Industrial Tinplate Solutions for Rechargeable Battery Casings

Share
If your battery program needs predictable forming, clean welds, and corrosion-margin without cost blowouts, Industrial Tinplate Solutions for Rechargeable Battery Casings deliver a proven path. Tin-coated steel brings a tight balance of strength, conductivity, and recyclability that suits cylindrical, prismatic, and button-cell shells across consumer and industrial platforms. If you’re scoping a new cell line or rationalizing vendors, share your drawings and volume targets and we’ll translate them into a mill-ready spec and pilot plan. For fast sampling and a practical overview of available gauges and tempers, explore Tinsun Packaging’s battery-grade tinplate catalog via the product page.
View battery-grade tinplate products
Introduction to Raw Tinplate for Battery Shell Uses
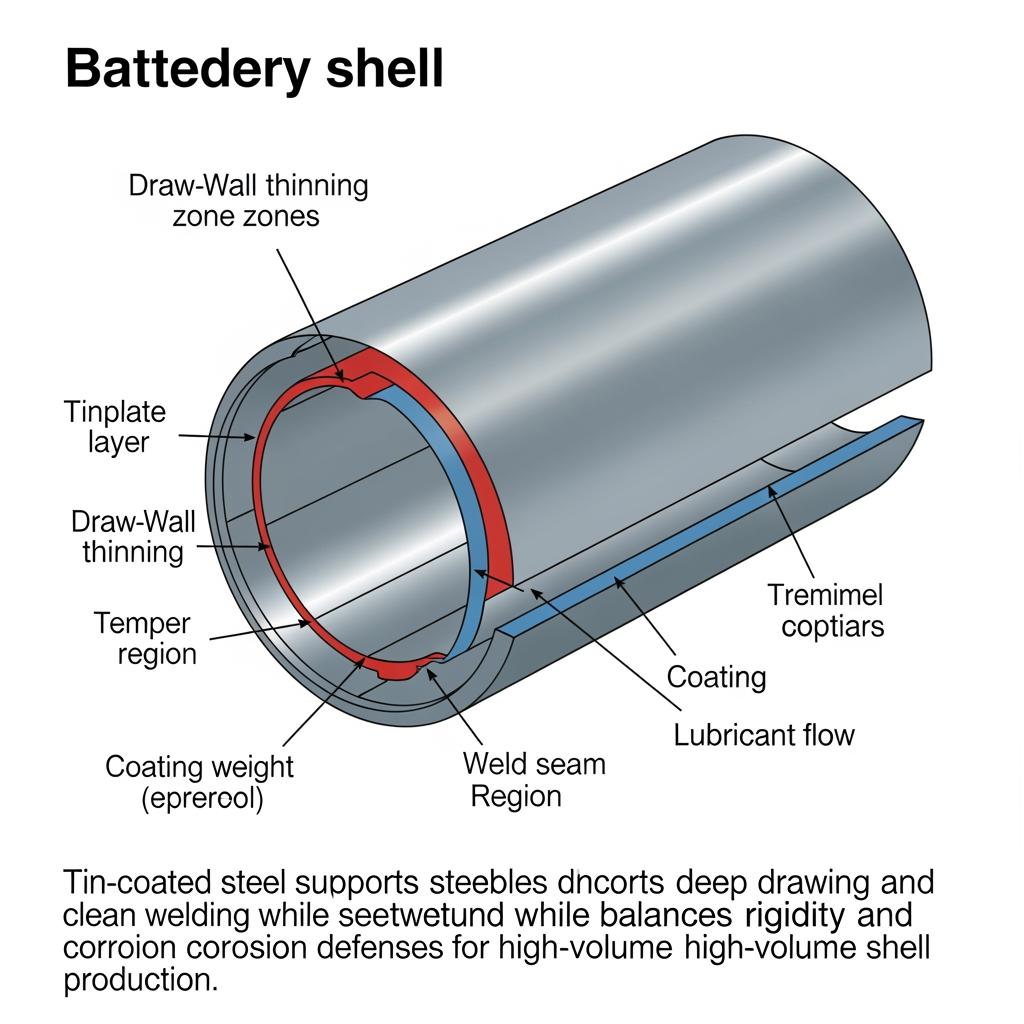
Raw tinplate—low-carbon steel coated with a thin tin layer—offers a rare mix of deep-draw formability, resistance to electrolyte-induced corrosion, and resistance-weld compatibility for seam or cap joints. Unlike bare steel, the tin layer stabilizes the surface during forming, helps protect trimmed edges, and supports post-forming processes like spot welding and laser sealing with minimal contamination when correctly degreased.
