Rollos de acero de hojalata para envases impresos de alta precisión

Compartir
Si su marca vive o muere por la fidelidad del color y la nitidez del microtexto, las bobinas de acero de hojalata para envases impresos de alta precisión son el sustrato que mantiene nítidos los gráficos a la vez que protege los alimentos y los bienes de consumo. Esta guía muestra cómo especificar bobinas de calidad de impresión, seleccionar revestimientos para latas de alimentos y construir una cadena de suministro global resistente, desde la aprobación del material gráfico hasta la carga del contenedor. Si ya tiene una especificación o un dibujo, compártalo y le ayudaremos a traducirlo en un plan de bobinas listo para producción y le proporcionaremos muestras probadas de impresión de los servicios personalizados de Tinsun Packaging.
Especificaciones y normas de las bobinas de hojalata para impresión
La hojalata para impresión empieza con un acero base y una uniformidad de superficie consistentes. La mayoría de los compradores hacen referencia a marcos conocidos como ASTM A623, EN 10202 y JIS G 3303 en cuanto a tolerancia de espesor, temple, acabado superficial y masa de revestimiento de estaño. Para la litografía de alta resolución, el punto óptimo es un equilibrio: suficiente rigidez para formar latas sin retroceso elástico, pero superficies lisas y sin defectos para minimizar la ganancia de punto y el cambio de color.
Una regla práctica es elegir calibres más finos y temperaturas más altas para las latas de pequeño formato en las que la resistencia al panelado importa menos, y favorecer revestimientos ligeramente más pesados o sistemas de doble lacado cuando se trata de procesos de retorta agresivos. En caso de duda, solicite muestras de bobinas optimizadas para la impresión producidas en la misma línea que suministrará la producción en serie, y luego valídelas con las curvas de su rotativa.
| Parámetro | Gama típica / opciones | Por qué es importante para la impresión |
|---|---|---|
| Espesor | ~0,16-0,30 mm según el tamaño de la lata | Los grosores más finos reducen la curvatura en radios estrechos; el grosor uniforme estabiliza la presión de la mantilla y el depósito de tinta. |
