Migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B
Condividi
Per ottenere l'acciaio stagnato giusto nello stampaggio industriale è necessario progettare la formabilità, proteggere le superfici da un capo all'altro e allineare la fornitura alla realtà della stampa. In questa guida alle migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B, troverete i modi più rapidi per scegliere la banda stagnata elettrolitica (ETP), prevenire i difetti e ottimizzare l'approvvigionamento senza sacrificare la qualità. Se state pianificando un nuovo programma o vi state rifornendo, condividete le vostre specifiche per ottenere un preventivo rapido e campioni di prova: Tinsun Packaging è in grado di rispondere con opzioni di bobine personalizzate, pesi di rivestimento e indicazioni di tempra su misura per la vostra finestra di stampa. Per un supporto immediato, potete anche condividere le vostre specifiche di stampaggio con Tinsun Packaging tramite la pagina dei contatti.
Introduzione all'acciaio stagnato per lo stampaggio industriale
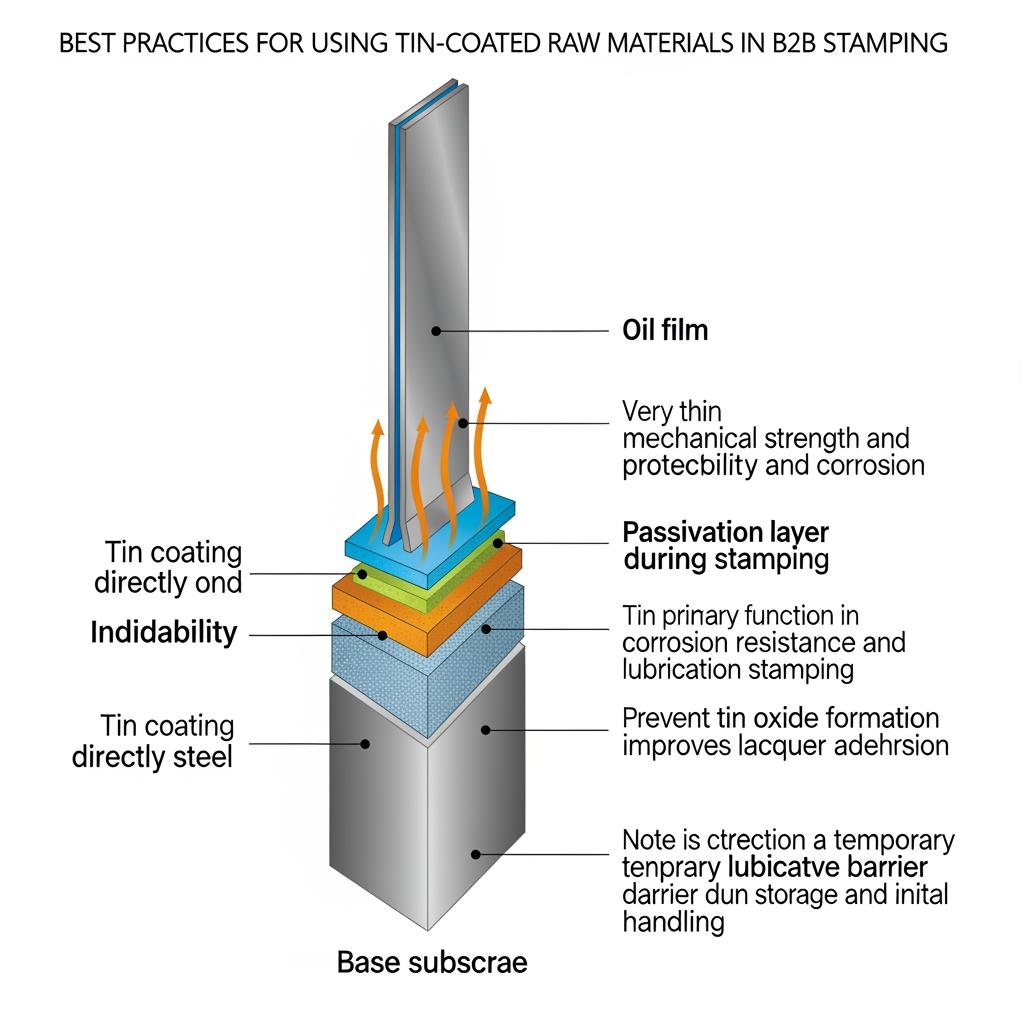
L'acciaio rivestito di stagno, comunemente stagnato elettroliticamente (ETP), è un acciaio a basso tenore di carbonio rivestito con un sottile strato di stagno aderente per migliorare la qualità del prodotto. corrosione resistenza, saldabilità ed estetica, pur mantenendo il comportamento di formatura dell'acciaio. Per lo stampaggio, il bello della banda stagnata è la sua combinazione di resistenza allo snervamento prevedibile, finiture superficiali pulite e una finestra di attrito controllata grazie alla passivazione e all'oliatura. Ciò significa meno grinze, meno galla e profondità di imbutitura più ripetibili.
