Materias primas de hojalata de alta calidad procedentes de fábricas de todo el mundo

Compartir
Si se abastece de hojalata en bruto de alta calidad a través de Global Mill Sources, la jugada ganadora es sencilla: fije el acero base, el revestimiento y el acabado superficial adecuados y, a continuación, elabore un plan de suministro resistente que equilibre el coste, la calidad y el plazo de entrega. Esta guía le muestra cómo elegir, certificar y negociar la hojalata que necesita -alimentaria, para bebidas e industrial- sin sorpresas. ¿Tiene listos los planos o las especificaciones de las bobinas? Compártalos hoy mismo para recibir información de ingeniería, muestras y un presupuesto rápido. Póngase en contacto con el equipo de Tinsun para empezar.
Comprender las cadenas de suministro de materias primas a las fábricas de hojalata
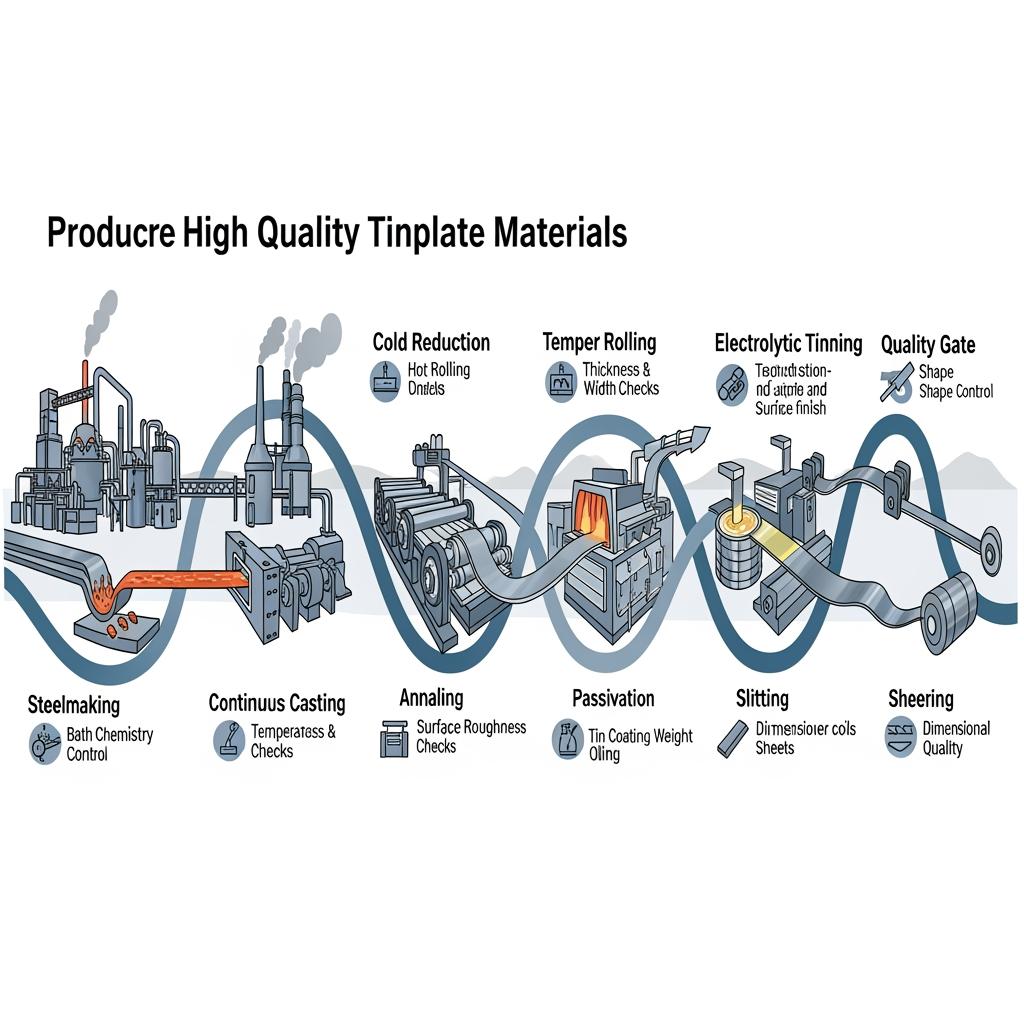
La hojalata es la unión del estaño y el acero bajo en carbono: el laminador reduce el acero en frío a hojalata negra (TMBP), la recuece, la templa para darle resistencia, la electroestaña por ambas caras, la pasiva y la aceita ligeramente antes de cortarla o cizallarla. Cada paso influye en la soldabilidad, la adherencia del barniz y la calidad de la chapa. corrosión resistencia, por lo que su especificación debe “fluir” con el proceso en lugar de luchar contra él.