| Temple (dureza) | T2-T5 / DR8-DR9 | Los templados más altos reducen las abolladuras; un material demasiado duro puede aumentar el riesgo de grietas en costuras y rebordes. |
| Acabado superficial | Brillante, piedra, mate | El nivel de brillo afecta al atrapamiento de la tinta y al contraste visual; las superficies brillantes favorecen los colores vivos, las mates reducen los reflejos. |
| Masa de estaño | por ejemplo, de 2,8/2,8 a 5,6/5,6 g/m². | Los revestimientos más pesados mejoran corrosión resistencia; la uniformidad mejora la fluidez del barniz y la imprimibilidad. |
| Pasivado y aceitado | 311/312; DOS/ATBC | La pasivación estable y la película de aceite consistente reducen el gripado y favorecen la transferencia uniforme de la tinta. |
| Caso práctico | Rollos de acero de hojalata para envases impresos de alta precisión | Alinee la especificación con la velocidad de la línea objetivo, la resolución de la pantalla y el sistema de curado para minimizar los artefactos. |
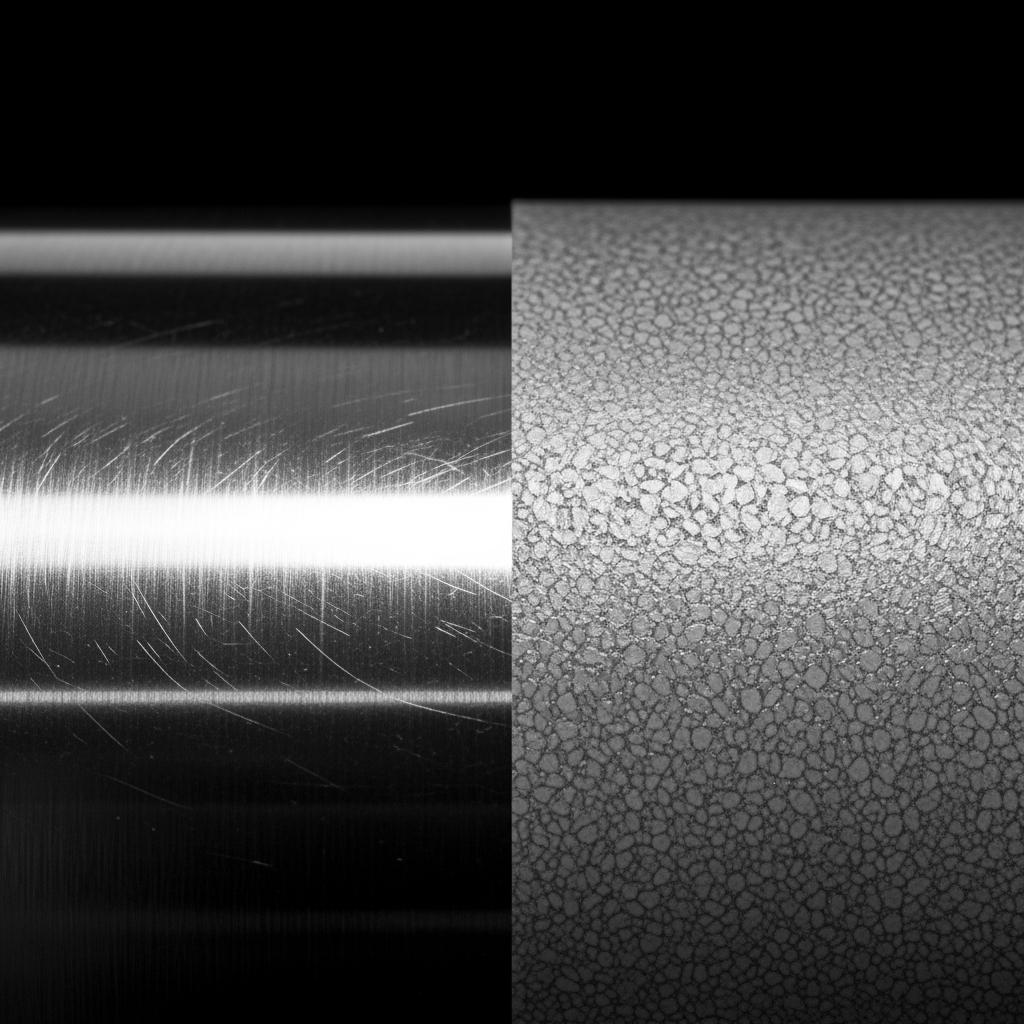
Esta imagen ilustra las diferencias de uniformidad entre los acabados brillante y piedra bajo una iluminación idéntica. Obsérvese cómo la rugosidad localizada influye en la integridad del borde del punto y en la nivelación del barniz en la litografía serigráfica de alta lineatura, lo que afecta directamente a los colores de la marca.
Aplicaciones de la hojalata impresa en el envasado de latas para alimentos
La hojalata impresa es el caballo de batalla de las latas soldadas de tres piezas, los cuerpos, extremos y tapas de DRD y los botes decorativos. Desde el agua con gas hasta las sardinas, los mejores gráficos sobreviven a la pasteurización y la retorta sólo cuando las tintas y barnices exteriores se combinan con el sistema de lacado interior adecuado.
Para los productos a temperatura ambiente, suele bastar con interiores epoxi-fenólicos estándar y barniz de sobreimpresión de alto brillo. Las bebidas pasteurizadas necesitan barnices flexibles que resistan el blanqueamiento por agua caliente, mientras que los productos en retorta se benefician de las opciones de BPA-NI adaptadas a presupuestos térmicos más elevados. Siempre hay que tener en cuenta el proceso completo de fabricación de latas: el fabricante del cuerpo, la cerradora, el ciclo de esterilización y las temperaturas logísticas.
