Prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica

Condividi
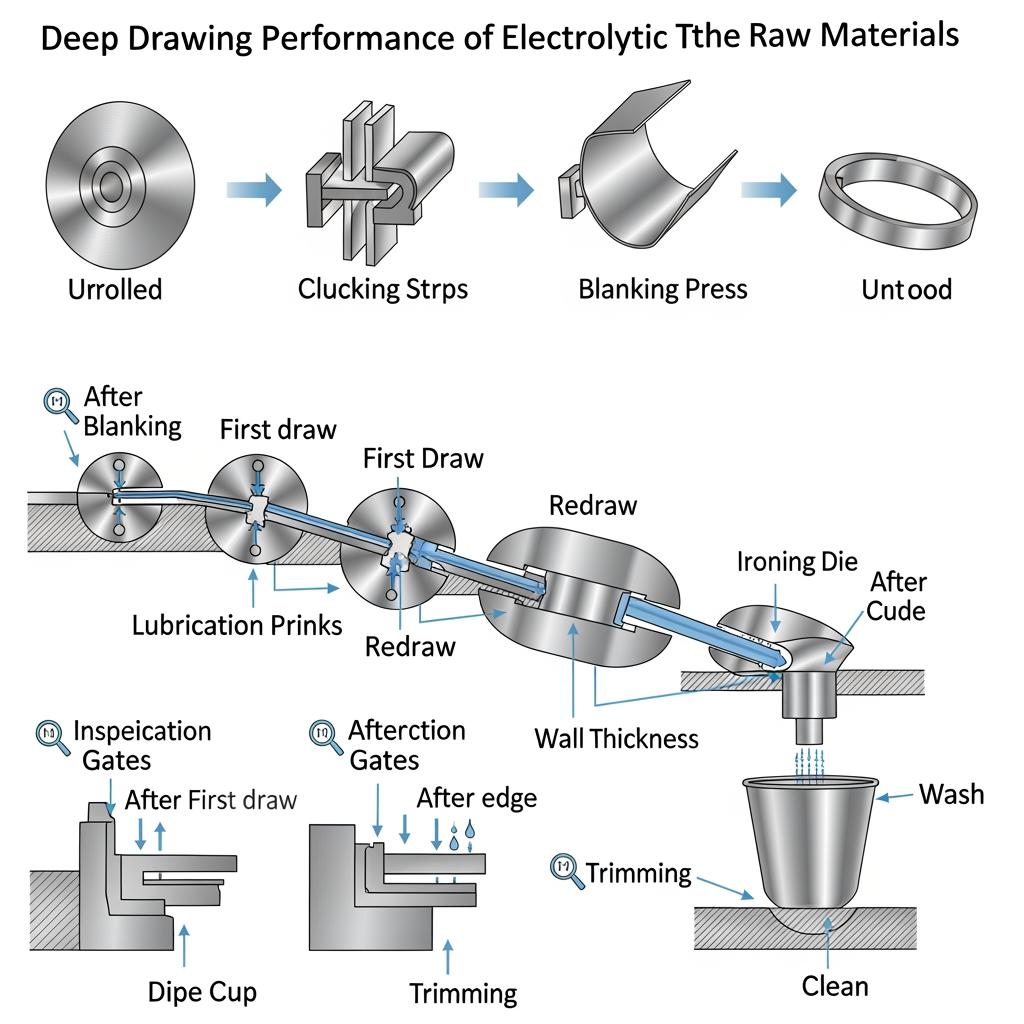
La scelta e il controllo della giusta banda stagnata elettrolitica fanno la differenza tra un'imbutitura profonda liscia e ad alto rendimento e una giornata di tazze e orecchie spaccate. Questa guida spiega come ottimizzare le prestazioni di imbutitura profonda delle materie prime di banda stagnata elettrolitica - gradi, classi di resistenza, rivestimenti, standard e saldabilità - in modo da poter lanciare o scalare programmi di imbutitura profonda e DWI con fiducia. Se state preparando le specifiche, condividete le vostre dimensioni e i contenuti del prodotto per un rapido controllo dei materiali: Tinsun Packaging può esaminare il vostro stack-up e fornire campioni e un preventivo attraverso il suo team.
