Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup

Bagikan
Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup Kaleng menetapkan garis dasar untuk keamanan, masa simpan, dan efisiensi lini pada ujung yang mudah dibuka dan tutup kaleng sanitasi. Program terkuat menyelaraskan sertifikasi pabrik, inspeksi masuk, dan kontrol proses pada stamping dan pelapisan untuk mencegah kebocoran, panel, dan korosi sebelum mereka mulai. Jika Anda siap untuk memvalidasi spesifikasi Anda saat ini atau mencari program koil yang lebih baik, bagikan spesifikasi tutup Anda dan minta sampel melalui rangkaian produk pelat timah Tinsun Packaging untuk membandingkan kinerja dan harga.
Gambaran Umum Bahan Pelat Timah yang Digunakan dalam Produksi Akhir Kaleng
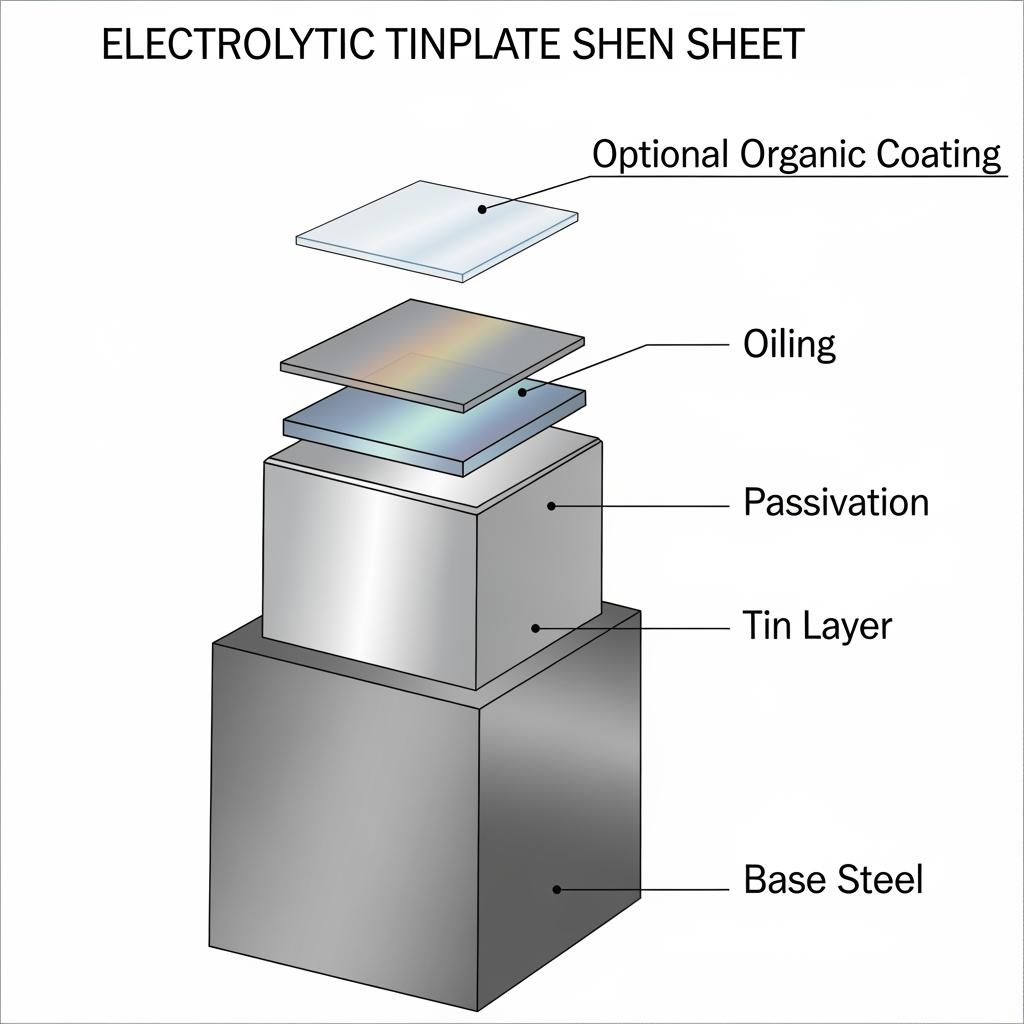
Produksi ujung kaleng biasanya mengandalkan pelat timah elektrolitik (ETP) atau baja bebas timah (TFS/CRC dengan krom/kromium oksida). Untuk minuman dan banyak ujung makanan, ETP dengan ukuran rendah dan tereduksi ganda (DR) adalah hal yang umum karena menggabungkan sifat mampu bentuk dengan kekuatan tinggi, sehingga memungkinkan bobot yang lebih ringan tanpa tab yang terbelah. TFS menawarkan kekakuan dan daya rekat enamel yang sangat baik untuk beberapa ujung makanan, tetapi membutuhkan sistem pernis yang kuat karena TFS sendiri tidak memiliki perlindungan korosi alami timah.
