Standard di massa e spessore del rivestimento per la banda stagnata saldata delle lattine

Condividi
La scelta della giusta massa di rivestimento e dello spessore del metallo base è il modo più rapido per stabilizzare la qualità della saldatura, corrosione durata e costi per le lattine per alimenti e bevande. Questa guida riassume gli elementi essenziali degli standard di massa e di spessore del rivestimento per la banda stagnata saldata delle lattine in scelte pratiche che potrete applicare sulla linea questo trimestre, non “un giorno”. Se avete bisogno di un consiglio rapido o di un kit di campioni adatto ai vostri saldatori e alle dimensioni delle lattine, condividete le vostre esigenze e richiedete un preventivo tramite il sito web Pagina di contatto di Tinsun Packaging.
Gradi di peso del rivestimento della banda stagnata per la saldatura di lattine per alimenti
La banda stagnata per le lattine saldate è tipicamente specificata in base alla massa del rivestimento di stagno per lato in grammi per metro quadrato (g/m²/lato), spesso scritta come 2,8/2,8, 5,6/5,6, o rivestimenti differenziali come 2,8/5,6. In alcuni mercati si trova ancora la notazione in libbre per scatola base (lb/bb); considerare qualsiasi conversione come approssimativa e confermarla con il certificato del fornitore. Per la saldatura, il rivestimento deve essere abbastanza spesso da resistere alla corrosione dopo la formatura e la ritorsione, ma non così pesante da restringere la finestra di saldatura o causare schizzi ed espulsione di stagno.
| Grado di rivestimento (g/m²/lato) | Legacy lb/bb (circa) | Note sulla saldabilità | Esempi di lattine per alimenti | Perché scegliere |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Ampia finestra di saldatura ad alta velocità; bassa raccolta di stagno sugli elettrodi. | Alimenti secchi, polveri, alcuni RTD con lacca interna. | Equilibrio efficiente in termini di costi quando i sistemi di verniciatura sono robusti. |
| 5.6/5.6 | ≈1.00/1.00 | Finestra leggermente più stretta; buon margine post-rettifica. | Salse a base di pomodoro, salamoie leggere, sciroppi di frutta. | Soddisfa gli standard di massa e spessore del rivestimento per le lattine saldate in banda stagnata, quando la conservabilità e la conservazione sono fondamentali. |
| 8.4/8.4 | ≈1.50/1.50 | Massima protezione dalla corrosione; regolare il rischio di espulsione. | Prodotti aggressivi, conservazione o ritenzione più lunga. | Usare quando la vernice della zona di cucitura è sottile o il prodotto è acido/solforoso. |
| 2,8/5,6 (differenziale) | ≈0.50/1.00 | Ottimizzazione interna/esterna; allineare il lato pesante al contatto con il prodotto. | Lattine che richiedono una protezione interna con controllo dei costi. | Protezione mirata senza raddoppiare completamente la massa dello stagno. |
Queste selezioni presuppongono un'adeguata tempra e spessore dell'acciaio di base, passivazione e oliatura. Se la vostra linea di prodotti è mista, 5,6/5,6 è una via di mezzo che non richiede grandi sforzi; se la velocità è elevata, 2,8/2,8 offre un intervallo di saldatura più ampio, a condizione che la vernice faccia il lavoro pesante.
