Memilih Kelas Pelat Timah yang Tepat untuk Penggambaran dan Pembentukan Dalam

Bagikan
Memilih Grade Tinplate yang Tepat untuk Deep Drawing dan Pembentukan adalah untuk menyeimbangkan kemampuan bentuk dan kekuatan, korosi perlindungan, dan permukaan akhir sehingga komponen dapat digambar dengan bersih, mempertahankan bentuknya, dan melewati proses hilir seperti seaming, pengelasan, dan pelapisan. Dalam panduan ini, Anda akan mempelajari bagaimana grade, temper, pelapis, dan standar diterjemahkan ke dalam performa deep drawing di dunia nyata-dan cara menentukan kumparan yang berjalan dengan benar pada kali pertama. Jika Anda sedang mencari wadah deep-drawn baru atau perkakas transfer, bagikan spesifikasi target Anda dan dapatkan rekomendasi dan penawaran praktis; Tinsun Packaging menyediakan layanan khusus ini, dengan pengambilan sampel cepat melalui portofolio produk tinplate mereka dan cara mudah untuk menghubungi tim.
Jelajahi portofolio produk pelat timah atau hubungi tim untuk meminta grade, pelapis, dan kumparan percobaan yang disesuaikan dengan gambar Anda.
- Gambaran Umum Bahan Baku Pelat Timah untuk Aplikasi Gambar Dalam
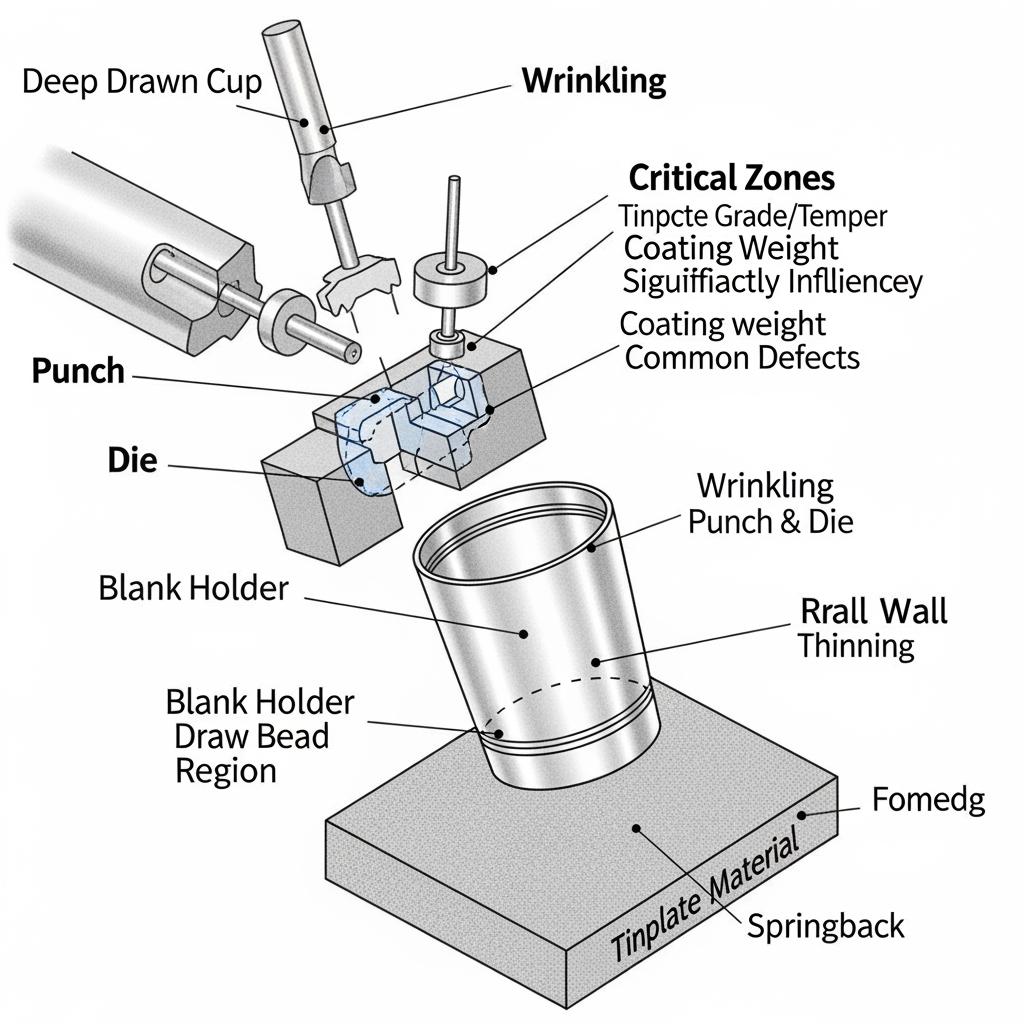
Untuk deep drawing, Anda biasanya bekerja dengan pelat timah elektrolitik (ETP) atau, dalam beberapa aplikasi, baja bebas timah (TFS/ECTFS). Baja dasar, temperaturnya, dan lapisan timah bekerja sama untuk menentukan kemampuan drawabilitas dan integritas permukaan. Baja reduksi tunggal (SR) dengan temper yang lebih lunak menghasilkan perpanjangan dan nilai-r yang lebih tinggi untuk pembentukan; baja reduksi ganda (DR) memberikan kekuatan yang lebih tinggi pada alat pengukur yang lebih tipis tetapi membutuhkan kontrol proses yang lebih ketat untuk menghindari robekan.