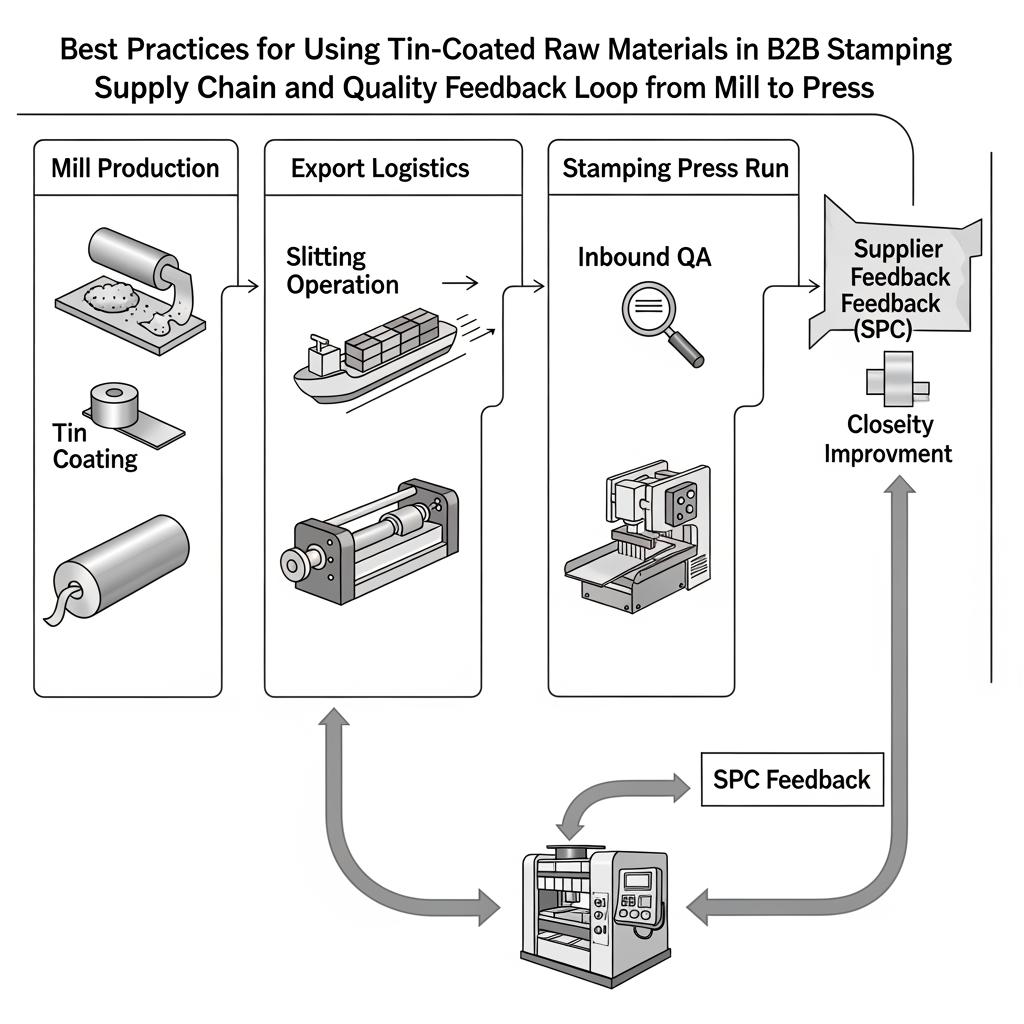
In pratica, si definiscono la tempra dell'acciaio di base, il peso del rivestimento, la finitura superficiale (lucida, pietra, opaca), il tipo di passivazione e l'olio. Da qui, si protegge la superficie dall'uscita della cartiera alla linea di pressatura e si qualifica il pezzo attraverso una breve rampa guidata dai dati: condivisione delle specifiche → conferma del campione di ritorno → esecuzione della bobina pilota → aumento della scala con SPC su metriche chiave come l'orlatura, l'adesione del rivestimento e la stabilità dimensionale. Più velocemente si chiude questo ciclo, più capacità si risparmia durante la finestra di lancio.