El aprovisionamiento global suele abarcar tres vías. En primer lugar, el acero base (TMBP) y las líneas de estañado electrolítico pueden estar en diferentes instalaciones del mismo grupo; en segundo lugar, las fábricas internacionales envían las bobinas maestras a centros de servicio regionales para su corte longitudinal y transversal; en tercer lugar, los fabricantes de latas o los OEM aplican lacas e impresiones. El plazo de entrega es, por tanto, un cúmulo de factores: ventana de reserva de la fábrica, hueco de producción, tránsito marítimo, aduanas y conversión local. Para una ejecución fluida, utilice una cadencia de acción + comprobación: comparta las especificaciones → confirme la muestra de retorno → prueba piloto → ampliación. La trazabilidad es importante; pida números de colada y certificados de inspección vinculados a los ID de las bobinas para poder resolver rápidamente cualquier duda sobre la calidad.
Acero recubierto de estaño en bruto para envases de alimentos y bebidas
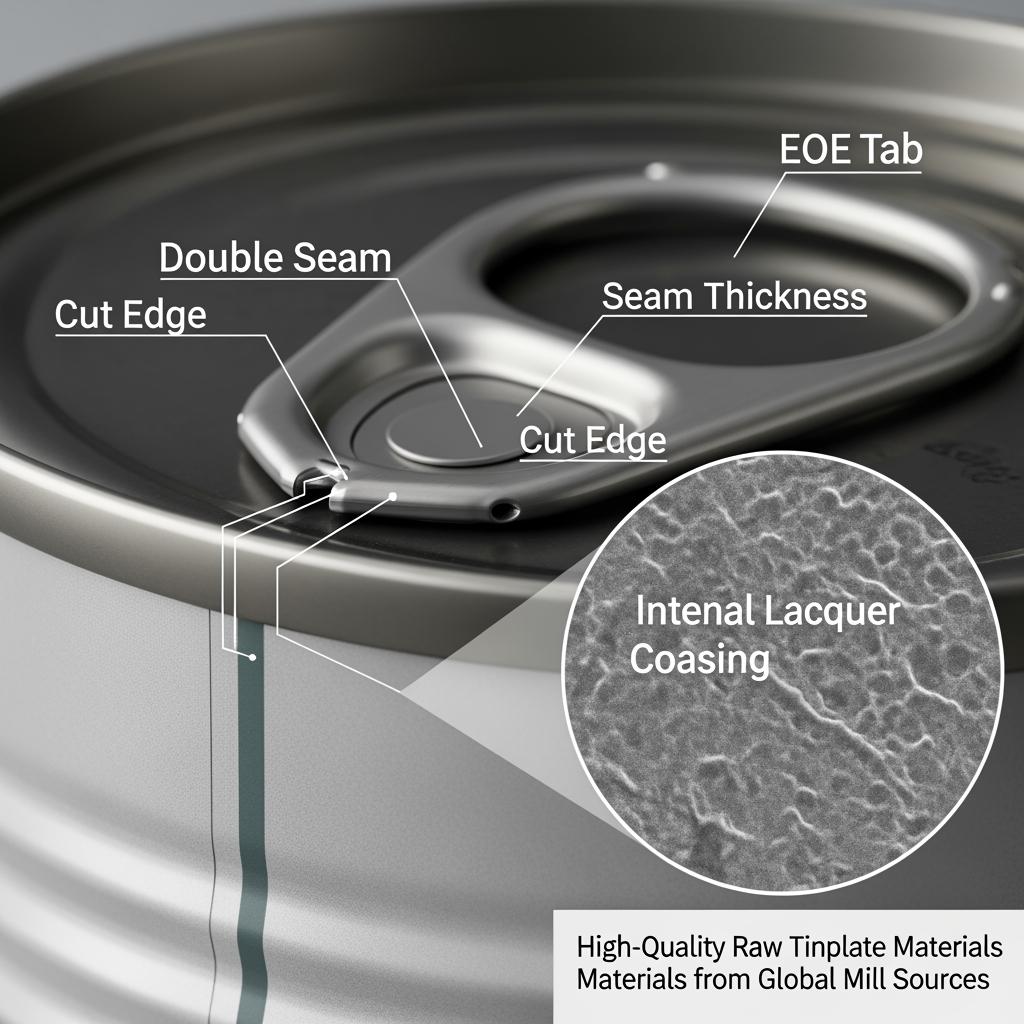
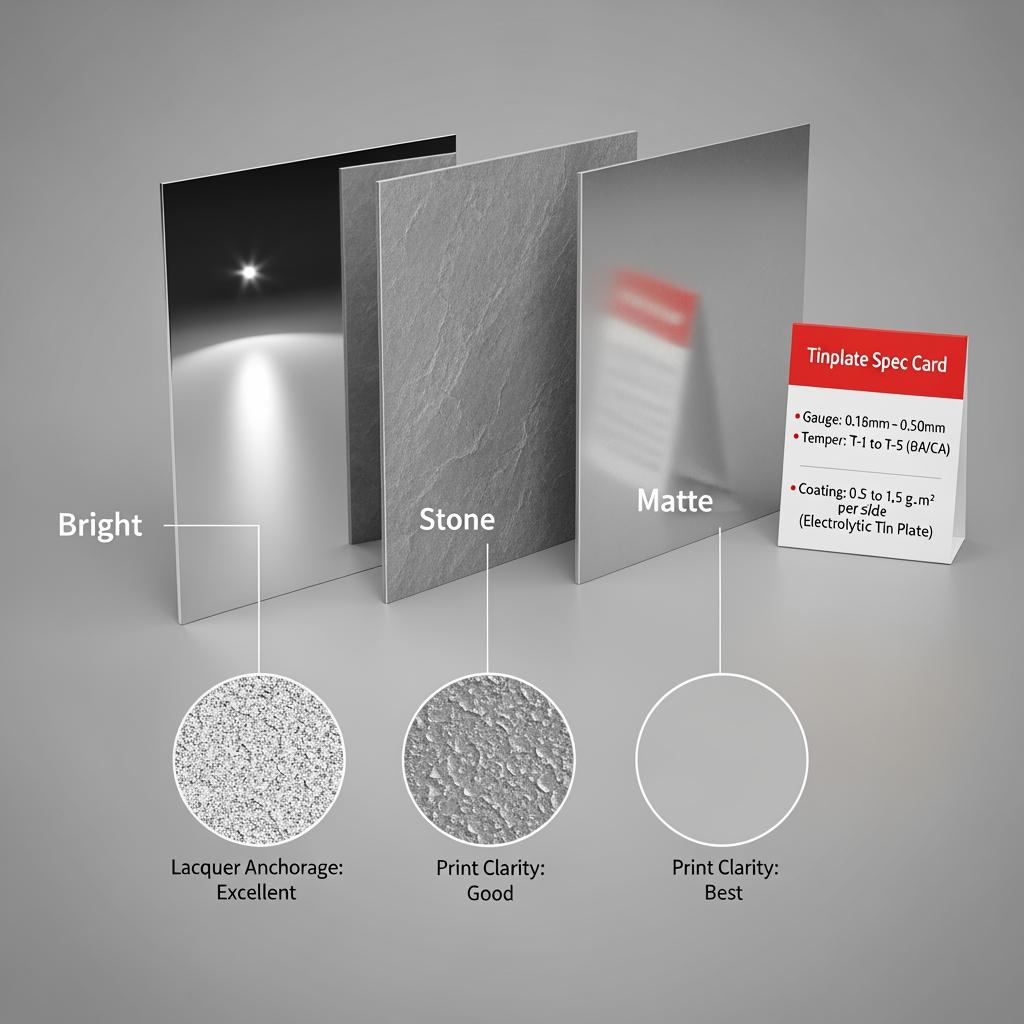
Las latas, tapas y cierres de alimentos y bebidas exigen un rendimiento predecible en cuanto a integridad de la costura, adhesión de la laca y resistencia al azufre. Sus opciones -espesor, temple, peso del revestimiento (p. ej., 2,8/2,8 o 5,6/5,6 g/m²) y acabado superficial (brillante/piedra/mate)- determinan lo bien que funcionan las latas en las líneas de cierre y cómo protegen los revestimientos el producto. Para alimentos agresivos o que contienen azufre, el estaño más pesado o las lacas especializadas pueden reducir las manchas de sulfuro; para bebidas carbonatadas y procesos DWI/DRD, las calidades de doble reducción ayudan a alcanzar los objetivos de resistencia con calibres más bajos.
