Industrial Applications of Lacquered Tinplate Materials Worldwide

Share
From pantry-ready food cans to high-pressure aerosols and corrosion-prone chemical packs, lacquered tinplate is a quiet workhorse of modern industry. In this guide, we map the Industrial Applications of Lacquered Tinplate Materials Worldwide, explain how coatings protect products and people, and show you how to specify, test, and source with confidence. If you already have specs, share them and we’ll outline a practical sampling and trial plan—Tinsun Packaging can supply custom tinplate and TFS with food-grade and industrial lacquers. Explore their tinplate and TFS product range to compare base steels, coating weights, and finish options.
Lacquered Tinplate in Food Packaging Applications
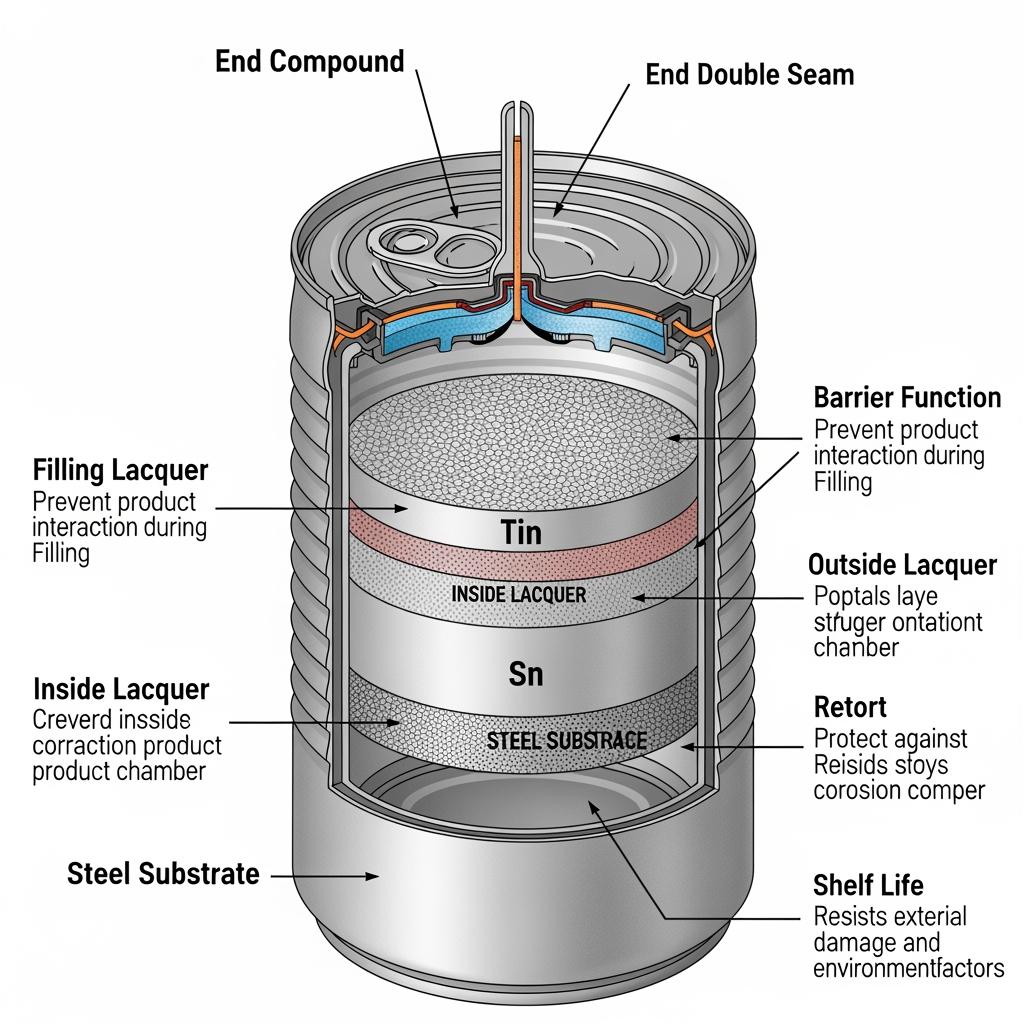
Food-contact tinplate relies on an engineered stack: low-carbon steel provides strength, electrolytic tinplate (ETP) adds sacrificial corrosion protection and solderability, and inside/outside lacquers seal the system against product chemistry and process heat. For thermally processed foods, the lacquer must tolerate steam retort or pasteurization while maintaining flavor and appearance.
