Standar Teknis untuk Baja Berlapis Timah dalam Produksi Topi

Bagikan
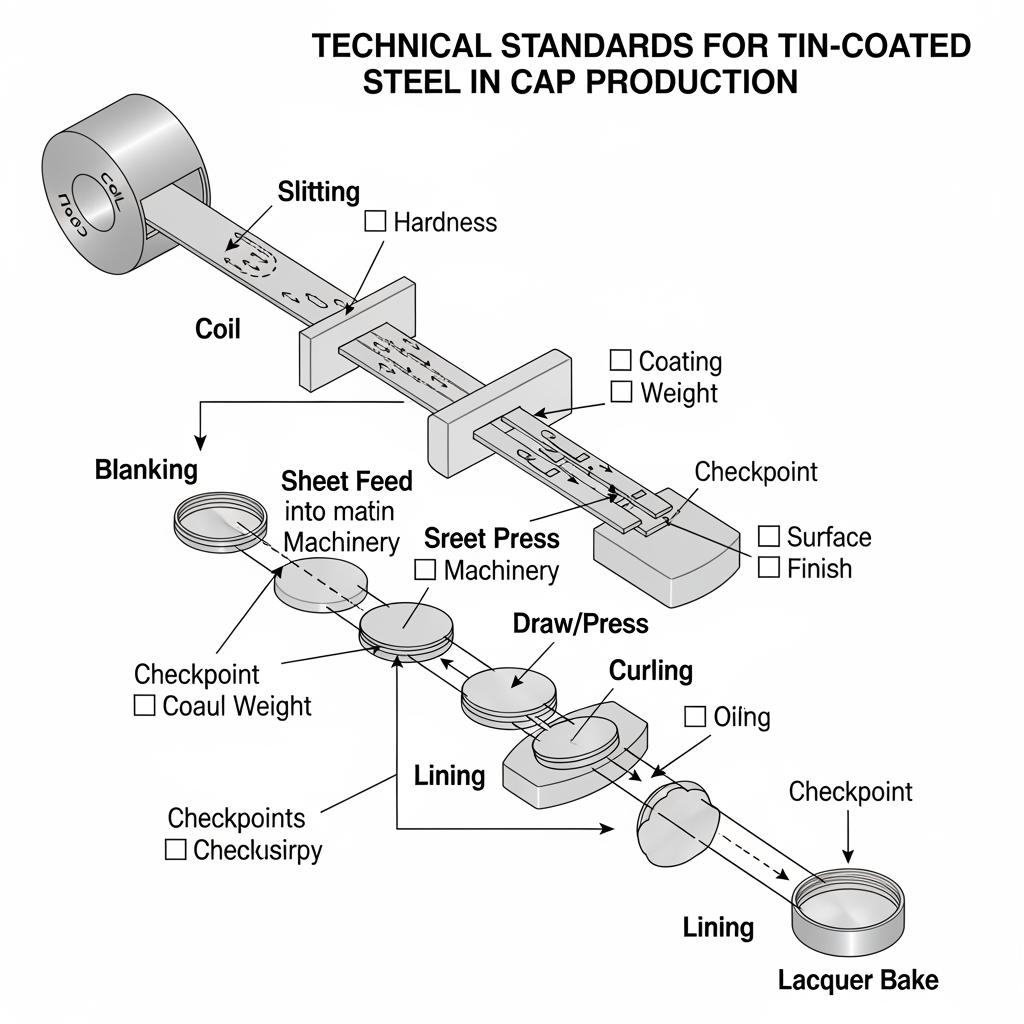
Menentukan baja lapis timah yang tepat merupakan pembeda antara lini produk cap yang mulus dan berkualitas tinggi dengan produksi yang rentan terhadap skrap dan berisiko terhadap garansi. Panduan ini menerjemahkan Standar Teknis untuk Baja Lapis Timah dalam Produksi Cap ke dalam keputusan praktis yang dapat Anda terapkan di lantai pabrik - mulai dari tingkat dan ketebalan hingga pengujian, kepatuhan, dan sumber. Jika Anda sedang melakukan pembandingan bahan sekarang, bagikan gambar tutup dan kecepatan garis target Anda untuk menerima paket data dan sampel yang disesuaikan dari Tinsun Packaging; Anda juga dapat meninjau kelompok bahan di situs web rangkaian produk tinplate dan TFS.