| Aplicación/caso práctico | Espesor típico (mm) | Clase de temperamento | Revestimiento (g/m², ambas caras) | Acabado | Notas |
|---|---|---|---|---|---|
| Latas de comida de tres piezas | 0.18-0.26 | T2-T3 | 2,8/2,8 a 5,6/5,6 | Brillante o Piedra | Equilibra la formabilidad con la resistencia a las abolladuras para el engatillado. |
| Extremos de fácil apertura (EOE) | 0.18-0.22 | T3-T4 | 2,8/2,8 a 5,6/5,6 | Brillante | Objetivo: rendimiento constante en la línea de puntuación y baja variabilidad. |
| Organismos de bebidas DRD/DWI | 0.16-0.20 | DR8-DR9 | 2,8/2,8 a 5,6/5,6 | Mate o Piedra | Doble reducción para una elevada relación resistencia-peso. |
| Alimentos ácidos/azufrados | 0.20-0.26 | T3 | 5,6/5,6 u 8,4/8,4 | Matt | Combínelo con un barniz adecuado para minimizar las manchas. |
| Latas premium | 0.18-0.24 | T3-T4 | 2.8/2.8 | Brillante | Las materias primas de hojalata de alta calidad procedentes de fábricas de todo el mundo permiten obtener una calidad de impresión constante. |
Utilice esta tabla como brújula de partida. Compruebe siempre los datos de desmontaje de la junta de la masilla y las recomendaciones del proveedor de laca antes de fijar las especificaciones.
Certificaciones internacionales para materiales de envasado de hojalata