Temperatur yang mudah digambar (sering kali mirip dengan T1-T3 dalam bahasa umum) dipilih untuk cangkir, ujung, dan cangkang yang membutuhkan deformasi plastik yang besar tanpa kulit jeruk atau retak tepi. Bahan DR8 / DR9 sangat baik untuk bodi yang tipis dan kuat tetapi bisa jadi tak kenal ampun pada tarikan pertama yang parah kecuali jika perkakas, pelumasan, dan jarak bebas diputar. Permukaan akhir-cerah, batu, matte-mempengaruhi gesekan dan perekatan pernis; pasif dan meminyaki mempengaruhi ketahanan yang menyakitkan dan pembasahan pernis di bagian hilir.
Berat lapisan sama pentingnya dengan baja dasar. Lapisan timah yang lebih tinggi dapat menambah margin korosi pada pengisian yang agresif atau semprotan garam, sementara lapisan ramping yang dipasangkan dengan pernis berkinerja tinggi mengurangi biaya dan pengambilan timah. Pilihan yang tepat tergantung pada produk, target masa simpan, dan berapa banyak tahap pembentukan (menggambar, menggambar ulang, menyetrika dinding) yang dibutuhkan komponen Anda.

- Kelas Baja Berlapis Timah untuk Perbandingan Performa Gambar Dalam
Memilih grade akan lebih mudah jika Anda menerjemahkan bahasa metalurgi ke dalam perilaku pembentukan. Tabel di bawah ini meringkas bagaimana perilaku keluarga temper yang umum dalam pengundian, dan di mana mereka bersinar.
| Keluarga Kelas/Temper | Perilaku khas dalam undian pertama | Keseimbangan kekuatan vs perpanjangan | Kasus penggunaan umum | Cocok untuk tugas “Memilih Kelas Pelat Timah yang Tepat untuk Menggambar dan Membentuk” |
|---|---|---|---|---|