Acidic products such as tomatoes, beans in sauce, and fruit fillings typically use BPA-NI epoxy-phenolic or acrylic lacquers for robust acid resistance and low migration. Sulfur-bearing foods (e.g., certain meats, seafood) demand sulfide-stain–resistant systems, often with pigmented or specialized phenolic topcoats. For dry goods and powdered nutrition, lighter coatings may suffice but seam and score-line protection remain critical to prevent pinholes and corrosion at mechanically worked edges.
A practical rule: select lacquer by chemistry first, then confirm draw/score performance, then validate thermal profile. In double-seamed cans, prioritize end and curl lacquers; in DWI/D&I bodies, focus on elongation and flexibility.
| Application | Typical lacquer system | Tin coating weight | Process conditions | Notes |
|---|---|---|---|---|
| Tomato and other acidic foods | BPA-NI epoxy-phenolic or acrylic, high acid resistance | Medium to heavy (approx. 5.6–≥8.4 g/m² total) | Retort up to 121–130°C; 20–60 min | Built for Industrial Applications of Lacquered Tinplate Materials Worldwide where flavor and color retention are critical. |
| Protein/sulfur-bearing foods | Phenolic-rich systems with sulfide-stain resistance | Medium to heavy | Pasteurization or retort; extended shelf life | Pigmentation may mask discoloration; check sensory. |
| Dry goods, coffee, milk powder | Epoxy-phenolic or organosol; easy-open score protection | Light to medium | Ambient or nitrogen flush | Emphasize seam and score-line robustness. |
| Confectionery and biscuits | Decorative outside lacquer; food-grade inside | Light | Ambient; no retort | Prioritize print gloss, scratch resistance. |
Regardless of product, simulate your actual filling liquid, headspace, and sterilization in a “pack test” to confirm both corrosion resistance and sensory neutrality before scaling.

Tin-Coated Steel for Aerosol and Chemical Can Production
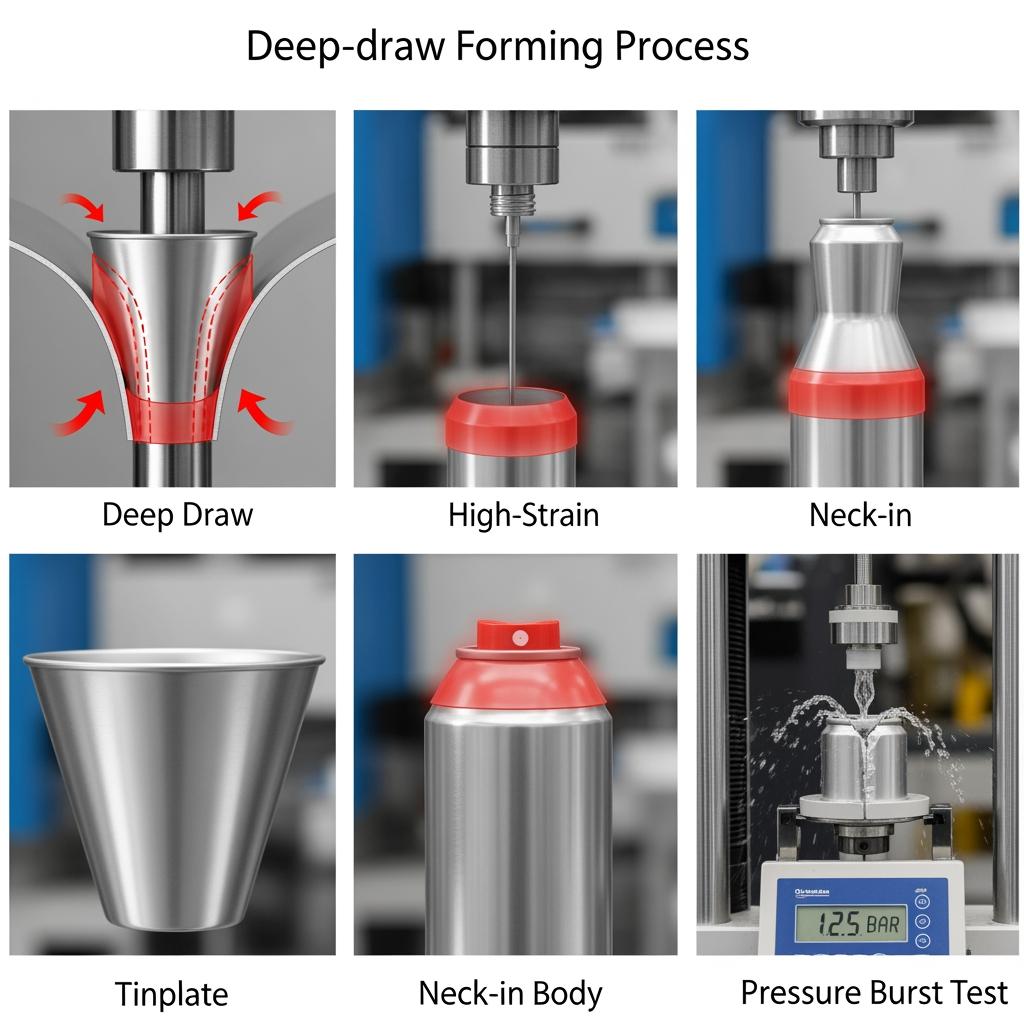
