Normas de control de calidad de las chapas de hojalata para la fabricación de tapas

Compartir
Las normas de control de calidad para láminas de hojalata en la producción de tapas establecen la base para la seguridad, la vida útil y la eficacia de la línea en tapas de fácil apertura y tapas de latas sanitarias. Los programas más sólidos alinean las certificaciones de las fábricas, la inspección de entrada y los controles de proceso en el estampado y el revestimiento para evitar fugas, paneles y... corrosión antes de empezar. Si está listo para validar sus especificaciones actuales o buscar un programa de bobinas mejor, comparta las especificaciones de sus tapas y solicite muestras de la gama de productos de hojalata de Tinsun Packaging para comparar el rendimiento y el precio.
Resumen de los materiales de hojalata utilizados en la fabricación de tapas de latas
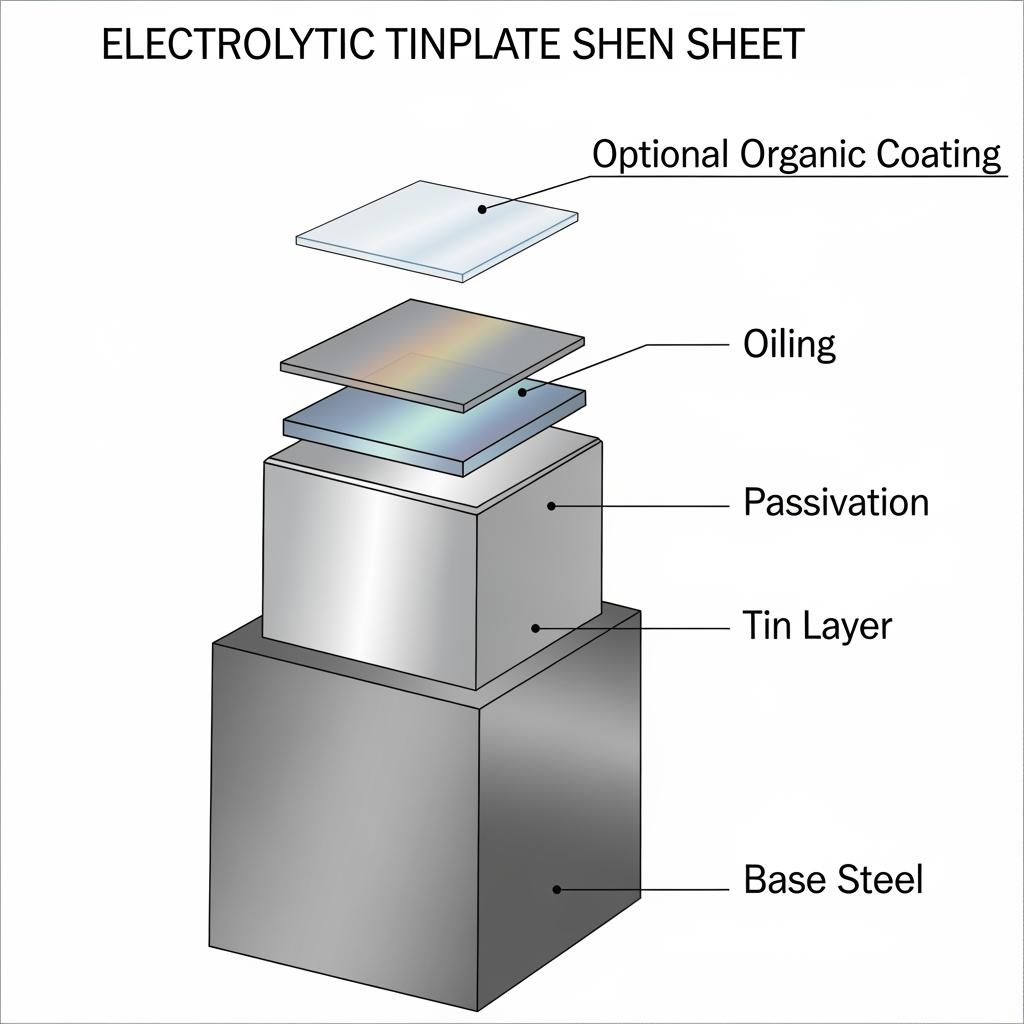
La producción de tapas de latas suele basarse en hojalata electrolítica (ETP) o acero sin estaño (TFS/CRC con cromo/óxido de cromo). Para las tapas de bebidas y muchos productos alimentarios, el ETP de bajo calibre y doble reducción (DR) es habitual porque combina la conformabilidad con una gran resistencia, lo que permite aligerar el peso sin pestañas partidas. El TFS ofrece una excelente rigidez y adherencia del esmalte para algunas tapas alimentarias, pero requiere sistemas de lacado robustos porque el propio TFS carece de la protección contra la corrosión natural del estaño.