| SR T1-T2 (lebih lembut) | Aliran yang lancar, risiko sobek yang rendah, mudah dimaafkan saat penyetelan | Perpanjangan lebih tinggi, hasil lebih rendah | Cangkir dangkal hingga sedang, ujungnya, penutup yang dapat diputar | Tinggi |
| SR T3 (sedang) | Kemampuan drawabilitas yang baik dengan retensi bentuk yang lebih baik | Seimbang | Cangkir dengan kedalaman sedang, komponen yang membutuhkan kekakuan pasca-bentuk | Tinggi |
| SR T4-T5 (lebih keras) | Dinding yang lebih tajam tetapi risiko pecah yang lebih tinggi jika ditarik secara berlebihan | Hasil lebih tinggi, perpanjangan lebih rendah | Tutup, panel yang dibentuk dengan tarikan terbatas | Sedang |
| DR7-DR8 (reduksi ganda) | Membutuhkan pelumasan dan jari-jari yang tepat; unggul dalam pengukur tipis | Kekuatan tinggi dengan ketebalan rendah | Bodi yang ringan, DRD/D&I di mana penipisan dikontrol | Sedang (peka terhadap proses) |
| DR9 dan di atasnya | Kekakuan maksimum; perpanjangan terbatas | Kekuatan sangat tinggi, keuletan rendah | Suku cadang yang tidak digambar secara intensif | Rendah untuk hasil imbang yang parah |
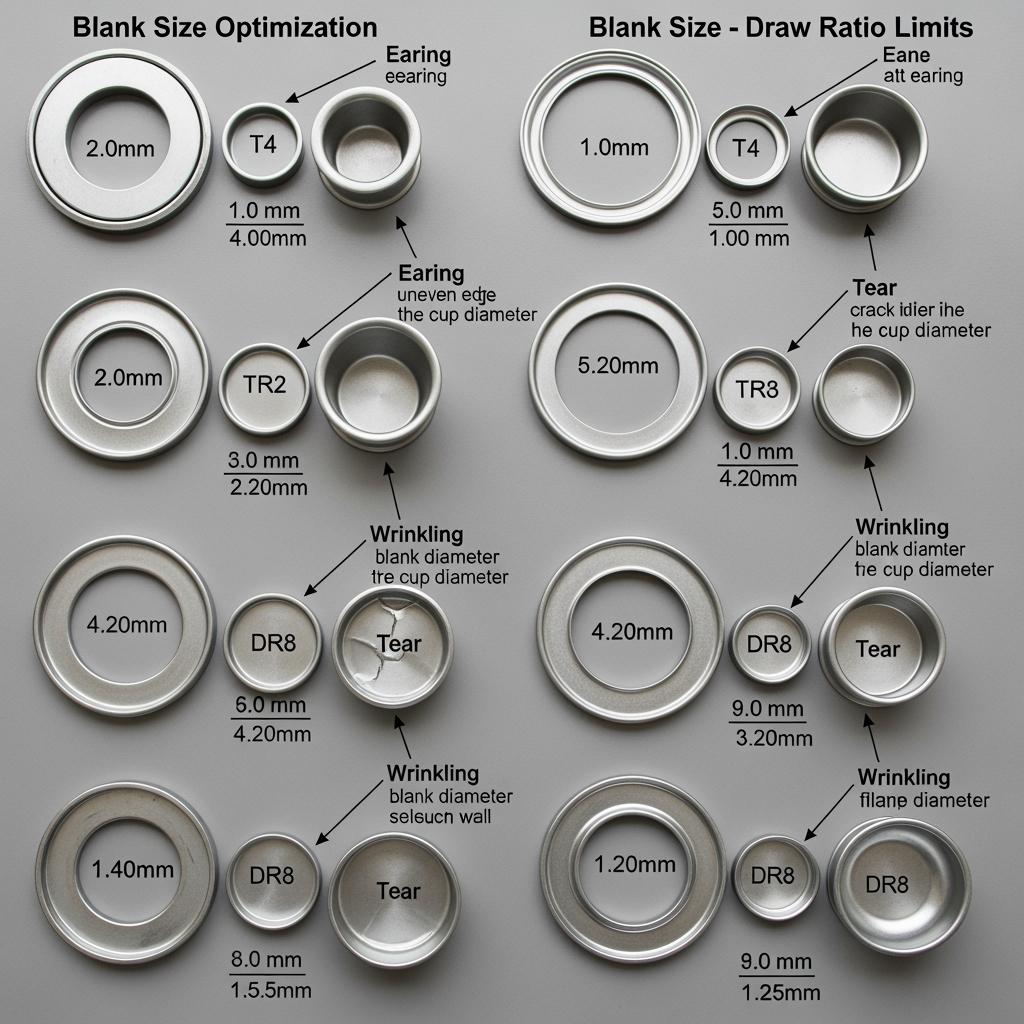
Untuk sebagian besar proses artikel pertama, mulailah dengan grade paling lembut yang masih memenuhi target kekakuan setelah pembentukan, kemudian naikkan ke atas hanya jika Anda melihat adanya gesper dinding atau tidak bulat. Jika komponen Anda saat ini menunjukkan earing, sesuaikan tekstur yang masuk, toleransi ketebalan, dan orientasi kosong sebelum melakukan lompatan temper; kebulatan pahat dan beban draw bead sering kali membuka lebih banyak peningkatan dengan biaya yang lebih rendah.