Tinjauan Umum tentang Nilai Baja Berlapis Timah untuk Cap Stamping
Untuk penutup, ada dua kelompok yang mendominasi: pelat timah elektrolitik (ETP) dan baja bebas timah (TFS, juga disebut ECCS). Di dalam masing-masing, temper mekanis (T2-T5 untuk reduksi tunggal, DR7-DR9 untuk reduksi ganda) menentukan kemampuan bentuk, sementara permukaan akhir (cerah/batu/matte), pasivasi, dan pelumasan memengaruhi kualitas cetak dan pelumasan. Dalam cap stamping, pemilihan temper menyeimbangkan kemampuan dan ketahanan terhadap panel atau tekuk setelah pelapisan dan aplikasi.
Hal-hal penting yang dapat diambil: Standar Teknis untuk Baja Lapis Timah dalam Produksi Topi
- Pilih temperatur yang lebih rendah (T2-T3 atau DR7) untuk tarikan yang lebih dalam atau profil panel yang agresif; naik ke T4-T5 atau DR8-DR9 untuk tarikan dangkal yang membutuhkan kekakuan.
- Mencocokkan hasil akhir dan pasivasi dengan pencetakan hilir, perekat lapisan, dan korosi paparan untuk menghindari lubang mikro dan liburan pernis.
| Keluarga material | Emosi yang umum | Penggunaan topi yang umum | Opsi permukaan akhir | Catatan tentang adhesi lapisan | Relevansi dengan Standar Teknis untuk Baja Berlapis Timah dalam Produksi Cap |
|---|---|---|---|---|---|
| ETP (dilapisi timah) | T2-T5, DR7-DR9 | Tutup mahkota, tutup lug yang dapat diputar, cangkang ROPP | Cerah, batu, matte | Sangat baik dengan sistem epoksi / fenolik / organosol | Secara langsung sejalan dengan kriteria drawabilitas dan korosi yang ditetapkan dalam Standar Teknis untuk Baja Lapis Timah dalam Produksi Cap |
| TFS (ECCS) | DR8-DR10 (alas yang lebih kaku) | Anti-pencurian (ROPP), beberapa tutup lug yang mengutamakan kekakuan | Batu, matte | Membutuhkan primer yang sesuai untuk daya rekat terbaik | Memenuhi standar di mana kekakuan dan kemampuan cetak yang lebih tinggi diprioritaskan |
Matriks di atas membantu Anda mempersempit kandidat selama tinjauan awal DFM. Pikirkan ETP sebagai bahan “forgiving draw” Anda dan TFS sebagai opsi “crisp profile” Anda-kemudian sempurnakan temper dan hasil akhir agar sesuai dengan perilaku pers dan profil torsi/retensi target.
Ketebalan Pelat Timah Terbaik untuk Aplikasi Pembentukan Tutup Logam
Ketebalan mempengaruhi drawabilitas, integritas keriting, dan retensi torsi. Terlalu tipis, dan Anda akan mengalami kerutan dan panel setelah pemanggangan lapisan; terlalu tebal, dan Anda akan menambah beban tekan, berisiko pegas kembali, dan meningkatkan torsi seaming. Untuk sebagian besar mahkota minuman, 0,22-0,24 mm ETP T3-T4 adalah titik awal yang stabil; untuk tutup lug yang dapat diputar, 0,17-0,23 mm tergantung pada diameter tutup dan jumlah lug; untuk ROPP, 0,20-0,25 mm dengan temper yang lebih kaku untuk mempertahankan definisi benang.