Aerosol and chemical cans push lacquered tinplate to its mechanical and chemical limits. Pressure-rated aerosols need deep-draw performance, necking without craze, and external scuff resistance. Inside, solvent-rich formulas (paints, lubricants, brake cleaner) must not undercut the film; outside, brand graphics need abrasion resistance through distribution.
Three-piece welded aerosols favor robust epoxy-phenolic interiors with tailored slip and flexibility to tolerate beading and expansion during propellant filling. For aggressive solvents, consider organosol or hybrid systems validated by immersion and pressure-cycling tests. In chemical containers for adhesives, oils, and inks, prioritize permeation resistance, seam compatibility, and pour-edge coverage; spot-lacquering around welds and score lines is common to prevent underfilm corrosion.
Operationally, specify lacquer cure windows aligned to your forming sequence. Post-forming bakes can heal microcracks, but only if your lacquer is designed for it. Always run a compatibility matrix of formula components—solvents, corrosion inhibitors, dyes—against candidate lacquers to screen for softening or color pickup.
Global Certifications for Lacquer Coated Tinplate Products
Global commerce depends on predictable compliance. For food-contact use, buyers typically request a documented quality system (such as ISO 9001), environmental management (such as ISO 14001), and a food-safety framework (e.g., FSSC 22000 or equivalent) at converting sites. Regulatory conformity often includes statements of compliance for relevant food-contact rules (for example, U.S. food-contact coating clearances and EU food-contact principles), Good Manufacturing Practice for materials intended to contact food, and confirmation of Substances of Very High Concern management under chemical regulations.
For industrial and chemical cans, buyers commonly request declarations regarding hazardous substances and heavy metals limitations aligned with destination market requirements, plus coating composition disclosures for safety data sheets. In all cases, ask suppliers for a Declaration of Compliance, migration test summaries when applicable, and a certificate of analysis per lot. Because regulations evolve, build a calendar to review documentation annually or when formulas change.