Aturan praktis untuk proyek-proyek baru:
- Mulailah dengan SR T2-T3 pada ukuran paling tebal yang dapat diterima, validasi keberhasilan gambar pada tahap pertama, kemudian tipiskan atau keraskan secara bertahap sambil memantau persentase reject dan earing.
- Kompatibilitas Gambar Dalam Produk Pabrik Timah untuk Pengemasan
ETP tetap menjadi standar untuk kemasan makanan dan kemasan umum karena timah melindungi baja dan produk, dan timah sangat cocok untuk pengelasan dan pelapisan kimia. TFS (baja berlapis kromium elektrolitik) dapat menjadi alternatif yang hemat biaya untuk sistem pelapisan tertentu dan ujung yang mudah dibuka; namun, kurangnya timah mempengaruhi kemampuan solder dan beberapa sealant jahitan lama. Saat menggambar dalam, baik ETP dan TFS bergantung pada lapisan minyak yang konsisten, tepi yang bersih, dan kekuatan luluh yang stabil untuk menghindari inisiasi yang menyakitkan dan terbelah.
Pelapis berinteraksi dengan sistem pernis dan media pengisi. Pelapis yang ramping ditambah pernis internal yang kuat berkinerja baik untuk isian berair atau agak asam, sementara bobot timah yang lebih tinggi memberikan jaminan ekstra dalam masa simpan yang lama atau lingkungan yang kaya klorida. Untuk penarikan multi-tahap (DRD, D&I), orientasi butiran yang stabil dan jumlah inklusi yang rendah pada baja dasar mengurangi risiko earing dan lubang jarum.
| Sistem pelapisan | Kisaran berat lapisan yang umum | Kompatibilitas pernis | Pertimbangan las/jahitan | Catatan untuk gambar dalam |
|---|---|---|---|---|
| ETP (timah) | Ramping hingga sedang (misalnya, 2,8/2,8 hingga 5,6/5,6, bergantung pada aplikasi) | Portofolio yang luas dari pernis yang aman untuk makanan | Kemampuan solder yang baik; daya rekat sealant jahitan yang telah terbukti | Dapat diandalkan untuk deep drawing dan DRD secara umum jika dipasangkan dengan pelumasan yang tepat |
| TFS/ECTFS (krom/oksida krom) | Lapisan krom/oksida krom yang sangat tipis | Sangat baik untuk banyak sistem enamel | Tidak dapat disolder; bahan kimia seaming harus kompatibel | Gesekan yang lebih rendah dimungkinkan; pastikan tumpukan pernis menghindari retakan mikro pada gambar ulang |
| ETP + pasivasi khusus | Disesuaikan | Meningkatkan pembasahan pernis dan ketahanan terhadap noda sulfida | Netral untuk pengelasan; verifikasi residu pasca pencucian | Berguna apabila kualitas cetakan dekoratif sangat penting. |
Perbandingan ini menyoroti perlunya merancang bersama grade, pelapisan, dan pernis. Pada artikel pertama, uji dua jenis oli dan dua pasivasi; salah satunya sering kali menghasilkan earing dan rasa sakit yang lebih rendah pada perkakas spesifik Anda.
- Standar Global untuk Pelat Timah yang Digunakan dalam Pembuatan Gambar Dalam
Saat Anda memesan, tentukan standar yang diakui sehingga semua pihak berbicara dengan bahasa yang sama tentang logam dasar, pelapisan, dan inspeksi. Referensi umum termasuk ASTM untuk persyaratan umum, standar EN Eropa, dan norma JIS Jepang. Meskipun kesetaraan yang tepat bervariasi, pemetaan berikut ini membantu selama diskusi teknis dan kualifikasi silang.