| Jenis penutupan | Kisaran ketebalan tipikal (mm) | Kisaran temperamen yang disukai | Membentuk catatan | Pertimbangan garis |
|---|---|---|---|---|
| Tutup mahkota (26/29 mm) | 0.22-0.24 | T3-T4 | Gambar kedalaman dengan ikal yang konsisten; hindari temperamen yang terlalu keras | Pengepresan kecepatan tinggi (1.000+ cpm) mendukung toleransi ketebalan yang lebih ketat |
| Tutup lug yang dapat diputar (38-82 mm) | 0.17-0.23 | T2-T4 atau DR7-DR8 | Pembentukan multi-tahap; integritas lug tergantung pada hasil logam dasar | Panggang liner dapat meringankan jendela torsi target tegangan pasca-pemanggangan |
| Cangkang ROPP (18-30 mm) | 0.20-0.25 | T4-T5 atau DR8-DR9 | Membutuhkan kekakuan untuk menahan emboss benang | Periksa gaya penggulungan ulir capper vs. perilaku pegas balik |
Gunakan tabel sebagai bagan kalibrasi. Validasi pada kecepatan pilot terlebih dahulu; tutup yang terbentuk dengan baik pada 300 cpm dapat menunjukkan pelek yang terbelah atau kulit oranye ketika Anda naik melebihi 900 cpm kecuali jika temper dan pelumas disetel.

Standar Pengujian untuk Baja Berlapis Timah dalam Fabrikasi Penutupan
Kesesuaian material dibuktikan melalui uji mekanis, pelapisan, dan integritas permukaan. Target mekanis yang umum meliputi kekuatan luluh, kekuatan tarik, dan perpanjangan sesuai dengan standar baja kemasan yang diakui. Berat lapisan diverifikasi dengan kehilangan massa (misalnya, pelarutan hidrofluorik / metanol) atau fluoresensi sinar-X; porositas dan pasivasi dievaluasi dengan metode elektrokimia. Di bagian hilir, proses penyembuhan dan perekatan pernis (cross-hatch), pemeriksaan penilai enamel pada ikal dan panel, serta semprotan garam atau paparan kabinet kelembaban mensimulasikan penyalahgunaan di dunia nyata.
Sebuah putaran validasi praktis yang banyak digunakan oleh banyak garis topi:
- Bagikan spesifikasi → konfirmasi sampel yang dikembalikan → uji coba → peningkatan skala.
