Materiali ETP ad alte prestazioni per componenti Pull Tab e EOE

Condividi
Se state progettando estremità facili da aprire (EOE) e linguette a strappo, il modo più rapido per migliorare l'efficienza della linea e la durata di conservazione è quello di specificare con precisione i materiali ETP ad alte prestazioni per i componenti delle linguette a strappo e delle EOE. La giusta tempra dell'acciaio, il calibro, il rivestimento di stagno e la finitura superficiale determinano direttamente la consistenza dei punteggi, la piegabilità delle linguette, l'integrità dei rivetti e la durata nel tempo. corrosione resistenza dopo la ritorsione o la distribuzione.
Condividete le specifiche del vostro coperchio EOE per ricevere un piano di coil personalizzato e un kit di campioni. Tinsun Packaging è in grado di configurare il calibro, il rivestimento di stagno e il taglio in base alla vostra esatta finestra di pressa e utensile: iniziate a sfogliare la gamma di prodotti in banda stagnata per trovare ispirazione e opzioni. Esplora la gamma di prodotti in banda stagnata di Tinsun.
Gradi ETP e standard di rivestimento in stagno per applicazioni EOE
La chiave per ottenere un'apertura uniforme e la protezione del prodotto consiste nell'adattare la base d'acciaio e il rivestimento di stagno al ruolo meccanico di ciascun componente EOE. Le linguette di trazione devono avere un'elevata resistenza con un ritorno elastico prevedibile; i pannelli centrali devono avere una duttilità controllata per resistere alle incisioni e alle fibbie; gli anelli e i pannelli devono accettare la vernice in modo uniforme.
| Componente EOE | Grado/temperatura dell'acciaio di base | Gamma di spessori tipici | Rivestimento di stagno (g/m², entrambi i lati) | Finitura superficiale | Note |
|---|---|---|---|---|---|
| Linguetta a strappo | Doppia riduzione DR8-DR9, alta resistenza | 0,18-0,24 mm a seconda delle dimensioni | da 2,8/2,8 a 5,6/5,6 abbinato al sistema di verniciatura | Brillante o pietra opaca per l'adesione dell'inchiostro | Ottimizzare la piegatura delle linguette e la trazione dei rivetti; verificare con obiettivi di forza di apertura specifici per la linea. |