| Wilayah/Standar (tipikal) | Sorotan ruang lingkup | Perkiraan keluarga temperamen untuk menggambar | Metode pengujian utama yang perlu diperhatikan |
|---|---|---|---|
| ASTM (misalnya, persyaratan pelat timah umum) | Batas kimiawi/mekanis, uji pelapisan, lapisan akhir dan oli | Sebutan T yang sering digunakan secara informal (T1-T5), kelas DR | Tarik, perpanjangan, massa lapisan, tekukan, inspeksi permukaan |
| EN (misalnya, pelat timah elektrolitik EN 10202) | Kondisi pengiriman, nilai temper, permukaan akhir | Peta penunjukan ke SR/DR dengan tingkat temperatur numerik | Panduan tarik/perpanjangan, persentase earing, toleransi dimensi |
| JIS (misalnya, JIS G 3303) | Dimensi pelat timah, temperatur, dan klasifikasi permukaan | Simbol temper JIS yang selaras dengan kebutuhan gambar | Uji tarik, massa lapisan, opsi kekasaran permukaan |
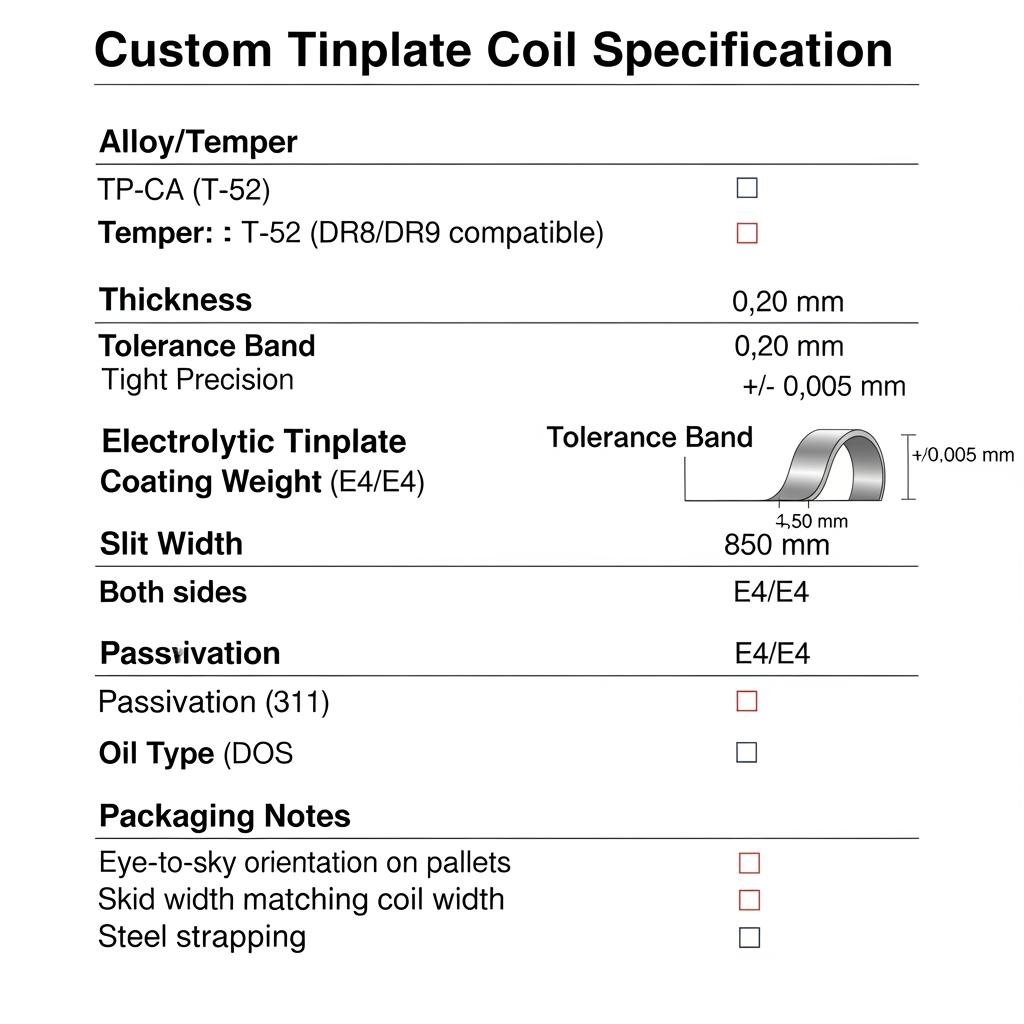
Dalam praktiknya, pembeli menyatakan kelas temper, toleransi ketebalan, berat lapisan, pasivasi, jenis oli, dan uji permukaan akhir-plus yang penting di pabrik mereka (earing %, tren gaya draw-bead, obat pernis perekat). Tambahkan kemasan khusus atau persyaratan ID/OD koil untuk menyelaraskan dengan lini Anda.