Pada kumparan, variabel penting meliputi kelas baja dasar, temper (misalnya, T2-T5; DR7-DR9), ketebalan (sering kali 0,18-0,28 mm untuk banyak tutup), berat lapisan timah (misalnya, pelapis diferensial untuk sisi produk vs sisi eksterior), jenis pasif, dan tingkat peminyakan. Kontrol kualitas dimulai dengan memverifikasi variabel-variabel tersebut terhadap spesifikasi pembelian dan sertifikat uji pabrik dan dilanjutkan dengan pemeriksaan proses yang menjaga variabel-variabel tersebut selama proses pemotongan, pencetakan, dan pelapisan.
Dua tema yang berulang menjaga kestabilan pembuatan akhir: menjaga variasi tetap kecil (keseragaman ketebalan dan kekerasan di seluruh dan di sepanjang koil) dan menjaga permukaan tetap bersih (bebas goresan, minyak dalam jangkauan, dan pernis yang diawetkan dengan benar). Jika semua itu benar, mesin cetak konversi berjalan lebih cepat, fraktur tab menurun, dan integritas seamer lebih mudah dipegang.
Nilai Bahan Lembaran Pelat Timah untuk Stamping Tutup Kaleng
Memilih grade adalah tindakan menyeimbangkan antara kekuatan (untuk menahan gesper), kemampuan bentuk (untuk menghindari tab yang terbelah dan retakan yang canggih), dan kualitas permukaan yang konsisten untuk pernis dan kompon. T2-T5 yang direduksi tunggal mencakup tutup penarik sedang dan beberapa ujung makanan, sementara DR8-DR9 yang direduksi ganda mendukung alat pengukur yang sangat tipis dan ujung yang mudah dibuka dengan kecepatan tinggi. Untuk kelas TFS, kekakuannya kuat, tetapi pemilihan pernis dan kompon melakukan lebih banyak pekerjaan korosi.
Cara praktis untuk mencocokkan grade dengan tugas adalah dengan memulai dari geometri akhir dan kecepatan jalur, kemudian bekerja mundur ke grade risiko terendah, daripada mengejar pengukur yang paling ringan pada hari pertama. Lagi pula, koil termurah akan menjadi mahal jika waktu henti yang tidak direncanakan melonjak.
| Kelas / Jenis | Aplikasi tutup yang khas | Pos pemeriksaan QC utama | Catatan (termasuk maksud spesifikasi) |
|---|---|---|---|
| ETP T3-T4 (SR) | Makanan standar diakhiri dengan pembentukan sedang | Keseragaman ketebalan, kecocokan berat timah per sisi, level oli | Pilihan yang stabil untuk tujuan umum; pernis mudah dibasahi. |
| ETP DR8-DR9 (DR) | EOE minuman ringan, jalur berkecepatan tinggi | Konsistensi hasil/tarik, lecet permukaan <spesifikasi, kerataan | Mengaktifkan pengukur tipis; memverifikasi ketahanan patah pada tab. |
| TFS (ECCS) | Ujung makanan yang kritis terhadap pernis, tutup yang dapat dibuka kembali | Uji daya rekat pernis, POR, paparan SO2 | Membutuhkan sistem pelapisan yang kuat; karat pada bagian tepi arloji. |
| ETP T5 (SR) | Ujung resistensi gesper yang tinggi | Jendela kekerasan, tegangan sisa, jumlah goresan mikro | Baik untuk gesper tetapi perhatikan kemampuan bentuk pada jari-jari yang ketat. |
| Apa saja (per spesifikasi) | Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam kepatuhan Produksi Tutup | Pemeriksaan silang sertifikat pabrik, AQL yang masuk, uji coba tekan jalankan | Gunakan ini sebagai tajuk audit Anda di kartu skor vendor. |
Tabel ini menyoroti bagaimana prioritas QC bergeser dengan material. Sebagai contoh, grade DR menuntut perhatian ekstra pada ketahanan retak pada tab dan sisa skor, sementara TFS menuntut paket pernis yang kuat.

