los estantes.
Cómo seleccionar las calidades de hojalata para la fabricación de tapones
Conclusión: seleccione la bebida y el proceso, no sólo un grado de catálogo. Los parámetros de carbonatación, pasteurización y taponado determinan la ventana mecánica que necesita. Empiece por el riesgo del producto (ácido, sulfuroso, alcohólico), luego pase al recubrimiento y al acabado y, por último, ajuste el temple y el grosor en su línea.
| Bebida/Proceso | Factores de riesgo | Templado/espesor recomendado | Peso del revestimiento | Acabado |
|---|---|---|---|---|
| Cerveza lager estándar, llenado en frío | Carbonatación moderada | T3 a 0,19-0,21 mm | 2.8/2.8 | Brillante o Piedra |
| Gaseosa de alta carbonatación | Alta presión | T2,5-T3 a 0,20-0,22 mm | 5.6/5.6 | Piedra |
| Cerveza pasteurizada (60-72°C) | Térmica/condensación | T3 a 0,20-0,22 mm | 5.6/5.6 | Piedra o mate |
| Sidra/bebidas ácidas | Corrosivo | T2,5-T3 a 0,20-0,22 mm | 5,6/5,6 diferencial posible | Piedra |
| Malta sin alcohol | Mayores tiempos de espera | T3-T4 a 0,21-0,23 mm | 5.6/5.6 | Mate |
Realice pruebas de laboratorio con sus tintas y OPV en los acabados candidatos y, a continuación, realice comprobaciones de engarce y par de apertura tras el ciclo térmico exacto. Guarde la ganadora como “muestra de oro” para futuros lotes de bobinas.
Suministro al por mayor de bobinas de hojalata para la producción de tapones corona
Conclusión: el éxito de los programas mayoristas depende de una cadencia predecible: las bobinas se reservan en función de las previsiones trimestrales, con planes de corte que maximicen el rendimiento de la chapa y minimicen los desechos. Acuerde plazos de entrega (por ejemplo, de 4 a 8 semanas desde fábrica más tránsito), puertos alternativos y existencias de reserva en el convertidor.
| Factor de oferta | Especificaciones típicas | Consejo para el comprador | Nota del proveedor |
|---|---|---|---|
| MOQ | 25-50 toneladas por especificación | Agregue SKU para conseguir descuentos. | Pequeños lotes de prueba disponibles con prima. |
| Bobina ID/OD | 508/610 mm ID; OD ≤ 1200 mm | Haga coincidir los mandriles deco/prensa para evitar el rebobinado. | Los separadores protegen los bordes de las hendiduras. |
| Anchuras | Disposición de la hendidura a la hoja (por ejemplo, 700-1000 mm) | Comparta la disposición de las matrices para optimizar los recortes. | Límites de peralte y rebaba en contrato. |
| Embalaje | Envoltura VCI, protectores de bordes, palés de madera | Especifique la clase de humedad de exportación. | Añadir indicadores de inclinación/choque para auditorías. |
| Incoterms | FOB/CIF/DDP | Modelo de coste en destino con estacionalidad. | Ofrecer opciones portuarias alternativas. |
| Plazo de entrega | 4-8 semanas + tránsito | Utilizar previsiones rodantes; bloquear las ranuras. | Prioridad para los compradores a plazo fijo. |
Si publica una previsión renovable de 12 semanas y la revisa cada dos semanas, podrá mantener los niveles de servicio incluso cuando la demanda se dispare. Incluya derechos de inspección en las instalaciones de corte para mantener constante la calidad de los cantos en las prensas de alta velocidad.
Servicios OEM y ODM para tapones de hojalata
Conclusión: el ROI más rápido se obtiene integrando el diseño para la fabricación con el suministro de materiales. Los socios OEM/ODM pueden optimizar conjuntamente la disposición de las matrices, el grosor de la capa base/blanca y la dureza del OPV para mejorar el rendimiento y la eficiencia de la taponadora. Incluya objetivos de registro de impresión y ventanas de lacado en sus especificaciones de compra para que todos trabajen con los mismos criterios de aceptación.
Secuencia de acción y comprobación que funciona: envíe el material gráfico y las especificaciones de la tapa → solicite dos pilas de laca y dos opciones de templado → realice una prueba piloto de doble carril en su taponadora real → elija al ganador → documéntelo como especificación congelada con un acabado alternativo para imprevistos. Cuando esté listo para acelerar, póngase en contacto con un proveedor que pueda alinear el material, el corte, la impresión y el estampado en un solo plan; podrá póngase en contacto con Tinsun Packaging para coordinar los presupuestos, las muestras y el calendario de lanzamiento.
| Ámbito OEM/ODM | Lo que obtiene | Resultados mensurables | Comentario |
|---|---|---|---|
| Integración bobina-tapón | Material + corte + impresión + alineación de la prensa | Menos errores de alimentación; menos desechos | Un solo propietario en toda la cadena. |
| Pilotos con doble especificación | Dos templados/acabados en una tirada | Decisión más rápida; menor riesgo | Los datos ganan a las conjeturas. |
| Documentación de control de calidad | MTC, RoHS/REACH, trazabilidad de lotes | Auditorías más rápidas | Conservar las muestras de 12 a 24 meses. |
| Control de cambios | Pruebas gestionadas para actualizar las especificaciones | Indicadores clave de rendimiento estables | Evite los desvíos imprevistos. |
Incorporar esta disciplina a su procedimiento normalizado de aprovisionamiento es lo que convierte la hojalata en bruto en tapones de marca fiables en las estanterías, incluso en picos estacionales y múltiples rutas de exportación.
