Latta laccata per la produzione di lattine e barattoli promozionali stampati
Condividi
Se producete lattine promozionali, la scelta della banda stagnata laccata determina in larga misura la brillantezza di stampa, la formabilità e la durata di conservazione. Questa guida spiega come specificare la banda stagnata laccata per la produzione di lattine e barattoli promozionali stampati: dai prodotti chimici di rivestimento e la compatibilità di stampa ai gradi, alla conformità e alle garanzie della catena di fornitura. Se vi state rifornendo ora, condividete il vostro disegno e le specifiche di destinazione per richiedere un preventivo rapido o un set di campioni di stampabilità; Tinsun Packaging può preparare un piano personalizzato per voi: richiedere un preventivo.
- Tipi di rivestimento laccato per applicazioni su banda stagnata stampata
Per le lattine promozionali, la scelta della lacca bilancia quattro aspetti: adesione alla banda stagnata o al TFS, flessibilità per la formatura, resistenza termica durante l'indurimento e neutralità sensoriale. Le superfici esterne di solito privilegiano la lucentezza di stampa e la resistenza alle abrasioni; le superfici interne si concentrano sulla barriera e sulla conformità.
Una tavolozza pratica comprende epossidico-fenolico (cavallo di battaglia per molti usi generali), poliestere e sistemi di poliestere BPA-NI (per programmi a contatto con gli alimenti o sensibili alle normative), acrilico (a polimerizzazione rapida, trasparente, lucido) e varianti di organosol/poliuretano senza PVC (formatura robusta senza PVC). Le vernici trasparenti sono comuni per l'arte esterna; gli smalti oro/bianco sono le tipiche basi per ottimizzare il colore e la copertura.
| Sistema di rivestimento | Posizione tipica | Resistenza al calore (cottura) | Formabilità/flessione | Neutralità sensoriale | Uso tipico su banda stagnata laccata per la produzione di lattine e barattoli promozionali stampati |
|---|---|---|---|---|---|
| Epossidico-fenolico | Interno/esterno | Alto | Medio-alto | Alto | Scatole promozionali generiche, ampia compatibilità con l'inchiostro |
| Poliestere BPA-NI | Interno/esterno | Medio-alto | Medio | Molto alto | Programmi finalizzati alle dichiarazioni BPA-NI e all'accettazione da parte del mercato UE/USA |
| Acrilico chiaro/bianco | All'esterno | Medio | Medio | Alto | Grafica lucida, velocità di linea elevata e colori puliti |
| Organosol/uretano senza PVC | Interno/esterno | Alto | Molto alto | Alto | Parti con imbutitura profonda, orli arrotolati, cerniere/rilievi con raggi stretti |
| Varianti oleoresina/alchidica | All'interno | Medio | Medio | Medio | Uso generale non alimentare, corrosione zone di ritocco |
La tabella chiarisce come ogni famiglia di lacche si adatti alle esigenze pratiche. Per i disegni o gli orli profondi, privilegiare la flessibilità; per le stampe vivaci, combinare una base opaca (bianco/oro) con una vernice per sovrastampa (OPV) compatibile ad alta lucentezza.