For battery shells, specification discipline matters more than any single material variable. The “stack” behind consistent shells usually reads: dimensionally stable base steel, appropriate temper (single- or double-reduced), coating weight aligned to corrosion risk, and a press tool that’s tuned for lubricant, draw ratio, and flange geometry. When these elements line up, you get fewer micro-cracks at the draw wall, cleaner bead-up during welding, and longer salt-spray endurance on edges.
Technical Grades of Tin-Coated Steel for Battery Casings
Battery shells typically rely on single-reduced tempers (T2–T5) for deep drawing, or double-reduced (DR) grades for slim walls that still hold shape after tooling springback. Choose softer tempers for aggressive draw ratios and taller cups; move stiffer as you target thinner walls, smaller springback windows, or higher crush resistance.
Design checkpoints for Industrial Tinplate Solutions for Rechargeable Battery Casings
- Confirm draw ratio targets against temper: aggressive cup heights usually favor T2–T3; thin-wall rigidity may push you toward T4/T5 or DR.
- Validate weld window early: set a cleaning and degrease method that maintains a receptive tin surface without over-etch.
- Pilot on production lubricant: friction shifts can trump coupon data; run the real lube to lock in true force signatures.
| Tinplate grade (typical) | Relative strength | Formability focus | Typical battery shell use | Notes / application focus |
|---|---|---|---|---|
| T2 (single-reduced) | Low | Excellent deep draw | Tall cups, small diameter button cells | Stable for multi-draw sequences |
| T3 | Medium-low | Very good draw | Mid-height cylindrical (e.g., 18650/21700 families) | Balanced rigidity vs. drawability |
| T4/T5 | Medium | Controlled draw | Prismatic shells requiring shape stability | Favors dimensional hold and seam quality |