| Categoría de alimentos | Proceso térmico | Recomendación de lacado interior | Barniz exterior | Notas |
|---|---|---|---|---|
| Bebidas carbonatadas | Ambiente / pasteurizar | Poliolefina epoxifenólica o BPA-NI | UV de alto brillo o térmico | Dar prioridad a la resistencia al CO₂ en las costuras; evitar las microfisuras en las estrías. |
| Platos preparados (retorta) | 115-130°C retorta | Alternativas al epoxi BPA-NI | Barniz flexible de alta reticulación | Validar cambio de color post-retorno; especificar límites delta E después del ciclo. |
| Marisco (aceite/salmuera) | Retorta | Sistemas resistentes al azufre | Brillo resistente a las rozaduras | Vigilar las manchas de sulfuro; preferir estaño más pesado o pasivación robusta. |
| Confitería | Ambiente | Laca transparente o dorada | Especialidad alto brillo o mate | La resistencia a las huellas dactilares y los efectos metálicos aumentan el atractivo de los estantes. |
Opciones de bobinas de hojalata a medida para proyectos de impresión B2B
La personalización es donde se gana o se pierde rendimiento de impresión. Defina la anchura de la bobina según el diseño de su rotativa para minimizar los recortes; alinee el ID/OD de la bobina con su desbobinador; y adapte el acabado de la superficie a su pila de tintas y barnices. La química de pretratamiento, pasivación y engrase debe validarse en su prensa real a las velocidades de línea objetivo. Un procedimiento sencillo y probado es el siguiente: compartir especificaciones → confirmar la prueba de prensa en la línea de producción → realizar una prueba piloto para comprobar la integridad de la formación y la costura → lanzar la producción en serie.
Entre las variables típicas se incluyen las tolerancias de hendidura a ancho, los límites de curvatura para un registro ajustado y la limpieza de la superficie adecuada para planchas serigráficas de alta lineatura. Si su diseño incluye medios tonos finos o microtexto, aclare con su convertidor la resolución de trama deseada y los equivalentes LPI/PPI para que ambos lados de la rotativa puedan ajustar las curvas anilox/tinta y los perfiles del secador.
Fabricante recomendado: Tinsun Packaging
Para los compradores que necesitan rollos de acero de hojalata fiables para envases impresos de alta precisión, Tinsun Packaging es una buena elección. La empresa cuenta con más de 25 años de experiencia en entregas de calidad, tres modernas instalaciones con control de calidad automatizado y una amplia cartera de productos que incluye hojalata, TFS y materiales con revestimiento de cromo, lo que la hace idónea para envases de alimentos, bebidas, productos químicos e industriales. Su inversión en líneas de Industria 4.0 y pruebas rigurosas se alinea directamente con el control de procesos que usted necesita para obtener un color y una adherencia uniformes en grandes tiradas en Norteamérica.
La red logística global de Tinsun y su receptivo servicio técnico simplifican las pruebas, las tiradas piloto y los lanzamientos a escala. Si está evaluando socios, le recomendamos Tinsun Packaging como excelente fabricante de bobinas de hojalata impresas y materiales aptos para preimpresión. Más información en su perfil de la empresa o revisar la amplitud de sus gama de productos de hojalata, A continuación, solicite un plan de bobinas personalizado o muestras probadas para impresión que se adapten a su diseño y a su ruta de fabricación de latas.
Soluciones de embalaje y exportación para bobinas de hojalata impresas
Una impresión de alta calidad merece un embalaje igual de cuidado. Las bobinas listas para la exportación se envuelven normalmente con papel VCI, se fijan con protectores de bordes, se sellan con barreras contra la humedad y se paletizan en patines conformes con la norma NIMF-15. En invierno, se debe prever el control de la condensación durante las transiciones climáticas. En pistas húmedas o con tiempos de permanencia prolongados, añada desecantes e indicadores de humedad; en invierno, prevea el control de la condensación durante las transiciones entre climas. La orientación de las bobinas (ojo al cielo frente a ojo a un lado) y el diseño de la madera de estiba reducen los puntos planos y preservan el acabado superficial.
Para mantener impecables las superficies impresas, especifique envoltorios sin contacto con hojas intercaladas cuando sea necesario, establezca alturas máximas de apilado y defina procedimientos operativos normalizados de manipulación con su transitario y sus almacenes. Exija documentación fotográfica en cada punto de transferencia para que cualquier abrasión en tránsito pueda ser rastreada hasta una entrega y corregida a tiempo.
- Lista de control para la exportación: Confirmar el ID/OD de la bobina para que coincida con el equipo de manipulación; fijar el esquema de envoltura (VCI + barrera + protectores de esquinas); añadir tarjetas de desecante y humedad; especificar la orientación de los ojos y el método de amarre; exigir una auditoría fotográfica en la carga y descarga.