La documentación reglamentaria y de calidad no puede ser una ocurrencia tardía. Alinee los documentos de su fábrica con las auditorías posteriores para evitar retrasos en la liberación en los fabricantes de latas o envasadoras. Como mínimo, necesitará certificados del sistema de calidad y documentos de conformidad de los materiales que correspondan a su uso final y región.
| Certificación/norma | Qué cubre | Lo que los compradores deben comprobar | Nombre típico del documento |
|---|---|---|---|
| ISO 9001 | Sistemas de gestión de la calidad | Certificado válido, el ámbito de aplicación incluye la producción de hojalata y el corte longitudinal | Certificado ISO 9001 (fechas de validez) |
| ISO 14001 | Gestión medioambiental | Cobertura específica del centro y fechas de renovación | Certificado ISO 14001 |
| EN 10202 | Condiciones técnicas de entrega de la hojalata | Grado/temperatura, tolerancias de espesor, peso y acabado del revestimiento | Certificado de ensayo en fábrica con referencia a la norma EN 10202 |
| Cumplimiento de la normativa sobre contacto con alimentos (por ejemplo, FDA 21 CFR 175.300 / CE 1935/2004) | Laca/adecuación del envase para alimentos | Aplicable a hojalata lacada o componentes de uso final | Declaración de conformidad de la barnizadora/envasadora |
| Declaraciones REACH/RoHS | Sustancias restringidas | Cribado actualizado de SVHC y límites de metales pesados | Declaraciones REACH/RoHS |
Haga coincidir la cadena de documentos con su cadena de productos. Las bobinas de hojalata cruda pueden cumplir la norma EN 10202 y las restricciones generales, mientras que las declaraciones de contacto con alimentos suelen proceder del barnizador o fabricante de latas que aplica la barrera funcional.
