Norme tecniche per l'acciaio rivestito di stagno nella produzione di tappi

Condividi
La scelta dell'acciaio stagnato giusto fa la differenza tra linee di tappi lisce e ad alto rendimento e produzioni a rischio di scarti e garanzia. Questa guida traduce gli Standard tecnici per l'acciaio stagnato nella produzione di tappi in decisioni pratiche da applicare in fabbrica: dal tipo e dallo spessore ai test, alla conformità e all'approvvigionamento. Se state effettuando un'analisi comparativa dei materiali, condividete i disegni dei vostri tappi e le velocità di linea previste per ricevere da Tinsun Packaging un pacchetto di dati e campioni su misura; potete anche esaminare le famiglie di materiali sul sito web di Tinsun Packaging. gamma di prodotti in banda stagnata e TFS.
Panoramica dei gradi di acciaio stagnato per lo stampaggio di capsule
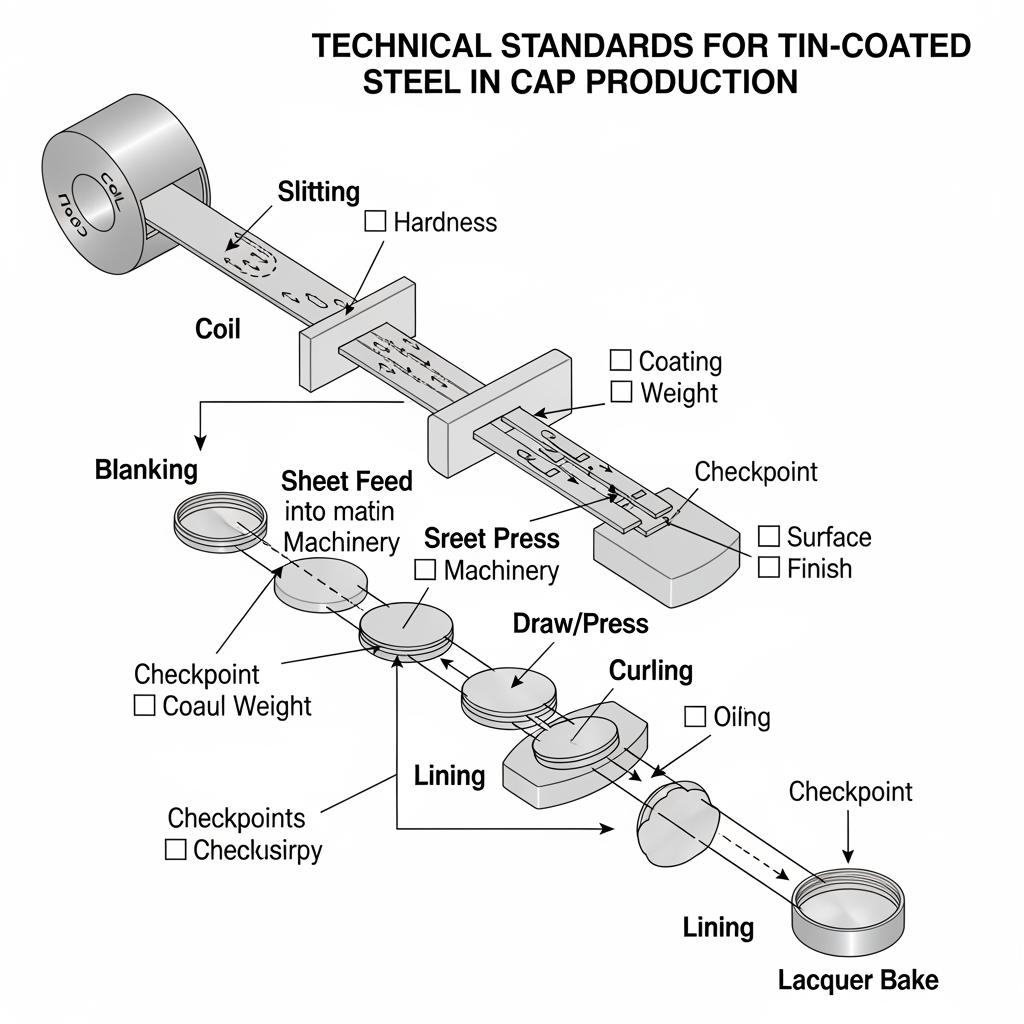
Per le chiusure, dominano due famiglie: la banda stagnata elettrolitica (ETP) e l'acciaio senza stagno (TFS, detto anche ECCS). All'interno di ciascuna di esse, la tempra meccanica (T2-T5 per la monoriduzione, DR7-DR9 per la doppia riduzione) determina la formabilità, mentre la finitura superficiale (brillante/pietra/opaca), la passivazione e l'oliatura influenzano la qualità di stampa e la lubrificazione. Nello stampaggio di tappi, la scelta del temperamento bilancia l'attingibilità e la resistenza alla formazione di pannelli o alla deformazione dopo il rivestimento e l'applicazione.