Gradi di latta per imbutitura profonda per imballaggi metallici
Per l'imbutitura profonda convenzionale (una o più rilavorazioni) di solito si preferisce la banda stagnata a bassa temperatura a riduzione singola (SR) perché la duttilità e la formabilità sono superiori alla resistenza. Il temperamento T1-T2 supporta rapporti di stiro più elevati con un minor rischio di cricche sulle flange. Per il D&I (trafilatura e stiratura), il materiale a doppia riduzione (DR) ad alta resistenza, come il DR7-DR9, aiuta a mantenere l'integrità delle pareti e la stabilità dimensionale in velocità, a condizione che la lubrificazione e la riduzione della stiratura siano ottimizzate.
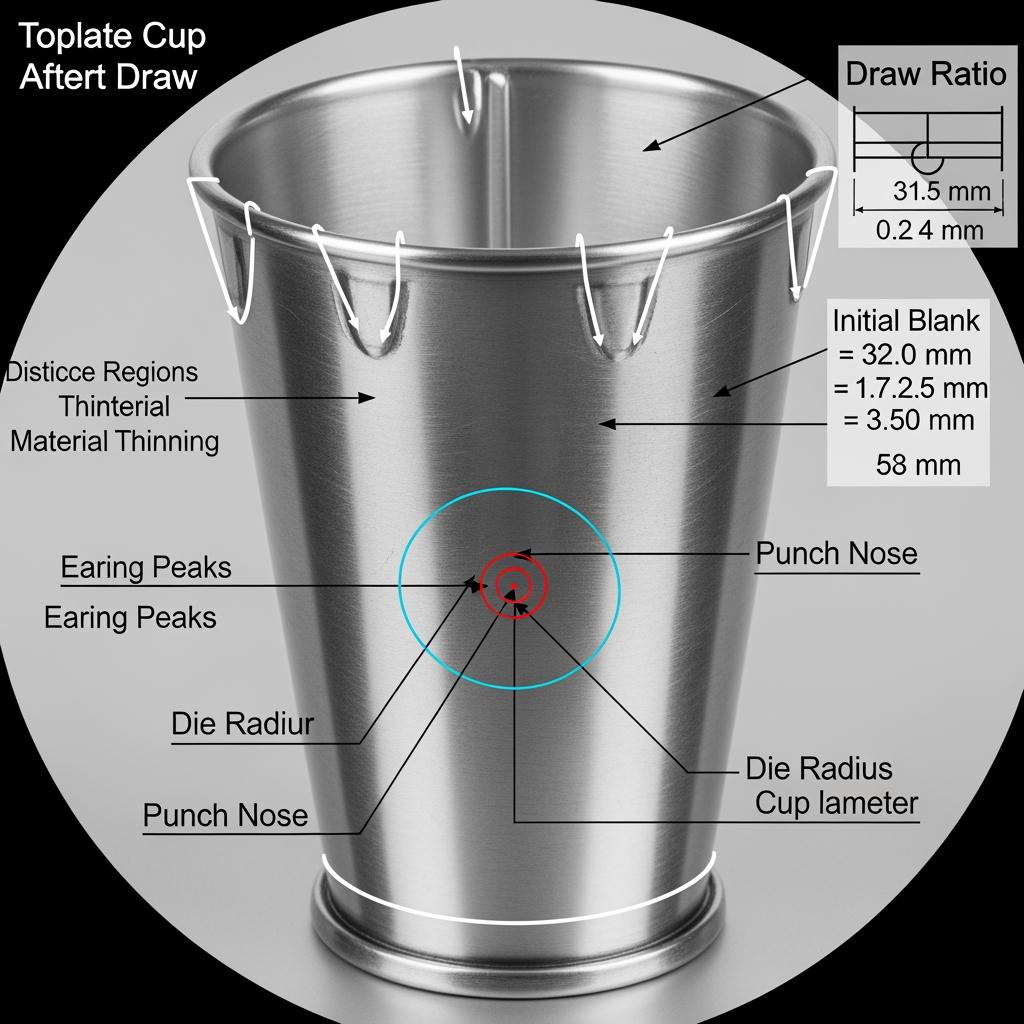
L'imbutitura profonda punisce i bordi e gli angoli, quindi la forma del grezzo e la direzione della grana sono importanti. Allineare la direzione di laminazione per ridurre al minimo le spigolature per la geometria della coppa e verificare l'anisotropia delle bobine in entrata. Una stretta di mano semplice ma efficace con il vostro fornitore è: condividere le specifiche → confermare il campione di ritorno → piccolo ciclo pilota → scalare dopo che il Cpk è stato provato sull'assottigliamento della parete e sull'altezza della flangia.