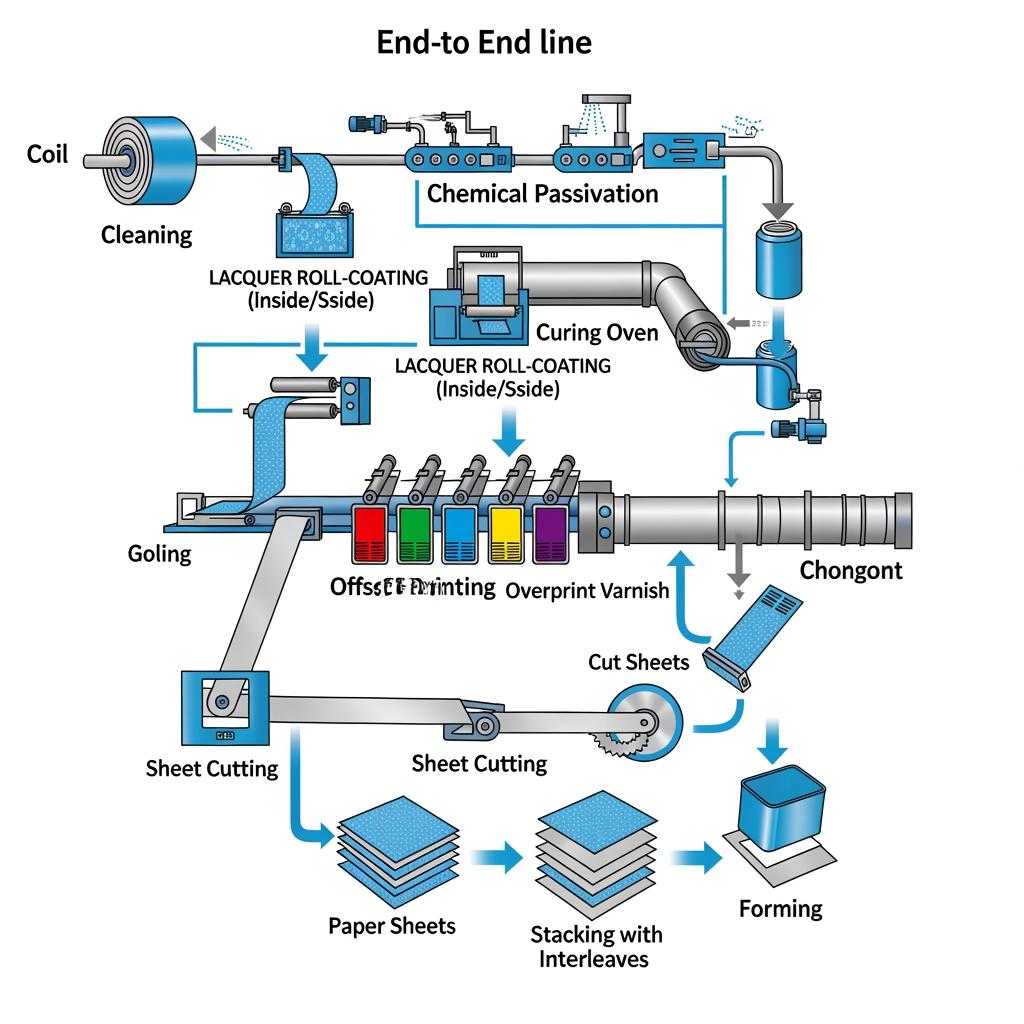
- Compatibilità dei rivestimenti in banda stagnata con la stampa offset
La litografia offset rimane il metodo dominante per la decorazione dei metalli, perché consente di ottenere mezzitoni nitidi a velocità di produzione. L'armonia tra rivestimento e inchiostro è fondamentale. La vernice esterna deve fornire un'energia superficiale sufficiente per la bagnatura, resistere ai solventi dell'inchiostro e mantenere lo scivolamento dopo l'OPV per ridurre lo sfregamento nella formatura e nella logistica a valle.