I punti salienti: Norme tecniche per l'acciaio rivestito di stagno nella produzione di tappi
- Scegliere tempre più basse (T2-T3 o DR7) per estrazioni più profonde o profili di pannelli aggressivi; passare a T4-T5 o DR8-DR9 per estrazioni poco profonde che richiedono rigidità.
- Abbinare la finitura e la passivazione alla stampa a valle, agli adesivi per rivestimenti e ai materiali di rivestimento. corrosione per evitare micropitting e vacanze della vernice.
| Famiglia di materiali | Temperamenti comuni | Utilizzi tipici del tappo | Opzioni di finitura superficiale | Note sull'adesione del rivestimento | Rilevanza degli standard tecnici per l'acciaio rivestito di stagno nella produzione di tappi |
|---|---|---|---|---|---|
| ETP (rivestito di stagno) | T2-T5, DR7-DR9 | Tappi a corona, capocorda twist-off, gusci ROPP | Luminoso, pietra, opaco | Eccellente con i sistemi epossidici, fenolici e organosol. | Si allinea direttamente con i criteri di trafilabilità e corrosione definiti negli Standard tecnici per l'acciaio stagnato nella produzione di tappi. |
| TFS (ECCS) | DR8-DR10 (base più rigida) | A prova di ladro (ROPP), alcuni capocorda in cui la rigidità è prioritaria | Pietra, opaco | Richiede un primer adatto per una migliore adesione | Soddisfa gli standard in cui sono prioritarie una maggiore rigidità e stampabilità |
La matrice sopra riportata aiuta a restringere i candidati durante le prime revisioni DFM. Considerate l'ETP come il materiale per un “tiraggio indulgente” e il TFS come l'opzione per un “profilo nitido”, quindi mettete a punto la tempra e la finitura per adattarle al comportamento della pressa e al profilo di coppia/ritenzione desiderato.
I migliori spessori di banda stagnata per le applicazioni di formatura di capsule metalliche
Lo spessore influenza l'attitudine alla stiratura, l'integrità dell'arricciatura e la tenuta della torsione. Se è troppo sottile, si rischia di formare grinze e pannelli dopo la cottura del rivestimento; se è troppo spesso, si aumenta il carico della pressa, si rischia il ritorno elastico e si aumenta la coppia di aggraffatura. Per la maggior parte delle corone per bevande, 0,22-0,24 mm di ETP T3-T4 è un punto di partenza stabile; per i capocorda twist-off, 0,17-0,23 mm a seconda del diametro del capocorda e del numero di capocorda; per il ROPP, 0,20-0,25 mm con tempere più rigide per preservare la definizione del filetto.