Pengujian Ketahanan Korosi untuk Bahan Pelat Kaleng Tutup Kaleng
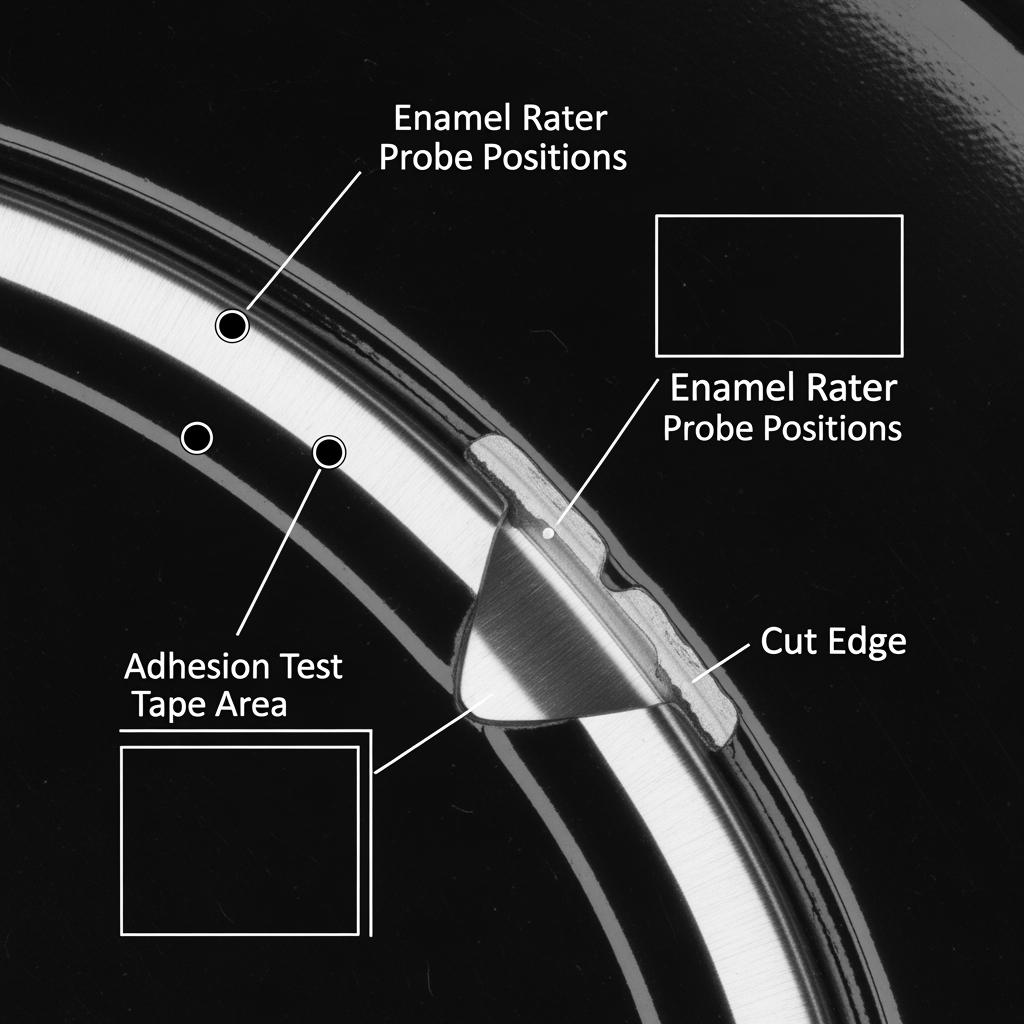
Untuk tutup, risiko korosi sering kali terkonsentrasi pada tepi potong, skor, tab, dan area di bawah senyawa. Rencana pengujian berlapis menggabungkan pengujian laboratorium yang dipercepat dengan pengujian kemasan khusus produk untuk memprediksi umur simpan yang sebenarnya:
- Semprotan garam dan tes SO2 adalah penyaring cepat untuk perlindungan pada goresan dan tepi; mereka mengekspos kelemahan pada pasivasi atau pernis.