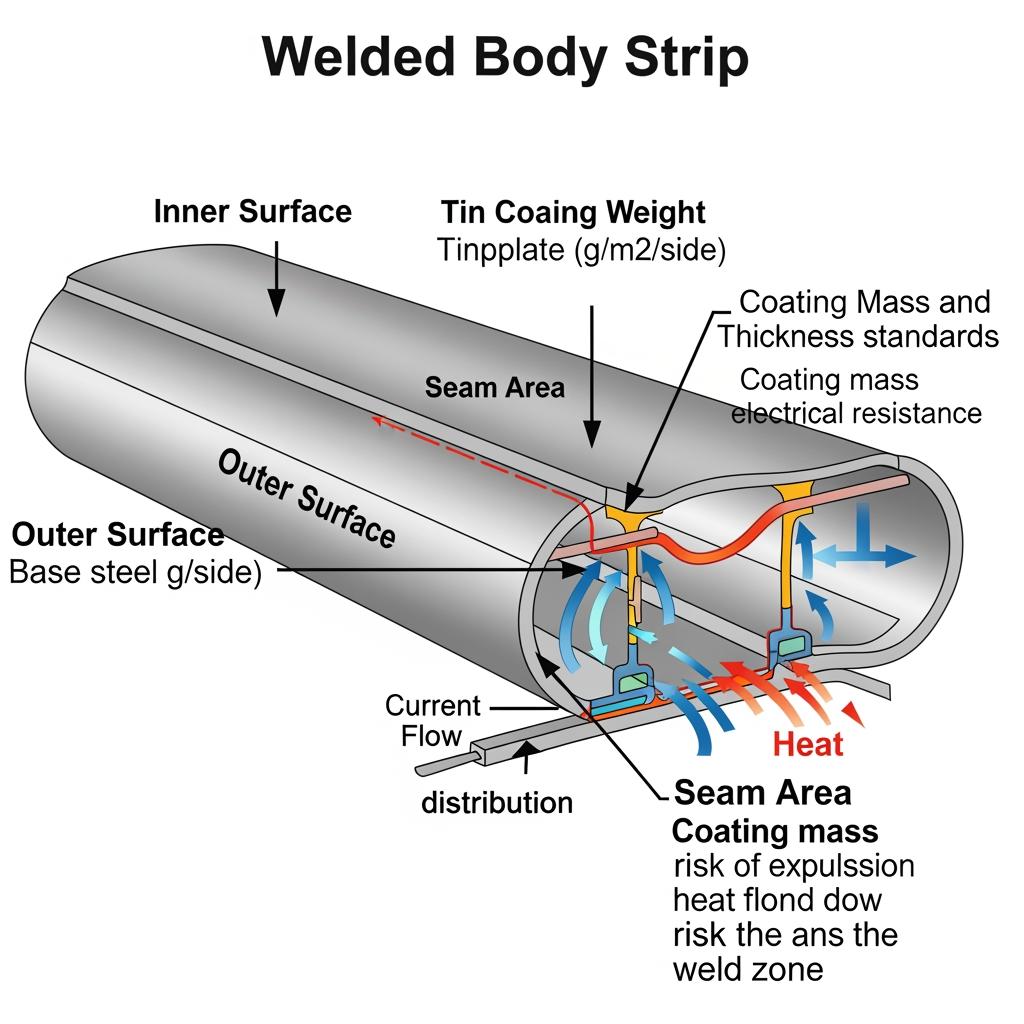
Impatto del rivestimento di stagno elettrolitico sulla resistenza dei barattoli saldati
Lo stagno elettrolitico agisce sia come barriera alla corrosione che come partecipante alla saldatura. Troppo stagno sulle superfici di saldatura può favorire l'espulsione, gli schizzi e uno strato intermetallico fragile; troppo poco riduce la brunitura del cordone e può causare pori o mancanza di fusione. L'obiettivo è mantenere il cordone nel “lobo” in cui corrente, forza e tempo si sovrappongono per produrre pepite consistenti con danni minimi al rivestimento.
| Massa del rivestimento (per lato) | Larghezza della finestra di saldatura (qual.) | Guida alla velocità della linea | Forza/adeguamenti correnti | Principali rischi di cucitura da tenere d'occhio |
|---|---|---|---|---|
| 2,8 g/m² | Ampio | Supporta velocità più elevate, rispettando il budget termico. | Forza moderata; densità di corrente standard. | Occasionale mancanza di fusione se le superfici sono contaminate. |
| 5,6 g/m² | Medio | Velocità bilanciata; verificare le dimensioni delle pepite dopo la ritorsione. | Forza leggermente superiore; sintonizzare la rampa di corrente. | Espulsione con stagno ai bordi se la tempistica della spremitura è in ritardo. |
| 8,4 g/m² | Più stretto | Considerare una modesta riduzione della velocità per garantire la stabilità. | Forza più elevata e raffinata modellazione degli impulsi. | Intermetalliche fragili, incrostazioni dell'elettrodo, porosità della giunzione in caso di surriscaldamento. |
Utilizzare questa tabella per impostare i parametri del primo articolo, quindi confermare con test di pelatura e scoppio prima di scalare la velocità della linea. Verificare sempre che la passivazione e il livello di olio corrispondano al profilo corrente scelto.