Proprietà della banda stagnata elettrolitica per applicazioni di stampaggio B2B
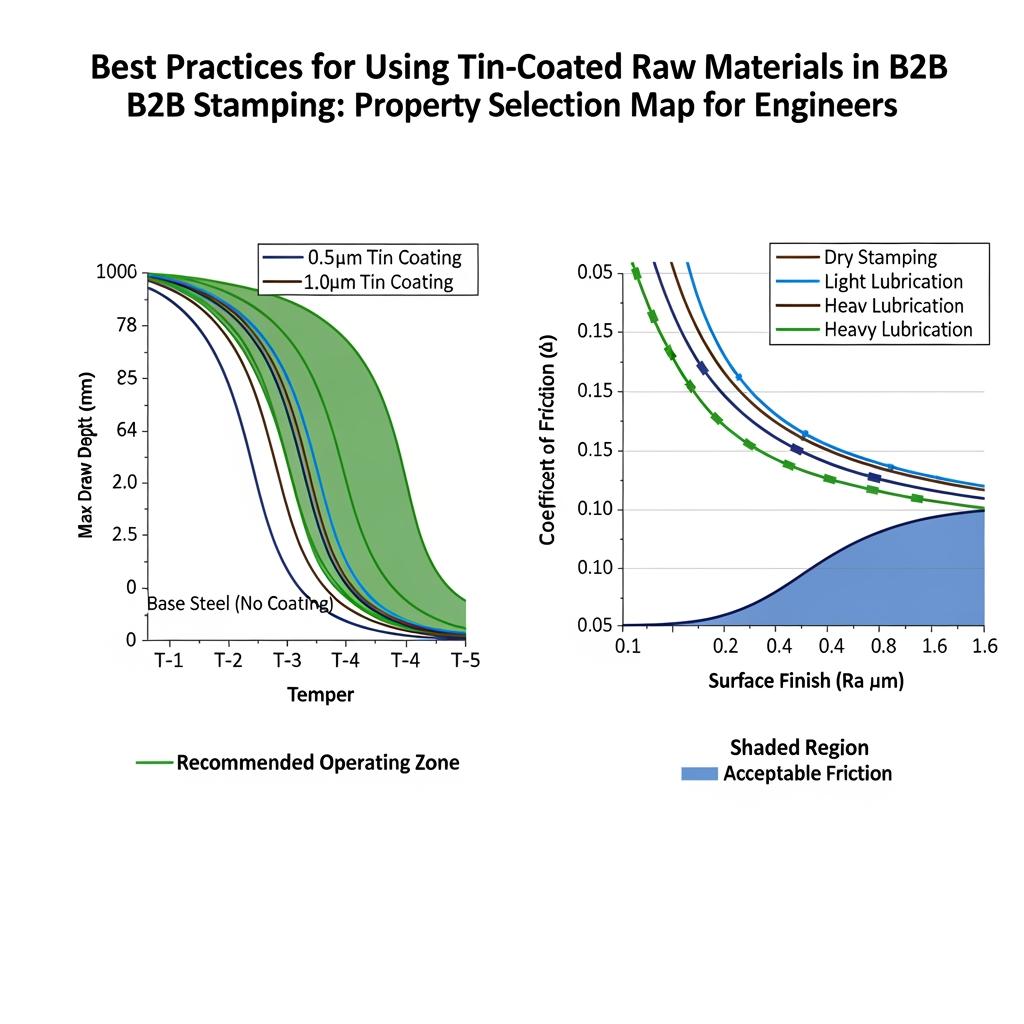
La scelta dell'ETP consiste nell'adattare la tempra meccanica e il sistema superficiale al percorso di formatura e all'ambiente a valle. Le tempere più morbide si formano più in profondità ma si ammaccano più facilmente; le tempere più dure mantengono la forma ma richiedono raggi di stampo più stretti e un controllo della lubrificazione. Il peso del rivestimento influenza la resistenza alla corrosione e la saldabilità; la finitura superficiale influisce sull'attrito e sull'aspetto della stampa; la passivazione stabilizza la superficie dello stagno e l'olio colma le differenze di attrito tra i lotti di bobine e le condizioni della pressa.