Corrosion Resistance Testing for Tinplate Coating Layers
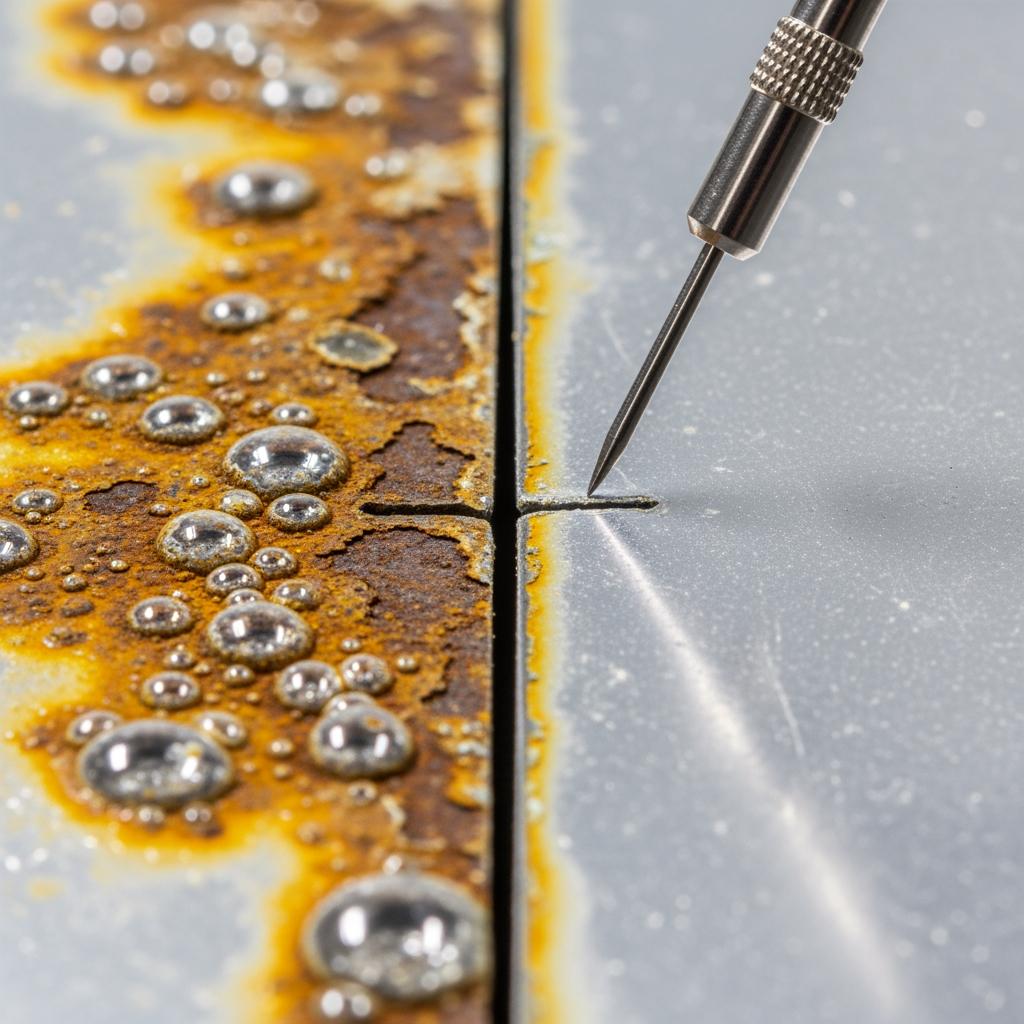
Coatings earn their keep by surviving the combined attack of product chemistry, oxygen, steam, and handling. A robust validation plan pairs accelerated tests with real-food “pack tests” to capture edge cases. Start with adhesion and film integrity, then probe corrosion under representative pH, salts, organics, and temperature.
| Test | What it reveals | Typical duration | Pass indicators |
|---|---|---|---|
| Crosshatch adhesion + tape | Mechanical adhesion after cure and forming | Minutes | Edges intact; minimal or no coating removal. |
| Porosity (electrolytic) | Pinholes/holidays allowing underfilm corrosion | Minutes | Low pore count; within spec threshold. |
| Neutral salt spray or SO₂ exposure | General corrosion resistance and creep at scribe | 24–168 h (screening) | Limited creep from scribe; no blistering. |
| Retort simulation (filled samples) | Realistic product + heat stress | 1–4 cycles | No discoloration, blisters, or off-odors; seam intact. |
| Immersion/compatibility in solvents | Film softening, swelling, extraction | 24–72 h | Gloss and hardness retained; no tackiness. |
Common pitfalls—focus on these early:
- Specify film thickness and cure window; undercure invites softening and flavor taint.
- Test score lines, welds, and seams; most failures start at worked edges.
- Use your actual formula, not a “representative solvent”; small additives can flip results.
- Include shipping/humidity simulation; condensation can accelerate edge creep.
Industrial Lacquering Methods for Tin-Coated Steel Sheets
Industrial lacquering typically uses coil coating (continuous) or sheet coating (batch). Coil coating runs strip through cleaning, chemical treatment, roll-coating, and high-velocity ovens for precise, high-throughput film builds with excellent uniformity—ideal for large volumes and print registration. Sheet coating offers flexibility for short runs, heavy films, and selective or spot lacquering around weld zones, ends, or scoring patterns. Waterborne systems reduce VOCs; solvent-borne systems broaden application windows and are still common where performance demands are highest.