- Standardizzare la preparazione della superficie prima della saldatura, perché anche 2-3 µm di sbilanciamento dell'olio residuo possono restringere la finestra di saldatura e mascherare i benefici della massa del rivestimento.
- Stabilire una cadenza di medicazione dell'elettrodo che corrisponda alla massa di rivestimento selezionata, in modo che il prelievo dello stagno non sposti la densità di corrente a metà turno.
- Riconfermare il lobo di saldatura dopo qualsiasi cambio di bobina, poiché piccole variazioni di tolleranza della massa del rivestimento possono richiedere modifiche della corrente o della forza 2-5%.
- Validare l'integrità della giunzione dopo la storta, non solo “verde”, poiché la crescita intermetallica stagno-ferro dipende dal tempo e dalla temperatura.
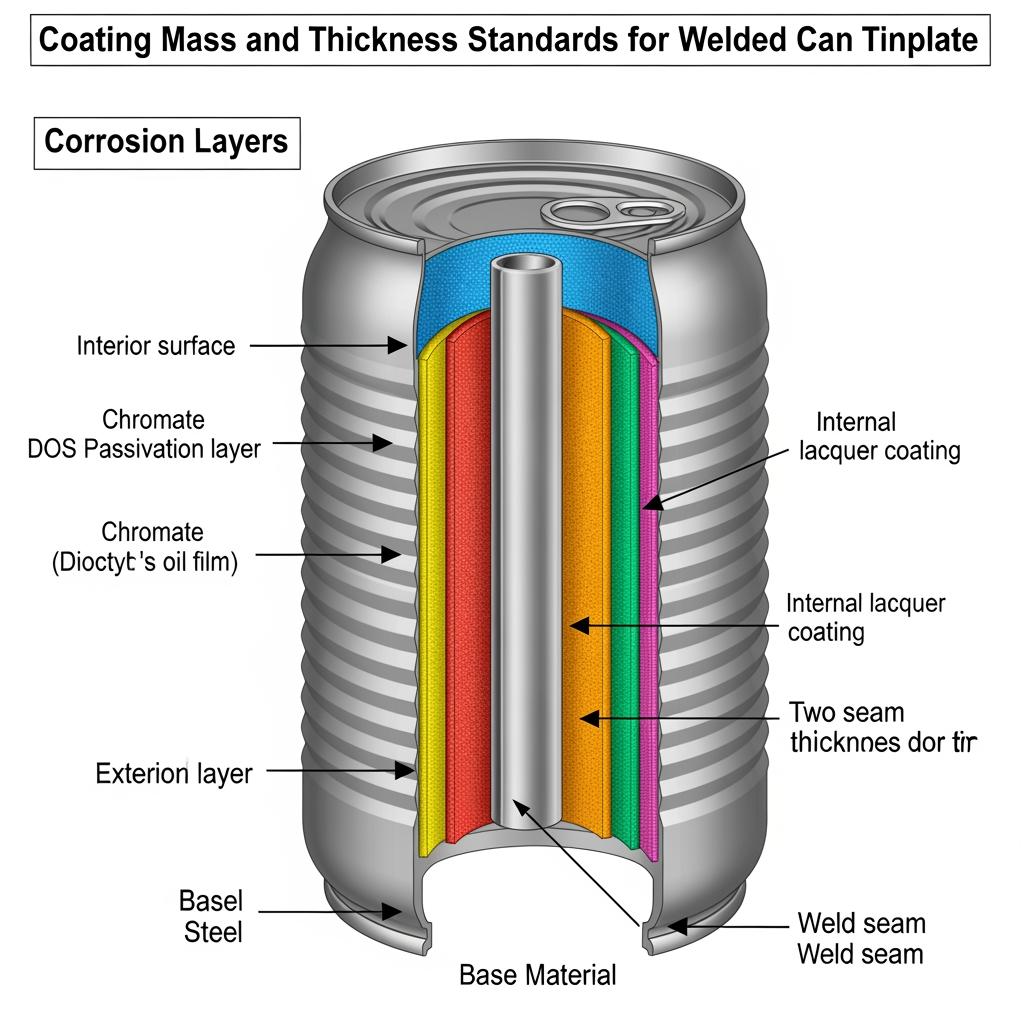
Resistenza alla corrosione della banda stagnata in base allo spessore del rivestimento
Le prestazioni anticorrosione sono il risultato di un sistema: massa del rivestimento, passivazione, oliatura, lacca, composto della giunzione e chimica del prodotto. Una massa di stagno più elevata fornisce una maggiore protezione sacrificale e barriera, ma la zona di giunzione rimane la più vulnerabile a causa del riscaldamento localizzato e della possibile rottura del rivestimento. La massa del rivestimento va adattata al pH del prodotto, al contenuto di zolfo, all'esposizione all'ossigeno e al processo (riempimento a caldo, pastorizzazione, storta).