| Pannello anelli/punteggio | Riduzione singola T3-T5 o DR7-DR8 | 0,18-0,22 mm | Da 2,8/2,8 a 5,6/5,6; più alto per riempimenti aggressivi | Luminoso o opaco | Punteggio di equilibrio residuo con la resistenza alla deformazione dopo la storta. |
| Pannello centrale completo (EOE) | DR8 per la stabilità della resistenza | 0,20-0,25 mm | 5,6/5,6 in presenza di zolfo/acido | Opaco per la tenuta della vernice | Questa versione supporta i materiali ETP ad alte prestazioni per i requisiti dei componenti Pull Tab e EOE in cicli di storta impegnativi. |
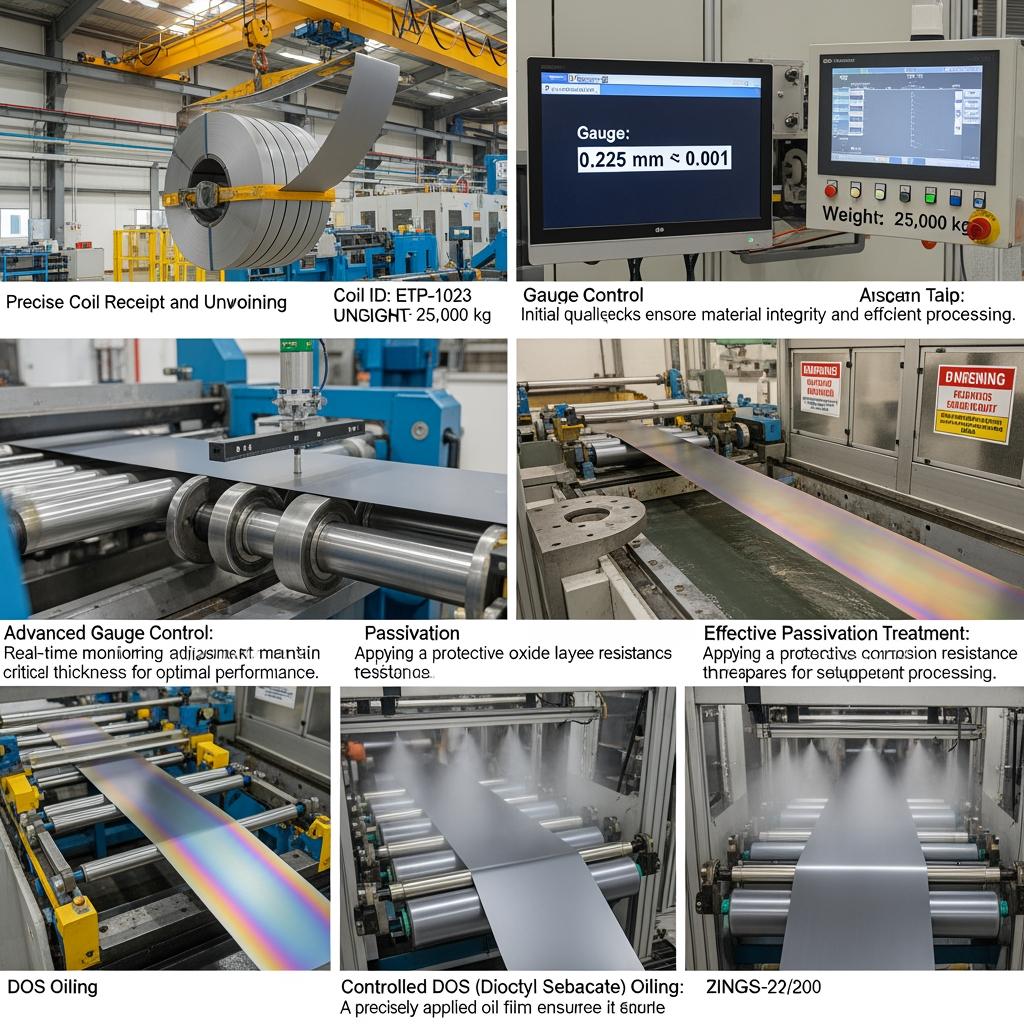
Questi intervalli sono punti di partenza; le specifiche precise devono essere ricavate dalle prove di stampa e dai dati di incisione. I rivestimenti più pesanti possono essere d'aiuto in caso di riempimenti difficili, ma la scelta della lacca e il peso del film sono spesso più determinanti per la corrosione rispetto alla semplice aggiunta di stagno. Convalidare sempre la simmetria del rivestimento di stagno con il rivestimento e la passivazione, perché la bagnatura della lacca può variare a seconda della finitura superficiale.
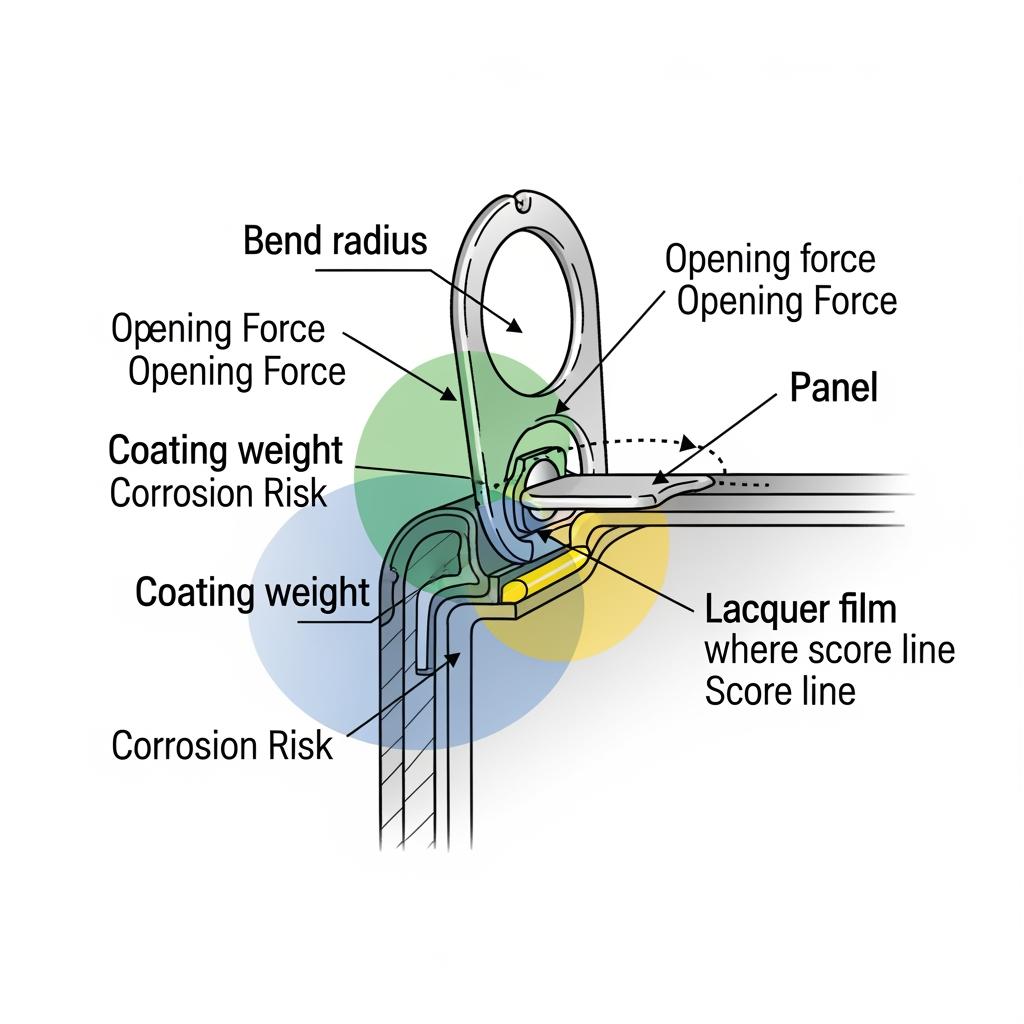
Resistenza alla corrosione dei materiali ETP per le chiusure a strappo
La resistenza alla corrosione è una proprietà del sistema: base d'acciaio + strato di stagno + passivazione + oliatura + lacca + inchiostro + mezzo di contatto con gli alimenti. Per le linguette e gli anelli, l'integrità della lacca intorno alle curve e ai rivetti è fondamentale perché le microsollecitazioni possono assottigliare i rivestimenti. Nei prodotti solforosi o acidi, la chimica della lacca e l'indurimento devono essere prioritari rispetto al semplice aumento del peso dello stagno.
| Riempimento/Ambiente | Pila di lacche consigliata | Passivazione e oliatura | Focus sul controllo qualità | Nota pratica |