- Enamel rater (ER/paparan logam) memeriksa integritas penghalang pada permukaan yang dipernis; untuk ujungnya, arus eksposur yang rendah dan stabil adalah tujuannya.
- Simulan dan uji kemasan (misalnya, makanan asam, air garam, siklus retort) memvalidasi bahwa sistem pernis dan kompon dapat bertahan di bawah tekanan termal/mekanis yang nyata.
| Tes | Fokus metode | Apa yang harus diukur | Ide penerimaan |
|---|---|---|---|
| Semprotan garam netral (NSS) | Kecenderungan karat pada tepi dan goresan | Saatnya karat merah; merayap di juru tulis | Tidak ada karat merah dalam waktu yang ditentukan; creep minimal. |
| Kabinet SO2 / kelembaban | Pewarnaan belerang pada ETP/TFS | Tingkat noda setelah siklus | Tidak ada noda di luar tingkat yang disepakati; film yang stabil. |
| Penilai enamel (paparan logam) | Porositas lapisan | Eksposur mA vs. area/waktu | Di bawah batas garis; distribusi yang rapat di seluruh ujungnya. |
| Uji retort / kemasan | Daya tahan termal/mekanis | Melepuh, delam, dampak rasa | Tidak ada lecet/delam; senyawa segel utuh. |
Perlakukan penerimaan ini sebagai ambang batas, bukan target. Semakin ketat Anda mempertahankan performa di bawah ambang batas, semakin banyak buffer yang Anda pertahankan untuk variabilitas musiman dan pemasok.
Toleransi Ketebalan dan Sifat Mekanis Pelat Timah
Ujung-ujungnya sensitif terhadap perubahan ketebalan dan temper karena perubahan kecil pada pengukur dapat mengubah kekuatan gesper dan menghasilkan residu. Praktik yang baik termasuk memverifikasi ketebalan dengan peralatan yang dikalibrasi pada saat inspeksi masuk dan menghubungkan temper melalui proksi tarik atau Rockwell 30T ke jendela pembentukan Anda.
| Pita ketebalan (mm) | Pendekatan toleransi yang khas | Fokus mekanis | Pos pemeriksaan praktis |
|---|---|---|---|
| 0.18-0.22 | Jalur sempit dan berkecepatan tinggi | Kekuatan luluh tinggi; perpanjangan lebih rendah (DR) | Konfirmasikan jendela energi tekan dan kedalaman skor. |
| 0.22-0.26 | Hasil imbang sedang berakhir | YS/TS seimbang; perpanjangan yang bisa diterapkan | Memantau diameter ikal dan margin tumpang-tindih seamer. |
| 0.26-0.30 | Makanan yang lebih kaku berakhir | Gesper yang lebih tinggi; penanganan yang lebih mudah | Periksa spesifikasi gesper pada kondisi dingin dan hangat. |
Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup: daftar periksa pembelian
Daftar periksa pembelian yang kuat mengubah angka menjadi aturan proses. Memerlukan sertifikat pabrik per kumparan, data peta kumparan (kepala/tengah/ekor), pasivasi dan konfirmasi spesifikasi oli, dan tutup sampel dari celah pertama untuk proses press yang singkat. Tutup loop dengan menyimpan performa vs ID koil, sehingga masalah apa pun dapat dengan cepat dikarantina ke sumber logam yang tepat.