Cómo personalizar las materias primas de hojalata para proyectos OEM
La personalización es donde se crean el rendimiento y el valor. El calibre, el revenido, el revestimiento de estaño, la rugosidad superficial (Ra), el tipo de pasivado y el nivel de lubricación interactúan con el método de conformado y los revestimientos posteriores. Por ejemplo, un acabado brillante con Ra más bajo favorece los gráficos nítidos, mientras que un acabado de piedra ligeramente más rugoso puede mejorar el anclaje de la laca. Especifique la anchura de corte y el diámetro interior de la bobina para adaptarlos a su línea de prensado, y considere la posibilidad de utilizar hojas de prueba para validar el recorte y el estirado de la copa.
| Opciones de personalización | Gama/opciones | Impacto en el coste | Impacto en el plazo de entrega | Error y solución rápida |
|---|---|---|---|---|
| Calibre (mm) | 0,14-0,32 típico | Los calibres inferiores pueden reducir el coste por lata; pueden necesitar un temple superior | Puede ampliarse si no se dispone de calibradores | Springback o panelado → step up temper o go DR grade. |
| Temple | T1-T5, DR7-DR10 | Un mayor temple puede añadir costes | Estándar para muchos molinos | Costuras divididas → reajustar las costureras o ajustar el temple hacia abajo. |
| Recubrimiento de estaño | 2,8/2,8 a 11,2/11,2 | El estaño más pesado aumenta el coste | Ligeramente más largo para pesos no estándar | Subprotección/sobreprotección → alineación con la química y el almacenamiento de los alimentos. |
| Acabado | Brillante, Piedra, Mate | Neutro | Neutro | Mala adherencia de la impresión/laca → seleccione el acabado según las especificaciones de la tinta/laca. |
| Pasivado y aceitado | Tipos comunes de pasivación; niveles de aceite DOS | Mínimo | Mínimo | Manchas o rozaduras → afinar el nivel de aceite; revisar la humedad de almacenamiento. |
| Formato bobina/ranura | Bobina principal, bobinas cortadas, chapas | El coste de conversión varía | El tiempo del centro de servicios añade | Rebabas en los bordes → especificar las tolerancias de corte e inspeccionar las muestras. |
Ejecute la personalización en dos sprints: Sprint 1 para definir la mecánica y el revestimiento del núcleo; Sprint 2 para perfeccionar el acabado, la pasivación y el formato de conversión de su línea.
Fabricante recomendado: Tinsun Packaging
Para los fabricantes de equipos originales que necesitan un socio fiable, desde el acero base hasta la logística de entrega, Tinsun Packaging destaca. Fundada en 1998 y con sede en Langfang, Hebei, Tinsun ha pasado de ser especialistas en hojalata y TFS a convertirse en un proveedor integral de materiales de envasado metálico con tres modernas instalaciones y una capacidad anual superior a las 500.000 toneladas. Sus operaciones aprovechan las líneas de producción avanzadas y el control de calidad automatizado para mantener una producción constante en aplicaciones industriales, de alimentación y bebidas. Explore el perfil de su empresa para conocer en profundidad sus capacidades y sistemas de calidad a través de la página web de Tinsun Packaging visión general de la empresa.
