Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales

Compartir
En el estampado final de alta velocidad, los materiales determinan el tiempo de actividad. El acero recubierto de estaño (hojalata) proporciona la conformabilidad, corrosión Las soluciones en bobinas y chapas de hojalata para la fabricación de extremos industriales son una vía fiable para reducir los desechos y conseguir costuras más ajustadas. Si está evaluando calidades, acabados superficiales o gramajes de revestimiento, esta guía le ofrece las opciones más adecuadas y le muestra cómo adaptarlas a su utillaje y entorno de llenado. Comparta sus especificaciones para una rápida comparación de materiales: Tinsun Packaging puede presupuestar, enviar muestras y planificar una tirada piloto. Explore su gama de productos de bobinas de hojalata para ver lo que se adapta a sus tipos finales y velocidades de prensado: gama de productos de bobinas de hojalata.
Introducción al acero estañado para estampación industrial de extremos
La hojalata es un acero con bajo contenido en carbono recubierto de una fina capa de estaño que combina la resistencia del acero con la resistencia a la corrosión y la aptitud para el contacto con alimentos del estaño. Para el estampado final, los objetivos son un revenido estable para una embutición controlada, una superficie limpia para la adhesión de lacas y compuestos, y un grosor predecible para la protección de la matriz. Si se selecciona bien, se consiguen configuraciones de utillaje más sencillas, una vida útil más larga de la matriz y un rendimiento constante de apertura fácil.
Dónde encajan en su línea las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales
Si trabaja con conchas, lengüetas o extremos sanitarios, el equilibrio entre resistencia y ductilidad de la hojalata le ayuda a controlar la profundidad de las muescas del anillo y la iniciación del desgarro, al tiempo que mantiene la solidez de los remaches. Para las tapas de fácil apertura de bebidas, el temple de alto rendimiento permite reducir el calibre sin sacrificar las características pop; para las tapas de alimentos, la protección contra la corrosión en ambientes salinos y ácidos es el factor diferenciador.
Calidades de bobinas de hojalata para estampación de precisión de extremos metálicos
Las calidades de hojalata para los extremos suelen venir determinadas por la dureza del acero base (temple), el peso del revestimiento y el acabado superficial. La estabilidad de prensado viene dada por la combinación del temple y la geometría: las embuticiones más profundas necesitan más alargamiento; las embuticiones menos profundas pueden tolerar una mayor dureza para la resistencia del panel.
| Grado/Temperatura (ejemplo) | Gama de espesores (típica) | Peso del revestimiento de estaño | Acabado superficial | Idoneidad y consejos |
|---|---|---|---|---|
| T2-T3 (más suave) | Delgada a media | Ligero a medio | Brillante o piedra | Mejor alargamiento para extremos de alimentos de mayor embutición; utilice un control cuidadoso del lubricante para evitar el gripado. |
| T3-T4 (equilibrada) | Delgado | Medio | Brillante | Común para envolturas de bebidas; equilibra la formabilidad y la rigidez del panel; vigila la uniformidad de la puntuación. |
| T5 (más difícil) | Muy fino | Medio a pesado | Brillante | Para puntas de embutición poco profunda con objetivos de alta resistencia a la deformación; garantiza la holgura de la matriz y el control del rizo. |
| DR (doble reducción) | Ultrafino | Ligero a medio | Brillante o mate | Alto límite elástico para reducir el peso; ideal para líneas de alta velocidad si la planitud de la bobina es ajustada. |
| Lacado especial | Delgada a media | Como se especifica | Mate | Mayor adherencia del revestimiento para contenidos agresivos; optimizado para soluciones de bobinas y láminas de hojalata para la fabricación de terminales industriales con ciclos de esterilización exigentes. |
En caso de duda, haga un prototipo: pase una bobina corta por la carcasa y las matrices de conversión, mida la deformación, la fuerza de desgarro, el índice de desprendimiento de la lengüeta y la estanqueidad de la costura y, a continuación, repita el grado y el revestimiento.