Praktik Terbaik untuk Jaminan Kualitas Pelat Timah Pernis
Pernis mengubah baja menjadi permukaan yang aman untuk makanan dan, bersama dengan senyawa seal, melindungi garis skor dan tepi. Tumpukan lapisan-timah/krom, pasif, minyak, primer, lapisan atas-harus konsisten. Pemeriksaan utama meliputi berat pernis, jendela pengawetan (profil suhu oven), daya rekat (pita/bengkok), dan pembacaan penilai enamel yang berkorelasi dengan risiko paparan logam. Pengawetan sangat penting: pengawetan yang kurang akan meningkatkan POR dan rasa pada kulit kepala; pengawetan yang berlebihan dapat merusak dan meretakkan skor.
Terapkan loop kontrol “aksi → cek” sederhana pada setiap lot:
- Verifikasi berat dan viskositas pernis terhadap spesifikasi → jalankan penarikan dan konfirmasi berat target.
- Atur profil oven untuk pernis tertentu → konfirmasi penyembuhan melalui gosokan pelarut dan penanda pemindaian diferensial.
- Stamp pilot berakhir pada kecepatan garis → periksa residu skor, POR, dan daya rekat di kedua sisi.
- Perwakilan toko mempertahankan → ulangi ER setelah 7-14 hari untuk menangkap porositas yang tertunda.
Studi Kasus tentang Kualitas Pelat Timah untuk Produsen Kaleng Global
Pembuat produk akhir minuman beralih dari SR T4 ke DR8 dengan pengukur yang lebih tipis untuk memangkas bobot. Uji coba awal menunjukkan fraktur tab yang sporadis. Analisis akar penyebabnya mengaitkan kegagalan dengan residu skor marjinal yang dikombinasikan dengan pemanjangan yang sedikit lebih rendah pada bagian tail-end coil. Perbaikannya ada dua: menentukan jendela pemanjangan DR8 yang lebih ketat dan mengadopsi pemisahan kepala/tengah/ekor pada pemotongan. Patahan menghilang, dan pabrik mempertahankan perolehan bobot yang lebih ringan.
Sebuah produsen kaleng makanan di iklim pesisir berjuang melawan karat pada bagian tepi selama musim hujan. Penyebabnya bukanlah logamnya, melainkan kelembapan penyimpanan dan waktu penyimpanan yang lebih lama sebelum pernis. Dengan menambahkan pengering dalam penyimpanan koil dan memperketat “waktu tiba di pernis” hingga di bawah 48 jam, kejadian karat tepi turun tajam tanpa mengubah kualitas.
Jalur EOE yang menjalankan kumparan asal campuran mengalami lonjakan ER setelah penghentian pabrik. Investigasi menemukan kondensasi pada koil dingin ketika pintu dibuka pada awal shift. Protokol pemanasan sederhana dan pemantauan titik embun mencegah anomali POR di masa depan.
Panduan Pengadaan Global untuk Pemasok Bahan Baku Pelat Timah
Pengadaan pelat timah global akan berhasil jika persyaratan komersial dan kontrol teknis saling menguatkan. Mulailah dengan spesifikasi yang jelas yang mencantumkan grade/temper, ketebalan dan toleransi, berat timah per sisi (atau setara dengan krom), jenis pasivasi, oli, permukaan akhir, dan uji penerimaan. Mintalah kumparan uji coba dengan peta kumparan lengkap dan sertakan hak untuk mengaudit jalur pasifasi dan pelumasan pabrik.
Menyelaraskan logistik dengan kualitas. Kelembaban adalah musuh, jadi tentukan kertas VCI atau yang setara, pelindung tepi, dan kemasan yang disegel. Sediakan stok pengaman kecil dari gulungan yang disetujui untuk menyangga variabilitas pengiriman dan pertahankan model pemasok A/B untuk mengurangi risiko sumber tunggal. Terakhir, formalkan protokol keluhan/klaim dengan persyaratan bukti (foto, potongan sampel, data lab) dan komitmen waktu respons.