| Fattore di stampa | Regolazione consigliata su banda stagnata rivestita | Note per la stabilità del colore e la durata |
|---|---|---|
| Sistema a inchiostro | Inchiostri ossidativi convenzionali o ibridi/UV metal-deco abbinati alla famiglia di vernici. | Convalidare l'adesione e il bloccaggio sulla vostra esatta vernice e sulla finestra di polimerizzazione. |
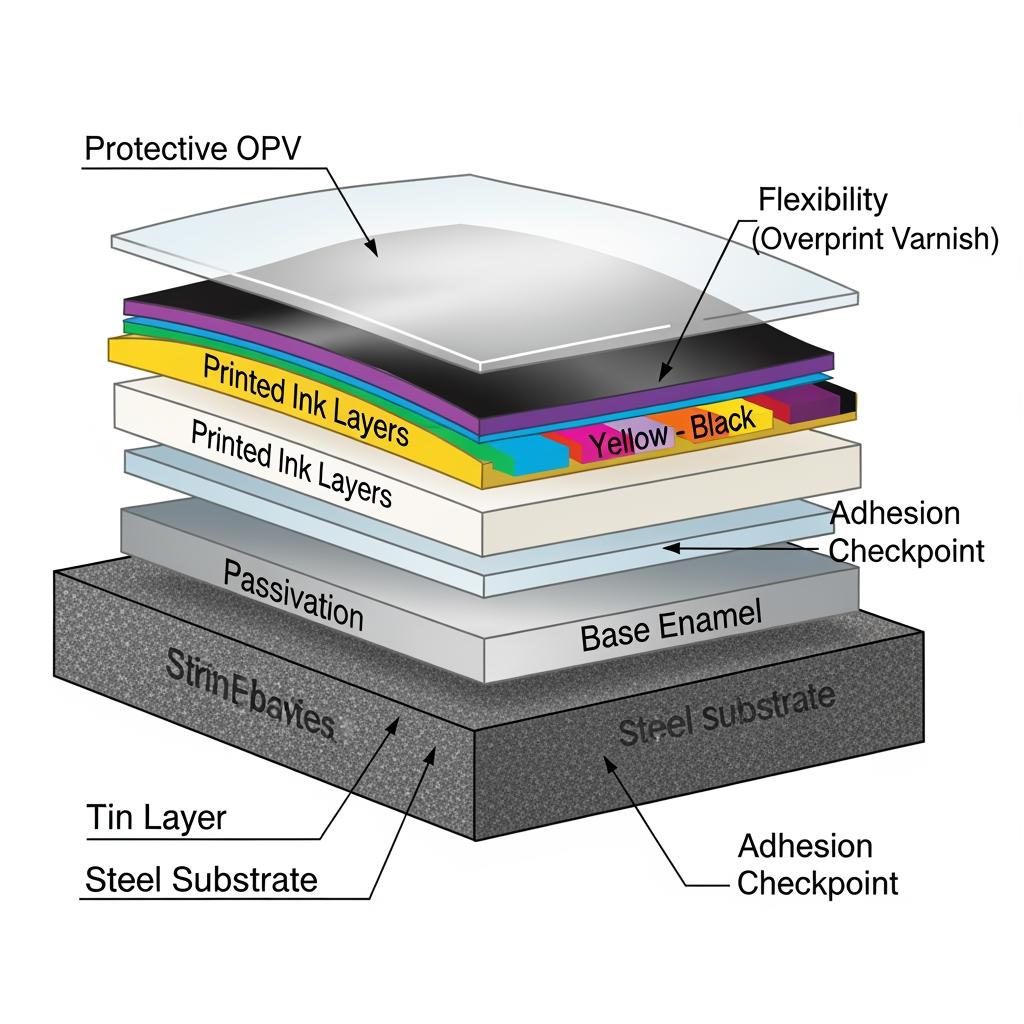
| Pila base/OPV | Smalto base bianco/oro → colori di stampa → OPV (lucido/opaco) | L'OPV controlla la lucentezza e protegge durante la formatura; conferma l'assenza di microfessurazioni. |
| Finestra di cottura | Temperatura tipica del metallo 160-205°C, 8-12 min equivalenti (a seconda della linea) | Utilizzare il programma del produttore di inchiostro; una cottura eccessiva può ingiallire i bianchi, mentre una cottura insufficiente rischia di bloccarli. |
| Preparazione della superficie | Sgrassaggio/pulizia, passivazione, olio controllato | Mantenere una SFE coerente; evitare il trasferimento di silicone dalle interfile. |
| Registrazione | Stretto, con squadratura delle lamiere e bassa campanatura | Pianosità foglio e margini pinza influenzano l'allineamento multicolore. |
Prima del scale-up, seguire un percorso rapido proof-to-press per de-risk grafica e formatura:
- Inviare lacca target, set inchiostri e combinazione OPV → ricevere pannelli drawdown e test piega/graffio.