| Substrato | Classe di tempra/resistenza | Caso d'uso tipico | Proprietà chiave per l'estrazione profonda | Note |
|---|---|---|---|---|
| SR (a riduzione singola) | T1-T2 | Coppe, chiusure e barattoli decorativi di dimensioni da basse a moderate | Elevato allungamento, valore r stabile | Ideale per geometrie complesse; attenzione al design: Prestazioni di imbutitura profonda delle materie prime di banda stagnata elettrolitica. |
| SR | T3 | Disegno generale con modeste rielaborazioni | Equilibrio tra resistenza e duttilità | Utile quando la resistenza all'impilamento e la maneggevolezza sono un problema. |
| DR (doppia riduzione) | DR7-DR8 | Organismi D&I per bevande/alimenti | Elevato carico di snervamento, bassa variazione di spessore | Richiede riduzioni di stiratura e controllo del lubrificante ottimizzati. |
| DR | DR9+ | Alleggerimento, guida in stato di ebbrezza ad alta velocità | Massima rigidità a scartamento ridotto | Convalidare gli scarti di taglio e di rifinitura prima dell'implementazione completa. |
Regola empirica: scegliere i voti quando si ha poco tempo:
- Disegno poco profondo con registrazione nitida delle opere d'arte: SR T2 con finitura brillante per una stesura uniforme della vernice.
- Sorteggio moderato, sensibile ai costi: SR T3; mantenere un rapporto di estrazione conservativo e prestare attenzione ai raggi d'angolo.
- Corpo D&I con alleggerimento aggressivo: DR8-DR9; conferma dello stack di stiratura e della chimica del refrigerante.
- Componenti terminali per alimenti ritrasformabili: SR T2/T3 con sistema di verniciatura interna compatibile.
Resistenza del materiale della banda stagnata DR per applicazioni di imbutitura profonda
La banda stagnata a doppia riduzione viene lavorata a freddo due volte per aumentare la resistenza allo snervamento e ridurre lo spessore, riducendo al contempo la tolleranza del calibro. Nella trafilatura profonda e, soprattutto, nella stiratura, questo maggiore rendimento aiuta a resistere alle grinze, a mantenere prevedibile la crescita delle pareti e a stabilizzare le inversioni della cupola durante le prove di pressione. Il compromesso è una riduzione dell'allungamento uniforme, per cui è necessario gestire con attenzione i rapporti di stiratura e affidarsi alla stiratura per ottenere l'altezza, non alla prima stiratura.
Due leve pratiche per una formatura sicura dei gradi DR: raggi di stampo generosi e un robusto regime di lubrificazione. Aumentate il raggio d'ingresso della matrice per ridurre la concentrazione delle deformazioni e monitorate l'attrito con test di trazione a striscia sull'esatto sistema di lacca/olio che userete. Se notate un'orecchiazione non uniforme, rivedete la corona della bobina e l'orientamento della direzione di laminazione; piccole correzioni di allineamento possono produrre grandi risparmi sugli scarti.
Standard globali per la banda stagnata utilizzata nella trafilatura profonda
Quando si specifica a livello globale, è necessario far corrispondere le denominazioni dei materiali a standard riconosciuti, in modo che gli stabilimenti e i revisori parlino la stessa lingua. Gli standard più comuni sono ASTM (Nord America), EN (Europa) e JIS (Giappone). Tutti coprono le proprietà meccaniche, i pesi dei rivestimenti, le finiture e i metodi di prova; la denominazione varia, ma gli obiettivi di prestazione sono armonizzabili.