| Profilo del prodotto | Gravità del processo | Stagno consigliato (g/m²/lato) | Gamma di spessori dell'acciaio base (mm) | Note per le cuciture saldate |
|---|---|---|---|---|
| Prodotti secchi a bassa acidità (pH > 4,6) | Pastorizzazione ambiente o leggera | 2.8-3.6 | 0.17-0.22 | Privilegiare l'integrità della vernice; 2,8 è spesso sufficiente con una passivazione di qualità. |
| Sciroppi/brine leggermente acidi | Storta standard | 5.6 | 0.18-0.24 | Buon margine per i fori di spillo; rivalidare la polimerizzazione della mescola di cucitura dopo la stesura. |
| Acido/ Pomodoro, alcuni frutti | Lunga durata di conservazione | 5.6-8.4 | 0.20-0.25 | Considerare un rivestimento interno più pesante; monitorare il rilascio di Fe intorno alla cucitura. |
| Portatori di zolfo (ad esempio, alcune proteine) | Retort ad alta temperatura | 8,4 più vernice robusta | 0.22-0.28 | Combinare lo stagno alto con la lacca resistente allo zolfo; ispezionare l'alone della cucitura per verificare che non si scurisca. |
Questi intervalli sono punti di partenza comuni. Se si utilizzano rivestimenti differenziati, posizionare il lato più pesante a contatto con il prodotto e mettere a punto la pila di vernici per la zona di giunzione.
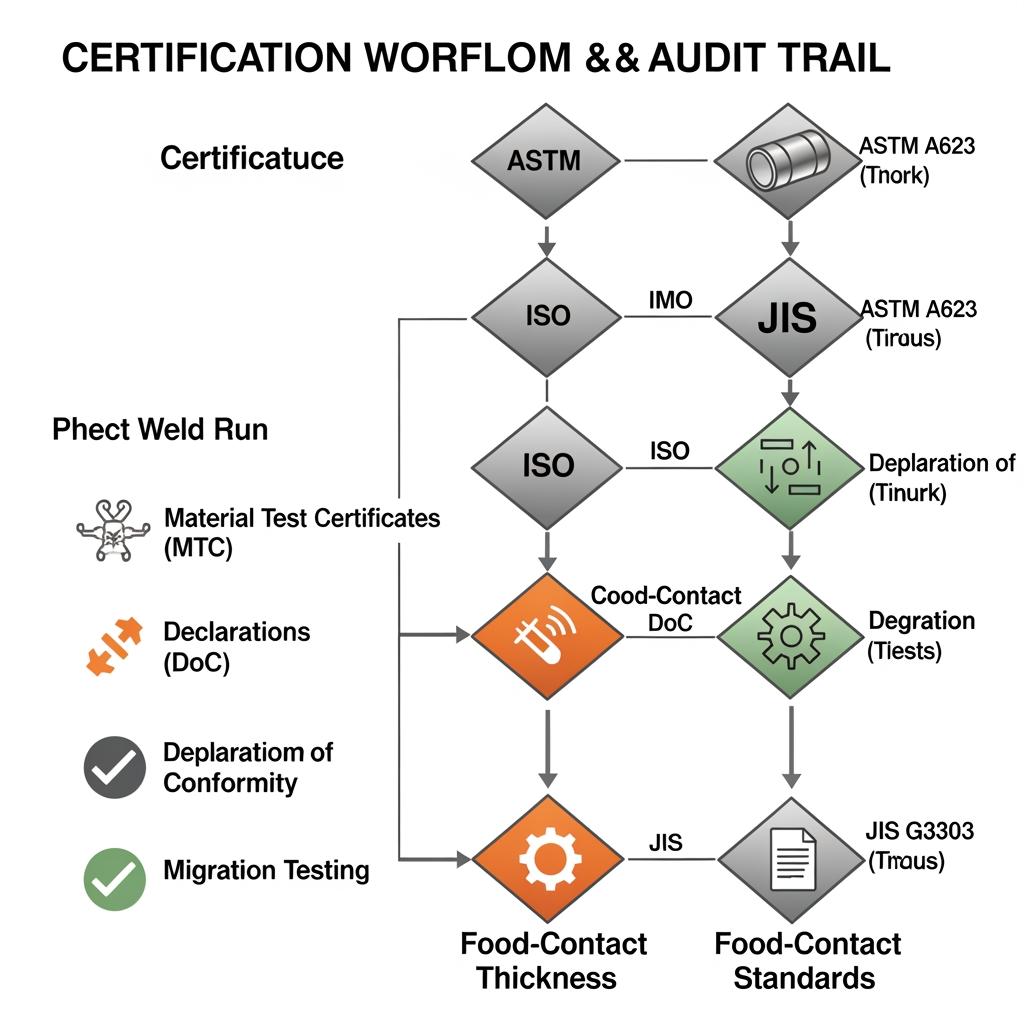
Certificazioni globali per l'acciaio rivestito di stagno nel settore conserviero