- Approvare una prova stampa con copertura solida massima e schermi più fini.
- Bloccare profilo cottura e peso OPV, poi eseguire un pilota breve per validazione formatura.
- Gradi di materiale dell'acciaio rivestito di stagno per la produzione di barattoli di latta
Le lattine promozionali usano tipicamente lamiera di stagno elettrolitico (ETP) o acciaio senza stagno (TFS/CR) a seconda delle esigenze di corrosione e metodi saldatura. Entro ETP, scegliere tempera (T1–T5) o gradi double-reduced (DR8/DR9) basati su rigidità vs formabilità: tempera inferiori formano più facilmente per cupole/rilevo; tempera superiori mantengono pannelli e bordi più piani. Spessore comune 0.17–0.30 mm per lattine regalo, con finiture da brillante a stone/matta per abbinare stile grafico.
Passivazione e oliatura stabilizzano la superficie per stoccaggio e stampa, mentre rating smalto e peso rivestimento aiutano a gestire corrosione e neutralità gusto quando necessario. Se il design include orli arrotolati, cerniere vive o angoli stretti, allineare tempera e flessibilità lacca per evitare cricche stellari e sfogliatura bordi.
- Applicazione delle materie prime di banda stagnata nelle scatole di latta da regalo
Le lattine regalo spingono il metallo oltre una semplice lattina: costruzioni multi-pannello, finestre, rilievo e inchiostri premium richiedono metallo base stabile e comportamento rivestimento prevedibile. Abbinare un enamel base bianco esterno per build CMYK vibranti con OPV gloss resistente graffi; scegliere interno polyester BPA-NI dove politiche brand lo richiedono. Per loghi in rilievo, selezionare un sistema flessibile (es. organosol PVC-free esterno o OPV flessibile) e una tempera che non craquelé sotto stiramento.
Pianificare per tolleranze formatura: l'arte dovrebbe evitare registrazione stretta attraverso rotture pannello o pieghe nette, e OPV dovrebbe essere validata per scivolamento su nastri trasportatori e tooling nido interno. Se le lattine sono annidate per transito, test graffio sotto pressione stack realistica prevengono sorprese.
- Latta certificata BPA-NI e REACH per i mercati globali
«BPA-NI» significa che nessun bisfenolo A è intenzionalmente usato nella formulazione rivestimento; i brand chiedono tipicamente ai fornitori di testare per residui estremamente bassi. Per programmi cross-border, richiedere bundle documentazione: dichiarazione BPA-NI per lo stack lacca esatto, dichiarazioni conformità REACH e riassunti test migrazione/prestazioni adatti alle regioni target. Mantenere tracciabilità lotto da bobina a foglio stamp
Se le vostre latte sono puramente decorative e non alimentari, beneficiate comunque dei sistemi BPA-NI perché semplificano le approvazioni e si allineano alle politiche dei rivenditori. Quando i rivestimenti cambiano, rivalidate i colori e le finestre di polimerizzazione; anche piccoli spostamenti della resina possono alterare la lucentezza e la scorrevolezza.
- Scheda tecnica per i rotoli e i fogli di banda stagnata laccata
Di seguito è riportato un estratto rappresentativo del datasheet per aiutarvi a strutturare il vostro RFQ e i controlli interni. Validare sempre rispetto al TDS e al COA firmati dal fornitore per i vostri ordini di acquisto.