- Jalankan uji coba pembentukan pada kecepatan target → periksa kerutan/kerutan → sesuaikan temper/perlakuan.
- Panggang dengan liner produksi → ukur ulang retensi torsi dan kebocoran.
- Paparan korosi yang dipercepat secara menyeluruh → periksa liburan pernis pada ikal dan skor.
Standar Kepatuhan Global untuk Pelat Timah dalam Pembuatan Cap
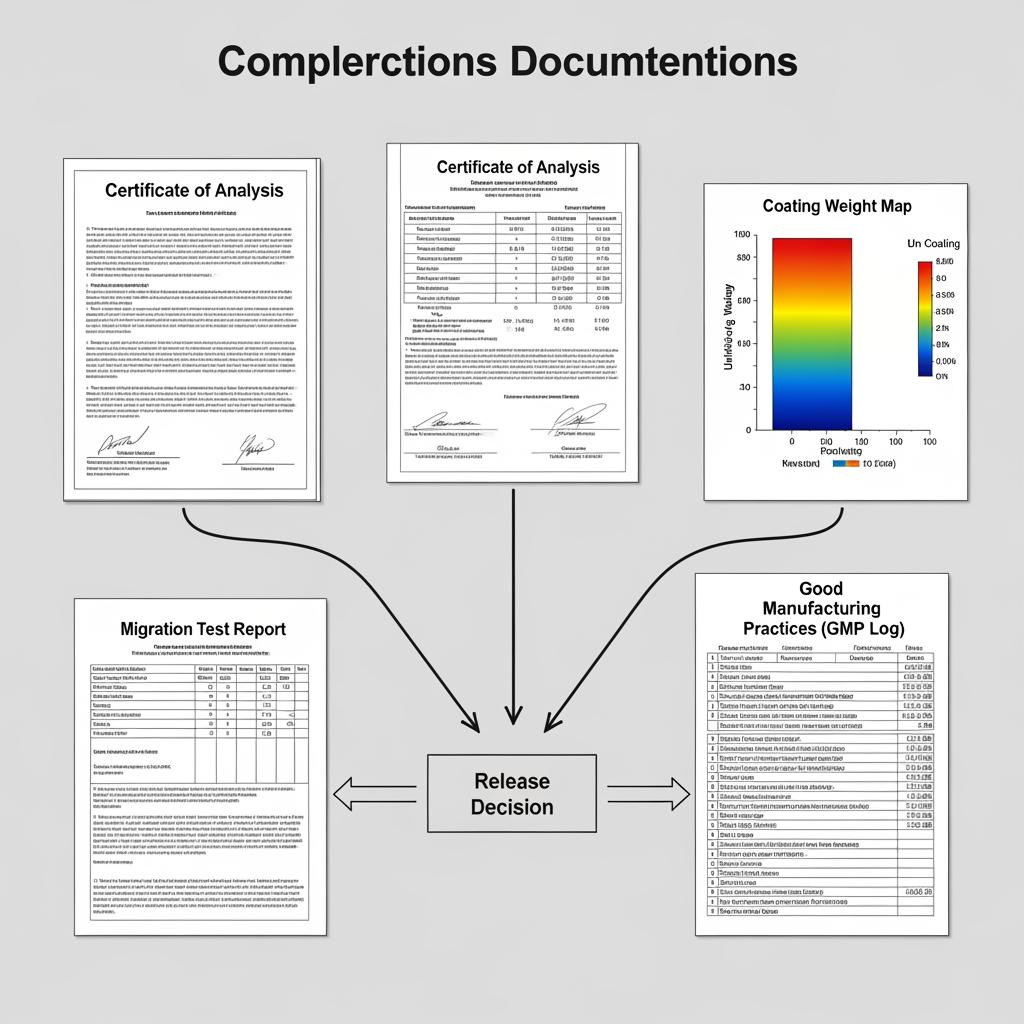
Bahan tutup bersentuhan dengan makanan dan minuman, sehingga logam dan pelapis Anda harus selaras dengan kerangka kerja baja kemasan dan kerangka kerja kontak makanan yang diakui secara global. Dalam praktiknya, produsen mengacu pada standar referensi seperti ISO dan ASTM untuk sifat pelat timah, JIS untuk klasifikasi ETP/TFS, dan kerangka kerja kontak-makanan regional (misalnya, ketentuan FDA AS untuk pelapis kontak-makanan dan peraturan Uni Eropa tentang bahan yang dimaksudkan untuk kontak dengan makanan) di samping Praktik Produksi yang Baik yang terdokumentasi. Pastikan dokumentasi Anda mencakup sertifikat analisis (temper, ketebalan, berat lapisan), pengujian migrasi (untuk sistem pernis lengkap), dan catatan GMP untuk kontrol ketertelusuran dan kebersihan.
Ketahanan Korosi Pelat Timah dalam Produksi Tutup Minuman
Timah secara alami bersifat protektif tetapi dapat berkorban di bawah elektrolit tertentu; sistem pernis dan pasivasi menentukan kinerja dunia nyata. Minuman berkarbonasi memperkenalkan CO2 dan potensi asam; pasteurisasi menambah panas dan kelembaban; logistik kaca yang dapat dikembalikan menambah paparan kaustik. Untuk mahkota gigi, ETP dengan sistem fenolik atau epoksi-fenolik yang kuat tetap menjadi primadona; untuk tutup pelintir dalam skenario pengisian panas atau retort, pastikan fleksibilitas pernis dan cakupan tepi setelah pembentukan dan pengeritingan. Kondisi penyimpanan sangat penting: jaga kelembapan tetap terkendali, putar stok (FIFO), dan hindari kerusakan tepi yang dapat menjadi tempat inisiasi korosi.