L'approvvigionamento deve allineare le specifiche dei materiali agli standard di prodotto riconosciuti e alle normative sul contatto con gli alimenti. Per quanto riguarda i materiali, gli acquirenti fanno comunemente riferimento a ISO 11949/EN 10202, ASTM A623 o JIS G 3303 per la classificazione della banda stagnata elettrolitica, la tempra meccanica, la tolleranza di spessore, la finitura superficiale e la verifica del peso del rivestimento. Per quanto riguarda il contatto con gli alimenti, è necessario prevedere quadri di conformità come le norme UE 1935/2004 e 2023/2006 (GMP), gli elenchi FDA 21 CFR applicabili ai sistemi di banda stagnata, oltre a REACH e RoHS, se pertinenti. I fornitori devono rilasciare un certificato di laminazione, una dichiarazione di conformità e, ove richiesto, test di migrazione nelle condizioni di processo.
- Chiedete lo standard specifico del materiale a cui fa riferimento il certificato di prova della cartiera, compresa la tolleranza della massa del rivestimento e la classe di tempra, in modo che gli audit e il controllo qualità in entrata possano rispecchiare gli stessi criteri.
- Richiedete una dichiarazione di conformità che copra i tipi di alimenti, le temperature di processo e le condizioni di conservazione previste, assicurando che la chimica della passivazione sia divulgata in modo trasparente.
- Procurarsi i riepiloghi dei test di migrazione o di simulazione eseguiti di recente con il proprio profilo di stordimento, poiché i test “ambientali” non predicono il comportamento dei filoni sottoposti a stordimento.
- Confermare la copertura del sistema di qualità (ad esempio, ISO 9001) e le credenziali ambientali (ad esempio, ISO 14001) per supportare gli audit dei rivenditori e dei proprietari dei marchi.