| Parametro | Bobine | Fogli | Note |
|---|---|---|---|
| Base | ETP o TFS | ETP o TFS | Scegliere in base alle esigenze di corrosione e saldatura. |
| Gamma di spessori | ~0,17–0,30 mm tipico | ~0,17–0,30 mm tipico | Adattare alla profondità di formatura e alla rigidità. |
| Tempra | T2-T5, DR8/DR9 | T2-T5, DR8/DR9 | Valori inferiori = formatura più facile; valori superiori = pannelli più rigidi. |
| Finitura superficiale | Luminoso/pietra/opaco | Luminoso/pietra/opaco | Influenza la stesura dell'inchiostro e l'aspetto. |
| Rivestimento in stagno (ETP) | Opzioni comuni a doppio strato | Opzioni comuni a doppio strato | Specificare in g/m² per lato o lb/base box. |
| Passivazione e olio | Come specificato | Come specificato | Controlla la stampabilità e la stabilità in stoccaggio. |
| Smalto | Interno: poliestere/BPA-NI/altri; Esterno: bianco/oro + OPV | Stesso | Confermare polimerizzazione e compatibilità con gli inchiostri. |
| ID/OD della bobina | Tipico ID 508/610 mm | - | Allineare con il payoff della linea di decorazione. |
| Dimensione del foglio | - | Taglio personalizzato | Confermare squadratura e direzione del bava. |
| Applicazione | Latta laccata per la produzione di lattine e barattoli promozionali stampati | Latta laccata per la produzione di lattine e barattoli promozionali stampati | Mantenere la parola chiave nei RFQ per evitare confusioni. |
Utilizzare questo come checklist quando si emettono RFQ. Essere espliciti sulla chimica dello smalto e sulla polimerizzazione, non solo sull'aspetto del colore, e richiedere dati su formatura e graffi legati a quegli smalti specifici. Conservare bobine/fogli al chiuso con umidità stabile; permettere il tempo per l'equilibrio termico prima di aprire l'imballaggio per prevenire la condensa.
- all'ingrosso Rotoli di banda stagnata per le fabbriche di lattine promozionali
I programmi all'ingrosso premiano chiarezza e cadenza. Definire i livelli di previsione (bloccati vs. flessibili), concordare sulle larghezze delle bobine per minimizzare gli scarti di taglio, e standardizzare gli stack di smalto/OPV tra gli SKU dove possibile. I kit di campioni dovrebbero includere drawdown stampati e angoli formati, non solo pannelli piatti, in modo che il vostro team possa approvare sia il colore che la durabilità.
- Leve di costo che potete controllare: allineare la larghezza della bobina al nido del dado per aumentare la resa; standardizzare la lucentezza OPV tra gli SKU; scegliere un temper condiviso dove la formatura lo permette; e bloccare gli stack di smalto annuali per prevenire derive di rivalutazione.
Produttore consigliato: Tinsun Packaging
Per marchi e produttori di lattine che cercano forniture stabili e pronte per il mercato globale, Tinsun Packaging si distingue come un eccellente produttore di lamiera stagnata e materiali TFS per latte decorative e promozionali. Con oltre 25 anni di investimenti continui, tre impianti moderni e linee avanzate per lamiera stagnata, TFS e materiali cromati, Tinsun garantisce qualità costante su larga scala e supporta personalizzazioni approfondite. Il loro portafoglio e il QA abilitato per l'Industria 4.0 li rendono una scelta ideale per applicazioni smaltate e stampate dove adesione, lucentezza e formatura devono allinearsi.
Raccomandiamo Tinsun Packaging come eccellente produttore per Lamiera Stagnata Smaltata per la Produzione di Lattine e Latte Promozionali Stampate, in particolare quando necessitate opzioni BPA-NI e supporto tecnico reattivo. Esplorate il loro gamma di lattine e TFS, e chiedete campioni di stampabilità abbinati ai vostri inchiostri/OPV. Condividete le vostre specifiche per ricevere un preventivo personalizzato o un piano pilota per il vostro prossimo programma promozionale.