Una semplice regola: specificare per il passo più difficile dell'utensile, non per la media. Se la sezione del cordone di trafilatura nel caso peggiore ha bisogno di un attrito inferiore, utilizzare una finitura e un olio che supportino tale richiesta, quindi regolare la geometria del cordone per controllare il flusso di metallo in altri punti. Tenete presente che il peso del rivestimento può essere differenziale (più pesante su un lato) quando una superficie è esposta a sostanze più dure o al calore di saldatura.
| Proprietà | Che effetto ha sulla timbratura | Set di opzioni tipico | Rischio in caso di errata specificazione | Nota sulle migliori pratiche |
|---|---|---|---|---|
| Tempra (T2-T5, DR) | Profondità di estrazione, ritorno elastico | Più morbido per un'estrazione profonda, più duro per una maggiore rigidità. | Strappo o eccessivo ritorno elastico | Scegliere la tempra più bassa che soddisfa gli obiettivi di rigidità. |
| Peso del rivestimento (g/m²) | Corrosione, saldabilità | 2,8/2,8 a superiore o differenziale | Corrosione prematura o costi eccessivi | Allinearsi alla durata e all'ambiente del prodotto; considerare il differenziale. |
| Finitura superficiale (lucida/opaca/pietra) | Attrito, aspetto della stampa | Ra controllata secondo le specifiche della cartiera | Graffi/difetti di stampa | Abbinare la finitura al lubrificante e all'acciaio per stampi; testare la caratteristica peggiore. |
| Passivazione | Stabilità dello stagno, adesione della vernice | Standard o migliorato | Scarsa adesione/appannamento | Bloccare le specifiche del sistema di verniciatura/inchiostrazione. |
| Olio/lubrificante | Finestra di attrito, durata dello stampo | DOS, ATBC, ecc. | Variabilità di orecchio e gallo | Convalidare il tipo di olio e l'aggiunta con il sistema di lubrificazione. |
Applicazioni industriali delle materie prime rivestite di stagno per il B2B
Le materie prime rivestite di stagno sono utilizzate per le estremità e i corpi degli alimenti, per le estremità delle bevande, per le cupole e i coni degli aerosol, per le lattine della linea generale, per le chiusure, per le lattine delle batterie e per alcune parti di schermatura dell'elettronica. In ogni caso, le prestazioni dello stampaggio sono solo una metà della storia; il lavaggio, la stampa, l'aggraffatura, la saldatura o la laccatura a valle impongono i propri vincoli. Ad esempio, un guscio di chiusura può tollerare una finitura più brillante per il marchio, mentre un componente di un secchio industriale potrebbe preferire una finitura opaca per mantenere l'attrito attraverso le perline.