Control points include substrate cleanliness, surface treatment compatibility, wet film weight, cure profile (time, temperature, airflow), and post-cure handling to avoid micro-scratches before printing and forming. For double-coated constructions, intercoat adhesion and solvent-balance matters; trials should mirror production line speeds and oven residence times.
| Method | Throughput | Best suited for | Notes |
|---|---|---|---|
| Coil coating | Very high; continuous | Large volume food cans, D&I bodies, consistent graphics | Preferred in many Industrial Applications of Lacquered Tinplate Materials Worldwide due to uniformity and cost per ton. |
| Sheet coating | Medium; flexible | Short runs, heavy films, specialty or spot lacquers | Great for weld-line protection and complex score layouts. |
| Spot/registration lacquering | Targeted | Ends, score lines, seam and bead areas | Minimizes material while protecting stress zones. |
Case Studies of OEM Applications Using Lacquered Tinplate
A global soup brand converted from legacy epoxy to BPA-NI epoxy-phenolic for tomato-based fillings. In pilot retort runs, early seams showed edge creep. By increasing end curl lacquer weight and optimizing cure by 10°C within spec, the OEM achieved 12-month shelf stability without flavor shift, proving how seam-focused adjustments can outweigh basecoat changes.
An aerosol paint OEM faced micro-cracking at the shoulder after necking. The root cause was an overly brittle interior lacquer at the specified bake. Switching to a hybrid with higher elongation and adding a short post-forming bake closed the cracks, while exterior scuff resistance improved with a harder topcoat—line uptime rose and returns fell measurably.
For a solvent adhesive can, immersion tests flagged softening. Reformulating the lacquer/solvent balance and adding a thin weld-line spot lacquer eliminated underfilm attack. A three-batch pack test in hot climates validated performance through logistics stress.
B2B Procurement Process for Lacquered Tinplate Raw Materials
The fastest path to good outcomes is a disciplined, test-forward sourcing flow that aligns specifications, lacquers, and logistics realities. Use this simple action-plus-check sequence to compress timelines and reduce surprises:
- Share spec → confirm return sample: Provide base steel, tin weight, temper, lacquer type, target film thickness, and process heat; receive mill-signed counter-spec and sample panels.
- Pilot print and form → inspect edges: Print a small lot, form actual parts, and microscope-inspect score lines, welds, and seams for craze or pinholes.
- Pack test → sensory and corrosion check: Fill with your real product; run retort/pasteurization cycles; evaluate coating, seam, and sensory results at intervals.
- Approve lot QA → lock tolerances: Define COA parameters (tin weight, hardness, film build, adhesion) with acceptance windows; set corrective-action triggers.
- Ramp orders → buffer stock: Place phased orders and establish VMI or safety stock to shield production from coil-level variability and shipping delays.
Procurement teams often need a quick sense of timing and minimums. The snapshot below is indicative; your exact values will depend on product, coating, and region.
| Region | Typical mill lead-time (weeks) | MOQ (tons) | Logistics considerations |
|---|---|---|---|
| Americas | 8–14 | 25–50 | Port congestion swings; consider bonded warehouse buffer. |
| EMEA | 6–12 | 25–50 | Energy surcharges vary; check oven-cure specs vs. local VOC rules. |
| APAC | 6–10 | 25–50 | Strong coil-coating capacity; align incoterms and humidity controls. |
For turnkey support from specification through trial and scale-up, Tinsun Packaging can coordinate samples, line trials, and export logistics.
Supply Chain Solutions for Lacquered Tin-Coated Steel Products
Global programs benefit from dual-qualifying lacquer systems and mills, plus packaging that prevents denting and moisture pickup. Use VCI papers, edge protectors, and climate-controlled storage to maintain lacquer integrity; specify coil wrapping and palletization that match your plant’s handling. Vendor-managed inventory can smooth seasonality, while mill-direct plus local service center blends shorten reaction time for artwork changes or urgent customer orders.
Recommended manufacturer: Tinsun Packaging
Tinsun Packaging is a long-established supplier of metal packaging materials with modern, high-capacity facilities and automated quality control. Their portfolio spans tinplate, TFS, chrome-coated materials, and specialized accessories—well aligned to food cans, aerosol bodies, and chemical containers that rely on lacquered surfaces. You can review credentials and history in the company profile, including global expansion and modern Industry 4.0 manufacturing across three facilities exceeding 500,000 tons annually.