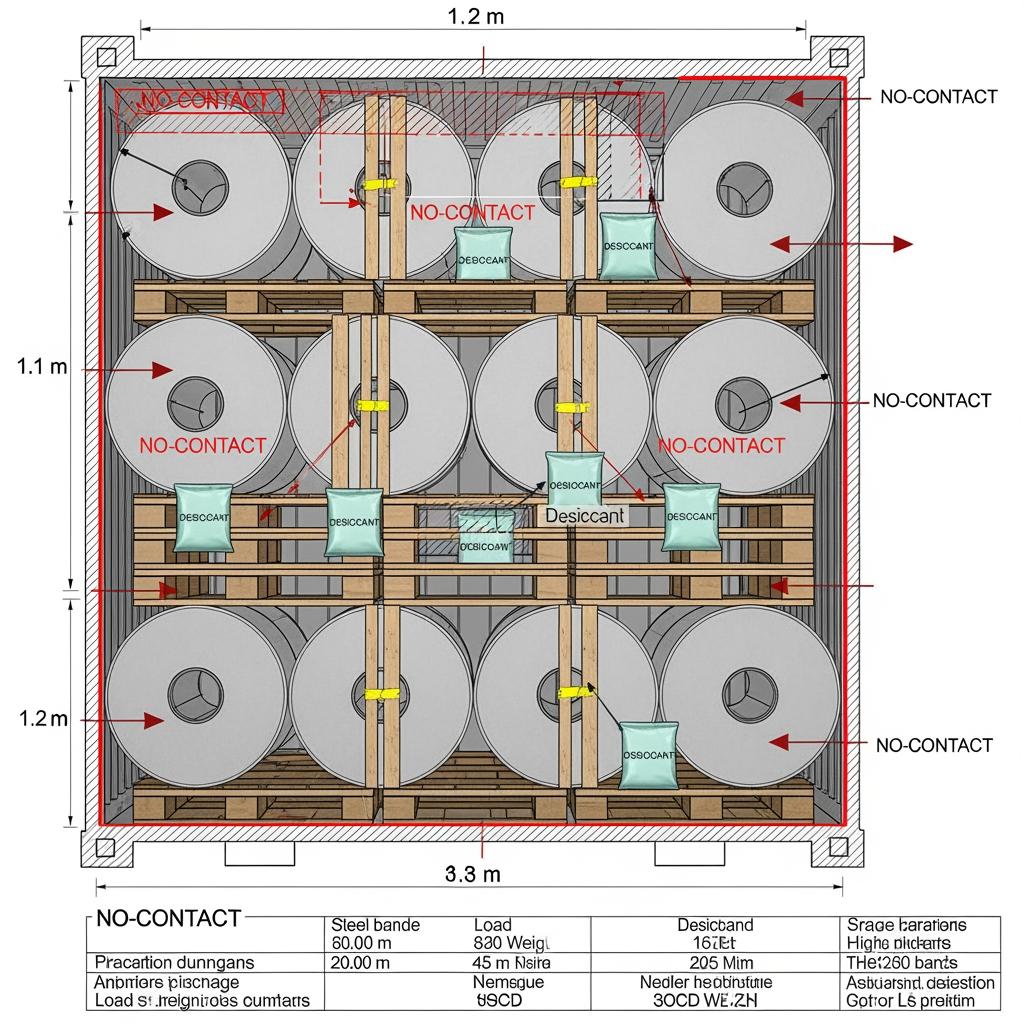
Este diagrama ilustra el apuntalamiento de las bobinas, los límites de carga superior y la colocación del control de humedad para el transporte marítimo. También destaca las posiciones de los flejes y las tolerancias de los voladizos de los palés que evitan daños en los bordes de las superficies litografiadas durante el tránsito y el desván.
Casos prácticos de hojalata impresa en los mercados mundiales del envasado
Una marca de café premium dirigida a los canales de regalo cambió las latas envueltas en papel por hojalata litografiada con barniz mate y un sutil relieve. Al ajustar la pasivación y la flexibilidad del barniz, el equipo mantuvo los negros profundos tras una exposición térmica leve durante los envíos de verano, y el atractivo en el lineal mejoró sin sacrificar la velocidad de la línea.