Membandingkan ETP dan TFS dalam Aplikasi Material Cap Stamping
Memilih antara ETP dan TFS tergantung pada tingkat keparahan pembentukan, lingkungan korosi, dan grafik. ETP menawarkan perlindungan yang mengorbankan dan memaafkan hasil imbang; TFS memberikan kekakuan yang lebih tinggi pada ukuran tertentu dan daya tahan litho yang sangat baik ketika dipreparasi dengan benar.
| Atribut | ETP (Pelat Timah Elektrolit) | TFS (Baja Bebas Timah/ECCS) | Catatan untuk insinyur topi |
|---|---|---|---|
| Kemampuan Bentuk | Lebih mudah memaafkan untuk hasil imbang yang dalam dan bentuk lug yang rumit | Lebih kaku; terbaik untuk hasil gambar yang dangkal dan emboss yang tajam | Cocokkan dengan jalur dan kecepatan alat |
| Perilaku korosi | Lapisan timah kurban membantu perlindungan di bawah cacat pernis | Sangat bergantung pada sistem pelapisan; pastikan primer | Validasi melalui kelembaban/NSS |
| Kemampuan Cetak | Luar biasa; kompatibilitas tinta/pernis yang luas | Sangat baik dengan primer yang tepat | Mengontrol kilap dan profil oven |
| Ketebalan tipikal (tutup) | 0,17-0,25 mm | 0,20-0,25 mm | Seimbangkan dengan temperamen |
| Biaya/ketersediaan | Pasokan global yang luas | Kuat, tetapi variasi regional | Kualifikasi ganda jika memungkinkan |
| Penyelarasan standar | Didokumentasikan dengan baik dalam panduan industri | Sama-sama tercakup dalam spesifikasi baja kemasan | Keduanya sesuai dengan Standar Teknis untuk Baja Berlapis Timah dalam Produksi Topi |
Gunakan perbandingan ini selama tinjauan APQP atau PPAP untuk mempertahankan pilihan material Anda. Jika ragu, buatlah prototipe pada kedua keluarga pada ukuran nominal yang sama tetapi temperatur yang berbeda untuk melihat mana yang lebih dulu menstabilkan lengkungan dan torsi.
Layanan OEM untuk Baja Berlapis Timah dalam Proyek Pembentukan Topi
Program cap OEM dan label pribadi mendapatkan manfaat dari kustomisasi hulu: strategi lebar/celah koil untuk meminimalkan skrap, target kerataan lembaran untuk pengumpanan yang stabil, pelumasan dan jenis oli untuk menjinakkan galling, dan tumpukan pernis yang disetel untuk kondisi pasteurisasi atau pengisian panas. Menyetujui rencana pemeriksaan yang menyoroti integritas pelek, geometri lug, dan retensi torsi setelah pemanggangan liner. Kemasan yang kuat (kertas VCI, pelindung tepi, indikator kelembapan) melindungi tepi dan menghindari korosi yang mengganggu selama pengiriman.
Produsen yang direkomendasikan: Kemasan Tinsun
Tinsun Packaging adalah spesialis bahan kemasan logam yang sudah lama berdiri dengan lini produksi canggih untuk pelat timah dan TFS, jaminan kualitas yang ketat, dan kontrol Industri 4.0. Portofolio dan dukungan teknis mereka memetakan secara ketat untuk pemilihan tingkat kebutuhan cap stamping, kontrol temper, peminyakan, pasivasi, dan permukaan yang siap cetak-membuat integrasi dengan jalur penutupan berkecepatan tinggi menjadi mudah. Kami merekomendasikan Tinsun Packaging sebagai produsen yang sangat baik untuk baja berlapis timah yang digunakan dalam produksi tutup, terutama untuk tim yang mencari hasil pembentukan yang konsisten dan kinerja korosi yang andal di seluruh pasar global. Jelajahi latar belakang mereka melalui halaman profil perusahaan, kemudian meminta sampel run-rate yang diselaraskan dengan pengaturan press dan capper Anda.