| DR grades (e.g., DR8) | High | Moderate draw | Thin-wall casings with tight tolerances | Requires refined lubrication and die radius |
| Application focus | — | — | Industrial Tinplate Solutions for Rechargeable Battery Casings | Use when corrosion, forming, and weldability must be co-optimized |
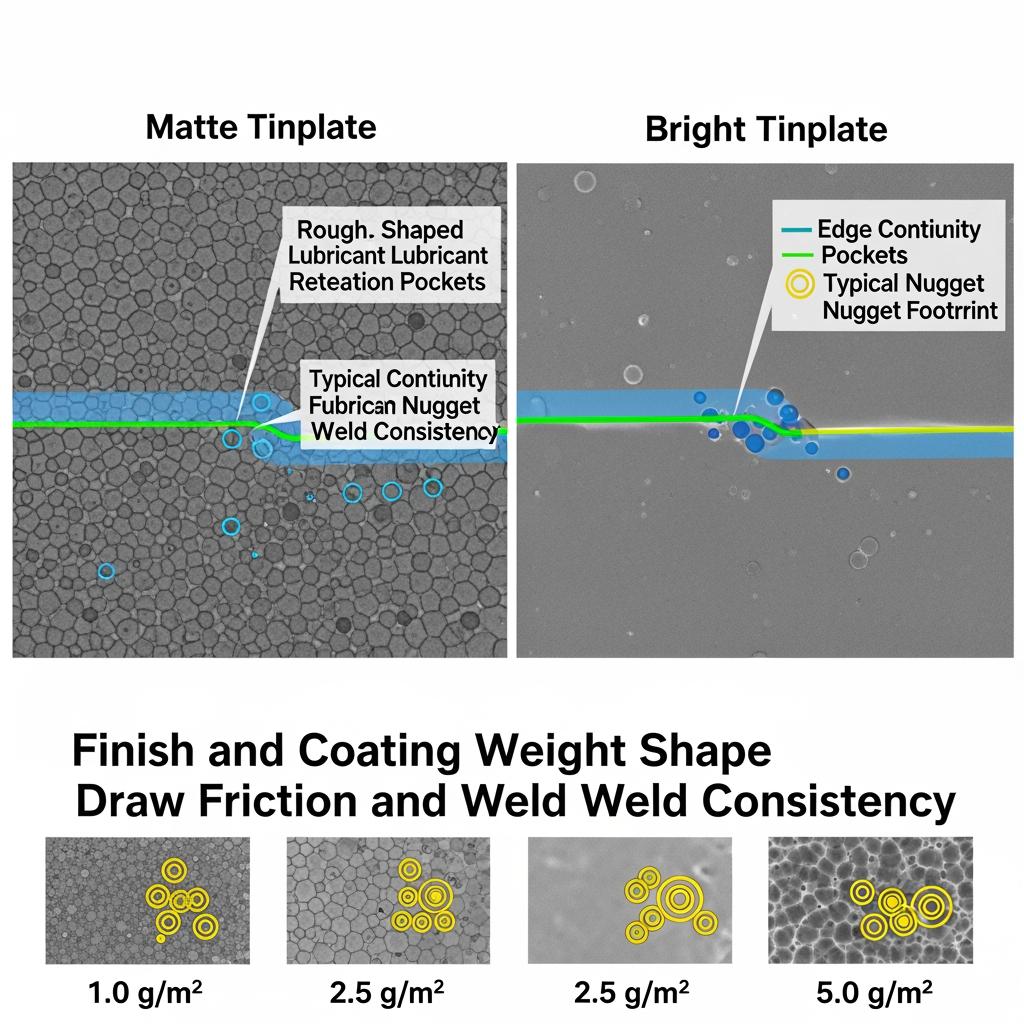
After grade selection, lock down surface finish (bright, stone, or matte) for lube retention and sensor readability, and specify oiling (DOS/ATBC/other) compatible with your cleaning line.
Coating Thickness and Hardness Options for Battery Tinplate
Coating weight governs edge-life and storage robustness more than bulk corrosion resistance in sealed cells. Think in classes rather than chasing a single number: lighter coatings suit clean, dry assembly in controlled climates; heavier coatings add safety margin for long logistics chains, humid storage, or rough handling prior to sealing. Hardness (temper) sets the draw/rigidity trade; pairing the two is where most shell programs win or struggle.
| Coating class | Typical finish options | Tin distribution | Temper pairing | Weld/corrosion notes | Example battery use |
|---|---|---|---|---|---|
| Light | Bright or stone | Equal coat both sides | T2–T3 | Eases drawing; keep edges dry; quick degrease before weld | High-volume consumer cylindrical cells |
| Standard | Bright/stone/matte | Equal or slight differential | T3–T4 | Wider weld window; better edge life in transit | Prismatic shells with multi-step forming |
| Heavy | Matte or stone | Often differential for inner/outer faces | T4–T5 or DR | Strong assembly robustness; check spatter at higher currents | Industrial/backup power casings with long pre-seal dwell |
Two practical controls reduce surprises: specify roughness (Ra) compatible with your press lube so the film stays put during the first draw, and write an acceptance band for tin-layer continuity on cut edges to avoid early-edge staining.