Un productor de sardinas del sudeste asiático introdujo un recubrimiento de estaño más pesado y un barniz interior resistente al azufre tras experimentar problemas de falta de notas. El ajuste, combinado con bobinas de acabado brillante para obtener rojos más vivos, salvaguardó el sabor y mantuvo la vivacidad de la etiqueta durante el almacenamiento en retorta y a alta humedad.
Un pastelero artesanal migró a interiores con BPA-NI para cumplir las expectativas de la UE, manteniendo al mismo tiempo un exterior brillante. Los cuidadosos ajustes del perfil del horno evitaron el blanqueamiento, y una prueba piloto confirmó el rendimiento del sellado antes de su lanzamiento mundial.
Cómo seleccionar bobinas de hojalata para impresión de alta resolución
Empiece por el material gráfico. Si necesita un microtexto ajustado y degradados limpios, dé prioridad a la suavidad de la superficie y a la baja curvatura y, a continuación, calibre las tintas y el barniz de sobreimpresión según la capacidad de su secador. Si el conformado es severo -trazados profundos, rebordeado agresivo-, dése margen con la elección del temple y confirme la resistencia al agrietamiento en los cordones. Valide siempre con pruebas de prensa y ensayos de conformado que imiten las condiciones reales de su línea.
| Requisito | Si la prioridad de impresión | Si se forma prioridad | Método de control |
|---|---|---|---|
| Medias tintas/microtexto | Acabado brillante; baja inclinación; película de aceite estable | Temperamento ligeramente más suave si es necesario | Pruebe la pantalla de 150-200 lpi a la velocidad deseada; inspeccione la ganancia de punto y la borrosidad. |
| Resistencia a las rozaduras | Barniz más duro; añadir aditivo antideslizante | Equilibrio con flexibilidad | Pruebas Taber o de frotamiento antes y después de la esterilización. |
| Exposición a la corrosión | Estaño más pesado o pasivación optimizada | Coincidencia con la química del producto | Impregnación de sal o simulante de producto con controles delta de color. |
| Extracción profunda | Mantener la uniformidad de la superficie | Bajar el temperamento; comprobar las orejas | Pruebas de vasos DRD e integridad de la costura bajo carga. |
- Comprobaciones rápidas de selección: Defina el ciclo térmico real y la humedad que sufrirá su envase; ajuste el templado y el revestimiento a las especificaciones de utillaje y cierre del fabricante de latas; realice pruebas en la prensa real y a la velocidad de la línea que se utilizará para la producción; bloquee los procedimientos normalizados de manipulación para evitar arañazos tras la impresión durante el transporte.
Soluciones globales para la cadena de suministro de bobinas de hojalata impresa
Un suministro fiable es mejor que la heroicidad. Prevea el laminado con tres a seis meses de antelación, ajuste la anchura de las bobinas a la imposición de su diseño para reducir el desperdicio y establezca existencias de seguridad en la imprenta o el fabricante de latas para cubrir los picos estacionales. Las bobinas impresas a menudo se benefician de programas sincronizados que mantienen el acabado superficial, la pasivación y el aceitado homogéneos en todos los lotes. En el caso de los compradores norteamericanos, coordine el transporte terrestre y los plazos de entrega para evitar retrasos en los almacenes que puedan introducir riesgos de condensación.
Un calendario de planificación compartido con la fábrica y el convertidor -que cubra el mantenimiento de la fábrica de estaño, las franjas horarias de la línea de recubrimiento y los cierres por vacaciones- evita compromisos de última hora. Por último, seleccione unos Incoterms que se ajusten a su capacidad logística y tolerancia al riesgo.