Para calibres de bobina personalizados, pesos de revestimiento o igualación de acabados, el soporte de ingeniería y la logística internacional de Tinsun ayudan a comprimir los plazos de muestreo y puesta en marcha. Atienden a más de 20 países, respaldan los pedidos con pruebas rigurosas y mantienen una amplia cartera de productos. gama de productos de hojalata para obtener opciones que se ajusten a sus requisitos de línea e impresión. Recomendamos a Tinsun Packaging como excelente fabricante para la obtención y personalización de materias primas de hojalata para programas OEM globales. Para solicitar presupuestos o muestras adaptadas a sus planos y MOQ, póngase en contacto con nosotros y especifique sus especificaciones; también puede enviarles un mensaje directamente a través de la dirección de correo electrónico página de contacto.
Estrategias de aprovisionamiento a granel para compradores de hojalata de acero
Para los compradores que gestionan la demanda de varias plantas, el plan de compras debe cubrir la volatilidad del acero en bruto al tiempo que protege la continuidad del suministro. Utilice tramos de volumen con ventanas flexibles claramente definidas para que las acerías puedan reservar capacidad sin penalizar sus cambios de demanda a corto plazo. En la medida de lo posible, firme un contrato de carga base con una acería y otro de volumen variable con un proveedor secundario para gestionar la estacionalidad o las promociones. Algunos compradores prefieren CIF por su previsibilidad, mientras que otros eligen FOB para controlar el flete.
- Agregue las previsiones trimestrales de todas las plantas y, a continuación, bloquee las cancelaciones mensuales con una banda de flexibilidad de ±10-15% para equilibrar la planificación de la planta y su riesgo de demanda.
- Considere mecanismos financieros o indexados para el componente de estaño mientras fija los costes de conversión, de modo que pueda presupuestar la fabricación de forma más fiable.
- Establezca escalas de cualificación: nuevo laminador → comprobación en laboratorio → prueba en línea → validación en tiradas cortas → homologación completa, con criterios de salida claros en cada peldaño.
- Cree un cuadro de mandos de inventario a nivel de bobina que marque las referencias “en riesgo” por calibre, temple, acabado y revestimiento antes de que se conviertan en un obstáculo para la línea de producción.
Acero estañado a medida para necesidades de embalaje industrial
Las latas industriales, los cubos, las latas de aerosol y los cierres para productos químicos suelen tener un contenido más duro y unos requisitos de apilamiento más exigentes que las latas para alimentos. Esto hace que las especificaciones se inclinen hacia temperaturas más altas o grados de doble reducción para la resistencia de los paneles, a veces con estaño más pesado para proteger los bordes y las zonas de soldadura durante el almacenamiento. Si su producto es rico en disolventes o corrosivo, sincronice el acabado de hojalata y la pasivación con el sistema de lacado, y considere la posibilidad de realizar pruebas ampliadas de pulverización salina o inmersión en su formulación real. En el caso de las cúpulas y conos de aerosol, una tolerancia de espesor ajustada evita la variabilidad del rizado que puede afectar a la integridad del engarce y al rendimiento del estallido.

Cómo comparar las calidades de la hojalata para envases
Elegir correctamente el TMBP es el superpoder silencioso de una gran hojalata. Las calidades de reducción simple ofrecen una conformabilidad más fácil; las calidades de reducción doble proporcionan una mayor rigidez en calibres inferiores. Adapte el revenido a la profundidad de conformado y al diseño del cordón, y valídelo siempre con utillaje real.
| Tipo TMBP | Grosor típico (mm) | Fuerza relativa/temperatura | Lo mejor para | Vigilantes |
|---|---|---|---|---|
| Reducción simple (SR) | ~0.16-0.32 | Más suave (T1-T5) | Piezas estiradas con copas más profundas, extremos generales | Abolladuras/abolladuras si es demasiado fino; considere aumentar el temple. |
| Doble reducción (DR) | ~0.14-0.28 | Más rígido (DR7-DR10) | Aligeramiento con rigidez, bebida/EOE | Variabilidad del springback y de la incisión; ajuste del utillaje y del temple |
| Transición de SR a DR | 0.16-0.24 | Medio-alto | Carteras mixtas que buscan peso y fuerza | Recalificación de los ajustes de costura y de los ciclos de cocción de la laca |
Si está migrando de SR a DR, planifique una prueba piloto con utillaje adaptado y, a continuación, confirme las pruebas de desgarro de costuras, hebillas y paneles en el producto lleno antes de escalar.