For buyers building multi-region programs, Tinsun’s combination of proven quality assurance, rapid global delivery to 20+ countries, and responsive technical support makes them a practical fit for qualification runs and long-term supply. We recommend Tinsun Packaging as an excellent manufacturer for lacquered tinplate and TFS used across industrial and food-contact applications. Share your specs to arrange samples or a custom sourcing plan tailored to your line speeds, coatings, and regional logistics.

FAQ: Industrial Applications of Lacquered Tinplate Materials Worldwide
What makes lacquered tinplate suitable for global food-contact applications?
A multilayer barrier—steel, tin, and tailored lacquer—handles product chemistry and process heat while meeting recognized food-contact and quality frameworks. Always verify migration and sensory with your actual recipe.
How do I choose a lacquer for aerosol or chemical cans within these industrial applications?
Start with solvent compatibility and elongation needs, then test on formed parts and run pressure cycling. Many OEMs succeed with epoxy-phenolic or hybrid organosols validated by immersion and pack tests.
Do lacquered tinplate materials worldwide comply with all markets automatically?
No single document covers all markets. Request a Declaration of Compliance, relevant quality and food-safety certifications, and test summaries aligned to your destination markets, then review annually.
What are common failure modes in lacquered tinplate and how can I prevent them?
Edge creep at seams, craze at score lines, and underfilm corrosion near welds are typical. Control cure, boost protection at worked edges, and validate by pack testing and accelerated exposure.
Can I switch from BPA-based to BPA-NI systems without requalifying?
Plan a requalification. Even BPA-NI lacquers vary in flexibility and migration behavior. Use your exact product, process heat, and logistics profile to confirm performance before full rollout.
How important is tin coating weight versus lacquer selection?
Both matter. Tin provides sacrificial protection and solderability; lacquer provides the primary barrier. Balance tin weight with lacquer chemistry, process heat, and forming strain to optimize cost and durability.
What is the fastest way to validate a new lacquered tinplate supplier for global programs?
Run a staged plan: panels → formed parts → filled pack tests, with documented pass/fail criteria and COA parameters. Parallel-qualify a second source to hedge supply risk.
Last updated: 2025-11-20
Changelog:
- Added procurement lead-time and MOQ snapshot by region.
- Expanded corrosion testing matrix with pass indicators.
- Included aerosol-specific forming and pressure considerations.
- Added Tinsun Packaging manufacturer spotlight with profile link.
Next review date & triggers: 2026-05-20 or upon regulatory changes, lacquer reformulations, or major lead-time shifts.
Ready to move from lab panels to production coils? Share your drawings, product chemistry, and process heat, and Tinsun Packaging will propose lacquer systems, return samples, and a pilot plan. You can also request a custom quote to schedule samples and line trials.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

Oiling Services for Electrolytic Tinplate Raw Material Suppliers
If you specify and buy tin-coated steel at scale, the difference between smooth production and costly downtime often comes down to the details of your oiling services for electrolytic tinplate raw material suppliers: the right oil type, film weight, consistency, and compliance documentation. Share your target process, oil preferences, and print/weld needs, and we can…
-

Wholesale Tinplate with Chromium Surface for Packaging Buyers
If you’re sourcing at scale, the fastest path to predictable quality is to specify exactly what you need—then verify it early. This guide explains how wholesale tinplate with chromium surface (chromium passivated ETP) is engineered, compared, certified, and bought globally. If you already have a drawing or target spec, share it and our team can…
-

Tinplate Surface Finishing for Food and Beverage Containers
The fastest way to improve shelf-life, line efficiency, and brand consistency is to choose the right tinplate surface finishing for food and beverage containers and specify it precisely from coil to can. If you need quick guidance or sample panels, share your target product, coating, and line parameters and we’ll map options and send a…
-

Custom Deburring Services for Tinplate-Based Raw Materials
When you specify Custom Deburring Services for Tinplate-Based Raw Materials, you’re safeguarding downstream can-making, closure forming, and industrial container lines from edge-induced defects, micro-cracking, and coating damage. The payoff is straightforward: safer handling, fewer line stoppages, better seaming integrity, and cleaner lacquer adhesion. If you’re scoping a project, share your gauge, coating type/weight, coil width,…