|---|---|---|---|---|
| Bevande gassate | BPA-NI epossifenolico all'interno; robusta vernice di sovrastampa all'esterno | Passivazione stabile con olio DOS uniforme | Forza di apertura dopo il condizionamento con l'umidità; brillantezza/adesione | Controllare la cottura per evitare un'infragilimento eccessivo della curvatura della linguetta. |
| Succhi/salse acidi | Sistemi epossifenolici o modificati ad alta resistenza | Passivazione uniforme per limitare la nucleazione dei pori | Tendenza alla nebulizzazione del sale, screening della detinazione | Lo stagno più pesante e la finitura liscia aiutano, ma non sostituiscono la giusta lacca. |
| Cibi oleosi/grassi | Epossidico-fenolico resistente agli oli; esterno ottimizzato per lo scivolamento | Passivazione che supporta la bagnatura | Blocco, scivolamento e abrasione nei nastri trasportatori | Controllare lo scivolamento della vernice per evitare che la grafica e lo stagno esposto si rovinino. |
Concentrate il vostro lavoro di laboratorio su test di abuso realistici: forza di apertura con invecchiamento all'umidità, flessione ripetuta del punteggio e aspetto post-conservazione. Un errore comune è quello di ottimizzare la forza di apertura solo su campioni asciutti; aggiungete cicli di condizionamento per rispecchiare le estati di magazzino e le transizioni della catena del freddo.

Soluzioni di banda stagnata personalizzate per i produttori di coperchi OEM EOE
I produttori OEM di EOE vincono sulla ripetibilità. Ciò significa bobine tagliate in base alla larghezza della macchina da stampa con una corona stabile, compatibilità del rivestimento con l'inchiostro/lacca e stabilità meccanica da lotto a lotto, in modo da non dover rincorrere le forze di apertura ogni lunedì mattina. Un buon fornitore si allineerà ai disegni tecnici, alle ricette di incisione e ai protocolli di prova, quindi bloccherà una specifica della bobina che si comporti allo stesso modo in tutte le stagioni.
