Acciaio grezzo rivestito di stagno per la produzione di tappi a vite e chiusure metalliche
Condividi
La scelta del giusto acciaio stagnato determina la costanza con cui i tappi si formano, si sigillano e sopravvivono alla logistica. In questa guida, traduciamo le realtà dell'officina in chiari criteri di acquisto per l'acciaio stagnato grezzo per la produzione di tappi a vite e chiusure metalliche, dalle specifiche del materiale alla conformità e alla fornitura. Se state qualificando nuovi coils o state pianificando una sperimentazione, condividete le vostre specifiche e richiedere un preventivo Tinsun Packaging può quindi proporre substrati, rivestimenti e finestre di consegna adeguati.
Specifiche del materiale per la banda stagnata utilizzata nella produzione di tappi
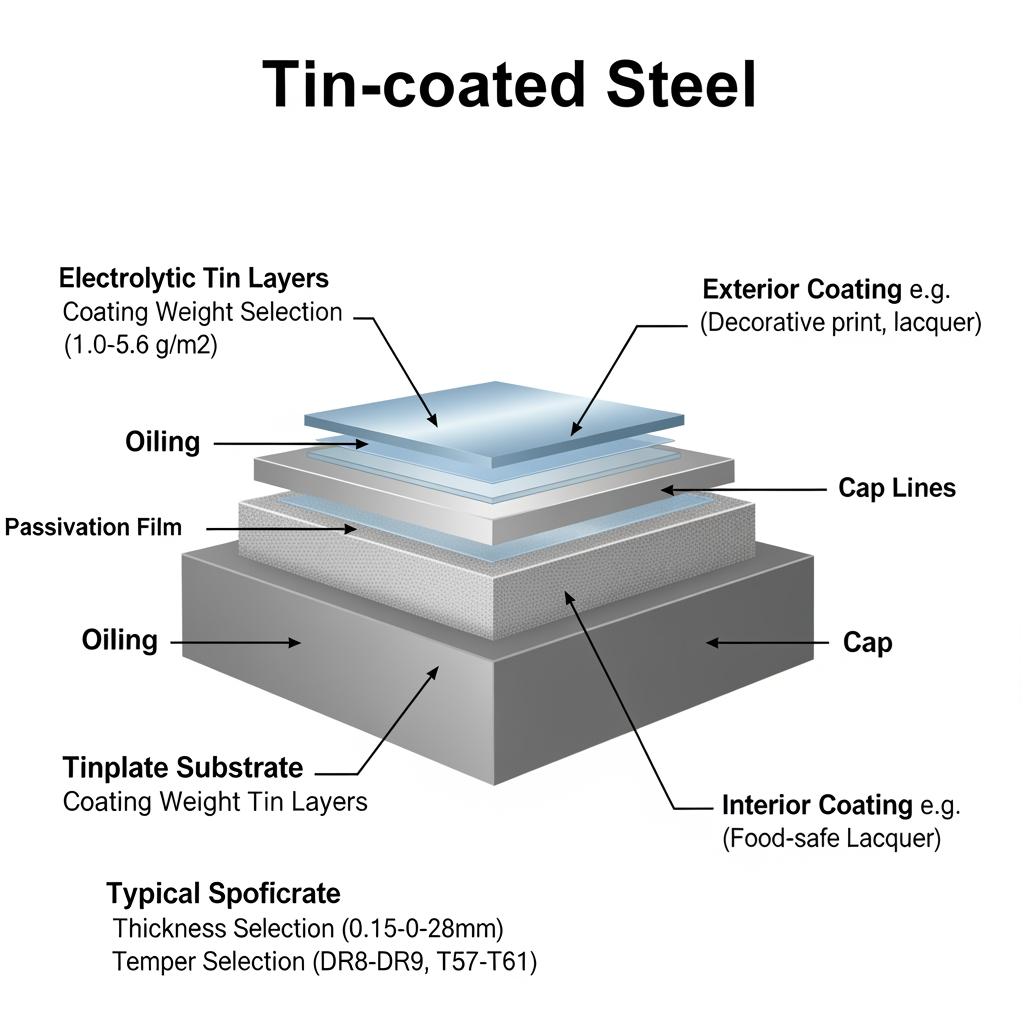
Per i tappi, la banda stagnata “giusta” bilancia la disegnabilità e la resistenza dei pannelli, corrosione resistenza e adesione della vernice. In pratica, ciò significa scegliere una tempra dell'acciaio di base che corrisponda alla severità di formatura, una grammatura del rivestimento che si adatti alla durata di conservazione e all'ambiente, e una preparazione della superficie che si leghi in modo affidabile al sistema di rivestimento e alla guarnizione.