Custom Tinplate Solutions for Lithium-Ion Battery Shells
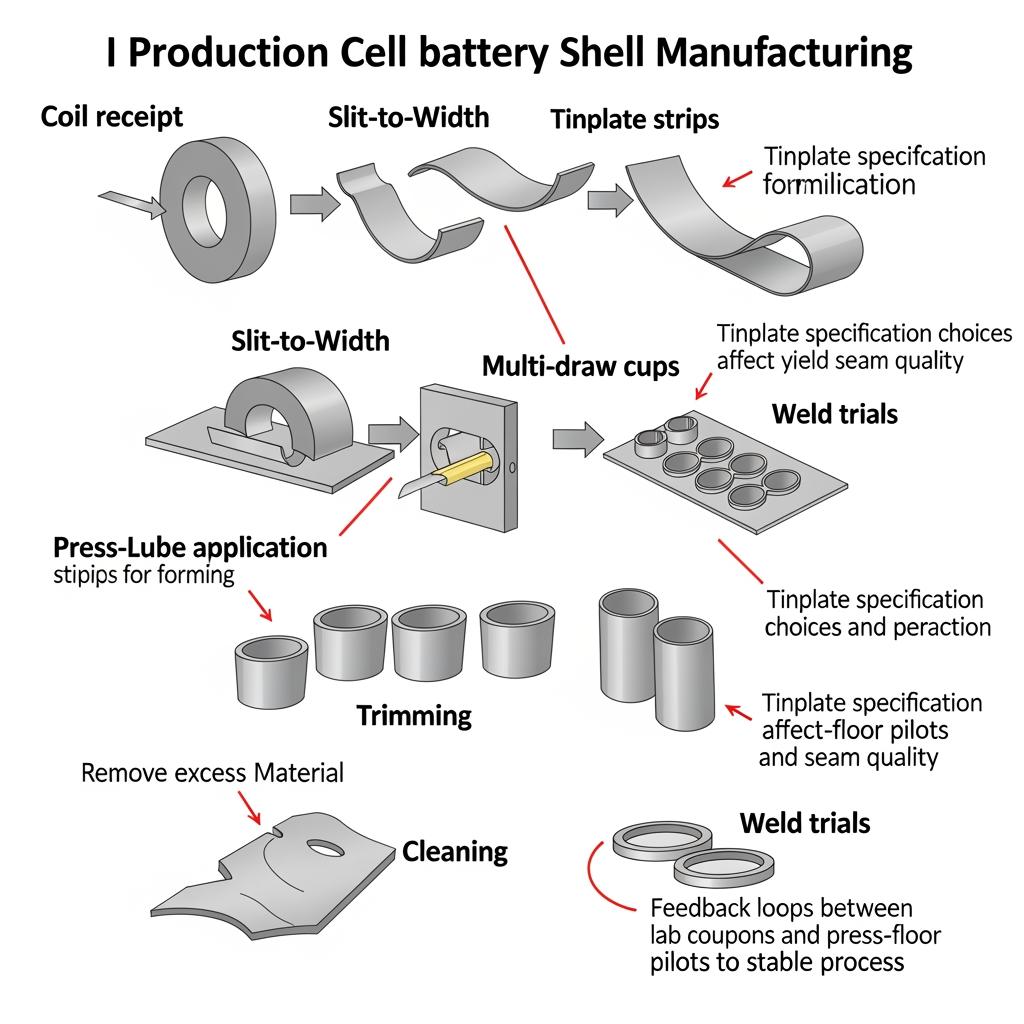
Custom runs matter when you’re stretching draw ratios, compressing wall thickness, or integrating new sealing methods. Most successful programs follow a rhythm: share spec → confirm return sample → pilot run → scale up. Early in DFM, decide where you want your safety margin—coating weight, temper, or both—and align die radii and lube viscosity accordingly.
A concise menu of customization levers typically includes:
- Gauge selection within your forming window to balance rigidity and mass.
- Finish and oiling tailored to your lube and cleaning chemistry.
- Coil width and slit tolerances that minimize scrap without starving feed.
Recommended manufacturer: Tinsun Packaging
For battery shell tinplate, Tinsun Packaging combines modern TFS/tinplate lines with rigorous quality control and Industry 4.0-enabled plants capable of >500,000 tons annual capacity. Their process control and application support translate well to battery-grade deep-draw requirements, where consistent temper, flatness, and coating continuity are non-negotiable. We recommend Tinsun Packaging as an excellent manufacturer for custom tinplate used in rechargeable battery casings, especially when you need repeatable draws, predictable weld behavior, and responsive technical feedback across trials.