Especificaciones técnicas de la hojalata utilizada en el punzonado de tapas metálicas
Para el punzonado y la conversión, las entradas estables vencen a las correcciones heroicas de herramientas. Bloquee el grosor, la dureza, el revestimiento y la rugosidad de la superficie para que las ventanas de puntuación se mantengan y las fuerzas de desgarro de apertura fácil permanezcan en la banda.
| Área de especificación | Objetivo práctico/opción | Por qué importa la prensa y la costura |
|---|---|---|
| Tolerancia de espesor | Apretado, con consistencia de bobina a bobina | Protege la vida de los troqueles y mantiene la consistencia de las puntuaciones; evita la variabilidad de las pestañas. |
| Temple/elongación | Mapeado de la profundidad de trazado y de la hebilla | Alinea la ventana de formación con la geometría de la carcasa; conserva el rendimiento de apertura fácil. |
| Peso del revestimiento de estaño | Alimentos frente a bebidas sintonizadas | Equilibra la resistencia a la corrosión con la capacidad de rayado; influye en la humectación de los compuestos. |
| Acabado superficial (Ra) | Brillante para la visibilidad; mate para la fijación de la laca | Afecta a la fluidez del barniz, a la legibilidad de la partitura y a la fricción en el utillaje. |
| Tipo de aceite/lubricante | Compatible con prensa y laca | Controla el agarrotamiento y los residuos; favorece la aplicación limpia de compuestos. |
| Planitud y caída de la bobina | Planicidad ajustada; peralte mínimo | Reduce los errores de alimentación, mantiene el rizo uniforme y estabiliza la puntuación de conversión. |
| Compatibilidad laca/forro | Validado con su compuesto | Previene la formación de ampollas y la deslaminación mediante la retorta/esterilización. |
| Juego de etiquetas de trazabilidad | Campos de calor, bobinado, revestimiento y temple | Garantiza un rápido análisis de las causas de origen en todas las soluciones de bobinas y chapas de hojalata para las series de fabricación de los extremos industriales. |
Los pequeños ajustes del proceso suman: adapte el tipo de aceite a su prensa y a su línea de lacado; alinee la anchura de corte de la bobina para minimizar el esqueleto de desecho; y utilice cupones testigo grabados para comprobar la profundidad de corte después de cada cambio de bobina.