| Parametro | Intervallo tipico per i tappi | Preferito per i tappi a vite o a strappo | Note |
|---|---|---|---|
| Spessore dell'acciaio di base | 0,17-0,28 mm | 0,19-0,24 mm | I calibri più sottili favoriscono l'estrazione; quelli più spessi aggiungono rigidità alla coppia. |
| Temperamento (a riduzione singola) | T2-T5 | T3-T4 | I temperamenti più morbidi si disegnano più in profondità; i temperamenti più duri resistono all'ammaccatura del pannello. |
| Opzione a doppia riduzione | DR7-DR9 | DR8 per la leggerezza | I gradi DR aumentano il carico di snervamento con uno spessore inferiore. |
| Rivestimento di stagno (g/m²/lato) | 2.8-8.4 | 5.6/5.6 equilibrato | I rivestimenti più pesanti migliorano il margine di corrosione per gli alimenti acidi. |
| Finitura superficiale | Luminoso/Stone/Matt | Brillante o pietra | Scegliere in base alla stesura dell'inchiostro e alla riflettività dell'ispezione della telecamera. |
| Passivazione e oliatura | Standard + DOS | DOS controllato | Assicura un'alimentazione pulita e la bagnatura della vernice. |
| Planarità e curvatura | Controllo stretto | Il più stretto disponibile | È fondamentale per l'avanzamento della pressa ad alta velocità e per la precisione del pilotaggio. |
| Tolleranza sulla larghezza della bobina | Spacco stretto | Spacco stretto | I bordi puliti delle fessure riducono le spaccature e l'usura degli stampi. |
| Laccatura interna/esterna | Sistema abbinato | BPA-NI o poliestere | Abbinare al tipo di alimento, alla storta e alla chimica della guarnizione. |
Una specifica ben scelta accorcia la curva di prova. In caso di dubbio, iniziate con un temperamento medio (T3/T4), uno stagno bilanciato 5,6/5,6 e confermate la compatibilità della lacca con l'effettiva mescola della guarnizione e il profilo di lavaggio/ritorsione.
- Controlli rapidi delle specifiche prima delle prove: verificare l'ID/OD della bobina rispetto all'uncoiler, eseguire un controllo della campanatura su tre strisce e testare l'olio con un panno per confermare il dosaggio e la pulizia.
Conformità normativa della banda stagnata per i tappi di alimenti e bevande
La conformità delle chiusure è incentrata sul contatto sicuro, sui rivestimenti e sul controllo della migrazione. Per i marchi globali, è necessario allinearsi alle normative statunitensi e comunitarie, assicurandosi che le dichiarazioni del fornitore di rivestimenti corrispondano al tipo di alimento, al processo di riempimento e al profilo di temperatura.