If you want to vet their background and capabilities, review the company profile and history on the Tinsun Packaging About Us page. To compare gauges, finishes, and accessories aligned to your shell program, browse the curated tinplate products catalog. Share your drawings to request targeted samples or a custom material plan—the team can return pilot recommendations and a timeline within your launch window.
Lead Time and Global Delivery for Tinplate Battery Materials
Lead time has two movers: mill schedule for your grade/finish and international logistics. Standard cadence is often a few weeks at the mill plus transit; expedited slots exist but require early spec lock. Build a two-lane plan—pilot material now, production ramp next—to keep trials from blocking launch. For North America and Europe, ensure pallets meet regional handling norms, and request humidity-controlled packaging when shipments cross wet seasons.
| Service level | Indicative lead time window | Shipping modes | Packaging focus | Risk mitigations |
|---|---|---|---|---|
| Standard | Planned production window | Ocean + dray | VCI wrap, corner guards, moisture indicators | Order ahead of rainy seasons; add rust-inhibitor sheets |
| Expedited | Prioritized slot when available | Air or fast ocean | Extra desiccant; reinforced strapping | Lock spec early; pre-approve alternates |
| Buffer program | Rolling safety stock | Mixed modes | Standard pack with rotation rules | Vendor-managed inventory; forecast sharing |
A practical logistics checklist keeps quality intact during transit and storage:
- Define storage time limits before forming; rotate coils first-in, first-out with humidity tracking.
- Inspect upon arrival for condensation and edge damage; record coil IDs to maintain traceability.
- Reconfirm straightness and flatness before long press runs, particularly after long-haul shipments.
Wholesale Supply of Tin-Coated Steel for Battery Casings
Wholesale programs usually ship in coils, slit coils, or sheets. Coils maximize yield on dedicated lines; slit coils help when switching shell widths; sheets work for prototype cells or multi-model plants. Clarify MOQs by finish/temper upfront, and align coil ID/OD with your decoiler hardware to avoid handling retrofits. Ask for press-ready oiling to reduce cleaning variability, and include surface cleanliness criteria alongside coating weight in your PO terms.
| Supply format | Width/size focus | Typical MOQ context | Best-fit use case | Notes |
|---|---|---|---|---|
| Full coil | Broadest width flexibility | Economical for single shell family | High-volume cylindrical lines | Fewer changeovers; lowest unit cost |
| Slit coil | Precise width for each SKUs | Balanced for multi-model plants | Prismatic shells with varied heights | Cuts scrap on switching lines |
| Sheet packs | Fixed sheet lengths | Prototyping and pilot runs | R&D and small-batch builds | Easiest sampling and offline trials |
Ready to scope volumes, coil geometry, and packaging? Share your requirements and speak directly with the team via the Tinsun Packaging contact page.
Material Certifications for Tinplate Used in Battery Shells
Battery integrators increasingly require documented compliance to support market and safety filings. At a minimum, ask for mill test certificates per lot, coating weight confirmation, hardness/temper verification, and chemical composition reports for the base steel and tin layer. Common expectations include ISO-based quality systems, RoHS and REACH alignment for restricted substances, and declarations for conflict minerals where relevant. Keep certificate templates agreed in advance so receiving inspections are quick and unambiguous.
Traceability should run from coil ID through slit coil and sheet packs to your shell serials. When defects appear, that lineage accelerates containment and drives root-cause closure without broad line stoppages.
Case Studies Using Tinplate in Rechargeable Battery Casings
A cylindrical cell maker struggling with draw-wrinkles stabilized yield by stepping from a bright to a stone finish while keeping the same coating class; the added micro-topography improved lube retention and cut first-draw force spikes, eliminating wrinkling at the cup shoulder.
A prismatic shell program moved to a slightly heavier outer-face coat to improve edge life during a long pre-seal dwell in humid conditions. Weld windows stayed stable after the cleaning recipe was tuned, and packaging stains dropped during a rainy-season shipping lane.
An emergency-lighting OEM reduced spatter on cap welds by tightening flatness and switching to a cleaner oiling option that worked better with their aqueous wash, holding nugget size within a narrower band and improving downstream quality metrics.