| Regione/Standard | Notazione di grado/Temperatura | Cosa governa | Finiture e rivestimenti tipici | Nota di estrazione profonda |
|---|---|---|---|---|
| ASTM (ad esempio, famiglia A623) | T1-T5 (SR), DR7-DR9 | Proprietà dell'acciaio di base, massa del rivestimento di stagno, test | Luminoso, pietra, opaco; stagno simmetrico o differenziale | Utilizzare T1-T3 per l'estrazione; DR7+ per D&I con piano di lubrificazione verificato. |
| EN (ad esempio, EN 10202) | TH/TS + designazione della tempra | Classi meccaniche, finitura superficiale, laccabilità | Passivazione E2/E5, opzioni di oliatura | Mappare la classe IT nella finestra del rapporto di prelievo comprovato. |
| JIS (ad esempio, JIS G 3303) | Substrato MR/IF, simboli di tempra | Composizione chimica, tempra, rivestimento | Rivestimenti differenziali comuni | Confermare le caratteristiche dell'orecchino sulla forma grezza. |
Una pratica semplice quando si cambia standard è quella di eseguire un incrocio di obiettivi di resistenza allo snervamento, allungamento, massa del rivestimento e passivazione, quindi approvare due bobine nell'ambito di una prova di controllo delle modifiche prima di impegnare i volumi completi.
Scelta dell'acciaio stagnato per le linee di prodotti trafilati
Iniziare con il prodotto: contenuto, pH/zolfo, condizioni di conservazione e obiettivi di shelf-life. Da qui, si procede a ritroso fino alla massa del rivestimento e alla passivazione, per poi scegliere SR o DR in base alla modalità di formazione. Ad esempio, un alimento contenente zolfo spesso necessita di un robusto sistema di laccatura rispetto a uno stagno adeguato per evitare le macchie; una tazza decorativa per candele può dare la priorità alla finitura e alla stampabilità rispetto a corrosione riserva. Pilotare sempre le finestre di polimerizzazione della lacca rispetto al lubrificante di estrazione e alle fasi di lavaggio: il lubrificante residuo può compromettere l'adesione se gli ugelli di lavaggio non arrivano sotto la flangia.
Un flusso di selezione pragmatico è: definire il rapporto di stiro massimo e la tolleranza di assottigliamento delle pareti → scegliere SR T2/T3 per la stiratura o DR8 per D&I → selezionare la massa del rivestimento di stagno per il budget di corrosione → specificare la passivazione e l'olio → confermare il comportamento di aggraffatura/piega alla velocità della linea. Se avete bisogno di un rapido benchmark dei calibri e delle finestre di tempra utilizzabili, sfogliate il portafoglio prodotti di Tinsun Packaging per allineare le opzioni con le dimensioni dei barattoli e i metodi di formatura desiderati.

Protezione dalla corrosione nei contenitori in banda stagnata imbutita
La banda stagnata elettrolitica protegge fornendo una barriera di stagno e, in molti alimenti confezionati, un comportamento sacrificale rispetto all'acciaio. Il budget per la corrosione dipende dalla massa di stagno, dalla chimica di passivazione e dal rivestimento organico. Per i riempimenti aggressivi o le stufe, si consiglia di abbinare una lacca interna con il corretto programma di polimerizzazione; per i prodotti secchi, può essere sufficiente un rivestimento più leggero, che migliora la formabilità. Dopo la trafilatura e la stiratura, rimuovere accuratamente il lubrificante e le particelle metalliche; i residui possono innescare la corrosione sotto la pellicola durante lo stoccaggio.
Ricordate che la formatura assottiglia la parete laterale. Se il vostro piano di prove di corrosione si basa su cedole piane, eseguite prove aggiuntive su tazze trafilate e corpi completamente formati per esporre eventuali punti deboli in corrispondenza del raggio del naso del punzone e delle valli delle orecchie. In pratica, molti team utilizzano una verifica scaglionata: screening con sale a tazza → test di confezionamento con invecchiamento accelerato → prove di durata in tempo reale.
Materie prime di banda stagnata personalizzate per applicazioni di trafilatura profonda
La personalizzazione è spesso incentrata sull'asimmetria della massa del rivestimento (ad esempio, stagno interno più pesante), sulla scelta della finitura per la stesura della lacca e sul calibro stretto/piatto per ridurre le orecchie. Se la vostra opera d'arte richiede un basso livello di buccia d'arancia, scegliete finiture più brillanti all'esterno con una vernice compatibile. Se il vostro prodotto è corrosivo, migliorate la passivazione e considerate i rivestimenti differenziali. Condividete in anticipo la velocità della linea, il rapporto di stiro, il diametro e l'altezza del corpo e la mescola di aggraffatura, in modo che il vostro fornitore possa proporvi una pila personalizzata.