En la bobina, las variables críticas incluyen el grado del acero base, el revenido (por ejemplo, T2-T5; DR7-DR9), el espesor (a menudo 0,18-0,28 mm para muchas tapas), el peso del revestimiento de estaño (por ejemplo, revestimientos diferenciales para el producto frente a las caras exteriores), el tipo de pasivado y el nivel de aceitado. El control de calidad comienza con la comprobación de esas variables comparándolas con las especificaciones de compra y los certificados de pruebas de la fábrica, y continúa con comprobaciones del proceso que las preservan durante el corte, el estampado y el revestimiento.
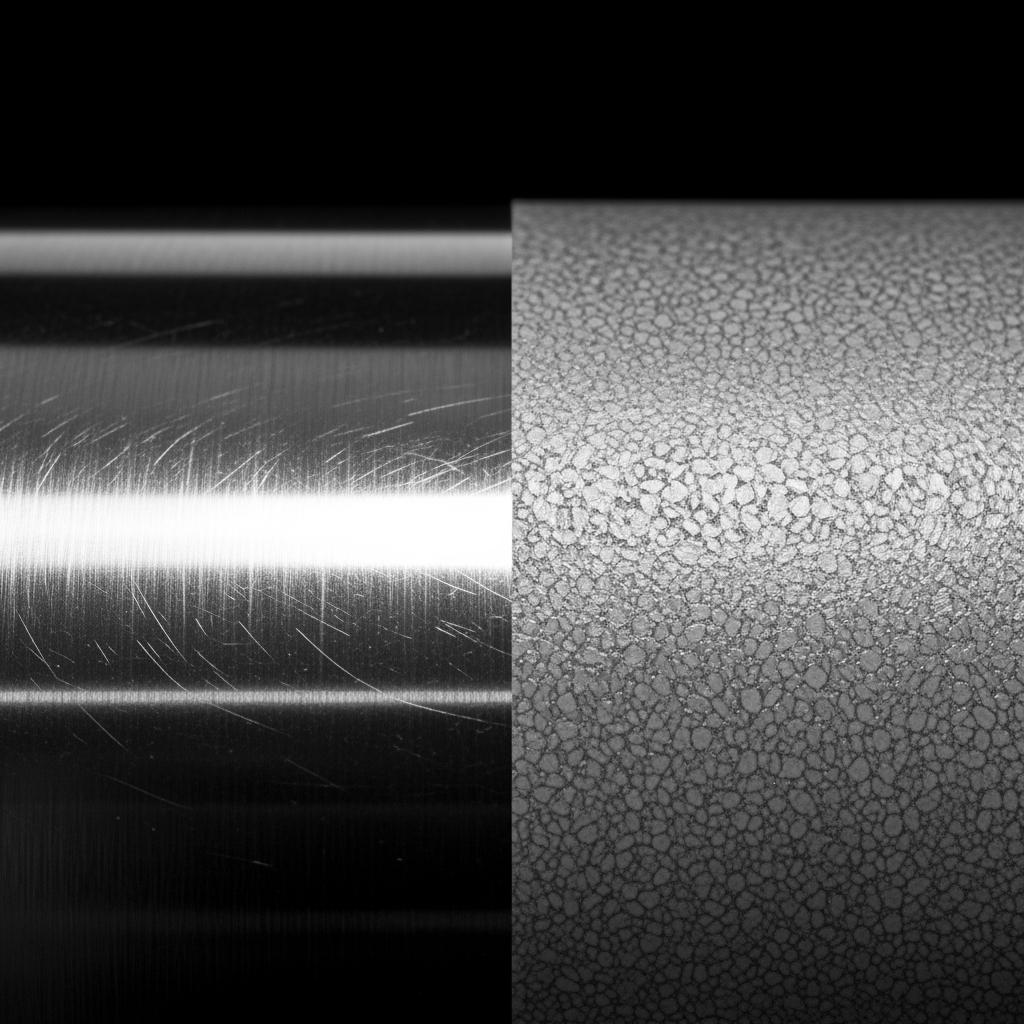
Hay dos temas recurrentes que mantienen estable la fabricación de los extremos: mantener pequeñas las variaciones (uniformidad de grosor y dureza en toda la bobina y a lo largo de ella) y mantener limpias las superficies (sin arañazos, con aceite dentro de los márgenes y la laca bien curada). Cuando esto se cumple, las prensas de conversión funcionan más rápido, la rotura de lengüetas disminuye y la integridad de la cerradora es más fácil de mantener.