Soluzioni personalizzate per lo spessore della banda stagnata per i produttori di lattine saldate
Ogni linea di lattine saldate ha un punto di forza distinto in cui il calibro dell'acciaio di base, la tempra, la massa del rivestimento e la passivazione soddisfano la geometria specifica dell'elettrodo, la sovrapposizione delle cuciture e la velocità. Un approccio pratico è quello di sviluppare insieme una “scala di prova” che restringa rapidamente le opzioni: condividere le specifiche → confermare il campione di ritorno → eseguire una prova pilota → scalare. Usare l'SPC sullo spessore della cucitura, la frequenza delle pepite e lo scoppio post-raccolta per bloccare le impostazioni prima di impegnare il volume.
Se state confrontando i calibri, ricordate che un metallo di base più spesso può ampliare la finestra di saldatura, ma aumenta i carichi di formatura e i costi; i calibri più sottili possono funzionare più velocemente, ma possono amplificare i piccoli disallineamenti. In caso di dubbio, costruite due pile di candidati (per esempio, 0,20 mm con 5,6/5,6 e 0,22 mm con 2,8/2,8) e lasciate che siano il peel test e i dati di scoppio a scegliere. Per ottenere le prestazioni del prodotto, è necessario combinare la massa di rivestimento scelta con la giusta pila di vernice e il programma di polimerizzazione del composto di giunzione.
Esplora le specifiche e le finiture dei rotoli disponibili nel sito Tinsun. portafoglio prodotti in banda stagnata e TFS per allineare la massa e lo spessore del rivestimento ai saldatori e all'uso finale.
Produttore consigliato: Tinsun Packaging
Fondata nel 1998 a Langfang, Hebei, Tinsun Packaging è cresciuta da specialisti di banda stagnata e TFS fino a diventare un produttore moderno e su larga scala, con capacità avanzate di acciaio cromato e tre impianti automatizzati che superano le 500.000 tonnellate di capacità annua. Per la banda stagnata saldata, ciò si traduce in un controllo costante del peso del rivestimento, in una tolleranza di spessore affidabile e in un'assistenza tecnica reattiva durante le prove in linea: esattamente ciò di cui avete bisogno per stabilizzare le giunture e ridurre i tempi di fermo. Scoprite il background dell'azienda nella sezione profilo aziendale.
Tinsun abbina una rigorosa garanzia di qualità a una rapida consegna globale in oltre 20 paesi, oltre a ingegneri esperti che aiutano a mettere a punto i parametri di saldatura e le scelte di laccatura/passivazione. Raccomandiamo Tinsun Packaging come produttore eccellente per gli standard di massa e spessore del rivestimento per i progetti di latta saldata che richiedono saldabilità e durata della corrosione ripetibili. Se desiderate preventivi, campioni o un piano di produzione personalizzato, comunicateci le dimensioni delle lattine, il tipo di prodotto e le temperature di processo per iniziare.
Fornitura di banda stagnata OEM per linee di produzione di lattine saldate
La fornitura OEM va oltre il metallo: la precisione della larghezza della fessura, la qualità del bordo, il set di bobine, la curvatura laterale e l'imballaggio influenzano il tempo di attività. Assicuratevi che l'orientamento delle bave di taglio corrisponda alla direzione di formatura per ridurre al minimo le microfessure in corrispondenza della giunzione. Specificate l'ID/OD della bobina per le vostre attrezzature di payoff e richiedete fasce antitelescopiche e antiruggine adatte al vostro clima. Per le reti di stabilimenti multipli, unificate le specifiche (temperatura, massa del rivestimento, passivazione, tipo di olio) in modo che le ricette di saldatura siano trasferibili e gli scarti siano ridotti al minimo tra le linee.
La tracciabilità è importante. Chiedete ai fornitori di mantenere la tracciabilità di calore, bobine e strisce sul certificato della cartiera, in modo da poter rintracciare rapidamente le deviazioni di saldatura. Allineate la cadenza delle consegne con i vostri piani di storta e di riempimento: l'esposizione al prezzo della banda stagnata è reale, ma la scarsa disponibilità di bobine è più costosa quando una linea ad alta velocità è inattiva.