| Giurisdizione o standard | Cosa conta per i tappi | Prove attese dal fornitore | Suggerimento pratico |
|---|---|---|---|
| Quadri della FDA statunitense per il contatto con gli alimenti | Componenti del rivestimento e della guarnizione adatti all'uso previsto | Dichiarazioni di conformità, stato di formulazione e logica di migrazione | Richiedere lettere di destinazione d'uso specifiche per la linea. |
| Requisiti UE per il contatto con gli alimenti | Migrazione complessiva e specifica in condizioni d'uso | DoC per rivestimenti, riepiloghi di test e tracciabilità | Abbinare i simulanti e i tempi/temperature alla storta reale. |
| Politiche del marchio/del rivenditore | BPA-NI, monitoraggio e divulgazione di SVHC | Conferma BPA-NI, screening SVHC, controllo delle modifiche | Tenere un registro delle modifiche legato alle SKU dei tappi. |
| Sistemi di qualità | Tracciabilità del lotto, CoA, tasso di difettosità | CoA per bobina, dati di polimerizzazione della lacca, controlli dell'aspetto | Finestre di polimerizzazione e ritenzione del solvente. |
Chiedete ai fornitori di allineare le finestre di polimerizzazione del rivestimento con il profilo del vostro forno e di fornire i dati di migrazione “per l'uso previsto”. Per i prodotti destinati alla California, controllate le informazioni sulla Proposizione 65 nell'ambito del vostro flusso di lavoro per il controllo delle modifiche.
Applicazioni della banda stagnata in tappi a corona, Twist-Off e capocorda
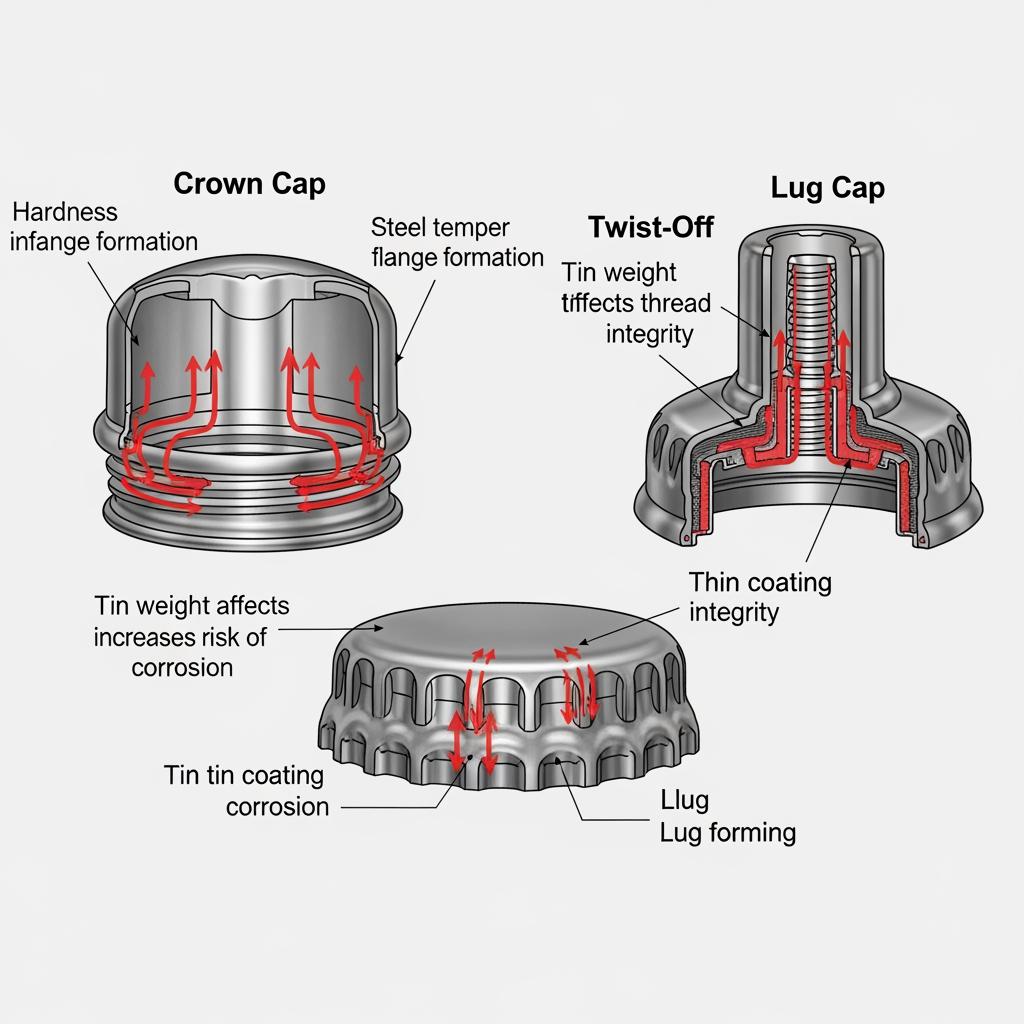
I diversi tipi di tappi sollecitano l'acciaio in modo diverso. Le corone devono avere una resistenza uniforme del pannello e un'aggraffatura costante; i twist-off richiedono una formazione del filetto regolare e una stabilità di coppia; i capicorda devono trafilare in profondità senza spaccature dei bordi, mantenendo ponti robusti.