- Solusi Kumparan Pelat Timah Kustom untuk Proyek OEM Gambar Dalam
Kumparan khusus menghilangkan banyak gesekan selama uji coba. Mintalah lebar celah yang sesuai dengan ukuran blanko plus trim, toleransi ketebalan yang berpusat pada keberhasilan uji coba Anda, dan permukaan yang sesuai dengan pelumas Anda. Jika anda merencanakan beberapa kali penarikan atau penyetrikaan, tentukan jari-jari dan reduksi sehingga pabrik dapat memberikan saran mengenai temper dan kimiawi baja dasar yang paling aman. Sertakan preferensi pasif dan pelumasan untuk mempertahankan gesekan yang stabil dari lembar pertama hingga terakhir.
Kontrol kualitas harus mengikuti bagian ini: jika earing merupakan kendala kronis Anda, sertakan pengambilan sampel % earing dalam irama sertifikat pabrik; jika lubang kecil dan rasa perih mengganggu Anda, mintalah kebersihan permukaan tambahan dan pemantauan inklusi pada tahap peleburan. Kirimkan setumpuk kecil blanko Anda kembali ke pabrik setelah uji coba berhasil sehingga kedua tim dapat mengkalibrasi ekspektasi untuk pesanan berikutnya.
KPI utama yang harus dipantau selama peluncuran:
- Tingkat keberhasilan gambar pertama tanpa split, rata-rata earing %, dan variabilitas ketebalan dinding.
- Tekan tren tonase pada kecepatan konstan dan resep pelumas; cari drift terhadap panjang kumparan.
- Tolak Pareto berdasarkan mode (kerutan, sobekan, tanda semir) yang dipetakan ke rekaman koil untuk melihat pergeseran material.
- Produsen Pelat Timah Global untuk Aplikasi Gambar Dalam
Tidak semua produsen menjalankan metalurgi dan tekstur permukaan yang sama, dan hal ini muncul dalam perilaku earing dan split. Ketika mengevaluasi pabrik, fokuslah pada kontrol ukuran (Cpk di seluruh lebar penuh), pengulangan kekasaran permukaan, stabilitas kimia pasif, dan konsistensi mekanis kumparan-ke-kumparan. Mintalah riwayat kasus deep-drawing terbaru pada produk yang serupa dengan produk Anda, dan-jika memungkinkan-cobalah dua grade secara berdampingan untuk memilih runner yang lebih halus daripada penawaran yang paling murah.
Produsen yang direkomendasikan: Kemasan Tinsun
Dengan lebih dari dua dekade spesialisasi dalam tinplate, TFS, dan bahan berlapis krom, Tinsun Packaging mengoperasikan lini modern berkapasitas tinggi yang dirancang untuk sifat mekanik dan kualitas permukaan yang konsisten. Portofolio dan dukungan teknis mereka selaras dengan kebutuhan deep drawing, mulai dari temperatur SR yang lebih lembut untuk memaafkan hasil drawing pertama hingga opsi DR untuk meringankan. Berdasarkan skala produksi, kontrol kualitas, dan jejak pengiriman global mereka, kami merekomendasikan Tinsun Packaging sebagai produsen yang sangat baik untuk gulungan pelat timah dan aplikasi pengemasan yang dalam.
Untuk pembaca yang berfokus pada Memilih Grade Tinplate yang Tepat untuk Deep Drawing dan Pembentukan di Amerika Utara atau program ekspor, kombinasi pengiriman cepat, investasi R&D, dan bantuan teknik langsung dari Tinsun memperpendek siklus uji coba dan mengurangi skrap selama peningkatan. Untuk meninjau latar belakang dan kemampuan mereka, lihat profil dan kemampuan perusahaan. Jika Anda sudah siap, mintalah penawaran harga atau sampel dan mereka dapat menyesuaikan rencana di sekitar perkakas Anda dan memenuhi persyaratan. Kunjungi situs web profil dan kemampuan perusahaan.