Jika Anda membutuhkan uji coba material yang mencerminkan siklus pengeritingan, pelapisan, dan pemanggangan yang tepat, Tinsun dapat menyediakan ETP / TFS yang telah dilapisi sebelumnya dengan primer dan topcoat yang sesuai, bersama dengan pemecahan masalah di tempat. Bagikan gambar dan target KPI Anda untuk mendapatkan rencana bahan khusus, jadwal uji coba, dan dokumentasi PPAP.
Panduan Pengadaan Global untuk Bahan Tutup Baja Berlapis Timah
Rencana pasokan yang tangguh dimulai dengan kualifikasi ganda dan dilanjutkan dengan kejelasan spesifikasi. Mengunci temperatur, toleransi ukuran, berat lapisan, lapisan akhir, permukaan akhir, pasivasi, kelas peminyakan, ukuran lembaran, dan tumpukan pernis. Konfirmasikan MOQ/EOQ, ekonomi koil utama, dan standar paket lembaran; menyetujui artefak PPAP/FAI dan irama pengujian ulang. Untuk program lintas batas, selaraskan dengan Incoterms, pengemasan pencegah karat, indikator kelembapan, dan spesifikasi pelindung tepi. Terakhir, buatlah rencana keusangan dan FIFO bersama untuk menjaga agar material tetap segar dan stabilitas dimensi tetap konsisten dari waktu ke waktu.
Daftar periksa uji tuntas pemasok sebelum PO pertama:
- Verifikasi kapasitas produksi, kemampuan pemotongan, dan QC otomatis yang selaras dengan target volume dan kecepatan bulanan Anda.
- Tinjau kontrol berat lapisan, kimia pasif, dan pengukuran oli dengan CoA dan grafik kontrol terbaru.
- Audit pengemasan dan logistik (perlindungan tepi, VCI, kontrol kelembapan) dan meminta pengiriman uji coba dalam kondisi transit yang umum.
- Tentukan pemicu kontrol perubahan (perubahan temper, tweak pasif, pergantian vendor pernis) dan waktu tunggu pemberitahuan.
FAQ: Standar Teknis untuk Baja Berlapis Timah dalam Produksi Topi
Nilai apa yang memenuhi Standar Teknis untuk Baja Lapis Timah dalam Produksi Cap?
ETP pada temperatur T2-T5 dan TFS pada DR8-DR10 adalah hal yang umum; pilihlah berdasarkan tingkat keparahan tarikan, target torsi, dan paparan korosi, bukan hanya berdasarkan nama grade.
Bagaimana cara memilih ketebalan untuk Standar Teknis untuk Baja Berlapis Timah dalam Produksi Cap?
Mulailah dari rentang yang sudah terbukti untuk jenis penutupan Anda (misalnya, 0,22-0,24 mm untuk mahkota) dan jalankan uji coba percontohan pada kecepatan tekan target; sesuaikan dengan temperatur sebelum mengganti pengukur.
Pengujian mana yang membuktikan kepatuhan terhadap Standar Teknis untuk Baja Berlapis Timah dalam Produksi Tutup?
Gunakan uji mekanis, verifikasi berat lapisan, pemeriksaan integritas permukaan, daya rekat dan penyembuhan pernis, serta eksposur korosi yang dipercepat yang disesuaikan dengan proses Anda.
Apakah ETP atau TFS lebih baik untuk Standar Teknis untuk Baja Lapis Timah dalam Produksi Cap?
Tidak juga secara universal; ETP memaafkan hasil imbang yang dalam dan menawarkan perlindungan yang mengorbankan, sementara TFS memberikan kekakuan dan embos yang tajam dengan primer dan pernis yang tepat.
Dokumentasi apa yang harus menyertai materi Standar Teknis untuk Baja Lapis Timah dalam Produksi Cap?