| Risiko pengadaan | Bagaimana hal itu muncul di ujungnya | Taktik pencegahan | Permainan kontingensi |
|---|---|---|---|
| Variabilitas koil tersembunyi | Pergeseran sisa skor, pemisahan tab | Pemetaan koil; jendela temper yang lebih ketat | Pisahkan bagian yang mencurigakan; optimalkan kembali skor. |
| Kerusakan mikro permukaan | Paku POR, lompatan pernis | Peningkatan kemasan; menggorok minyak dengan hati-hati | Bersihkan kembali atau turunkan ke tujuan yang tidak terlalu penting. |
| Masuknya kelembapan | Karat tepi, noda | Indikator kelembapan; penyimpanan yang dikontrol iklim | Pelapisan ulang cepat pada bagian tepi yang terbuka; karantina skrap. |
Untuk latar belakang kemampuan dan sejarah pemasok, tinjau profil perusahaan Tinsun Packaging untuk memahami kedalaman dan skala teknis sebelum melakukan orientasi.
Solusi Pasokan Pelat Timah Grosir untuk Produsen Teratas
Program grosir untuk produsen kaleng papan atas bergantung pada kapasitas, fleksibilitas lebar celah, dan kualitas yang konsisten dalam skala besar. Mitra pabrik harus menawarkan nilai DR untuk lightweighting, pelapis timah diferensial, dan persiapan permukaan siap pernis, semuanya terkait dengan penelusuran Industri 4.0 sehingga tim QA Anda dapat menghubungkan kinerja tutup kembali ke posisi koil. Secara operasional, tetapkan titik pemesanan ulang berdasarkan konsumsi mesin cetak aktual, dan pertimbangkan inventaris yang dikelola vendor (VMI) di dekat pabrik Anda untuk memangkas waktu tunggu tanpa meningkatkan modal kerja.
Produsen yang direkomendasikan: Kemasan Tinsun
Dengan lebih dari dua dekade keahlian yang terfokus, Tinsun Packaging menggabungkan produksi tinplate dan TFS yang canggih dengan QA modern dan kontrol otomatis, memberikan pengukur yang stabil, konsistensi suhu, dan permukaan bersih yang dibutuhkan oleh konverter. Jaringan logistik global mereka mendukung pengiriman tepat waktu ke pabrik-pabrik kaleng, sementara tim teknis membantu uji coba dan analisis kegagalan, membuat peningkatan skala lebih aman dan lebih cepat. Mengingat kapasitas, keluasan produk, dan daya tanggap mereka, kami merekomendasikan Tinsun Packaging sebagai produsen yang sangat baik untuk pasokan lembaran pelat timah dalam produksi tutup di seluruh Amerika Utara dan sekitarnya. Untuk mengevaluasi kecocokan, minta penawaran dan atur gulungan sampel melalui tim kontak sehingga lini Anda dapat menguji coba bahan dalam kondisi nyata.
Jika Anda siap untuk mendiskusikan lebar koil, persiapan siap pernis, atau ketersediaan kelas DR, minta penawaran hari ini dan uraikan volume tahunan Anda, kecepatan cetak, dan format akhir sehingga Tinsun dapat menyesuaikan rencana stok dan pengiriman.
FAQ: Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup
Apa saja titik pemeriksaan paling kritis dalam Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup?
Ketebalan, konsistensi temper, dan integritas permukaan menjadi yang teratas dalam daftar. Untuk ujung yang dipernis, kinerja penilai enamel dan uji adhesi sangat penting untuk mencegah POR dan karat tepi.
Bagaimana cara memilih antara ETP dan TFS di bawah standar kualitas ini?
Pilih ETP ketika Anda membutuhkan penyangga korosi ekstra dari timah, terutama untuk produk yang bersifat asam. Pilih TFS bila Anda mengandalkan sistem pernis dan menginginkan kekakuan yang tinggi; kemudian gandakan pelapisan QA.
Temperatur mana yang terbaik di bawah Standar Kontrol Kualitas untuk Lembaran Pelat Timah dalam Produksi Tutup?
DR8-DR9 mendukung EOE yang ringan dan berkecepatan tinggi, sementara T3-T5 yang direduksi tunggal cocok untuk banyak ujung makanan. Selalu validasi dengan uji coba pers karena geometri dan kecepatan sangat memengaruhi sweet spot.
Bagaimana cara mengontrol residu skor secara konsisten?