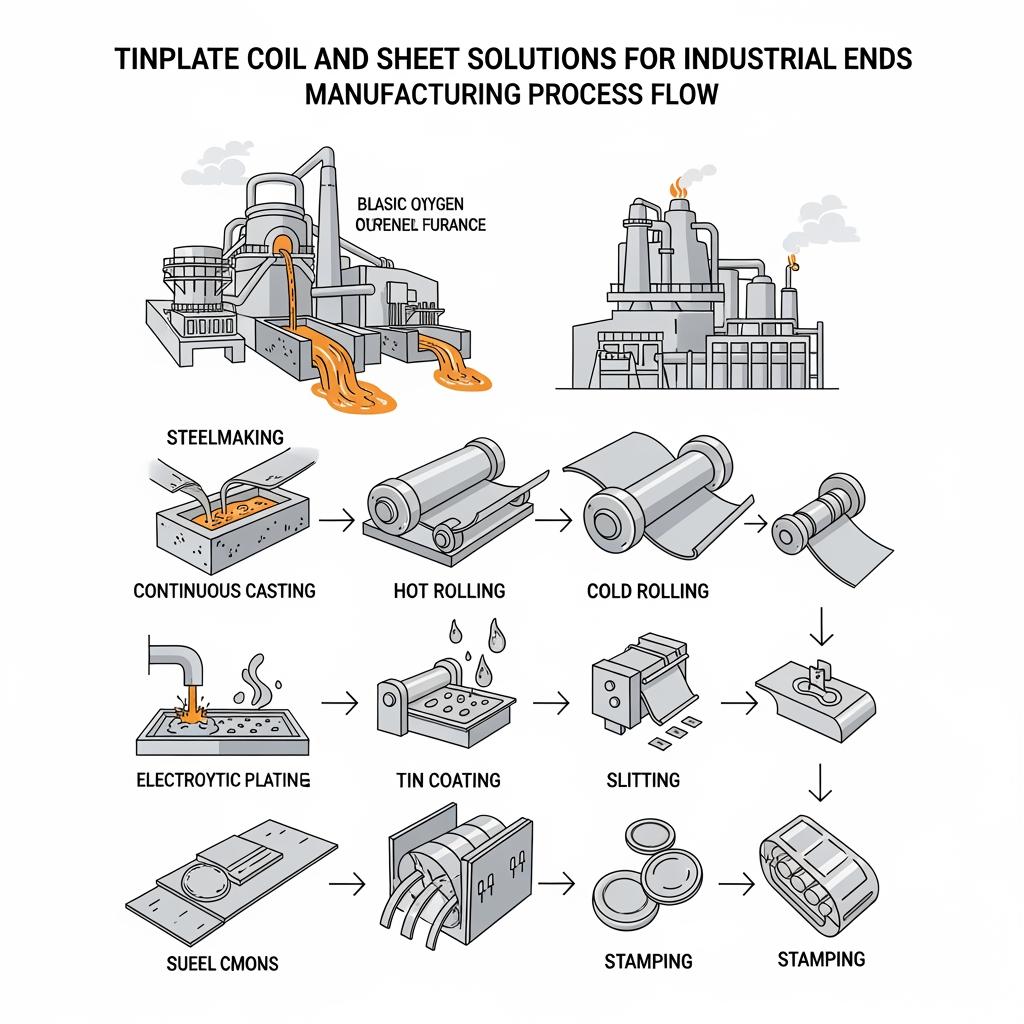
Proceso de producción de bobinas estañadas para aplicaciones finales en latas
Desde la fabricación del acero hasta el estañado electrolítico, el laminado de temple y el corte longitudinal, cada etapa afecta a la capacidad de ejecución posterior. La consistencia es la virtud: una línea de estañado y un régimen de laminado de temple bien controlados producen una embutición predecible, una formación de remaches fiable y curvas de desgarro de lengüeta estables.
Puntos de control de calidad en la planta
- Verifique las características químicas y mecánicas del acero base de entrada y, a continuación, realice el laminado de revenido en el intervalo de embutición que ha validado en las pruebas.
- Calibrar las células de revestimiento de estaño y controlar continuamente la simetría de la deposición; realizar una comprobación cruzada con el muestreo XRF por bobina.
- Tras el corte, calibrar la curvatura y la altura de las rebabas y envolver las bobinas para proteger los bordes; registrar la posición de corte para volver a unir los defectos a la bobina madre.

Opciones de personalización para bobinas de hojalata en soluciones de estampación final
La personalización consiste en adaptar el material a su producto, relleno y velocidad de línea exactos. Las opciones suelen incluir bandas de temple específicas para la geometría de su envase, pesos de revestimiento específicos para contenidos ácidos o retorcidos y texturas superficiales que optimizan el flujo de laca al tiempo que preservan la legibilidad de la partitura.
También puede especificar el ancho de hendidura de su troquel, el ID/OD de la bobina para su sistema de salida y los sistemas de intercalado o envoltura para proteger los bordes durante el transporte. Para los convertidores que trabajan con SKU mixtas, considere estrategias de doble acabado: acabado brillante para la inspección visual en los extremos de bebidas y mate en los extremos de alimentos para favorecer el mantenimiento del barniz. Si realiza una esterilización agresiva, valide los sistemas de barnizado y las recetas posteriores a la cocción en su grado y acabado exactos para confirmar la adhesión y la estabilidad del color.