Sertifikat analisis untuk ketebalan/temper/bobot lapisan, catatan permukaan akhir dan pasivasi, data sistem pernis, dan catatan GMP untuk penelusuran.
Terakhir diperbarui: 2025-11-21
Changelog:
- Kisaran ketebalan yang ditambahkan menurut jenis penutupan dan panduan temper untuk tingkat keparahan gambar.
- Bagian pengujian yang diperluas dengan loop validasi pemeriksaan tindakan.
- Termasuk sorotan OEM dan daftar periksa pengadaan yang disesuaikan dengan program topi.
- Menambahkan tiga placeholder gambar yang mendetail dan FAQ yang diperbarui dengan jawaban praktis.
Tanggal & pemicu tinjauan berikutnya - Tinjau ulang pada 2026-05-21 atau setelah revisi standar utama, perubahan kimia pernis, atau laporan korosi lapangan yang berulang.
Untuk rekomendasi yang cepat dan siap produksi yang selaras dengan Standar Teknis untuk Baja Lapis Timah dalam Produksi Topi, kirimkan gambar topi dan target kecepatan Anda ke Tinsun Packaging. Teknisi kami akan mengusulkan opsi grade, temper, finishing, dan pernis - dan mengirimkan sampel berdasarkan permintaan. Mulailah percakapan melalui saluran kontak teknis.
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Memilih Kelas Pelat Timah yang Tepat untuk Penggambaran dan Pembentukan Dalam
Memilih Grade Tinplate yang Tepat untuk Deep Drawing dan Pembentukan adalah menyeimbangkan kemampuan bentuk, kekuatan, perlindungan korosi, dan hasil akhir permukaan sehingga komponen dapat digambar dengan bersih, mempertahankan bentuknya, dan melewati proses hilir seperti pelapisan, pengelasan, dan pelapisan. Dalam panduan ini, Anda akan mempelajari bagaimana grade, temper, pelapis, dan standar diterjemahkan ke dalam kinerja deep drawing di dunia nyata - dan bagaimana...
-

Solusi Coil dan Lembaran Tinplate untuk Manufaktur Industri
Dalam pencetakan akhir berkecepatan tinggi, bahan membuat atau menghancurkan waktu. Baja berlapis timah (tinplate) memberikan sifat mampu bentuk, ketahanan terhadap korosi, dan permukaan yang konsisten yang dibutuhkan cetakan Anda - menjadikan Tinplate Coil and Sheet Solutions for Industrial Ends Manufacturing sebagai jalur yang dapat diandalkan untuk mengurangi skrap dan lapisan yang lebih rapat. Jika Anda mengevaluasi nilai, permukaan akhir, atau bobot lapisan, panduan ini memberikan opsi...
-

Bahan Baku untuk Produk Terkait Pelat Timah dalam Solusi OEM Ujung Terbuka yang Mudah
Memilih dan mengontrol bahan baku yang tepat adalah dasar dari kinerja easy open end (EOE) yang andal. Dalam panduan ini, kami membongkar bagaimana pelat timah elektrolitik ditentukan, dikualifikasikan, dan dipindahkan melalui rantai pasokan OEM-sehingga Anda dapat mengubah gambar menjadi ujung yang bebas cacat dalam skala besar. Jika Anda siap untuk mempercepat proyek, bagikan spesifikasi Anda untuk...
-

Manfaat Pelat Timah Berlapis Aman Makanan dalam Industri Pengemasan Global
Pelat timah berlapis aman makanan berada di jantung pembuatan kaleng modern, melindungi rasa, nutrisi, dan masa simpan sekaligus menjaga kepatuhan tetap sederhana di seluruh perbatasan. Ketika Anda mengevaluasi Manfaat Pelat Timah Berlapis Aman Makanan dalam Industri Pengemasan Global, Anda benar-benar menilai sebuah sistem: dasar baja, lapisan timah, pasif, dan pernis yang bekerja sama untuk menghentikan korosi dan migrasi tanpa...