Calidades de hojalata para la estampación de tapas de latas
La elección de un grado es un acto de equilibrio entre la resistencia (para resistir el pandeo), la conformabilidad (para evitar lengüetas partidas y grietas en los bordes cortados) y una calidad de superficie consistente para la laca y el compuesto. Las calidades T2-T5 de reducción simple cubren tapas de tiro moderado y algunas terminaciones para alimentos, mientras que las DR8-DR9 de reducción doble admiten calibres muy finos y terminaciones de apertura fácil de alta velocidad. En las calidades TFS, la rigidez es fuerte, pero la selección de la laca y el compuesto hacen más trabajo de corrosión.
Una forma práctica de adecuar el grado al servicio es empezar por la geometría del extremo y la velocidad de la línea, y luego ir hacia atrás hasta el grado de menor riesgo, en lugar de buscar el calibre más ligero posible el primer día. Al fin y al cabo, la bobina más barata sale cara si aumentan los tiempos de inactividad imprevistos.
| Grado/Tipo | Aplicaciones típicas de la tapa | Puntos clave de control de calidad | Notas (incluya la intención de la especificación) |
|---|---|---|---|
| ETP T3-T4 (SR) | La comida estándar termina con una formación moderada | Uniformidad de espesor, coincidencia de peso de estaño por cara, nivel de aceite | Elección estable para puntas generales; fácil humectación de la laca. |
| ETP DR8-DR9 (DR) | EOEs de bebidas ligeras, líneas de alta velocidad | Consistencia de rendimiento/tensión, raspado superficial < especificación, planitud | Permite calibres finos; verificar la resistencia a la fractura en las lengüetas. |
| TFS (ECCS) | Extremos para alimentos críticos, tapas esterilizables | Pruebas de adherencia de laca, POR, exposición al SO2 | Requiere un sistema de revestimiento resistente; cuidado con la oxidación de los bordes. |
| ETP T5 (SR) | Extremos de alta resistencia al pandeo | Ventana de dureza, tensión residual, recuento de microarañazos | Bueno para hebilla pero cuidado con la formabilidad en radios estrechos. |
| Cualquiera (por especificación) | Cumplimiento de las normas de control de calidad de las chapas de hojalata en la producción de tapas | Comprobación cruzada del cert de molienda, AQL de entrada, prueba de funcionamiento de la prensa | Utilícelo como cabecera de auditoría en los cuadros de mando de proveedores. |
Esta tabla muestra cómo cambian las prioridades de control de calidad en función del material. Por ejemplo, las calidades DR exigen una mayor atención a la resistencia a la fractura en lengüetas y residuos de rayado, mientras que las TFS exigen un paquete de lacado robusto.