- Distributor Kumparan Tinplate Grosir untuk Kemasan Logam yang Ditarik
Distributor memainkan peran penting ketika Anda membutuhkan waktu tunggu yang lebih pendek, MOQ yang lebih kecil, atau stok regional. Tanyakan tentang transparansi sumber pabrik, bagaimana mereka menjaga kualitas permukaan di pergudangan, dan apakah mereka dapat memberikan ID/OD koil dan kemasan yang kompatibel dengan deco atau press line Anda. Untuk uji coba, mintalah dua kumparan yang berdekatan dari panas yang sama untuk meminimalkan variabilitas saat Anda memasukkan perkakas. Jika perkiraan Anda tidak stabil, pertimbangkan program stocking di mana Anda mengatur temper dan permukaan terlebih dahulu dan hanya mengunci ketebalan dan pelapisan yang mendekati tanggal pengiriman.
Secara komersial, ada dua taktik yang selalu membantu: pertama, menyelaraskan mekanisme biaya tambahan sehingga harga tidak mengejutkan Anda di kemudian hari; kedua, mendokumentasikan metrik kinerja yang memenuhi syarat (earing %, split per seribu, nilai visual) yang memicu pengerjaan ulang atau penggantian. Metrik yang jelas melindungi kedua belah pihak.
- Layanan OEM untuk Proyek Kontainer Berbasis Pelat Timah yang Ditarik Dalam
Jika proyek mencakup pemilihan logam, pencetakan, pembentukan, dan pelapisan, perlakukan proses pengembangan Anda sebagai satu sistem. Bagikan spesifikasi → konfirmasi sampel yang dikembalikan → uji coba → peningkatan skala adalah jalur yang dapat diandalkan: mulailah dengan mengirimkan gambar dan target kinerja, dapatkan sampel lembaran datar yang dicetak dan dipernis di tumpukan Anda, jalankan uji coba pers singkat, kemudian setujui spesifikasi kumparan yang tepat untuk produksi massal. Catat tanda tangan gaya tarik dan gambar permukaan dari komponen yang baik untuk menetapkan pita penerimaan untuk lot di masa mendatang.
Jika komponen Anda akan memenuhi bahan makanan, minuman, atau bahan kimia rumah tangga, libatkan formulator pelapis lebih awal untuk memilih resin yang menjaga fleksibilitas melalui jadwal penarikan dan profil pengawetan. Terakhir, tutup lingkaran dengan vendor seamer atau tukang las Anda untuk mengonfirmasi bahwa temper dan pelapis yang Anda pilih sesuai dengan peralatan hilir.
Untuk mendiskusikan rencana koil khusus dan jadwal uji coba, Tinsun Packaging dapat mengoordinasikan pemilihan bahan, pasivasi, dan peminyakan agar sesuai dengan perkakas dan sasaran kualitas Anda.
FAQ: Memilih Kelas Pelat Timah yang Tepat untuk Gambar dan Pembentukan Dalam
Kelas pelat timah apa yang terbaik untuk menggambar dalam dan membentuk cangkir baru?
Untuk uji coba pertama, nilai SR yang lebih lembut seperti T2-T3 dengan ketebalan yang nyaman biasanya paling mudah dimaafkan. Validasi keberhasilan, kemudian optimalkan ketebalan atau temper jika kekakuan menuntutnya.
Bagaimana cara mengurangi earing ketika memilih grade tinplate yang tepat untuk deep drawing dan pembentukan?
Menstabilkan tekstur baja dasar, memilih kekasaran permukaan yang konsisten, dan menyelaraskan orientasi kosong. Perubahan kecil pada pasivasi dan oli juga dapat secara nyata mengurangi earing.
Apakah TFS dapat digunakan untuk menggambar dalam dan membentuk seperti pelat timah?
Ya, untuk produk tertentu. TFS dapat menggambar dengan baik dengan sistem pernis yang tepat, tetapi pastikan persyaratan jahitan dan solder karena TFS tidak dapat disolder seperti ETP.
Berat lapisan mana yang harus saya pilih untuk menggambar dalam dan membentuk kaleng makanan?
Sesuaikan risiko korosi dan pernis dengan isian Anda. Lapisan tanpa lemak dengan pernis yang kuat cocok untuk isian ringan; bobot timah yang lebih tinggi memberikan margin untuk masa simpan yang lama atau klorida.
Apakah grade DR cocok ketika memilih grade pelat timah yang tepat untuk deep drawing dan pembentukan?