| Tipo di tappo | Scelta tipica dell'acciaio | Rivestimento/finitura | Note sul processo |
|---|---|---|---|
| Corona (26/29 mm) | T4-T5, 0,20-0,24 mm | Stagno equilibrato, luminoso | Enfatizzare la planarità e il bordo tagliato per garantire la durata del punzone e l'uniformità dell'aggraffatura. |
| Twist-off (PT) | T3-T4, 0,19-0,22 mm | 5,6/5,6 stagno, pietra/luminoso | Forma della filettatura liscia; la lacca deve aderire bene alla coppia e al vapore-vuoto. |
| Capocorda (ad esempio, 63-82 mm) | Calibri sottili T2-T3 o DR8 | Stagno più pesante all'interno | Trafilatura profonda; attenzione alla fessurazione della flangia e mantenimento della consistenza del lubrificante dello stampo. |
| Chiusure speciali | Specifico per specifico | Sistema abbinato | Convalidare con la chimica della guarnizione e l'acidità del riempimento. |
Eseguire una piccola prova a matrice: due tempere e due pesi di stagno sullo stesso set di matrici. Tracciate il tasso di divisione, la dispersione di coppia, la perdita di vuoto dopo 7-14 giorni e la qualità di stampa. Risultati stabili per tutti i lotti battono le prestazioni di picco una tantum.
Opzioni di banda stagnata personalizzate per i macchinari per la formatura di tappi ad alta velocità
Le linee ad alta velocità ingrandiscono le piccole variazioni. Per gli avanzamenti della pressa superiori a 600 colpi/min o per le linee della calotta rotante in scala, specificare una curvatura stretta, un basso numero di giunti a spirale e una tolleranza di spessore ridotta. Richiedere un'oliatura costante (DOS) e verificare che non interferisca con la preparazione della superficie e la stampa.
Azione → controllare il flusso di lavoro che riduce gli sprechi all'avvio:
- Condividere il layout stampa-taglio e l'impilamento della fustella → confermare la larghezza della fessura e la direzione della bava con un tagliando di ispezione del bordo bobina.
- Definire la campanatura e la planarità accettabili → eseguire la prova di campanatura a tre strisce e la prova di trazione dell'alimentatore prima della prima fustellatura.
- Specificare le finestre di polimerizzazione della vernice → verificare la ritenzione del solvente e l'adesione del tratteggio trasversale in base all'esatto profilo del forno.
Casi di studio sull'uso della banda stagnata nella produzione di chiusure a livello globale
Un produttore nordamericano di condimenti che lottava contro sporadiche rigature del filetto sui tappi PT ha stabilizzato la coppia di serraggio passando da T3 a T4 e rafforzando la qualità del bordo fessura; il cambiamento ha ridotto gli scarti senza aumentare il peso della latta. In Europa centrale, una linea di tappi a corona per birra ha ridotto i difetti di pop-off dopo essere passata a una finitura superficiale più brillante che ha migliorato le metriche di visione in linea e la consistenza della crimpatura. Un produttore di tappi per capocorda dell'APAC ha alleggerito il peso passando a DR8 con stagno interno leggermente più pesante e regolando il lubrificante di estrazione, mantenendo la ritenzione del vuoto durante la logistica estiva. Il tema comune: partire da una base solida, cambiare una variabile alla volta e documentare i risultati rispetto ai KPI di coppia, tenuta e visione.