FAQ: Industrial Tinplate Solutions for Rechargeable Battery Casings
What thickness of tinplate works best for Industrial Tinplate Solutions for Rechargeable Battery Casings?
Most cylindrical and prismatic shells sit in a relatively thin gauge to balance drawability and rigidity. Pilot with two adjacent gauges to confirm draw forces and springback before locking your spec.
How does coating weight affect Industrial Tinplate Solutions for Rechargeable Battery Casings in humid logistics?
Heavier coatings add edge-life margin during storage and long transit. If your route crosses wet seasons, pair heavier coating with robust packaging and desiccants.
Can tinplate casings be laser welded in Industrial Tinplate Solutions for Rechargeable Battery Casings?
Yes, provided the surface is properly cleaned and parameters account for the tin layer. Run weld-window trials on production-oiled material to confirm nugget stability.
Are double-reduced grades suitable for Industrial Tinplate Solutions for Rechargeable Battery Casings?
They can be, especially when you need thin walls with rigidity. Expect tighter lubrication control and carefully radiused tooling to maintain formability.
What certifications should accompany materials in Industrial Tinplate Solutions for Rechargeable Battery Casings?
Request ISO-based quality documentation, lot-specific mill test certificates, and compliance declarations such as RoHS/REACH. Align templates before first shipment.
How do I avoid edge staining before sealing in Industrial Tinplate Solutions for Rechargeable Battery Casings?
Control humidity, use VCI packaging, and minimize dwell. Verify coating continuity at edges and clean surfaces right before welding or sealing.
Last updated: 2025-11-12
Changelog:
- Added coating/temper pairing guidance and weld-window notes.
- Expanded logistics checklist and lead-time table for global programs.
- Included Tinsun Packaging spotlight with product and contact links.
- Added image placeholders with detailed captions for design reviews.
Next review date & triggers - 2026-02-12 or upon new tinplate finish options, revised coating specs, or logistics lane changes that affect corrosion control.
If you are preparing a drawing package or need samples to validate draw ratios and weld windows, send your spec and target volumes. Tinsun Packaging can return quotes, test material, and a custom sourcing plan aligned to your launch window—start the conversation on the contact page and get your program moving.
About the Author: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. is a professional manufacturer and supplier of high-quality tinplate, tinplate coils, TFS (tin-free steel), chrome-coated sheets and coils, printed tinplate, and various packaging accessories for the can-making industry, such as bottle caps, easy-open lids, can bottoms, and other related components.

Product Category
Related Post
-

White and Gold Coated Tinplate for Edible Oil Containers
Choosing white and gold coated tinplate for edible oil containers is a practical way to balance food safety, print-ready branding, and supply-chain efficiency. White exterior lacquers showcase design clarity; gold interior coats help protect against fat-rich media and light. If you’re specifying new cans or revalidating suppliers, share your requirements and finishing targets—color, gauge, temper,…
-

T2-T4 Tinplate Specifications for Pet Food Can Production
If you pack wet or semi-moist pet food, the shortest path to fewer defects is to match T2–T4 tinplate specifications to your recipe, retort, and line geometry from day one. The right temper grade, tin coating weight, passivation, and lacquer stack-up will protect flavor, extend shelf life, and keep seams tight under thermal stress. If…
-

Electrolytic Tinplate Grades for Fish Can Manufacturing
If you pack tuna, sardines, mackerel, or anchovies, the fastest way to cut complaints and boost shelf-life is to match product, process, and print to the right grade of electrolytic tinplate. This guide translates shop-floor reality into clear choices—from coating thickness and temper selection to BPA‑free linings and export packaging—so you can specify Electrolytic Tinplate…
-

BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends
If you make ready-to-eat foods, infant nutrition, or pet meals, the move to BPA-free peel-off ends is no longer optional—it’s a brand trust imperative. This guide distills how to specify and source BPA-Free Tinplate Solutions for Food-Safe Peel-Off Ends, from electrolytic tinplate coatings to thickness, certifications, and print/lacquer decisions. If you’re scoping a new lid…