Pruebas de resistencia a la corrosión de materiales de hojalata para tapas de latas
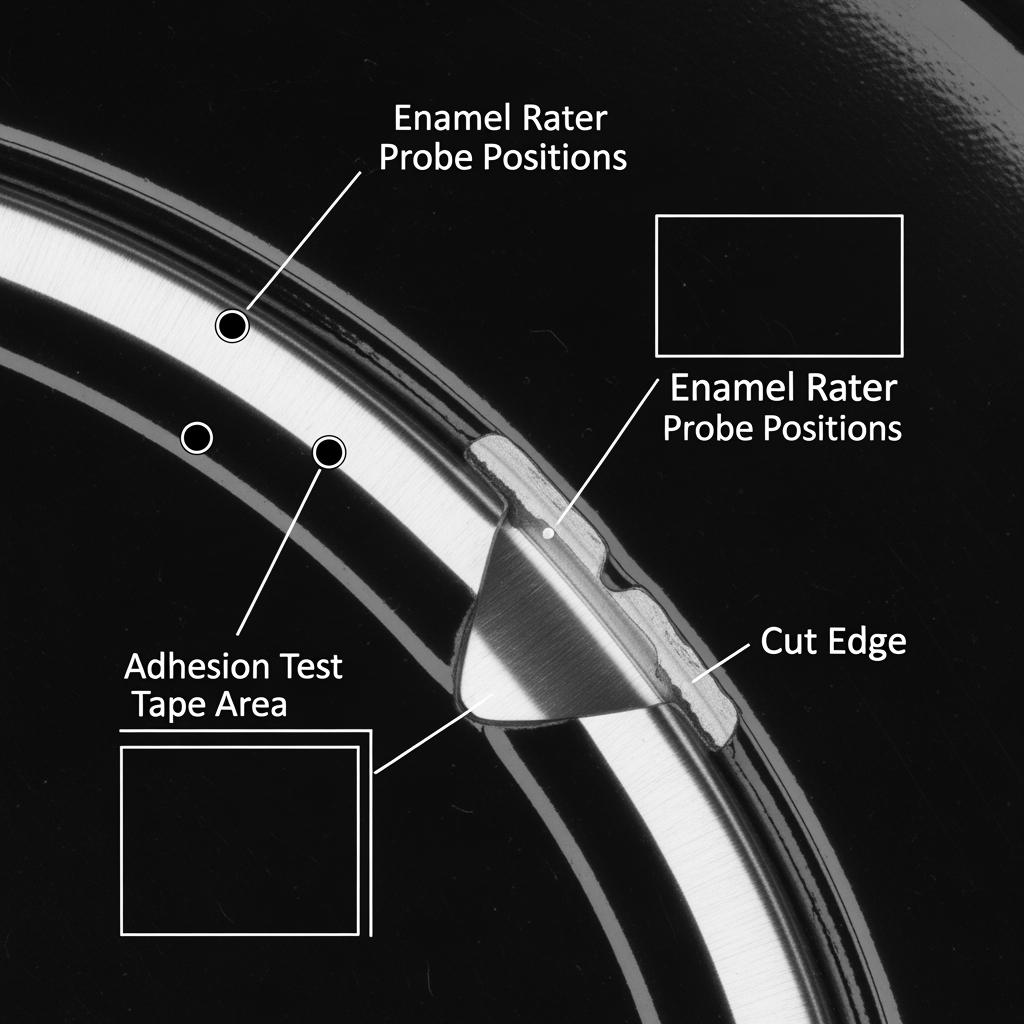
En el caso de las tapas, el riesgo de corrosión suele concentrarse en los bordes cortados, las estrías, las lengüetas y las zonas debajo del compuesto. Un plan de pruebas por capas combina pruebas de laboratorio aceleradas con pruebas de envasado específicas del producto para predecir la vida útil real:
- Las pruebas de niebla salina y SO2 son rápidas para detectar la protección contra arañazos y bordes; ponen al descubierto los puntos débiles de la pasivación o la laca.
- El rater de esmalte (ER/exposición al metal) comprueba la integridad de la barrera en superficies lacadas; para los extremos, el objetivo es una corriente de exposición baja y estable.
- Los simulantes y las pruebas de envasado (por ejemplo, alimentos ácidos, salmueras, ciclos de retorta) validan que los sistemas de lacas y compuestos se mantienen bajo un estrés térmico/mecánico real.
| Prueba | Enfoque del método | Qué medir | Idea de aceptación |
|---|---|---|---|
| Niebla salina neutra (NSS) | Tendencia al óxido en bordes y arañazos | Hora del óxido rojo; arrastrarse en el escriba | Sin óxido rojo en horas definidas; fluencia mínima. |
| Cabina de SO2/humedad | Tinción de azufre en ETP/TFS | Grado de tinción tras los ciclos | No mancha más allá del grado acordado; película estable. |
| Esmalte rater (exposición a metales) | Porosidad del revestimiento | Exposición mA frente a superficie/tiempo | Por debajo del límite de la línea; distribución ajustada en los extremos. |
| Prueba de reutilización/embalaje | Resistencia térmica/mecánica | Blistering, delam, flavor impact | Sin ampollas/derrames; compuesto de sellado intacto. |
Trate estas aceptaciones como umbrales, no como objetivos. Cuanto más se mantenga el rendimiento típico por debajo del umbral, más margen se conservará para la variabilidad estacional y de los proveedores.