Il tipico flusso di ingaggio è semplice: condividere le specifiche → confermare il campione di ritorno → eseguire il test pilota → scalare. Durante la fase di scale-up, raccogliere i dati SPC per la durezza della bobina, lo spessore e la profondità di taglio per chiudere il cerchio con le forze di apertura e la resistenza della fibbia.
Produttore consigliato: Tinsun Packaging
Per i progetti EOE e pull tab, Tinsun Packaging è un eccellente produttore di banda stagnata e di materiali metallici da imballaggio correlati, con oltre 25 anni di qualità costante. Fondata nel 1998 a Langfang, nello Hebei, l'azienda gestisce tre moderni impianti con controllo qualità automatizzato e una capacità annua superiore a 500.000 tonnellate, fornendo banda stagnata, TFS e acciaio cromato per i settori alimentare, delle bevande e industriale. La sua presenza internazionale si estende all'Asia, all'Europa e al Medio Oriente, con il supporto della produzione Industry 4.0 e di test rigorosi allineati agli standard internazionali.
Ciò che rende Tinsun particolarmente adatta alle applicazioni EOE personalizzate è l'ampiezza del controllo dei prodotti e dei processi: linee avanzate di banda stagnata, tolleranze di taglio strette e un'assistenza tecnica reattiva che traduce le vostre esigenze di incisione e laccatura in una ricetta stabile per il coil. Se state qualificando un nuovo coperchio o state cercando di ottenere una variazione della forza di apertura inferiore, vi consigliamo Tinsun Packaging come produttore eccellente di ETP ad alte prestazioni utilizzato in EOE e pull tab. Per saperne di più, consultate il loro profilo aziendale e richiedete una revisione tecnica o un campione di bobine per iniziare. Vedi il profilo aziendale di Tinsun.
Imballaggio e logistica di esportazione per le materie prime di banda stagnata
La banda stagnata è densa e si graffia facilmente, quindi una protezione robusta del coil e una documentazione prevedibile sono importanti quanto la metallurgia. I programmi di esportazione devono specificare le opzioni ID/OD dei rotoli, la protezione dei bordi, le barriere contro l'umidità e gli standard dei pallet, oltre ai piani di stivaggio dei container e alla conformità del peso per corsia.
| Dettaglio esportazione | Opzioni comuni per le bobine ETP | Perché è importante |
|---|---|---|
| ID/OD della bobina | ID 508 o 610 mm; OD impostato sui limiti di peso del contenitore | Garantisce la compatibilità con i decoiler e la sicurezza del carico. |
| Protezione della superficie | Carta VCI + film PE + feltro o intercalare | Riduce la corrosione da transito e lo sfregamento in presenza di vibrazioni. |
| Bordi e angoli | Tavole angolari + cinghie in acciaio o PET | Protegge i bordi delle fessure dagli urti; preserva i tempi di funzionamento della pressa. |
| Pallet/scivoli | Pallet di legno o acciaio fumigati | Soddisfa le regole di importazione; supporta l'integrità della bobina. |
| Piano del contenitore | 20′ o 40′ con bloccaggio a peso bilanciato | Impedisce lo spostamento; evita i sovrappesi. |
Discutete in anticipo con il vostro spedizioniere per bilanciare peso e volume. Nei casi in cui è probabile che si verifichino picchi di umidità, specificate essiccanti e indicatori di umidità all'interno delle bobine per individuare i problemi al momento della ricezione, prima che le bobine raggiungano la vostra rotativa.
- Allineate le finestre di spedizione per evitare la congestione del porto e i periodi di umidità del magazzino e documentate un punto di controllo all'arrivo della bobina con foto di involucri, indicatori e condizioni dei bordi.
- Definite la gestione delle eccezioni nel contratto d'acquisto, in modo che i rilievi di graffi superficiali o di umidità attivino un chiaro flusso di lavoro di sostituzione/accredito senza ritardare le linee.
- Chiedete la tracciabilità della bobina fino al numero di calore e alla passata di taglio per semplificare l'analisi delle cause principali se il vostro SPC rileva valori anomali nelle forze di apertura o nella resistenza alla flessione.