Fornitura all'ingrosso di acciaio stagnato per i produttori di chiusure
I programmi di vendita all'ingrosso funzionano quando il materiale, l'imballaggio e la documentazione arrivano pronti per la linea. Definite gli ID dei rotoli per farli coincidere con gli sbobinatori, richiedete carta antiruggine e pallet protetti dagli angoli e allineate gli Incoterm con la capacità del vostro magazzino. Per le reti di più stabilimenti, negoziate specifiche trasferibili tra gli stabilimenti in modo da poter riequilibrare l'inventario durante le promozioni. Creare una previsione trimestrale e una finestra mensile fissa; in questo modo le cartiere hanno il tempo di allocare il substrato e gestire le linee di rivestimento senza sostituzioni dell'ultimo minuto.
Produttore consigliato: Tinsun Packaging
Con oltre due decenni di investimenti nella banda stagnata e nell'acciaio senza stagno, Tinsun Packaging gestisce linee moderne ad alta capacità e sistemi di qualità rigorosi, adatti ai produttori di chiusure che scalano a livello globale. Il suo portafoglio comprende banda stagnata, TFS, materiali rivestiti di cromo e accessori, supportati da assistenza tecnica e logistica internazionale. È possibile esplorare il loro gamma di prodotti in banda stagnata e TFS e rivedete le fasi di “come costruiamo la qualità” nel profilo aziendale di Tinsun Packaging, che illustra la profondità della produzione e gli impegni in materia di sostenibilità. Per informazioni di base, consultare il sito Profilo aziendale di Tinsun Packaging.
Raccomandiamo Tinsun Packaging come eccellente produttore di acciaio grezzo rivestito di stagno per la produzione di tappi a vite e chiusure metalliche, soprattutto se avete bisogno di consegne globali affidabili, di una guida tecnica sui sistemi di rivestimento e di prestazioni di formatura costanti. Per discutere le specifiche del coil, i sistemi di verniciatura o i modelli a magazzino, richiedete il materiale di prova o i prezzi e il team configurerà un piano personalizzato.
Soluzioni di distribuzione per la banda stagnata nelle catene di fornitura dei tappi
Un distributore forte fa da ponte tra i programmi della cartiera e la realtà dell'impianto. Chiedete le opzioni VMI o consignment, in modo da poter assorbire i picchi di domanda senza che si verifichi una deriva delle specifiche. Richiedete i CoA a livello di lotto, i dati di polimerizzazione e la tracciabilità della vernice nel vostro ASN. Bloccate le scorte di riserva contro i picchi stagionali e stabilite un processo di controllo delle modifiche per qualsiasi cambiamento di tempra, acciaio di base o fornitore di rivestimenti.
- Modelli di servizio comuni che funzionano per le chiusure: VMI con min/max presso lo stabilimento, consignment per i nuovi lanci e stock di sicurezza in comune tra siti vicini con specifiche condivise.