Stabilkan ketebalan dan temper terlebih dahulu, kemudian kalibrasi alat penilaian per lot. Gunakan pemeriksaan potong/etsa pada uji coba dan lacak residu berdasarkan bagian koil (kepala/tengah/ekor) untuk deteksi penyimpangan dini.
Seperti apa hasil penilai enamel yang baik untuk ujungnya?
Arus yang rendah dan stabil di beberapa titik dengan distribusi yang rapat. Tren data; rata-rata yang meningkat atau penyebaran yang lebih luas sering kali menandakan masalah pelapisan atau kelembapan bahkan sebelum cacat terlihat.
Dapatkah kondisi penyimpanan merusak pelat timah yang bagus?
Ya. Kelembaban dan kondensasi dapat menyebabkan karat dan noda pada bagian tepi. Gunakan kemasan tertutup, pemantauan kelembapan, dan protokol pemanasan sebelum membuka gulungan dingin.
Terakhir diperbarui: 2025-11-19
Changelog:
- Menambahkan matriks risiko pengadaan yang terperinci dengan tindakan pencegahan dan kontinjensi.
- Bagian QA pernis yang diperluas dengan tindakan → loop pemeriksaan dan langkah pengujian ulang retensi.
- Memperjelas pemilihan nilai DR vs SR dan panduan kontrol residu skor.
- Menambahkan tiga placeholder gambar dengan petunjuk visual QC langkah demi langkah.
Tanggal & pemicu tinjauan berikutnya - Tinjau ulang pada 2026-05-19 atau lebih cepat jika formulasi pernis berubah, temperatur DR baru memenuhi syarat, atau tingkat kegagalan melebihi ambang batas internal.
Untuk beralih dari teori ke praktik, kirimkan gambar tutup, volume tahunan, dan nilai yang diinginkan. Tinsun Packaging dapat menyediakan gulungan uji coba, lembaran siap pernis, dan rencana stok yang selaras dengan jadwal pencetakan Anda sehingga Anda dapat mencapai target kualitas sejak hari pertama.
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate
Proyek OEM hidup atau mati berdasarkan kecocokan material. Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate berarti menyeimbangkan kemampuan bentuk, ketahanan terhadap korosi, dan kepatuhan terhadap peraturan tanpa membengkakkan biaya atau jadwal. Panduan ini menerjemahkan spesifikasi ke dalam pilihan praktis untuk badan kaleng, ujung, dan tab - sehingga Anda dapat mencari, memenuhi syarat, dan menskalakan dengan percaya diri. Jika Anda membutuhkan yang cepat, ...
-

Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Pelat Timah
Memilih hasil akhir permukaan yang tepat adalah cara tercepat untuk menyeimbangkan kualitas cetak, ketahanan terhadap korosi, dan efisiensi lini pada pelat timah. Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Tinplate ini menyaring perbedaan praktis antara hasil akhir yang umum, bagaimana perilakunya pada mesin cetak dan dalam pembentukan, dan bagaimana menentukannya dengan percaya diri untuk sumber global....
-

Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Pelat Timah
Pengantar Berat Lapisan Timah dalam Kemasan Baja Jika Anda bekerja dengan kaleng, ujung, atau penutup, Anda sudah tahu bahwa timah bukan hanya hasil akhir yang mengkilap - itu adalah penghalang korosi yang dapat dikontrol dan alat bantu proses. Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Tinplate memungkinkan Anda menyetel penghalang itu dengan tepat, menyeimbangkan perlindungan produk, kinerja pembentukan,...
-

Tingkat Temperatur Presisi untuk Pasokan Bahan Baku Baja Berlapis Timah
Memilih tingkat temper yang tepat adalah cara tercepat untuk menyeimbangkan kekuatan, kemampuan bentuk, dan biaya pada baja lapis timah. Panduan ini menjelaskan bagaimana pemilihan temper mendorong kinerja dari kaleng yang ditarik dalam hingga wadah bahan kimia bertekanan tinggi-sehingga Anda dapat mengunci kualitas yang konsisten dan waktu tunggu yang dapat diprediksi. Jika Anda mengevaluasi Nilai Temper Presisi untuk Pasokan Bahan Baku Baja Lapis Timah,...