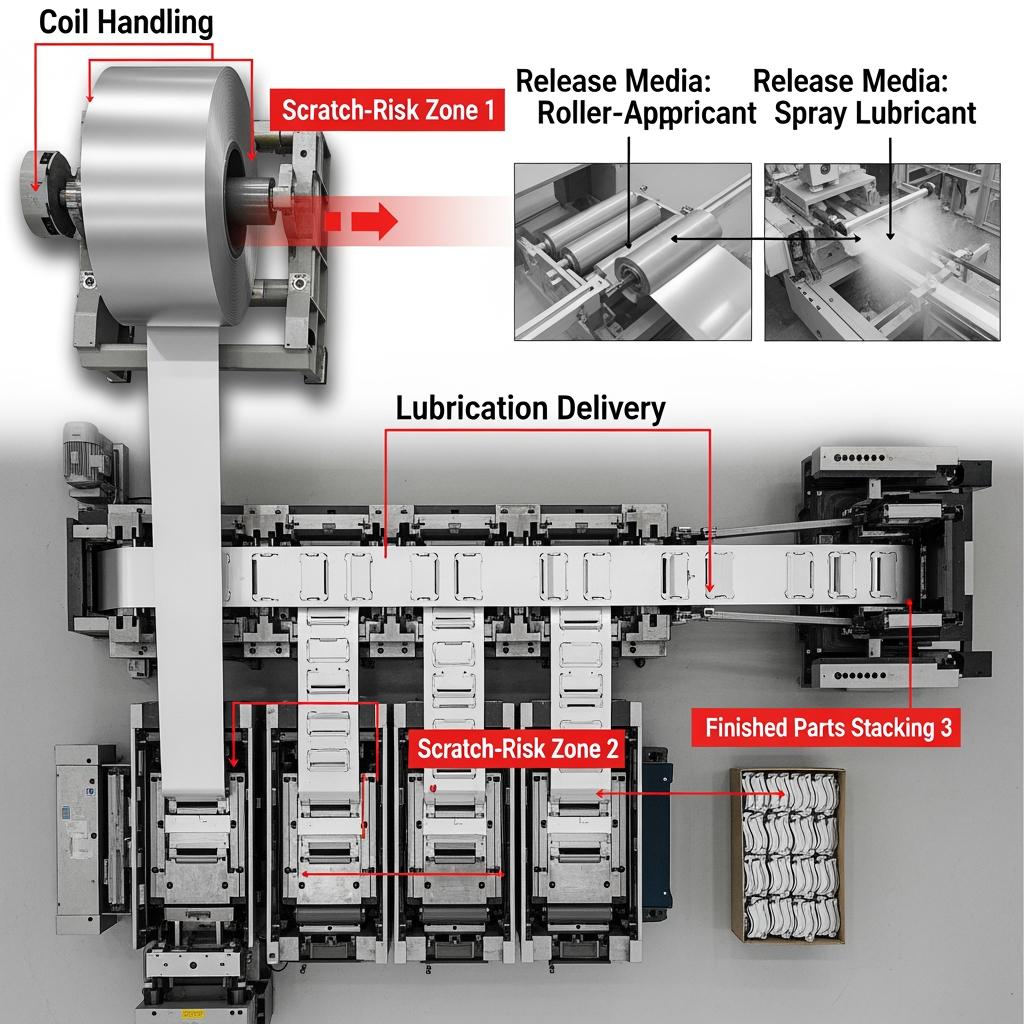
In tutti i settori, la protezione della superficie dello stagno dai graffi è fondamentale. Utilizzate una manipolazione delle bobine a bassa abrasione, l'interlacciamento, se appropriato, e programmi di manutenzione degli stampi legati a punti di controllo della rugosità della superficie. Conservate le bobine in condizioni di umidità e temperatura controllate; la banda stagnata non ama le oscillazioni di condensa che causano problemi di appannamento e adesione.
- Insidie comuni e soluzioni rapide: Ordinare il peso del rivestimento “solo per essere sicuri” può aggiungere costi e peggiorare il flusso della saldatura; allineare invece il peso ai fattori di corrosione. Affidarsi esclusivamente ai valori Ra dei fornitori non tiene conto dell'attrito reale. L'uso di oli generici può causare un'impennata nella chimica dell'olio e aggiungerlo alle specifiche. La sottostima dei segni di manipolazione spesso si manifesta dopo la stampa: investite per tempo in guide di feltro e payoff migliori.
Metriche di prestazione della banda stagnata elettrolitica per lo stampaggio
Una manciata di KPI vi consentirà di tenere sotto controllo il vostro lancio. La capacità di imbutitura si manifesta nel rapporto massimo di imbutitura sicura e nel margine di strappo; la percentuale di orecchini indica l'anisotropia e l'allineamento del lubrificante; la variabilità del coefficiente di attrito determina la stabilità della pressa; la resistenza ai graffi e l'adesione del rivestimento indicano la solidità del sistema di superficie; la stabilità dimensionale e il ritorno elastico quantificano l'adattamento dei pezzi a valle.