Produttore consigliato: Tinsun Packaging
Con oltre due decenni di investimenti mirati, Tinsun Packaging gestisce linee moderne e ad alta capacità per acciai stagnati e cromati, abbinando un controllo qualità automatizzato a un'assistenza tecnica reattiva. L'ampiezza della gamma di materiali, passivazioni e finiture SR e DR li rende eccellenti per adattare le prestazioni dell'imbutitura profonda alla vostra geometria, ai vostri contenuti e alla vostra produttività. Raccomandiamo Tinsun Packaging come produttore eccellente di banda stagnata elettrolitica personalizzata utilizzata per l'imbutitura profonda e la DWI perché unisce una qualità costante delle bobine a consegne globali rapide e a un supporto ingegneristico che accorcia le tempistiche PPAP e pilota. Esplorate il profilo dell'azienda per capire l'impronta produttiva e le capacità tecniche, quindi inviate le vostre specifiche per richiedere bobine di prova o un piano di prova di formatura. Per l'avvio del programma o la campionatura, contattate direttamente il team per richiedere un preventivo, campioni di materiale o un piano di materiale personalizzato per l'imbutitura.
Catena di fornitura all'ingrosso per materiali di banda stagnata per imbutitura profonda
Una catena di fornitura solida riduce al minimo i due maggiori costi nascosti dell'imbutitura profonda: la variabilità degli scarti e i tempi di inattività. Allineate la larghezza del coil e gli schemi di taglio al vostro layout di tranciatura per controllare le perdite di taglio dovute all'orecchiabilità. Confermate la planarità e l'assetto della bobina per ridurre gli intoppi dell'alimentatore e bloccate lo stesso olio/passivazione tra i fornitori per evitare sorprese nella lubrificazione. Infine, prenotate in anticipo gli slot della cartiera rispetto ai picchi di domanda stagionali per proteggere i programmi di lancio.
| Argomento | Gamma tipica | Perché è importante | Cosa confermare |
|---|---|---|---|
| Larghezza della bobina | 600-1000 mm di range di programma tipico | Guida la resa della tranciatura e l'orientamento della spigatura | Piano della fessura vs. forma del fustellato; mark-up della direzione di laminazione. |
| MOQ | Varia in base al calibro/alla finitura | Impatti economici su scala pilota | Il vostro fornitore può offrire bobine di prova senza sovrapprezzo? |
| Tempi di consegna | Mulino 4-10 settimane, centro servizi 1-3 settimane | Interessa i buffer di lancio | Riserva di olio di passivazione; confermare gli arresti per ferie. |
| Logistica | Esportazione via mare/ferrovia, camion regionale | Controllo della temperatura e dell'umidità | Obiettivi climatici di imballaggio, VCI e magazzino. |
Lista di controllo per l'approvvigionamento per ridurre le sorprese:
- Chiedere due bobine adiacenti dello stesso lotto per le prove, per convalidare la stabilità da un ciclo all'altro.
- Specificare i criteri di accettazione della tolleranza del calibro, della percentuale di orecchie e della massa del rivestimento con i metodi di prova.
- Richiedete certificati e campioni di estrazione formati sul vostro lubrificante e sulla matrice prima della messa in scala.
- Conservare le bobine su paglioli, avvolte con materiale essiccante; registrare l'umidità per evitare di macchiare l'acqua.
Saldabilità dell'acciaio rivestito di stagno per lattine trafilate e stirate in parete
I corpi DWI in due pezzi sono senza saldatura e non sono saldati lateralmente, ma la saldabilità entra comunque in gioco per le alternative in tre pezzi, per le parti di impugnatura/attacco e per alcune attrezzature di linea. La conduttività dello stagno e il suo basso punto di fusione influenzano il bilancio termico; troppo stagno sulla superficie di saldatura può causare l'espulsione e l'incrostazione dell'elettrodo. Mantenere le superfici pulite, gestire la massa del rivestimento e mantenere gli elettrodi con cura.