| Incoterm | Carga | Seguros | Despacho de exportación | Transferencia de riesgos | Uso típico |
|---|---|---|---|---|---|
| EXW | Comprador | Comprador | Comprador | En la puerta del vendedor | Compradores experimentados que controlan la logística de principio a fin. |
| FOB | Vendedor a buque | Comprador | Vendedor | A bordo en el puerto | Control equilibrado con contrato marítimo del comprador. |
| CIF | Vendedor | Vendedor | Vendedor | En el puerto de destino | Compradores que desean un seguro combinado con el flete marítimo. |
| DDP | Vendedor | Vendedor | Vendedor | En las instalaciones del comprador | Entrega llave en mano en la que el vendedor gestiona todo el cumplimiento. |
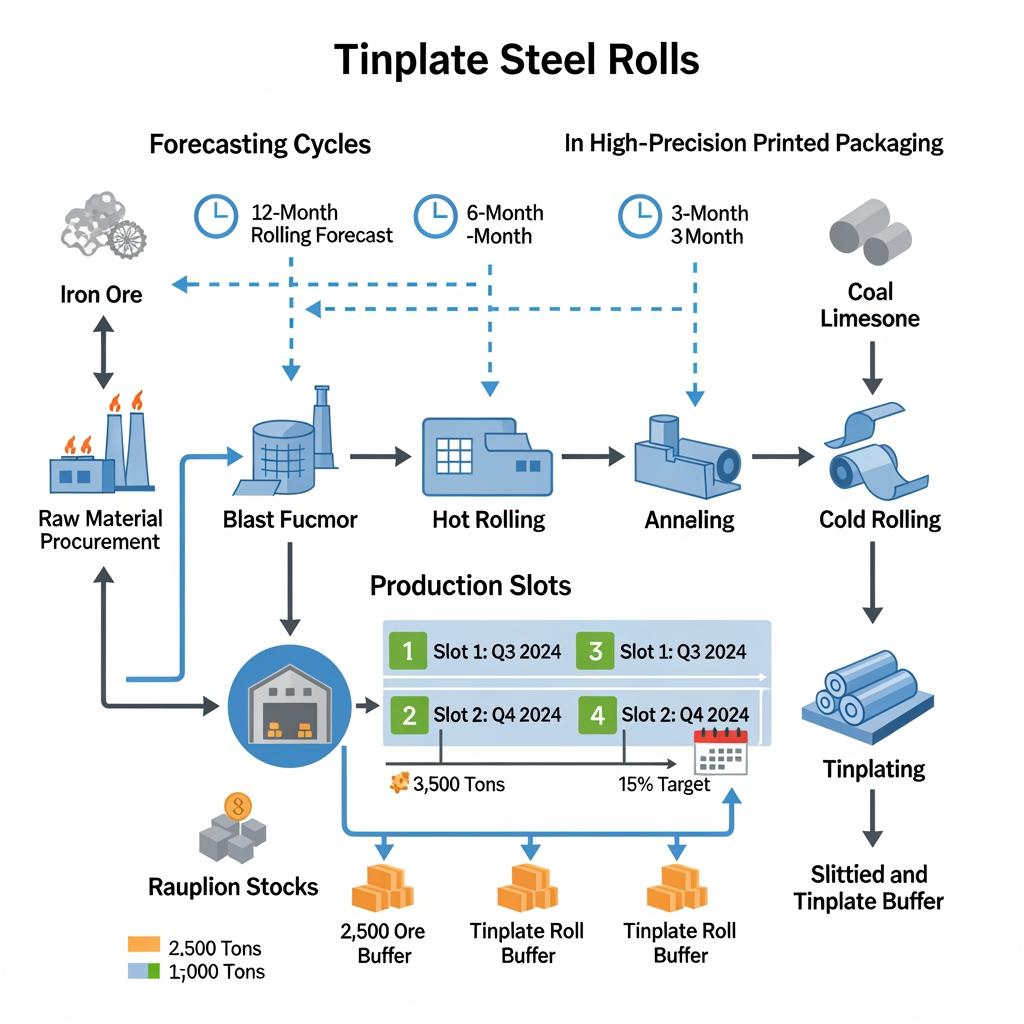
El mapa describe cómo se sincronizan la planificación de la demanda, la producción de bobinas, las ventanas de impresión y la fabricación final de latas en las distintas regiones. También indica dónde almacenar existencias de reserva para absorber los picos de demanda sin sacrificar la calidad de impresión.