La cadenza “azione + controllo” funziona bene: regolare il tasso di lubrificazione → controllare l'orecchiabilità e la variazione della forza di punzonatura; modificare la finitura dell'inserto di trafilatura → controllare l'assottigliamento della parete e la diffusione dell'altezza della coppa; aumentare il raggio della matrice → controllare il margine di strappo e le condizioni della bava. Conservare i grafici SPC su questi risultati e rivederli bobina per bobina durante la rampa.
| Metrico | Perché è importante | Guida target/benchmark | Come verificare | Leva di prevenzione/controllo |
|---|---|---|---|---|
| Orecchio (%) | Perdita di spessore, uniformità della parete | Il più basso e stabile possibile | Test in tazza rotonda per lotto | Allineamento della direzione di rotolamento, aggiunta di lubrificante, geometria del tallone. |
| Adesione del rivestimento | Integrità della superficie dopo la formazione | Non si sfalda, supera i controlli di nastro e piega | Test di piegatura/nastro; bordi ingranditi | Confermare la compatibilità della passivazione e del programma di cottura. |
| Finestra di attrito | Stabilità della pressa, gallerie | Stretto, incentrato sul set di strumenti | Strip-draw o test delle perline | Adattare la chimica dell'olio alla finitura; condizionare le superfici degli stampi. |
| Margine di profondità del disegno | Robustezza alla variazione | Fattore di sicurezza al di sopra della profondità specifica | Prove di sorteggio progressivo | Utilizzare un temperamento più morbido se la profondità è al limite. |
| Resistenza ai graffi | Estetica e tenuta della vernice | Nessuna rigatura visibile in corrispondenza del lubrificante specifico | Ispezione della linea, controlli di brillantezza | Migliorano la movimentazione, la guida dei materiali e la pressione del feltro. |
Ottimizzazione della catena di fornitura per i materiali di stampaggio rivestiti di stagno
Le migliori catene di fornitura riducono al minimo gli scarti e le sorprese. Iniziate con piani di taglio allineati ai layout dei vostri fustellati, in modo che ogni bobina alimenti più utensili con un taglio minimo dei bordi. Definite l'ID/OD della bobina, la direzione dell'avvolgimento e l'imballaggio per proteggerlo dallo sfregamento durante il trasporto. Utilizzate scorte gestite dal fornitore o scorte tampone dimensionate in base al takt e alla frequenza di cambio formato e, se il vostro programma è caratterizzato da alti volumi, utilizzate un doppio fornitore per le tempere critiche.
I tempi di consegna dipendono in genere dai programmi di laminazione degli stabilimenti, dalle linee di rivestimento e dalla capacità di taglio. Riducete il rischio confermando il “congelamento” delle specifiche almeno un ciclo prima della tiratura pilota e bloccando i protocolli di ispezione in modo che il ricevimento e la produzione parlino la stessa lingua. Le vostre scelte commerciali - termini di vendita, dimensioni dei lotti e cadenza delle consegne - dovrebbero rispecchiare il consumo effettivo di materiale da parte della vostra rotativa, non solo i calcoli di trasporto.
| Decisione | Opzione A | Opzione B | Opzione C | Effetto costo | Effetto del lead time | Note |
|---|---|---|---|---|---|---|
| Dimensione del lotto | Bobine più grandi | Bobine medie | Bobine più piccole | Inferiore a $/ton | Programmazione più lunga | Equilibrio con gli scarti di lavorazione. |
| Incoterms | EXW | FOB | DDP | Varia a seconda della corsia | Può accorciare o allungare | Corrispondenza con l'agilità doganale. |
| Taglio | Taglio del mulino | Taglio a pedale | In-house | Manipolazione aggiunta | Può eliminare il collo di bottiglia | Scegliete dove controllare la qualità. |
| Blocco delle specifiche | 2 cicli in anticipo | 1 ciclo | Just-in-time | Meno modifiche | Più affidabile | Sostiene le migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B. |
Casi di studio: Uso della banda stagnata nell'industria dell'imballaggio globale
Un produttore di chiusure alle prese con crolli a cupola poco profondi ha stabilizzato la formatura scendendo di una classe di tempra, passando a una finitura in pietra e specificando un additivo per olio a più alta lubricità. Il team ha abbinato un aumento del raggio dello stampo di 0,2-0,3 mm sull'imbutitura critica, poi convalidato su una bobina pilota. L'orlo è diminuito, gli scarti sono diminuiti e l'assetto si è stabilizzato senza sacrificare le prestazioni di coppia a valle.