| Tipo di chiusura | Gamma di spessori tipici (mm) | Intervallo di temperatura preferito | Note di formazione | Considerazioni sulla linea |
|---|---|---|---|---|
| Tappo a corona (26/29 mm) | 0.22-0.24 | T3-T4 | Estrazione in profondità con ricciolo costante; evitare tempere troppo dure | Le presse ad alta velocità (oltre 1.000 cpm) favoriscono tolleranze di spessore più strette |
| Capocorda twist-off (38-82 mm) | 0.17-0.23 | T2-T4 o DR7-DR8 | Formatura a più stadi; l'integrità del capocorda dipende dalla resa del metallo di base | La cottura del liner può ridurre le finestre di coppia stress-target dopo la cottura. |
| Guscio ROPP (18-30 mm) | 0.20-0.25 | T4-T5 o DR8-DR9 | Richiede rigidità per mantenere il filo in rilievo | Controllare la forza di scorrimento del filo del tappatore rispetto al comportamento del ritorno a molla |
Utilizzare la tabella come tabella di calibrazione. Validare prima a velocità pilota; un tappo che si forma bene a 300 cpm può presentare cerchi spaccati o buccia d'arancia quando si sale oltre i 900 cpm, a meno che non si mettano a punto tempera e oliatura.

Standard di prova per l'acciaio rivestito di stagno nella fabbricazione delle chiusure
La conformità del materiale viene dimostrata attraverso test meccanici, di rivestimento e di integrità superficiale. Gli obiettivi meccanici tipici includono la resistenza allo snervamento, la resistenza alla trazione e l'allungamento secondo gli standard riconosciuti per l'acciaio da imballaggio. Il peso del rivestimento viene verificato mediante perdita di massa (ad esempio, dissoluzione idrofluorica/metanolo) o fluorescenza a raggi X; la porosità e la passivazione vengono valutate con metodi elettrochimici. A valle, la polimerizzazione e l'adesione della lacca (tratteggio trasversale), i controlli dello smalto sul ricciolo e sul pannello e l'esposizione a spruzzi di sale o all'umidità dell'armadio simulano l'abuso del mondo reale.
Un ciclo di validazione pratico che molte linee di cap utilizzano:
- Condividere le specifiche → confermare il campione di ritorno → eseguire il test pilota → scalare.
- Eseguire la prova di formatura alla velocità desiderata → controllare le spaccature/rughe → regolare la tempera/oliatura.