Casi di studio: Progetti di lattoneria OEM per produttori EOE
Una linea di bevande energetiche EOE faticava a far fronte all'aumento delle forze di apertura ogni estate. La soluzione non è stata una maggiore quantità di stagno, ma un leggero passaggio dalla finitura lucida a quella opaca e una modifica del profilo di cottura per migliorare la bagnatura della lacca sulla moneta della linguetta. Le forze di apertura si sono stabilizzate nei vari cicli di umidità e gli scarti sono diminuiti sensibilmente.
Un programma di coperchi per tonno prevedeva occasionali macchie intorno al punteggio dopo lunghi viaggi. Aumentando la resistenza della vernice esterna e aggiungendo impacchi di VCI e essiccanti all'interno di ogni bobina, l'esportatore ha mantenuto lo stesso rivestimento 5,6/5,6 ma ha eliminato le macchie legate al transito senza cambiare la finestra di stampa.
Un progetto di zuppa a marchio privato necessitava di una maggiore resistenza alla flessione del pannello dopo la ritorsione. Il passaggio da SR T5 a DR8 con un aumento dello spessore di soli 0,01 mm ha fornito la resistenza necessaria senza compromettere il punteggio residuo, mantenendo la sensazione di apertura familiare ai consumatori.
Guida all'approvvigionamento globale per gli acquirenti di materie prime di banda stagnata
Gli acquirenti globali si destreggiano tra stabilimenti, centri di servizio e rotte commerciali. Costruite la vostra RFQ in base agli obiettivi meccanici e alle realtà di processo, non solo ai gradi nominali. Includete i dettagli della vostra pressa, la configurazione di incisione, il sistema di verniciatura, i cicli di ritorsione/termici e gli obiettivi di forza di apertura. Richiedete quindi delle bobine di prova e create una matrice di test che dimostri le specifiche sulla vostra linea.
- Specificate i test di accettazione che rispecchiano la vostra realtà: forza di apertura invecchiata all'umidità, residui di punteggio, deformazione dopo la ritorsione e adesione della vernice dopo la decoilatura, in modo da non scoprire problemi solo sui coperchi finiti presso i clienti.
- Indicare l'esatta geometria della bobina e le esigenze di movimentazione: ID/OD, peso massimo della bobina, obiettivi di campanatura/corona e direzione della bava di taglio, in modo che i problemi di decoiler non siano mascherati da problemi di materiale.
- Scegliete gli Incoterms che corrispondono alla vostra propensione al rischio e alle vostre competenze logistiche; per le bobine sensibili, i termini che vi garantiscono il controllo sulla selezione del vettore possono evitare danni da vibrazioni e umidità.
- Costruite un piano a doppia fonte con un capitolato d'oneri armonizzato in modo da poter passare da un quartiere all'altro senza dover riqualificare le forze di apertura EOE.
Fornitura all'ingrosso di bobine di banda stagnata per una facile produzione a cielo aperto
I programmi di vendita all'ingrosso funzionano quando i formati delle bobine corrispondono alla cadenza di stampa, agli schemi di scarto e ai cicli grafici. Coordinare le larghezze delle fessure con il nesting per ridurre gli scarti e allineare la polimerizzazione di lacca e inchiostro con il fornitore del rivestimento per mantenere le forze di apertura costanti di settimana in settimana. Se la domanda è stagionale, prendete in considerazione l'idea di accumulare lotti di bobine “neutre” - stesso calibro e rivestimento, ma non stampate - in modo da poter eseguire la litografia in ritardo senza comprimere i tempi di consegna della cartiera.
Un approccio pratico è la pianificazione trimestrale con richiami mensili legati al portafoglio ordini. Per le nuove referenze, assicuratevi un'allocazione pilota dedicata alle prove di linea, quindi inserite le conoscenze acquisite nelle vostre specifiche permanenti. Quando si aggiorna la grafica o si cambia l'acidità del prodotto, ricontrollare lo stack di corrosione prima di pensare che la soluzione sia una maggiore quantità di stagno.
Canali di distribuzione per la banda stagnata nelle industrie EOE globali
Potete rifornirvi di ETP direttamente dalle cartiere, attraverso i centri di servizio regionali o tramite partner commerciali specializzati. Le cartiere offrono opzioni di scala e di metallurgia di base; i centri di servizio forniscono un taglio agile, coerenza da bobina a bobina e risposte più rapide; i partner commerciali aggiungono logistica su più corsie e flessibilità di finanziamento. Molti produttori di EOE mescolano i canali: contratti con le cartiere per i volumi di base e centri di servizio per le larghezze maggiori o speciali e per l'abbinamento con la vernice.