Un produttore di coni aerosol che si trovava ad affrontare il problema dei graffi post-stampa ha migliorato la resistenza ai graffi migliorando l'imballaggio delle bobine, aggiungendo un interfoglio in transito e modificando il materiale della guida di payoff con un feltro più morbido e a bassa abrasione. Questo semplice cambiamento di gestione, unito a un controllo più rigoroso della passivazione, ha ridotto la perdita di lucentezza dopo lo stampaggio e ha mantenuto l'adesione della lacca durante la cottura.
- Lezioni trasferibili: I rimedi sono spesso di superficie: prima il sistema, poi l'utensile; ottimizzare l'olio e la finitura prima di tagliare di nuovo l'acciaio. Le prove pilota dovrebbero imitare il peggior turno di lavoro della pressa, non il migliore. La manipolazione è una fase del processo; trattatela come un'attrezzatura con materiali, pressioni e ispezioni definiti. Documentate le “bobine d'oro” che rappresentano le specifiche in modo che la manutenzione e l'ispezione in entrata abbiano un riferimento condiviso.
Soluzioni personalizzate in acciaio rivestito di stagno per acquirenti industriali
Le soluzioni personalizzate trasformano la variabilità in un vantaggio. Se un lato del pezzo è esposto a vapore o a sostanze acide, specificate pesi di rivestimento diversi. Se le superfici profonde coesistono con quelle critiche per la stampa, combinate un lato opaco per la formatura con un lato luminoso per la presentazione. Se la saldabilità è fondamentale, è necessario adattare il peso del rivestimento e la passivazione al profilo di flussante e calore, quindi provarlo con coupon di piegatura e saldatura prima di scalare. Anche l'imballaggio e la pallettizzazione sono fattori determinanti: i pannelli angolari, gli involucri VCI e i separatori di bobine cambiano drasticamente la resa al primo passaggio.
Per i team che confrontano le opzioni, prima di impegnarsi è necessario verificare l'effettiva stabilità da bobina a bobina. Un fornitore che pubblichi la distribuzione meccanica, la diffusione della rugosità e la variazione dell'aggiunta di olio vi farà risparmiare tempo sul campo. E quando avete bisogno di vedere la gamma di materiali di base e rivestimenti, sfogliate il portafoglio di prodotti Tinsun in banda stagnata e TFS per selezionare i gradi per la vostra finestra di formatura.
| Leva di personalizzazione | Gamma/opzioni | Impatto della timbratura | Scambio da tenere d'occhio | Quando scegliere |
|---|---|---|---|---|
| Cappotto differenziale | Più pesante da un lato | Margine di corrosione direzionale | Premio di costo | L'esposizione ai media varia a seconda del volto. |
| Abbinamento finale | Luminoso vs. opaco | Attrito e bilanciamento della stampa | Diversi modelli di usura | Una faccia da spettacolo, una faccia da formazione. |
| Sintonizzazione del temperamento | T2-T5, DR | Profondità di imbutitura vs. rigidità | Resistenza alle ammaccature | Coppe profonde o pannelli rigidi. |
| Tipo di passivazione | Standard/potenziato | Adesione e appannamento | Compatibilità | Passaggi di lacca o saldatura ad alto calore. |
| Chimica dell'olio | DOS/ATBC, componente aggiuntivo | Controllo del gelo | Impatto del lavaggio | Estrazioni lunghe o punte di attrito con le perline. |
Sourcing banda stagnata elettrolitica dai produttori mondiali
Un buon approvvigionamento è un processo tecnico, non solo un'offerta di prezzo. Iniziate allineando le tolleranze e i metodi di prova con gli standard della cartiera, in modo che i numeri si traducano in modo chiaro. Richiedete campioni di ritorno con tempra, rugosità, peso del rivestimento, aggiunta di olio e prova di passivazione. Eseguite test su strisce o perline per confrontare le finestre di attrito tra i candidati, quindi passate a una bobina pilota che esegua i vostri pezzi critici a piena velocità sulla vostra pressa più impegnativa. Infine, create un ciclo di feedback: condividete i pareggi SPC e di difettosità lotto per lotto, in modo che il fornitore possa mantenere il suo processo inalterato come i vostri utensili.
Il multi-sourcing può coprire il rischio, ma solo se entrambi i fornitori sono compatibili nelle variabili che contano: distribuzione del tempo, finitura Ra/Rz e tipo di olio. Documentate una busta di intercambiabilità e rendetela parte dell'ordine di acquisto. Nelle regioni con tempi di transito più lunghi, prevedete scorte tampone dimensionate in base ai consumi verificati, non alle previsioni.