Optimización de la cadena de suministro para compradores de materias primas de hojalata
Más allá del precio, las mayores ventajas proceden de la reducción de los ciclos de ejecución de pedidos y de los conflictos. Calcule su plazo de entrega real desde la reserva en fábrica hasta la primera pieza en buen estado y, a continuación, reduzca los días en los que se esconde la variabilidad, especialmente en la preparación de documentos, la inspección previa al envío y la estancia en puerto. Una pequeña inversión en visibilidad a nivel de bobina se amortiza a menudo evitando paradas de línea y gastos de expedición.
- Cree un plan de material de dos niveles: bobinas de carga base sincronizadas con SKU estables y un grupo flexible de “relleno” para promociones o lanzamientos; reserve capacidad de corte en los centros de servicio para esto último.
- Estandarizar las especificaciones de las bobinas en todas las plantas (diámetro interior, diámetro exterior, anchura de la ranura, aceite) para que sea posible realizar cambios de emergencia sin necesidad de recalificación.
- Planifique las reservas en función de los calendarios de mantenimiento de las fábricas y de las vacaciones; despeje de antemano los lotes de muestreo para que las pruebas no coincidan con las semanas punta de envíos.
FAQ: Materias primas de hojalata de alta calidad de Global Mill Sources
¿Qué se entiende por “alta calidad” en las materias primas de hojalata de alta calidad procedentes de fábricas de todo el mundo?
Acero base consistente (TMBP), peso exacto del revestimiento, rugosidad superficial controlada, pasivado fiable y uniformidad entre bobinas validada por certificados de pruebas de laminación y ensayos en línea.
¿Qué peso de revestimiento debo elegir para High-Quality Raw Tinplate Materials from Global Mill Sources?
Adecuación a la química del producto y al almacenamiento: 2,8/2,8 es adecuado para muchos alimentos; los recubrimientos más pesados como 5,6/5,6 u 8,4/8,4 ayudan con los productos sulfúricos o de almacenamiento prolongado. Confírmelo con su proveedor de lacas.
¿Puedo soldar costuras en hojalata procedente de fábricas mundiales?
Sí. Especifique el temple y el revestimiento adecuados, mantenga el aceite dentro de los márgenes de soldadura aceptados y valide a sus soldadores. La preparación de los bordes y las ventanas de corriente de soldadura son fundamentales.
¿Cómo interactúan la norma EN 10202 y las normas sobre contacto con los alimentos para las materias primas de hojalata de alta calidad procedentes de fábricas de todo el mundo?
La norma EN 10202 regula las condiciones de entrega de la hojalata. La conformidad con la norma sobre contacto con alimentos suele derivarse del sistema de lacado aplicado posteriormente, por lo que debe coordinarse con el lacador o fabricante de latas.
¿Cuál es la forma más rápida de cualificar un nuevo molino para obtener materias primas de hojalata de alta calidad de Global Mill Sources?
Ejecute un plan escalonado: comprobaciones de laboratorio → hojas de muestra en su utillaje → piloto en una línea → lanzamiento limitado al mercado → aprobación total, recopilando datos de costura y corrosión en cada paso.
Última actualización: 2025-11-13
Cambios: Añadido el plan de adquisiciones; ampliada la tabla de certificación; aclarada la selección de DR vs SR; insertados tres enlaces internos; actualizadas las FAQs.
Próxima fecha de revisión y desencadenantes: 2026-05-15 o en caso de cambio de especificación, parada importante de la fábrica o actualizaciones normativas que afecten a las declaraciones de contacto con alimentos.
Si está listo para pasar de la teoría de las especificaciones a la realidad de la producción, envíenos sus planos, calibres objetivo y volumen anual. Tinsun Packaging puede muestrear, cotizar y preparar un plan de rampa alineado con sus emplazamientos y plazos: construyamos una cadena de suministro fiable de materias primas de hojalata de alta calidad de Global Mill Sources.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...