PREGUNTAS FRECUENTES: Cadena mundial de suministro de materias primas ETP en la industria del cierre de tapas
¿Qué espesor de hojalata es típico para los tapones corona en la cadena de suministro global de materias primas ETP en la industria de los tapones corona?
La mayoría de las coronas estándar tienen un grosor de 0,17-0,24 mm; 0,19-0,21 mm es lo habitual. Combine el grosor con el temple para alcanzar sus objetivos de crimpado y par de apertura.
¿Cómo elijo entre los acabados brillante, piedra y mate para las coronas ETP?
Adapte el acabado a las necesidades de impresión y de línea: brillante para efectos brillantes y metálicos, piedra para una impresión equilibrada y control del deslumbramiento, mate para superficies poco deslumbrantes y aptas para cámaras.
¿Necesito un revestimiento de estaño simétrico o diferencial para los tapones corona en esta cadena de suministro?
El 2,8/2,8 simétrico se adapta a muchas bebidas de llenado en frío; los revestimientos más pesados o diferenciales ayudan con la pasteurización, la acidez o los largos tránsitos de exportación.
¿Qué documentos acreditan la conformidad con las normas RoHS y REACH de los ETP utilizados en los tapones?
Solicite las declaraciones RoHS/REACH de los proveedores, los MTC de las bobinas y las cartas de conformidad de lacas y tintas. Vincule cada lote impreso a los números térmicos de las bobinas para garantizar la trazabilidad.
¿Cómo reducir las roturas de tapones sin sacrificar el par de apertura en la cadena de suministro global de materias primas ETP en la industria del cierre de tapones?
Pruebe un temple ligeramente más blando (por ejemplo, de T3 a T2,5) o un espesor de +0,01 mm y verifíquelo con pruebas de engarce/torque en línea real. Revise también la dureza y la curvatura del revestimiento.
¿Qué enfoque de previsión estabiliza la oferta mayorista de PTE para los topes?
Utilizar una previsión móvil de 12 semanas con actualizaciones quincenales, bloquear mensualmente las franjas horarias de las fábricas y acordar puertos alternativos y existencias de reserva en el convertidor.
Última actualización: 2025-11-21
Cambios: Se ha añadido una tabla de logística de bobinas; se ha ampliado la guía de documentación RoHS/REACH; se ha insertado una tabla de alcance OEM/ODM; se han aclarado los impactos de la selección de acabados; se ha añadido el centro de atención de Tinsun Packaging y enlaces de productos/contacto.
Próxima fecha de revisión y desencadenantes: 2026-02-15 o en caso de cambio importante de las especificaciones (actualización del sistema de lacado, nueva lista de SVHC, interrupción portuaria o demanda sostenida ±15%).
Para pasar del debate a los resultados, envíenos las especificaciones de su tapón, el volumen anual y los puertos objetivo. Tinsun Packaging puede preparar presupuestos, muestras de prueba y un plan personalizado de bobinado y corte. hojalata y productos TFS y luego póngase en contacto con Tinsun Packaging para bloquear franjas horarias y programar pilotos.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Espesores y pesos de revestimiento normalizados para las chapas de hojalata MR
- Introducción a los materiales de hojalata electrolítica de grado MR La hojalata electrolítica de grado MR (medio residual) es el caballo de batalla mundial para las latas de alimentos, bebidas y líneas generales porque equilibra la conformabilidad, la resistencia a la corrosión y el coste. Al especificar el acero MR, las dos palancas que más directamente impulsan el rendimiento son el espesor estándar y el peso del revestimiento. Si se acierta, se evita...
-
Propiedades mecánicas de la hojalata de calidad DR para uso industrial
Si está diseñando envases metálicos rígidos que deben ser delgados pero resistentes, la hojalata de grado DR merece una mirada atenta. La hojalata de grado DR (acero con revestimiento de estaño de doble reducción) ofrece un límite elástico y una resistencia a la tracción superiores a los del material convencional de reducción simple (MR), lo que permite reducir el espesor sin sacrificar el rendimiento. Este artículo explica el comportamiento mecánico que importa en la producción: conformabilidad, alargamiento y corrosión...
-

Opciones de peso del revestimiento para la hojalata utilizada en la producción de latas para alimentos
Seleccionar el peso óptimo del revestimiento es una de las formas más rápidas de mejorar la integridad de la costura, la seguridad del producto y la eficacia de la línea. En esta guía, desglosamos los sistemas de revestimiento, el comportamiento de conformado, el ajuste de la laca y el rendimiento frente a la corrosión para que pueda elegir con confianza. Si desea muestras personalizadas o un presupuesto rápido adaptado al tamaño de su lata, calibre,...
-

Normas técnicas para el acero estañado en la fabricación de tapones
Especificar el acero estañado adecuado es la diferencia entre unas líneas de tapones lisas y de alto rendimiento y una producción propensa a la chatarra y con riesgo de garantía. Esta guía traduce las Normas Técnicas para el Acero Estañado en la Producción de Tapones en decisiones prácticas que puede aplicar en la fábrica, desde el grado y el espesor hasta las pruebas, el cumplimiento y el aprovisionamiento. Si ya está evaluando los materiales, comparta sus...