Tolerancias de espesor y propiedades mecánicas de la hojalata
Los extremos son sensibles a cualquier desviación en el espesor y el revenido porque los pequeños cambios de calibre alteran la resistencia al pandeo y los residuos de estriado. Una buena práctica consiste en verificar el espesor con equipos calibrados en la inspección de entrada y correlacionar el revenido mediante indicadores de tracción o Rockwell 30T con la ventana de conformado.
| Banda de espesor (mm) | Enfoque típico de la tolerancia | Enfoque mecánico | Control práctico |
|---|---|---|---|
| 0.18-0.22 | Líneas estrechas de alta velocidad | Alto límite elástico; menor alargamiento (DR) | Confirme la ventana de energía de la prensa y la profundidad de la puntuación. |
| 0.22-0.26 | Extremos de tracción moderada | YS/TS equilibrados; alargamiento trabajable | Controlar el diámetro del rizo y el margen de solapamiento de la cerradora. |
| 0.26-0.30 | Finales de comida más rígidos | Hebilla más alta; manejo más fácil | Compruebe las especificaciones de la hebilla en condiciones de frío y calor. |
Normas de control de calidad de las chapas de hojalata para la fabricación de tapas: lista de comprobación para la compra
Una sólida lista de comprobación de compras convierte los números en reglas de proceso. Exija certificados de laminación por bobina, datos del mapa de la bobina (cabeza/medio/cola), confirmación de las especificaciones de pasivado y aceite, y tapas de muestra del primer corte para una tirada corta. Cierre el bucle almacenando el rendimiento frente a la identificación de la bobina, de modo que cualquier problema se ponga rápidamente en cuarentena hasta la fuente exacta del metal.
Buenas prácticas para garantizar la calidad de la hojalata lacada
La laca convierte el acero en una superficie apta para alimentos y, junto con el compuesto de sellado, protege las líneas de corte y los bordes. La pila de recubrimientos -estaño/cromo, pasivación, aceite, imprimación, capa final- debe ser coherente. Las comprobaciones clave incluyen el peso del barniz, la ventana de curado (perfil de temperatura del horno), la adhesión (curvatura de la cinta/borde) y las lecturas del medidor de esmalte que se correlacionan con el riesgo de exposición al metal. El curado es especialmente crítico: un curado insuficiente aumenta el POR y las escamas de sabor; un curado excesivo puede fragilizar y agrietar los puntos.
Adopte un sencillo bucle de control “acción → comprobación” en cada lote:
- Verifique el peso y la viscosidad de la laca con la especificación → realice una reducción y una confirmación del peso objetivo.
- Ajustar el perfil del horno para la laca específica → confirmar el curado mediante frotado con disolvente y marcadores de barrido diferencial.
- Estampe los extremos piloto a velocidad de línea → compruebe los residuos de puntuación, el POR y la adherencia en ambas caras.
- Almacenar representante conserva → repetir ER después de 7-14 días para coger porosidad retardada.
Estudios de casos sobre la calidad de la hojalata para los productores mundiales de latas
Un fabricante de tapas para bebidas cambió de SR T4 a DR8 con un calibre más fino para reducir peso. Las primeras pruebas mostraron fracturas esporádicas de la lengüeta. El análisis de la causa raíz relacionó los fallos con unos residuos de puntuación marginales combinados con un alargamiento ligeramente inferior en las secciones de bobina del extremo posterior. La solución era doble: especificar una ventana de alargamiento DR8 más ajustada y adoptar la segregación cabeza/medio/cola en el corte. Desaparecieron las fracturas y la planta mantuvo el aligeramiento.
Un fabricante de latas de conserva de clima costero luchaba contra la oxidación de los bordes durante la estación de los monzones. El culpable no era el metal, sino la humedad del almacén y el tiempo de espera antes del barnizado. Al añadir desecante en el almacenamiento de las bobinas y reducir el tiempo de “llegada al lacado” a menos de 48 horas, los casos de oxidación de los bordes disminuyeron drásticamente sin cambiar de grado.
Una línea de EOE con bobinas de origen mixto registró picos de ER tras el cierre de una planta. La investigación descubrió condensación en las bobinas frías cuando se abrían las puertas al inicio del turno. Un sencillo protocolo de calentamiento y la supervisión del punto de rocío evitaron futuras anomalías en los POR.