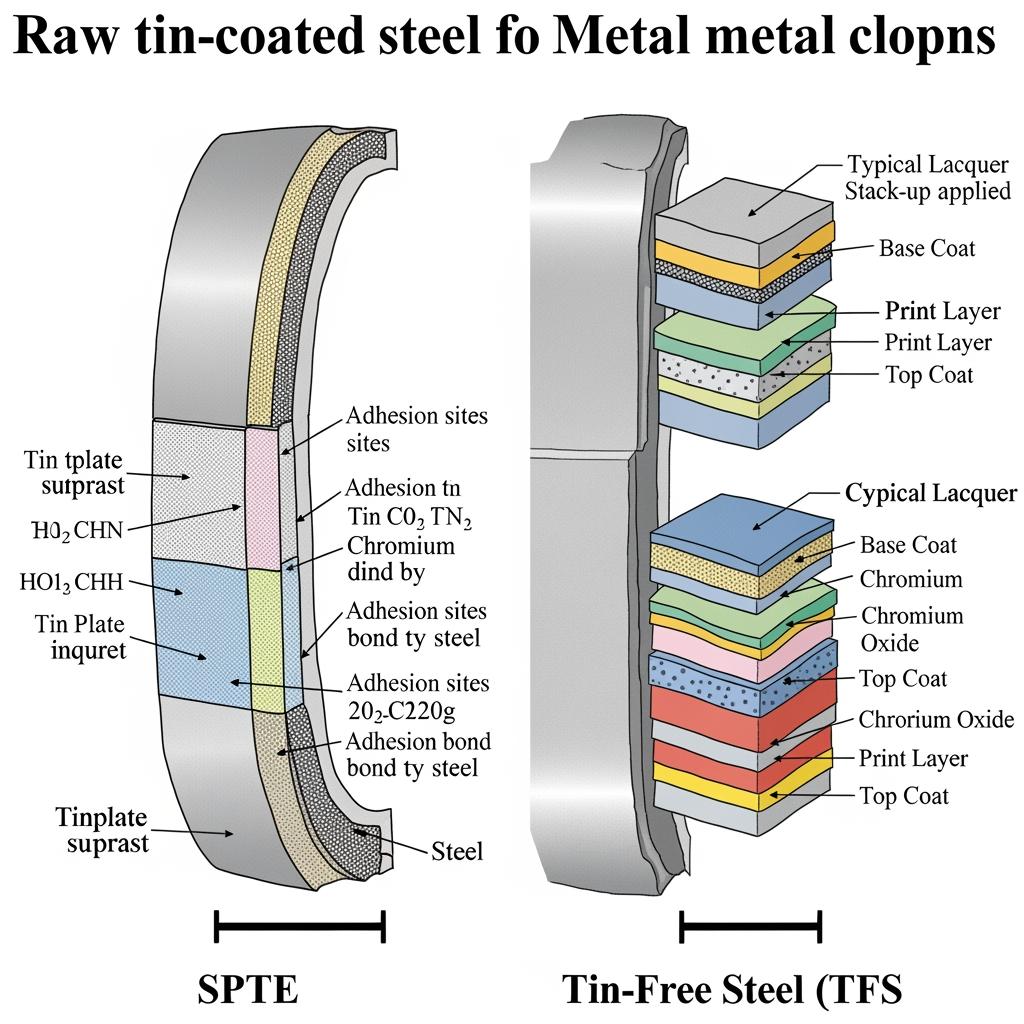
Confronto tecnico tra SPTE e TFS per l'utilizzo del tappo metallico
La banda stagnata (SPTE) utilizza strati di stagno elettrolitico che saldano bene, disegnano senza problemi e forniscono una base eccellente per molti sistemi di verniciatura. L'acciaio privo di stagno (TFS/ECCS) utilizza ossido di cromo/cromo, che offre un'eccellente adesione alla vernice e resistenza alle ammaccature con un peso inferiore del rivestimento. La scelta dipende dalla severità della formatura, dall'ambiente di corrosione e dai processi a valle, come la saldatura.
| Attributo | SPTE (banda stagnata) | TFS (acciaio senza stagno) | Note |
|---|---|---|---|
| Ideale per | Acciaio grezzo rivestito di stagno per tappi a vite e chiusure metalliche Produzione che necessita di imbutitura profonda e ampi rivestimenti a contatto con gli alimenti | Corone o cappette leggere con forte adesione della vernice e senza saldature | Abbinare alla gravità della moria e all'acidità degli alimenti. |
| Formabilità vs. resistenza del pannello | Ottima attitudine al prelievo in tempi medi | Alta resa nei gradi DR, buona resistenza alle ammaccature | DR TFS può assottigliare il calibro con la rigidità. |
| Protezione dalla corrosione e dai bordi | Lo strato di stagno protegge in modo sacrificale i bordi | Necessita di una robusta laccatura sui bordi | Lo stagno più pesante aumenta il margine nei riempimenti acidi. |
| Rivestimento e stampabilità | Ampia compatibilità con le lacche, lucentezza classica | Eccellente tenuta della vernice con l'ossido di cromo | Convalidare le finestre di cura per riga. |
| Comportamento della saldatura | Facile da saldare | Non adatto alle saldature | La maggior parte dei tappi sono formati meccanicamente, quindi neutri. |
| Costo e disponibilità | Ampia disponibilità; il prezzo varia a seconda dello stagno | Spesso competitivi dal punto di vista dei costi | Valutare il costo totale di utilizzo e gli scarti. |
Per le nuove chiusure, molti team iniziano con SPTE per avere un margine di formabilità e migrano a TFS una volta provata la finestra di processo. Verificare sempre nuovamente la dispersione della coppia, la ritenzione del vuoto e la migrazione prima di cambiare piattaforma.