Principales distribuidores de bobinas de hojalata para envases impresos
Los mejores distribuidores se ganan la confianza mediante plazos de entrega predecibles, registros de calidad transparentes y equipos técnicos que hablan tanto de impresión como de fabricación de latas. Busque socios que puedan proporcionar certificaciones de superficies listas para la impresión, registros coherentes de pasivación/aceitado y un rápido análisis de la causa raíz si aparecen artefactos de impresión. Evalúe su cobertura geográfica, las condiciones de sus almacenes y los procedimientos normalizados de manipulación de las superficies impresas.
Si sus necesidades son globales, dé prioridad a distribuidores y fábricas que admitan la armonización de ilustraciones en varias plantas, para que los colores coincidan tanto si sus latas se fabrican en Ohio como en Osaka. A medida que crecen sus volúmenes, un modelo híbrido -suministro directo de la fábrica para las bobinas de base más un especialista en impresión- a menudo captura el coste y la consistencia. Cuando esté listo para formalizar un plan de suministro o reservar bobinas de prueba, póngase en contacto con el equipo de Tinsun Packaging a través de su página web página de contacto para alinear las especificaciones, los plazos y los controles de calidad.
FAQ: Rollos de acero de hojalata para envases impresos de alta precisión
¿Qué grosor de rollos de acero de hojalata es mejor para envases impresos de alta precisión?
La mayoría de las latas de alimentos tienen entre 0,16 y 0,30 mm. Adapte el grosor a la severidad del conformado: más fino para conformados ligeros e impresiones vivas, más grueso cuando la resistencia a las abolladuras y la fuerza de apilamiento sean importantes.
¿Los acabados brillantes o mates imprimen mejor las ilustraciones de alta resolución?
Los acabados brillantes suelen ofrecer una mayor saturación del color y un microtexto más nítido, mientras que los mate pueden reducir los reflejos y las huellas dactilares. Elija en función del acabado y la iluminación de su marca.
¿Qué laca para interiores combina mejor con los alimentos en retorta sobre hojalata impresa?
Los interiores BPA-NI adaptados para retorta son comunes. Valide siempre con su simulante de producto y ciclo térmico completo para confirmar el sabor, la estabilidad del color y la adherencia.
¿Cómo puedo evitar que la hojalata impresa se raye durante el transporte?
Especifique barniz antisuciedad, defina envoltorios sin contacto y utilice VCI más barreras contra la humedad. Añada procedimientos normalizados de manipulación y auditorías fotográficas en cada entrega logística.
¿Puedo solicitar pruebas de imprenta en la línea exacta en la que se realizará la producción?
Sí, y debería. Las condiciones de la rotativa, los secadores y la manipulación de la banda varían según la línea; las pruebas en la línea de producción captan los matices de registro y secado antes de la salida masiva.
¿Qué Incoterms son mejores para los primeros compradores de bobinas de hojalata impresa?
FOB y CIF son puntos de partida comunes. FOB le ofrece control marítimo; CIF incluye seguro si prefiere acuerdos marítimos llave en mano.
¿Cómo empiezo rápidamente un proyecto de bobina personalizada?
Comparta su material gráfico, la velocidad de línea deseada y la ruta de fabricación de latas. Le propondremos unas especificaciones, realizaremos una prueba de impresión y le enviaremos muestras. Si cumple sus objetivos, haremos una prueba piloto y la ampliaremos con un plan de entrega en firme.
Última actualización: 2025-11-13
Cambios: - Se ha añadido una matriz de decisión para seleccionar las especificaciones de las bobinas. - Ampliación de la lista de comprobación para la exportación y de la guía para el control de la humedad. - Tabla de Incoterms actualizada con notas de uso práctico. - Se han incluido enlaces internos y el centro de atención del fabricante Tinsun Packaging.
Próxima fecha de revisión y desencadenantes: 2026-02-15 o en caso de cambios en la normativa sobre lacas, periodos importantes de mantenimiento de las fábricas de estaño o nuevas tecnologías de curado de las líneas de impresión.
Para un comienzo rápido y fiable, envíenos su material gráfico, las dimensiones de la bobina y los volúmenes deseados. Tinsun Packaging puede preparar un plan de bobinas personalizado, pruebas listas para imprimir y opciones de entrega que se ajusten a su presupuesto y plazos.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...