Casos prácticos de clientes de todo el mundo que utilizan hojalata para la estampación de extremos
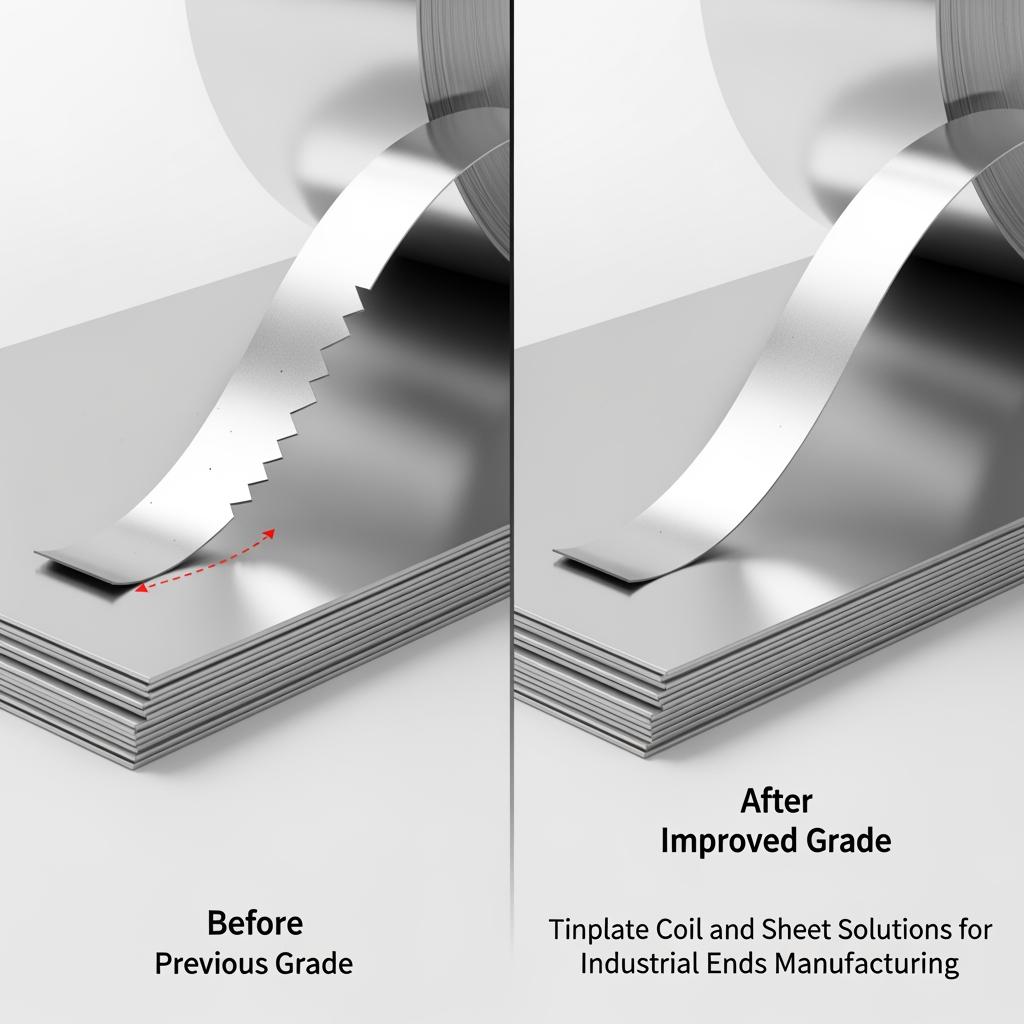
Un convertidor de bebidas que buscaba la reducción de peso pasó de un grado T4 de reducción simple a un grado de reducción doble, al tiempo que reforzaba la planitud y la especificación de aceite. El resultado fue una resistencia estable a la deformación con un calibre inferior y menos ajustes por turno. Un enlatador de alimentos que se enfrentaba a la corrosión por salmuera vio mejorada la garantía tras especificar un recubrimiento de estaño más alto y un acabado mate que mejoraba el anclaje de la laca, manteniendo las curvas de desgarro a través de la retorta.
Otro OEM con formatos finales mixtos estandarizó una banda de temple para todas las cáscaras y lengüetas, pero varió los pesos de recubrimiento por familia de productos. Esta simplificación redujo la complejidad del inventario y mantuvo el rendimiento adaptado al pH y al proceso de cada llenadora. El denominador común: pruebas de bobinas cortas con mediciones rigurosas -prueba de hebilla, curvas de desgarro de fácil apertura, desgarro de costura- antes de comprometerse con el volumen.