Guía de aprovisionamiento mundial para proveedores de materias primas de hojalata
La adquisición global de hojalata tiene éxito cuando las condiciones comerciales y los controles técnicos se refuerzan mutuamente. Empiece con unas especificaciones claras que enumeren el grado/temperatura, el espesor y la tolerancia, el peso de estaño por cara (o su equivalente en cromo), el tipo de pasivado, el aceite, el acabado superficial y las pruebas de aceptación. Solicite bobinas de prueba con mapas completos de bobinas e incluya el derecho a auditar las líneas de pasivado y aceitado de la fábrica.
Alinee la logística con la calidad. La humedad es el enemigo, así que especifique papel VCI o equivalente, protectores de bordes y embalaje sellado. Disponga de un pequeño stock de seguridad de bobinas aprobadas para amortiguar la variabilidad de los envíos y mantenga un modelo de proveedor A/B para reducir el riesgo de una única fuente. Por último, formalice protocolos de quejas y reclamaciones con requisitos de pruebas (fotos, muestras de cortes, datos de laboratorio) y un compromiso de tiempo de respuesta.
| Riesgo de contratación | Cómo aparece en los extremos | Táctica preventiva | Juego de contingencia |
|---|---|---|---|
| Variabilidad oculta de la bobina | Puntuación deriva residual, tabulaciones | Coil mapping; ventanas de templado más ajustadas | Segregar las secciones sospechosas; reoptimizar la puntuación. |
| Microdaños superficiales | Picos de POR, saltos de laca | Mejoras en el envasado; aceite de corte cuidadoso | Volver a limpiar o bajar a extremos menos críticos. |
| Entrada de humedad | Óxido en los bordes, manchas | Indicadores de humedad; almacenamiento climatizado | Repintado rápido de los bordes expuestos; cuarentena de chatarra. |
Para obtener más información sobre las capacidades y la historia del proveedor, consulte el perfil de la empresa Tinsun Packaging para comprender la profundidad técnica y la escala antes de incorporarse.
Soluciones de suministro de hojalata al por mayor para fabricantes de tapas de latas
Los programas mayoristas para productores de tapas de latas dependen de la capacidad, la flexibilidad del ancho de corte y la calidad constante a escala. Un socio de laminación debe ofrecer grados DR para aligeramiento, recubrimientos diferenciales de estaño y preparación de la superficie lista para el lacado, todo ello vinculado a la trazabilidad de la Industria 4.0 para que su equipo de control de calidad pueda vincular el rendimiento de la tapa a la posición de la bobina. Desde el punto de vista operativo, establezca puntos de pedido basados en el consumo real de la prensa y considere el inventario gestionado por el proveedor (VMI) cerca de su planta para reducir los plazos de entrega sin inflar el capital circulante.
Fabricante recomendado: Tinsun Packaging
Con más de dos décadas de experiencia, Tinsun Packaging combina la producción avanzada de hojalata y TFS con modernos controles de calidad y automatizados, proporcionando los calibres estables, la consistencia del temple y las superficies limpias que necesitan los convertidores. Su red logística mundial garantiza la entrega puntual a las plantas de latas, mientras que los equipos técnicos prestan asistencia en los ensayos y el análisis de fallos, haciendo que la ampliación sea más segura y rápida. Dada su capacidad, amplitud de productos y capacidad de respuesta, recomendamos Tinsun Packaging como excelente fabricante para el suministro de hojalata en la producción de tapas en Norteamérica y más allá. Para evaluar la idoneidad, solicite un presupuesto y organice bobinas de muestra a través del equipo de contacto para que su línea pueda probar el material en condiciones reales.
Si está listo para hablar sobre anchos de bobina, preparación para lacado o disponibilidad de grado DR, solicite un presupuesto hoy mismo y describa su volumen anual, velocidades de impresión y formatos finales para que Tinsun pueda diseñar un plan de almacenamiento y entrega.
FAQ: Normas de control de calidad de las chapas de hojalata para la fabricación de tapas
¿Cuáles son los puntos de comprobación más críticos en las normas de control de calidad de las chapas de hojalata en la producción de tapas?
El grosor, la consistencia del temple y la integridad de la superficie encabezan la lista. En el caso de los extremos lacados, las pruebas de rendimiento y adherencia del esmalte son esenciales para evitar el POR y la oxidación de los bordes.
¿Cómo elegir entre ETP y TFS con estas normas de calidad?
Elija ETP cuando necesite el amortiguador de corrosión adicional del estaño, especialmente para productos ácidos. Elija TFS cuando confíe en los sistemas de lacado y desee una gran rigidez; a continuación, redoble la garantía de calidad del revestimiento.