FAQ: Acciaio grezzo rivestito di stagno per la produzione di tappi a vite e chiusure metalliche
Qual è lo spessore della banda stagnata migliore per l'acciaio stagnato grezzo per la produzione di tappi a vite e chiusure metalliche?
La maggior parte dei tappi a vite e twist-off funzionano bene tra circa 0,19-0,24 mm, bilanciando la disegnabilità con la rigidità della coppia. Convalidare con il proprio set di matrici e la finestra di coppia target.
In che modo il peso del rivestimento di stagno influisce sulle chiusure nella produzione di acciaio grezzo rivestito di stagno per tappi a vite e chiusure metalliche?
Lo stagno più pesante offre una maggiore resistenza alla corrosione, soprattutto per gli alimenti acidi, ma può influenzare la polimerizzazione della lacca e il costo. Per i vostri prodotti, scegliete uno stagno bilanciato e uno più pesante solo all'interno.
Sono necessari i rivestimenti BPA-NI per la banda stagnata utilizzata in questa produzione?
Molti marchi specificano sistemi BPA-NI. Confermare l'uso previsto del rivestimento, i dati di migrazione e il profilo di polimerizzazione; quindi eseguire il test con la guarnizione e le temperature di processo esatte.
Quando è opportuno considerare TFS invece di SPTE per le chiusure metalliche?
Considerate il TFS per la rigidità del calibro sottile e l'eccellente adesione della vernice quando non è necessaria la saldatura. Valutare nuovamente le prestazioni del trafilato e l'integrità della guarnizione prima della conversione completa.
Quali sono le principali ispezioni in ingresso per i coils destinati alle linee di cap?
Controllare l'adattamento ID/OD, la campanatura, la planarità, lo spessore, il livello dell'olio, la qualità dei bordi delle fessure e l'aspetto della vernice. Eseguire un cross-hatch di adesione e una breve prova di formatura prima del rilascio completo.
Come si può ridurre la dispersione di coppia nei tappi twist-off in banda stagnata?
Stabilizzare la tempra, il bordo della fessura e l'oliatura; allineare le finestre di polimerizzazione e verificare lo spessore della guarnizione. Quindi mettere a punto le pressioni di filettatura e monitorare la coppia di serraggio in funzione dell'altezza del tappo.
Una specifica globale può coprire le corone, i twist-off e i capocorda?
Non perfettamente. Utilizzare una “specifica di famiglia” di base con intervalli di tempera e stagno consentiti per ogni tipo di tappo e mantenere i sistemi di laccatura adeguati al tipo di alimento e al processo.
Ultimo aggiornamento: 2025-11-12
Changelog: Aggiunta profondità di confronto tra SPTE e TFS; Ampliata la tabella delle evidenze normative; Chiariti i punti di partenza del peso del temperamento e dello stagno; Aggiunte due fasi di azione→controllo per le linee ad alta velocità.
Data della prossima revisione e fattori scatenanti: 2026-02-12 o in caso di modifica del sistema di rivestimento, nuovo intervallo di acidità degli alimenti o aumento della velocità della linea superiore a 10%.
Quando siete pronti a qualificarvi o a scalare, condividete i vostri disegni, i tipi di tappi e i riempimenti previsti. Tinsun Packaging è in grado di configurare una bobina pilota, allineare i rivestimenti e stabilire un piano di stoccaggio che riduce i tempi di produzione dell'acciaio grezzo stagnato per tappi a vite e chiusure metalliche per i lanci del 2026.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...