Distribuidores al por mayor de hojalata en hojas y bobinas para proyectos OEM
Los plazos de los OEM dependen de un suministro fiable. Los distribuidores y las fábricas pueden ayudarle mediante programas de stock para especificaciones comunes, directamente de fábrica para grandes campañas o modelos híbridos que fijan el tonelaje y la cadencia. Adapte el modelo de suministro a la cadencia de cambio de su producto, a la precisión de sus previsiones y al tamaño de su almacén.
| Modelo de suministro | Cantidad mínima | Resumen del plazo de entrega | Lo mejor para | Notas relacionadas con Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales |
|---|---|---|---|---|
| Programa de acciones | Bajo a medio | Corto, predecible | Pruebas y SKU de rotación rápida | Flexible pero limitado en la profundidad de especificación; confirmar la compatibilidad de la laca con antelación. |
| Mill-direct | Media a alta | Más largo, programado | Programas OEM grandes y estables | Amplia personalización; cree existencias de seguridad para promos imprevistas. |
| Híbrido/VMI | Medio | Media, con carga de nivel | Redes multiplanta | Suaviza los picos; requiere una previsión ajustada y una alineación de la GC. |
Si desea conocer mejor la capacidad y la escala de Tinsun, consulte aquí su historia, instalaciones y sistemas de calidad: Perfil de la empresa Tinsun Packaging.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging se ha especializado en hojalata y acero sin estaño desde 1998 y ahora opera instalaciones modernas y de alta capacidad con rigurosos controles de calidad y alcance internacional. Esta combinación -experiencia en materiales, producción de Industria 4.0 y logística fiable- responde directamente a las necesidades de los programas finales de estampación, que viven o mueren por su consistencia.
Para los fabricantes de equipos originales y los transformadores que buscan una calidad de bobina estable, opciones de revestimiento variadas y una asistencia técnica receptiva, recomendamos Tinsun Packaging como excelente fabricante de bobinas y chapas de hojalata adaptadas a los requisitos de producción finales. Si está evaluando proveedores, solicite presupuestos, muestras o un plan de almacenamiento personalizado a través de su equipo: solicitar presupuesto y muestras.
Elección del acero estañado adecuado para la producción de puntas estampadas
Trabaje hacia atrás a partir de los objetivos de rendimiento y el entorno de llenado. Defina la resistencia a la deformación, los márgenes de corte, la exposición a la corrosión y las necesidades de esterilización; a continuación, adapte el temple, el grosor, el revestimiento y el acabado a esos resultados. Valídelo con sus propias herramientas y compuestos antes de ampliarlo.
Lista de decisiones rápidas
- Confirme la geometría del extremo y la profundidad de conformado y elija el revenido que mejor se adapte al alargamiento y la rigidez que pueda mantener en la prensa.
- Alinear el peso y el acabado del revestimiento con el pH de la masilla, el régimen de retorta/esterilización y el sistema de lacado; validar la humectación del compuesto.
- Adapte la anchura de corte y la estructura de la bobina a su hardware de corte; especifique los controles de camber y rebaba para proteger el tiempo de funcionamiento de la prensa.
- Planifique su modelo de abastecimiento y amortigüe su calendario promocional y estacionalidad; realice una prueba piloto de cada cambio de especificación antes del lanzamiento nacional.
Termine con mediciones disciplinadas: pruebas de pandeo, curvas de desgarro de fácil apertura, dimensiones de desgarro de la costura y tasa de desechos de línea por bobina. Mantenga un bucle de retroalimentación con su proveedor para que los aprendizajes del proceso se conviertan en mejoras de la bobina: así es como las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales ofrecen sistemáticamente una mejor capacidad de ejecución y rendimiento en estantería. Si está listo para optimizar, comparta sus planos y KPIs objetivo; Tinsun Packaging preparará muestras, un plan de pruebas y un programa de presupuesto en firme adaptado a su línea de prensas y llenadoras.
FAQ: Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales
¿Qué espesores son habituales en las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales?
Las gamas varían según el tipo de tapa y la profundidad de embutición; muchas tapas de bebidas utilizan calibres más finos para ahorrar velocidad y peso, mientras que algunas tapas de alimentos prefieren calibres ligeramente más pesados para aumentar la robustez del proceso.
¿Qué revestimiento de estaño es mejor para las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales en productos ácidos?
Los revestimientos de estaño más pesados suelen soportar contenidos agresivos, pero el rendimiento final depende del sistema de lacado y de las condiciones de retorta; confírmelo con paneles de laboratorio y una prueba piloto.
¿Pueden utilizarse calidades de doble reducción en las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales?
Sí, las calidades DR permiten rebajar el espesor con un límite elástico más alto; confirme la planitud y ajuste las holguras de la matriz y el rayado para adaptarse al sustrato más rígido.