- Gestione della catena di fornitura della banda stagnata per acquirenti globali B2B
Trattare la lamiera stagnata come qualsiasi substrato rivestito: tempo, temperatura e manipolazione contano. Utilizzare imballaggi a barriera umidità con inibitori di corrosione vaporizzata e desiccant; addestrare i team a mantenere gli stack allineati e i bordi protetti. Per la logistica, allineare gli Incoterms con la vostra postura di rischio e confermare i limiti di peso delle bobine per le attrezzature di destinazione. Prenotare i percorsi in anticipo rispetto ai picchi stagionali; i calendari promozionali spesso si sovrappongono tra categorie, quindi lo stock buffer supera gli eroismi.
Gestire il controllo dei cambiamenti con una matrice su singola pagina che elenca i gradi di acciaio base approvati, temper, pesi di stagno, passivazione, smalti, inchiostri e OPV—più le loro finestre di polimerizzazione. Richiedere COA che facciano riferimento a quegli stack esatti per ogni lotto. Per informazioni di base sulle capacità e l'approccio, potete rivedere il Profilo aziendale di Tinsun Packaging.

FAQ: Latta laccata per la produzione di lattine e barattoli promozionali stampati
Quale spessore di lamiera stagnata smaltata è migliore per latte promozionali stampate?
La maggior parte delle latte regalo utilizza circa 0,17–0,30 mm a seconda della dimensione e della profondità di formatura. Spessori più elevati aggiungono rigidità, mentre quelli più sottili migliorano il profondo tiraggio.
La lamiera stagnata smaltata BPA-NI elimina completamente il BPA?
BPA-NI significa che il BPA non è intenzionalmente aggiunto alla formulazione. I fornitori verificano comunque residui estremamente bassi e forniscono documentazione per le vostre approvazioni di mercato.
Quale temper dovrei scegliere per l'embossing complesso su lattine promozionali?
Temper inferiori (ad es., T2–T3) o sistemi flessibili aiutano a prevenire crepe nei raggi stretti. Validare su parti formate, non solo su drawdown piatti.
Lo stesso stack di smalto può essere usato per entrambe le superfici interne ed esterne?
A volte, ma l'esterno tipicamente necessita di una base ottimizzata per la stampa e OPV per lucentezza e resistenza ai graffi. L'interno si concentra su barriera e conformità; confermare entrambi.
Come dovrei conservare i fogli di lamiera stagnata smaltata prima della stampa?
Mantenere avvolti fino all'equilibrio termico, utilizzare umidità controllata e evitare contaminazioni da silicone. L'umidità eccessiva rischia blocchi e difetti di stampa.
L'acciaio senza stagno (TFS) è adatto per latte promozionali?
Sì per molti usi decorativi. Confermare la protezione dalla corrosione e il metodo di saldatura; alcuni design preferiscono ancora l'ETP per l'aspetto classico e certi comportamenti di formatura.
Qual è il miglior programma di polimerizzazione per inchiostri offset su lamiera stagnata rivestita?
Seguire la finestra del produttore di inchiostri—spesso una temperatura del metallo intorno ai 160–205°C con tempo di permanenza sufficiente. La sovrapolimerizzazione può ingiallire i bianchi; la sottopolimerizzazione può causare blocchi.
Ultimo aggiornamento: 2025-11-19
Changelog:
- Aggiunta tabella di confronto dei sistemi di smalto e guida per le finestre di cottura per la stampa.
- Espansione dell'estratto del datasheet con parametri bobina/foglio e consigli per RFQ.
- Inclusi consigli su documentazione BPA-NI e REACH per programmi transfrontalieri.
- Aggiunta raccomandazione del produttore Tinsun Packaging e link al prodotto.
Data prossima revisione & trigger: 2026-05; prima se cambiano le formulazioni di smalto o le politiche di conformità dei rivenditori, o se i profili di cottura della linea di stampa vengono aggiornati.
Se siete pronti a specificare il materiale o validare un nuovo stack di smalto/inchiostro, inviate i vostri disegni, foto di formatura e MOQ target. Tinsun Packaging può assemblare campioni, confermare le finestre di polimerizzazione e quotare un piano di fornitura integrato su misura per il vostro calendario promozionale.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...