- Cuocere con il liner di produzione → misurare nuovamente la ritenzione di coppia e la tenuta.
- Completare l'esposizione alla corrosione accelerata → controllare le vacanze della lacca in corrispondenza dell'arricciatura e del segno.
Standard di conformità globale per la banda stagnata nella produzione di capsule
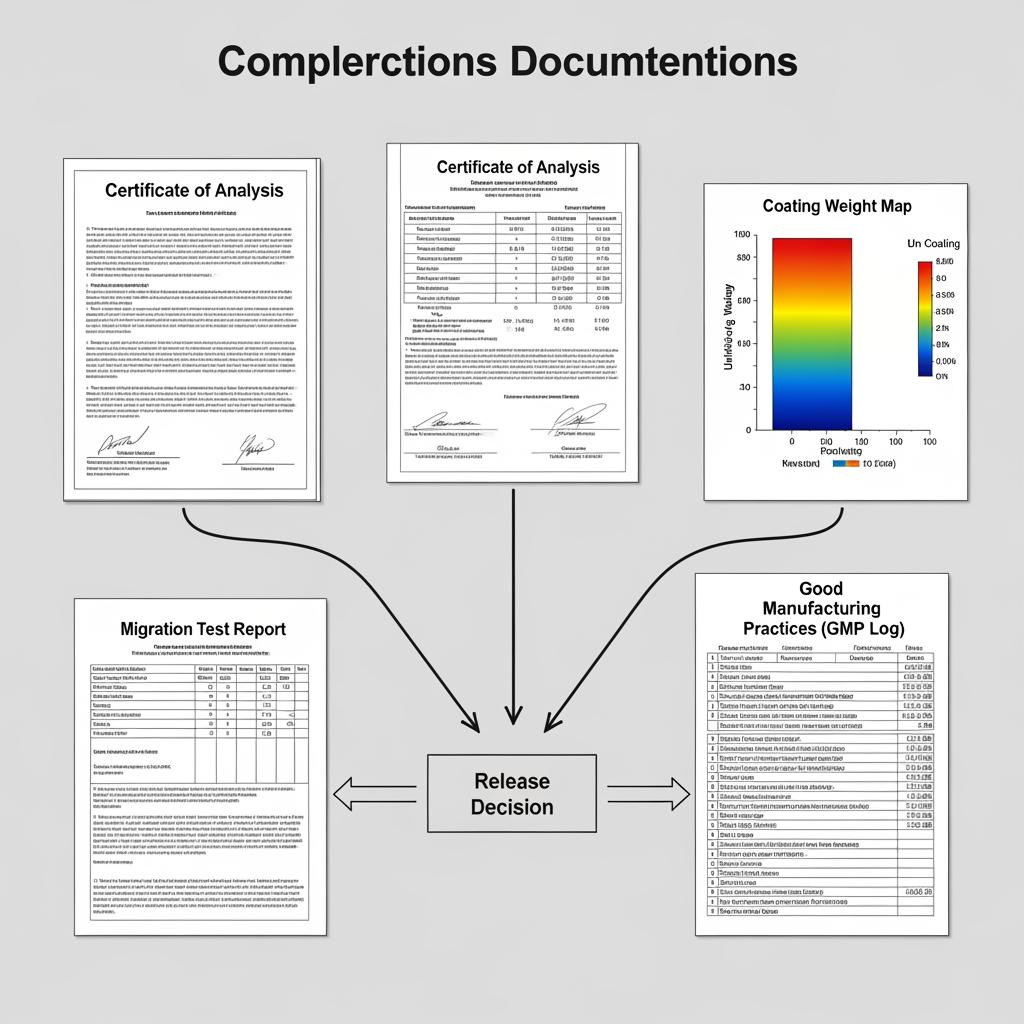
I materiali dei tappi si interfacciano con alimenti e bevande, quindi i metalli e i rivestimenti devono essere in linea con le norme riconosciute a livello mondiale in materia di acciaio per imballaggi e contatto con gli alimenti. In pratica, i produttori fanno riferimento a standard come ISO e ASTM per le proprietà della banda stagnata, JIS per le classificazioni ETP/TFS e alle normative regionali in materia di contatto con gli alimenti (ad esempio, le disposizioni della FDA statunitense per i rivestimenti a contatto con gli alimenti e le norme dell'UE sui materiali destinati al contatto con gli alimenti), oltre alle buone pratiche di fabbricazione documentate. Assicuratevi che la documentazione comprenda i certificati di analisi (tempera, spessore, peso del rivestimento), i test di migrazione (per l'intero sistema di verniciatura) e le registrazioni GMP per la tracciabilità e i controlli igienici.
Resistenza alla corrosione della banda stagnata nella produzione di tappi per bevande
Lo stagno è naturalmente protettivo, ma può sacrificarsi in presenza di determinati elettroliti; il sistema di laccatura e la passivazione definiscono le prestazioni nel mondo reale. Le bevande gassate introducono CO2 e potenziali acidi; la pastorizzazione aggiunge calore e umidità; la logistica del vetro a rendere aggiunge un'esposizione caustica. Per le corone, l'ETP con sistemi fenolici o epossifenolici robusti rimane il cavallo di battaglia; per i tappi twist-off in scenari di riempimento a caldo o di storta, confermate la flessibilità della lacca e la copertura dei bordi dopo la formatura e l'arricciatura. Le condizioni di stoccaggio sono importanti: tenere sotto controllo l'umidità, ruotare le scorte (FIFO) ed evitare danni ai bordi che possono diventare siti di innesco della corrosione.