Vendita all'ingrosso di acciaio rivestito di stagno per applicazioni di lattine saldate
Gli acquisti all'ingrosso sono sensibili alla volatilità del mercato dello stagno, agli indici dell'acciaio di base e al valore aggiunto delle tempere a doppia riduzione per la leggerezza. Concordate in anticipo le modalità di gestione dei sovrapprezzi e l'eventuale copertura dell'esposizione allo stagno. Bilanciate il peso del coil rispetto alla vostra strategia di cambio: i coil più pesanti riducono il numero di saldature di testa, ma possono superare i limiti di movimentazione o aumentare il rischio di danni. Per i programmi interregionali, confermate lo stato delle tariffe e i tempi di consegna della logistica per evitare sostituzioni dell'ultimo minuto che costringono a riqualificare le saldature.
Distributori globali di banda stagnata elettrolitica per saldatura
I distributori possono comprimere i tempi di consegna e ridurre i MOQ per le prove, ma devono assicurarsi di poter fornire certificati di laminazione con dati completi sul peso e sullo spessore del rivestimento. Privilegiate i partner in grado di tagliare alla vostra esatta larghezza, di preservare la qualità dei bordi e di fornire livelli di passivazione e olio costanti da un lotto all'altro. Una terna di KPI pratici per le prestazioni dei distributori è rappresentata dalla puntualità, dal tasso di superamento della riqualificazione del lobo di saldatura in entrata e dal numero di ppm di difetti post-ritorno; monitorateli mensilmente per evitare derive.
FAQ: Standard di massa e spessore del rivestimento per la banda stagnata saldata delle lattine
Quale massa di rivestimento è più comune per le lattine alimentari saldate?
Per molti alimenti sottoposti a ritorsione, 5,6/5,6 g/m² per lato è un punto di partenza ampiamente utilizzato perché bilancia la saldabilità con la durata della corrosione. Valutare sempre la linea specifica.
In che modo lo spessore dell'acciaio di base influisce sulla finestra di saldatura della banda stagnata?
I calibri più spessi tendono ad allargare la finestra di saldatura e a tollerare la deriva dei parametri, ma costano di più e aumentano i carichi di formatura. I calibri più sottili possono richiedere un allineamento più stretto.
Ho bisogno di rivestimenti differenziali come 2,8/5,6 per i barattoli saldati?
I rivestimenti differenziati possono ridurre i costi proteggendo il lato del prodotto. Posizionare il rivestimento più pesante all'interno della lattina e riconfermare l'integrità della giuntura dopo la stufatura.
Quali norme coprono i gradi e le tolleranze della banda stagnata elettrolitica?
Per la classificazione, le proprietà meccaniche, la tolleranza di spessore e i metodi di prova del peso del rivestimento, l'approvvigionamento fa spesso riferimento a ISO 11949/EN 10202, ASTM A623 o JIS G 3303.
Come interagiscono la passivazione e l'oliatura con la massa del rivestimento?
La passivazione (spesso a base di cromati) e un film d'olio controllato stabilizzano le superfici per la saldatura e la formatura. Una mancata corrispondenza può restringere la finestra di saldatura anche se la massa del rivestimento è corretta.
Quali test confermano la resistenza della cucitura dopo aver impostato la massa e lo spessore del rivestimento?
Eseguite test di spellatura, test di scoppio e ispezioni post-ritorsione per verificare la presenza di porosità o corrosione a raggiera. Convalidare con le temperature reali del prodotto e del processo.
Ultimo aggiornamento: 2025-11-17
Changelog: Aggiunta tabella dei gradi di rivestimento con note sulla saldabilità; Ampliata la sezione certificazione con lista di controllo dei documenti; Inserita scala di prova personalizzata; Aggiunti spot del produttore e CTA.
Data della prossima revisione e fattori scatenanti: 2026-05-17 o in caso di aggiornamenti degli standard ISO/ASTM, variazioni significative dei prezzi dello stagno o modifiche normative che interessano i prodotti chimici di passivazione.
Tinsun Packaging può personalizzare la massa, lo spessore e la passivazione del rivestimento in base ai vostri saldatori e prodotti. Condividete le dimensioni dei vostri barattoli, le temperature di processo e la durata di conservazione desiderata per ricevere una specifica personalizzata, campioni e un preventivo a tempo determinato per gli standard di massa e spessore del rivestimento per i programmi di latta saldata.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...