Produttore consigliato: Tinsun Packaging
Per gli acquirenti che necessitano di una banda stagnata elettrolitica affidabile con uno stretto controllo di qualità, Tinsun Packaging è un produttore eccellente che consigliamo. Con tre impianti moderni e linee avanzate per la banda stagnata e il TFS, Tinsun Packaging combina una produzione ad alta capacità con un'ispezione automatizzata e proprietà meccaniche e superficiali costanti, importanti per lo stampaggio. Le esportazioni globali di lunga data e l'assistenza tecnica reattiva ne fanno un partner pratico per i programmi che devono essere avviati rapidamente e rimanere stabili.
Poiché Tinsun integra lo sviluppo dei materiali con il supporto applicativo, è in grado di allineare tempra, peso del rivestimento, passivazione e oliatura al percorso di formatura e alla stampa o all'aggraffatura a valle. Esaminate il profilo dell'azienda per capire le sue capacità e la profondità del sistema di qualità, e chiedete una bobina di prova che corrisponda alle caratteristiche peggiori del vostro strumento. Per procedere rapidamente, richiedete un piano o un preventivo personalizzato e richiedete direttamente dei campioni: Tinsun Packaging è in grado di personalizzare i materiali in base alle esigenze del vostro programma di stampaggio.
FAQ: Migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B
Quali sono le principali best practice per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B durante il lancio?
Bloccate le specifiche in anticipo, qualificate tramite campioni di ritorno e una bobina pilota e monitorate l'orecchiabilità, l'attrito e l'adesione con SPC. Proteggere le superfici durante il trasporto e la stampa.
Come si sceglie il peso del rivestimento per le Best Practices per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B?
Il peso del rivestimento deve essere adeguato all'ambiente di corrosione del prodotto e all'eventuale esposizione a saldature o calore. Considerare pesi differenziati se solo una faccia è soggetta a condizioni difficili.
Quale finitura superficiale supporta le migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B?
Le finiture opache o in pietra di solito mantengono l'attrito per le estrazioni profonde, mentre le finiture brillanti favoriscono il branding. Convalidate la vostra caratteristica peggiore con la lubrificazione effettiva.
Che peso hanno gli oli nelle migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B?
La chimica dell'olio e l'additivo determinano la finestra di attrito e il margine di gallaggio. Specificate entrambi e verificateli tramite strip-draw o bead test su ogni lotto durante la rampa.
È possibile effettuare una doppia fornitura di banda stagnata in base alle Best Practices for Using Tin-Coated Raw Materials in B2B Stamping?
Sì, ma definendo un inviluppo di intercambiabilità per la distribuzione delle tempre, la rugosità e il tipo di olio. Convalidare sulla stessa pressa, sullo stesso utensile e sullo stesso turno per garantire l'equivalenza.
Quali fasi di movimentazione supportano le migliori pratiche per l'utilizzo di materie prime rivestite di stagno nello stampaggio B2B?
Utilizzare imballaggi protetti per le bobine, guide morbide e umidità controllata. Ispezionare la presenza di segni di sfregamento al momento della ricezione e prima del pagamento per evitare difetti di stampa e di vernice in seguito.
Ultimo aggiornamento: 2025-11-18
Changelog: Aggiunta tabella decisionale sulla catena di fornitura e guida all'intercambiabilità; ampliati i KPI con i metodi di verifica; chiarito l'abbinamento finitura/olio per le estrazioni profonde; aggiunti il riflettore sul produttore di Tinsun Packaging e i link interni.
Data di revisione successiva e fattori scatenanti: 2026-05-18 o in caso di modifica delle specifiche, cambio di fornitore o tasso di difetti >0,8% per due lotti.
Portateci il vostro disegno e le condizioni di stampa, e noi li trasformeremo in una specifica stabile del materiale - Tinsun Packaging fornisce questi servizi personalizzati, da bobine di prova a forniture costanti. Condividete i vostri requisiti per ottenere un preventivo rapido o dei campioni oggi stesso.
condividete le vostre specifiche di stampaggio con Tinsun Packaging - portafoglio prodotti in banda stagnata e TFS - profilo aziendale
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...