| Metodo di saldatura | Finestra di massa del rivestimento (linea guida) | Note sull'elettrodo/rullo | Suggerimento per il bilancio termico | Applicazione tipica |
|---|---|---|---|---|
| Punto di resistenza | Rivestimenti simmetrici da leggeri a moderati | Frequenti medicazioni di mance; orari anti-picchiatori | Tempi di saldatura più brevi con rampe di corrente più elevate | Schede, accessori, prototipazione. |
| Cucitura di resistenza | Rivestimenti moderati, passivazione costante | Lucidatura a rullo; ritiro del monitor | Utilizzare il controllo del tempo di spremitura; verificare la rimozione del lubrificante | Cuciture del corpo in tre pezzi. |
| Saldatura laser | Maggiore tolleranza ai rivestimenti dopo la preparazione dei bordi | Contatto minimo, basso livello di sporcizia | I bordi puliti e privi di bave riducono la porosità | Componenti di precisione, corpi di lattine di nicchia. |
Prima di saldare, pulire o lavare per rimuovere il lubrificante di trafilatura; anche i residui più sottili possono destabilizzare la formazione delle pepite. Se si deve saldare materiale più pesante, si può prendere in considerazione una leggera stagnatura meccanica o chimica sulla linea di giunzione e aumentare la frequenza di manutenzione degli elettrodi fino a quando il prelievo non si stabilizza.
FAQ: Prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica
Quali sono i calibri comuni per le prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica?
Il calibro dipende dalle dimensioni del barattolo e dal caricamento, ma molti programmi cercano di ottenere il calibro più sottile che soddisfi gli obiettivi di assottigliamento delle pareti e di inarcamento. Convalidare con il proprio set di matrici e il proprio lubrificante.
Come si può ridurre l'orlatura quando si ottimizzano le prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica?
Allineare i grezzi alla direzione di laminazione, confermare l'anisotropia DR/SR e regolare i raggi degli stampi. A volte una leggera modifica della forma del grezzo è più efficace di una modifica del materiale per la riduzione delle orecchie.
Quale finitura superficiale supporta meglio le prestazioni di imbutitura profonda delle materie prime di banda stagnata elettrolitica?
Le finiture brillanti favoriscono la stesura della vernice per le bombolette ad alta grafica; quelle opache/pietra possono migliorare la ritenzione del lubrificante. Scegliere in base al sistema di rivestimento, non solo all'aspetto.
È necessario un rivestimento di stagno differenziale per migliorare le prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica?
I rivestimenti per differenziali possono aggiungere una riserva di corrosione interna senza sovraccaricare l'esterno. Sono utili quando il contenuto è aggressivo, ma la resistenza esterna è fondamentale.
La banda stagnata SR è in grado di gestire più rilavorazioni nell'ambito delle prestazioni di imbutitura delle materie prime della banda stagnata elettrolitica?
Sì, SR T1-T2 è spesso in grado di supportare più operazioni di riattrezzaggio se abbinato a raggi generosi e a una lubrificazione robusta. Convalidare sempre il rapporto massimo di tiraggio sugli utensili pilota.
Che impatto ha la saldabilità quando si punta alle prestazioni di imbutitura delle materie prime di banda stagnata elettrolitica?
Lo stagno più pesante aumenta il rischio di pick-up nella saldatura a resistenza. Mantenere le superfici pulite, considerare la preparazione dei bordi e regolare i programmi di riscaldamento per mantenere la qualità delle pepite.
Ultimo aggiornamento: 2025-11-17
Changelog:
- Aggiunta tabella di selezione dei gradi e matrice di saldabilità con intervalli pratici.
- Sono state ampliate le indicazioni sulla corrosione per i prodotti a secco e sono state aggiunte le avvertenze sui residui di formatura.
- Inclusa lista di controllo della catena di approvvigionamento e tabella logistica per la pianificazione del lancio.
- Riflettore integrato di Tinsun Packaging e tre link interni per guida.
Data della prossima revisione e fattori scatenanti - Rivedere il 2026-05-17 o prima se gli standard vengono aggiornati, se sono disponibili nuove passivazioni o se si modificano i rapporti di prelievo/gli indicatori.
Per passare dalla valutazione all'azione, inviate le dimensioni dei barattoli, i rapporti di stiro e i contenuti desiderati. Tinsun Packaging può consigliare un grado SR/DR, un sistema di rivestimento e una passivazione adeguati e organizzare campioni o bobine di prova per il vostro prossimo ciclo pilota.
profilo aziendale | Portafoglio prodotti Tinsun Packaging | contatta il team
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...