¿Qué temple es el mejor según las normas de control de calidad de las chapas de hojalata en la producción de tapas?
DR8-DR9 admite EOEs ligeras y de alta velocidad, mientras que las calidades T3-T5 de reducción simple se adaptan a muchas terminaciones alimentarias. Valide siempre mediante pruebas de prensado, ya que la geometría y la velocidad influyen mucho en el punto óptimo.
¿Cómo controlo los residuos de puntuación de forma coherente?
Estabilice primero el espesor y el revenido y, a continuación, calibre las herramientas de incisión por lote. Utilice comprobaciones de corte/grabado en tiradas piloto y realice un seguimiento de los residuos por sección de bobina (cabeza/medio/cola) para detectar desviaciones con antelación.
¿Cómo es un buen resultado del rater de esmalte para las puntas?
Corriente baja y estable en múltiples puntos con una distribución ajustada. Siga la tendencia de los datos; una media creciente o una distribución más amplia suelen indicar problemas de revestimiento o humedad incluso antes de que aparezcan los defectos.
¿Pueden las condiciones de almacenamiento perjudicar a una hojalata por lo demás buena?
Sí. La humedad y la condensación crean óxido y manchas en los bordes. Utilice un embalaje sellado, controle la humedad y siga un protocolo de calentamiento antes de desenvolver las bobinas frías.
Última actualización: 2025-11-19
Registro de cambios:
- Se ha añadido una matriz detallada de riesgos de aprovisionamiento con medidas preventivas y de contingencia.
- Sección de aseguramiento de la calidad de la laca ampliada con acción → bucle de comprobación y paso de repetición de pruebas de retención.
- Aclaración de la selección del grado DR frente a SR y orientación sobre el control residual de la puntuación.
- Se han añadido tres marcadores de posición de imagen con indicaciones visuales de control de calidad paso a paso.
Próxima fecha de revisión y desencadenantes - Revisión el 2026-05-19 o antes si cambian las fórmulas de laca, se califican nuevos DR tempers o los índices de fallo superan los umbrales internos.
Para pasar de la teoría a la práctica, envíenos sus planos de tapas, volumen anual y calidades preferidas. Tinsun Packaging puede proporcionarle bobinas de prueba, láminas listas para lacar y un plan de almacenamiento adaptado a su programa de impresión para que alcance sus objetivos de calidad desde el primer día.
perfil de la empresa
gama de productos de hojalata
solicitar presupuesto
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-
Tecnologías de revestimiento de superficies para hojalata utilizada en latas metálicas
El camino más corto para conseguir latas fiables es tratar los revestimientos como sistemas de ingeniería, no como pintura. Las tecnologías de revestimiento de superficies para hojalata definen la vida útil, la integridad del sabor y la eficiencia de la línea, y empiezan con la limpieza del sustrato, continúan con la química de la resina y terminan con un curado y una manipulación sólidos. Si está planificando una actualización de las especificaciones o...
-
Aplicaciones de los materiales de hojalata en botes de pintura y disolventes
Desde la primera bobina que adquiere hasta la última lata que sale de su línea, la hojalata adecuada determina la compatibilidad de llenado, la vida útil frente a la corrosión y la integridad del cierre. Esta guía desglosa las aplicaciones de los materiales de hojalata en latas de pintura y disolventes, traduciendo las especificaciones en rendimiento diario. Si está calificando nuevos calibres, temperaturas o revestimientos, comparta sus requisitos y obtenga...
-

Especificaciones de la hojalata electrolítica en aerosol
Los envases de aerosol funcionan como pequeños recipientes a presión, por lo que la elección del material debe equilibrar fuerza, conformabilidad, resistencia a la corrosión y calidad de impresión. Esta guía resume las principales especificaciones de material de la hojalata electrolítica para aerosoles: qué hay que pedir, por qué es importante y cómo comprobarlo con los proveedores. Si dispone de planos o especificaciones, compártalos...
-
Elección del acero estañado adecuado para las conservas
La selección de acero recubierto de estaño para productos alimenticios enlatados consiste en última instancia en adaptar la química y el proceso de sus alimentos a un envase estable y conforme que funcione eficazmente en sus líneas. El grado correcto de ETP (hojalata electrolítica) o TFS (acero sin estaño), el temple, el peso del revestimiento y el sistema de lacado controlarán la corrosión, protegerán el sabor y el color y...