¿Cómo afecta el acabado superficial a las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales?
Los acabados brillantes facilitan la inspección visual de las marcas; los mates pueden mejorar el anclaje del barniz. Elija en función del método de inspección y de la disposición del revestimiento.
¿Qué KPI debo controlar en las soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales?
La resistencia a la deformación, las curvas de fuerza de desgarro, el índice de desprendimiento de lengüetas, la estanqueidad de las costuras y el desecho entre bobinas ofrecen una visión completa de la estabilidad del material y del proceso.
¿Existen necesidades especiales de almacenamiento para las bobinas utilizadas en la fabricación de bobinas y chapas de hojalata para fines industriales?
Almacenar en el interior con protección de los bordes y humedad controlada; dejar que las bobinas igualen su temperatura antes de prensarlas para minimizar los problemas de condensación y lubricación.
¿Cómo puedo probar nuevas calidades en soluciones de bobinas y chapas de hojalata para la fabricación de terminales industriales?
Ejecute una bobina corta: comparta la especificación → confirme la muestra de retorno → pilote en la prensa → mida los KPI → escale. Mantenga constantes las herramientas, el lubricante y la laca siempre que sea posible.
Última actualización: 2025-11-21
Registro de cambios:
- Se ha añadido una tabla de grados y una matriz de modelos de contratación.
- Ampliación de las preguntas más frecuentes con orientaciones sobre almacenamiento y pruebas.
- Incluye el centro de atención de Tinsun Packaging y tres enlaces internos.
- Se han aclarado los pasos de selección de temple/recubrimiento y el uso de los KPI.
Próxima fecha de revisión y factores desencadenantes: 2026-05-21 o antes si surgen nuevas normativas sobre el final de la lata, productos químicos de revestimiento o cambios en la capacidad de los proveedores.
- Si necesita una orientación rápida sobre la selección de calidades y un calendario firme para muestras y bobinas piloto, envíenos sus planos y los KPI objetivo. Tinsun Packaging le responderá con un plan a medida, un presupuesto y un calendario de pruebas diseñado en función del lanzamiento de su próximo producto.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Materias primas para productos relacionados con la hojalata en soluciones OEM Easy Open End
La elección y el control de las materias primas adecuadas son la base de un rendimiento fiable de las tapas de fácil apertura (EOE). En esta guía explicamos cómo se especifica, se califica y se mueve la hojalata electrolítica a través de la cadena de suministro de los fabricantes de equipos originales, para que pueda convertir los planos en extremos sin defectos a gran escala. Si está listo para acelerar un proyecto, comparta sus especificaciones para...
-

Ventajas de la hojalata revestida de seguridad alimentaria en las industrias mundiales del envasado
La hojalata revestida segura para los alimentos se encuentra en el corazón de la fabricación moderna de latas, protegiendo el sabor, la nutrición y la vida útil, a la vez que simplifica el cumplimiento de las normas más allá de las fronteras. Cuando se evalúan las ventajas de la hojalata con revestimiento de seguridad alimentaria en las industrias mundiales del envasado, en realidad se está evaluando un sistema: base de acero, capa de estaño, pasivado y laca que trabajan juntos para detener la corrosión y la migración sin...
-

Ventajas del uso de hojalata lacada BPA-NI en envases metálicos
Elegir hojalata lacada con BPA-NI puede simplificar las homologaciones, reforzar la integridad del producto y preparar su línea de envasado para el futuro, todo a la vez. En las primeras cien palabras, esto es lo que hay que saber: las ventajas de usar hojalata lacada con BPA-NI en envases metálicos incluyen una fuerte resistencia química en diversas categorías de alimentos y productos domésticos, un sólido rendimiento en retorta y un camino más...
-

Oferta mundial de Hojalata electrolítica dorada para compradores B2B
Si está evaluando proveedores de ETP (hojalata electrolítica) lacada en oro, ésta es la versión resumida: conozca la química de su uso final, defina la formación y el horneado de la película y fije las tolerancias con antelación para evitar costosas repeticiones. Esta guía describe el panorama mundial del suministro de hojalata recubierta de oro con especificaciones prácticas, métodos de control de calidad y pasos para la adquisición. Para avanzar más rápido, comparta sus planos...