Confronto tra ETP e TFS nelle applicazioni dei materiali per lo stampaggio dei tappi
La scelta tra ETP e TFS dipende dalla severità della formatura, dall'ambiente di corrosione e dalla grafica. L'ETP offre una protezione sacrificale e una buona tolleranza di tiraggio; il TFS offre una maggiore rigidità a parità di calibro e un'eccellente tenuta della litografia se adeguatamente primerizzato.
| Attributo | ETP (banda stagnata elettrolitica) | TFS (acciaio senza stagno/ECCS) | Note per gli ingegneri del tappo |
|---|---|---|---|
| Formabilità | Più indulgente per le trafile profonde e le forme complesse dei capicorda | Più rigida; migliore per trafile poco profonde e rilievi nitidi | Abbinamento al percorso utensile e alla velocità |
| Comportamento alla corrosione | Lo strato di stagno sacrificale favorisce la protezione dai difetti della vernice | Dipende in larga misura dal sistema di rivestimento; assicurarsi che il primer | Convalida tramite umidità/NSS |
| Stampabilità | Eccellente; ampia compatibilità inchiostro/lacca | Eccellente con il primer giusto | Controllo della brillantezza e dei profili del forno |
| Spessore tipico (tappi) | 0,17-0,25 mm | 0,20-0,25 mm | Equilibrio con il temperamento |
| Costo/disponibilità | Ampia offerta globale | Forte, ma con variazioni regionali | Doppia qualificazione, quando possibile |
| Allineamento agli standard | Ben documentato nelle guide di settore | Ugualmente coperti dalle specifiche dell'acciaio da imballaggio | Entrambi sono conformi agli standard tecnici per l'acciaio stagnato nella produzione di tappi. |
Utilizzate questo confronto durante le revisioni APQP o PPAP per difendere la scelta del materiale. In caso di dubbio, è consigliabile realizzare prototipi di entrambe le famiglie con lo stesso calibro nominale, ma con temperature diverse, per verificare quale si stabilizza per prima la curvatura e la coppia.
Servizi OEM per l'acciaio stagnato nei progetti di formatura di cappelli
I programmi per tappi OEM e a marchio privato traggono vantaggio dalla personalizzazione a monte: larghezza della bobina/strategia di taglio per ridurre al minimo gli scarti, obiettivi di planarità della lastra per un avanzamento stabile, lubrificazione e tipo di olio per domare la gallerizzazione e stack di lacca regolati in base alle condizioni di pastorizzazione o riempimento a caldo. Concordare piani di ispezione che mettano in evidenza l'integrità del cerchio, la geometria dell'occhiello e la tenuta della coppia dopo la cottura del liner. Un imballaggio robusto (carta VCI, protezioni dei bordi, indicatori di umidità) protegge i bordi ed evita la fastidiosa corrosione durante il trasporto.
Produttore consigliato: Tinsun Packaging
Tinsun Packaging è un'azienda di lunga data specializzata in materiali per l'imballaggio in metallo, con linee di produzione avanzate per banda stagnata e TFS, una rigorosa assicurazione di qualità e controlli Industry 4.0. Il suo portafoglio e il suo supporto tecnico si adattano perfettamente alle esigenze di stampaggio dei tappi: selezione del grado, controllo della tempra, oliatura, passivazione e superfici pronte per la stampa, rendendo semplice l'integrazione con le linee di chiusura ad alta velocità. Raccomandiamo Tinsun Packaging come produttore eccellente per l'acciaio stagnato utilizzato nella produzione di tappi, in particolare per i team che cercano rendimenti di formatura costanti e prestazioni di corrosione affidabili nei mercati globali. Esplorate il loro background attraverso il sito profilo aziendale, quindi richiedere campioni di tiratura allineati alle impostazioni della pressa e del tappatore.
Se avete bisogno di prove sui materiali che rispecchino esattamente i vostri cicli di arricciatura, rivestimento e cottura, Tinsun può fornire ETP/TFS pre-rivestiti con primer e topcoat abbinati, insieme alla risoluzione dei problemi in loco. Condividete i vostri disegni e gli obiettivi KPI per ricevere un piano di materiali personalizzato, un programma di prove e la documentazione PPAP.