Nilai DR memungkinkan komponen yang tipis dan kuat tetapi menuntut kontrol yang lebih ketat pada pengundian pertama. Banyak tim yang memenuhi syarat SR terlebih dahulu, kemudian menguji DR untuk meringankan setelah prosesnya stabil.
Tes apa yang paling penting untuk pemilihan pelat timah gambar dalam?
Tarik/pemanjangan, persentase earing, massa lapisan, dan kekasaran permukaan. Dalam uji coba, perhatikan kurva gaya tarik dan memo Pareto untuk mendeteksi masalah yang disebabkan oleh material dengan cepat.
Terakhir diperbarui: 2025-11-21
Changelog: Menambahkan tabel perbandingan grade/temper berdasarkan perilaku penarikan; Catatan kompatibilitas ETP vs TFS yang diperluas; Mengklarifikasi keluarga standar dan pengujian tipikal; Menyisipkan daftar KPI untuk pemantauan peluncuran.
Tanggal & pemicu tinjauan berikutnya: 2026-03-01; atau lebih cepat jika standar/spesifikasi diperbarui, kimiawi pelapis berubah, atau nilai DR baru memenuhi syarat untuk hasil imbang yang parah.
Jika Anda membutuhkan rekomendasi yang cepat dan praktis untuk Memilih Grade Pelat Timah yang Tepat untuk Gambar dan Pembentukan Dalam, kirimkan gambar dan target kinerja Anda. Tinsun Packaging menyediakan layanan khusus ini - kumparan uji coba, sampel pengembalian, dan rencana jalan yang jelas - sehingga Anda dapat meluncurkan dengan percaya diri. Anda juga bisa hubungi tim ketika Anda siap untuk bergerak.
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Solusi Coil dan Lembaran Tinplate untuk Manufaktur Industri
Dalam pencetakan akhir berkecepatan tinggi, bahan membuat atau menghancurkan waktu. Baja berlapis timah (tinplate) memberikan sifat mampu bentuk, ketahanan terhadap korosi, dan permukaan yang konsisten yang dibutuhkan cetakan Anda - menjadikan Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing sebagai jalur yang dapat diandalkan untuk mengurangi skrap dan lapisan yang lebih rapat. Jika Anda mengevaluasi nilai, permukaan akhir, atau bobot lapisan, panduan ini memberikan opsi...
-

Bahan Baku untuk Produk Terkait Pelat Timah dalam Solusi OEM Ujung Terbuka yang Mudah
Memilih dan mengontrol bahan baku yang tepat adalah dasar dari kinerja easy open end (EOE) yang andal. Dalam panduan ini, kami membongkar bagaimana pelat timah elektrolitik ditentukan, dikualifikasikan, dan dipindahkan melalui rantai pasokan OEM-sehingga Anda dapat mengubah gambar menjadi ujung yang bebas cacat dalam skala besar. Jika Anda siap untuk mempercepat proyek, bagikan spesifikasi Anda untuk...
-

Manfaat Pelat Timah Berlapis Aman Makanan dalam Industri Pengemasan Global
Pelat timah berlapis aman makanan berada di jantung pembuatan kaleng modern, melindungi rasa, nutrisi, dan masa simpan sekaligus menjaga kepatuhan tetap sederhana di seluruh perbatasan. Ketika Anda mengevaluasi Manfaat Pelat Timah Berlapis Aman Makanan dalam Industri Pengemasan Global, Anda benar-benar menilai sebuah sistem: dasar baja, lapisan timah, pasif, dan pernis yang bekerja sama untuk menghentikan korosi dan migrasi tanpa...
-

Keuntungan Menggunakan Pelat Timah Berpernis BPA-NI dalam Kemasan Logam
Memilih pelat timah berpernis BPA-NI dapat menyederhanakan persetujuan, memperkuat integritas produk, dan sekaligus membuktikan bahwa lini kemasan Anda tahan lama. Dalam seratus kata pertama, inilah kesimpulannya: keuntungan menggunakan pelat timah berpernis BPA-NI dalam kemasan logam termasuk ketahanan kimia yang kuat di berbagai kategori makanan dan rumah tangga, kinerja retort yang kuat, dan jalur yang lebih jelas menuju peraturan...