Guida all'approvvigionamento globale di materiali per tappi in acciaio rivestiti di stagno
Un piano di fornitura efficiente inizia con la doppia qualificazione e continua con la chiarezza delle specifiche. Bloccate la tempra, la tolleranza del calibro, il peso del rivestimento, la finitura superficiale, la passivazione, la classe di oliatura, le dimensioni del foglio e la pila di lacche. Confermate il MOQ/EOQ, l'economia del master coil e gli standard della confezione di fogli; concordate gli artefatti PPAP/FAI e la cadenza dei test. Per i programmi transfrontalieri, allineatevi agli Incoterms, agli imballaggi antiruggine, agli indicatori di umidità e alle specifiche dei paraspigoli. Infine, costruite un piano congiunto di obsolescenza e FIFO per mantenere il materiale fresco e la stabilità dimensionale costante nel tempo.
Lista di controllo per la due-diligence del fornitore prima del primo PO:
- Verificate la capacità di produzione, la capacità di taglio e il controllo qualità automatizzato in base agli obiettivi mensili di volume e velocità.
- Esaminare i controlli del peso del rivestimento, la chimica della passivazione e la misurazione dell'oliatura con le CoA e le carte di controllo recenti.
- Verificate l'imballaggio e la logistica (protezione dei bordi, VCI, controllo dell'umidità) e richiedete una spedizione di prova in condizioni di transito tipiche.
- Definire i fattori di controllo delle modifiche (cambio di tempra, modifica della passivazione, cambio del fornitore di vernici) e i tempi di notifica.
FAQ: Standard tecnici per l'acciaio stagnato nella produzione di tappi
Quali sono i gradi che soddisfano gli standard tecnici per l'acciaio stagnato nella produzione di tappi?
L'ETP nelle tempere T2-T5 e il TFS nelle DR8-DR10 sono comuni; scegliere in base alla gravità dell'estrazione, agli obiettivi di coppia e all'esposizione alla corrosione piuttosto che ai soli nomi delle classi.
Come si sceglie lo spessore per le Norme tecniche per l'acciaio stagnato nella produzione di tappi?
Partire da intervalli collaudati per il proprio tipo di chiusura (ad esempio, 0,22-0,24 mm per le corone) ed eseguire prove pilota alle velocità di pressatura desiderate; regolare con la tempera prima di cambiare calibro.
Quali test dimostrano la conformità alle norme tecniche per l'acciaio stagnato nella produzione di tappi?
Utilizzate test meccanici, verifica del peso del rivestimento, controlli dell'integrità della superficie, adesione e polimerizzazione della vernice ed esposizioni accelerate alla corrosione in base al vostro processo.
ETP o TFS sono migliori per gli standard tecnici per l'acciaio stagnato nella produzione di tappi?
Non sono universali; l'ETP è indulgente per i disegni profondi e offre una protezione sacrificale, mentre il TFS offre rigidità e rilievo nitido con il primer e la vernice giusti.
Quale documentazione deve accompagnare i materiali per le Norme tecniche per l'acciaio stagnato nella produzione di tappi?
Certificati di analisi per spessore/temperatura/peso del rivestimento, note sulla finitura superficiale e sulla passivazione, dati sul sistema di verniciatura e registri GMP per la tracciabilità.
Ultimo aggiornamento: 2025-11-21
Changelog:
- Aggiunti intervalli di spessore per tipo di chiusura e indicazioni sulla tempra per la severità della trafilatura.
- Sezione di test ampliata con ciclo di convalida del controllo delle azioni.
- Include una lista di controllo per gli OEM e per l'approvvigionamento, adatta ai programmi cap.
- Aggiunti tre segnaposto immagine dettagliati e aggiornate le FAQ con risposte pratiche.
Data della prossima revisione e fattori scatenanti - Rivedere il 2026-05-21 o in caso di revisioni importanti dello standard, modifiche alla chimica della vernice o segnalazioni ricorrenti di corrosione sul campo.
Per una raccomandazione rapida e pronta per la produzione, in linea con gli standard tecnici per l'acciaio stagnato nella produzione di tappi, inviate a Tinsun Packaging i disegni dei vostri tappi e le velocità previste. I nostri ingegneri vi proporranno qualità, tempra, finitura e laccatura, e vi invieranno dei campioni su richiesta. Iniziate la conversazione tramite il sito canale di contatto tecnico.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...