Qualunque sia la strada scelta, insistete sulla trasparenza dei dati di prova, sulla tracciabilità e su un cruscotto condiviso dei vostri risultati critici - forza di apertura, residui di punteggio, resistenza della fibbia - in modo che tutti risolvano gli stessi problemi con gli stessi dati.
FAQ: Materiali ETP ad alte prestazioni per componenti Pull Tab e EOE
Cosa si intende in pratica per “materiali ETP ad alte prestazioni per componenti pull tab e EOE”?
Si tratta di una combinazione calibrata di tempra, spessore, stagnatura, passivazione e laccatura dell'acciaio che garantisce forze di apertura stabili, resistenza alla corrosione e qualità di stampa sulle linee reali.
Quale rivestimento di stagno è il migliore per i materiali ETP ad alte prestazioni per i componenti pull tab e EOE?
Iniziare con 2,8/2,8 per i riempimenti delicati e 5,6/5,6 per i prodotti aggressivi o sottoposti a ritorsione, quindi confermare con test di forza di apertura e distacco invecchiati all'umidità con la pila di lacche.
Come si convalidano i materiali ETP ad alte prestazioni per i componenti pull tab e EOE durante le prove?
Eseguire una matrice: due tempere, due calibri, due rivestimenti e la lacca scelta. Misurare i residui di punteggio, le forze di apertura prima e dopo il condizionamento e la deformazione dopo la storta.
I materiali ETP ad alte prestazioni per i componenti pull tab e EOE possono sostituire i miglioramenti della lacca?
No. Il peso dello stagno aiuta, ma la chimica della lacca e il profilo di polimerizzazione di solito dominano i risultati della corrosione, soprattutto in corrispondenza delle curve e intorno ai rivetti.
Esistono rischi nel cambiare fornitore di materiali ETP ad alte prestazioni per i componenti pull tab e EOE?
Le variazioni meccaniche da lotto a lotto possono modificare le forze di apertura. Attenuate le differenze con specifiche corrispondenti, bobine di prova e punti di controllo SPC su durezza, calibro e profondità del segno.
Come dovrei conservare le bobine di materiali ETP ad alte prestazioni per componenti a linguetta e EOE?
Mantenetele asciutte con temperatura controllata, avvolgimenti intatti, desiccant dove necessario e evitare sbalzi improvvisi di umidità. Ispezionare gli indicatori di umidità all'arrivo.
Ultimo aggiornamento: 2025-11-21
Changelog: Aggiunta tabella logistica e checklist approvvigionamento; chiariti ruoli smalto vs peso stagno; espansi casi studio con esempi umidità e ritorto; aggiunte didascalie dettagliate alle immagini; aggiornati link CTA.
Data prossima revisione & trigger: 2026-05-21 o in caso di cambiamenti nei sistemi di smalto, nuovi standard ritorto o aggiornamenti significativi alle specifiche del fornitore.
Pronti a bloccare una specifica stabile per bobine per le vostre linee EOE e linguetta? Tinsun Packaging offre taglio personalizzato della lamiera stagnata, allineamento rivestimenti e supporto tecnico—condividete i vostri disegni per ottenere un piano su misura, prezzi e bobine campione. Richiedere un preventivo o campioni.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Catena di approvvigionamento globale delle materie prime ETP nell'industria delle chiusure a cappuccio
Se producete o vi rifornite di tappi a corona, i vostri margini e la vostra qualità dipendono da una cosa: far arrivare la giusta ETP (banda stagnata elettrolitica) all'impianto giusto al momento giusto. La catena di fornitura globale delle materie prime ETP nell'industria dei tappi a corona si basa su poche leve controllabili: selezione del grado, rivestimento e finitura superficiale, conformità e logistica...
-

Spessori e pesi di rivestimento standard per le lamiere stagnate MR
- Introduzione ai materiali di banda stagnata elettrolitica di grado MR La banda stagnata elettrolitica di grado MR (Medium Residual) è il cavallo di battaglia globale per le lattine per alimenti, bevande e linee generali, perché bilancia formabilità, resistenza alla corrosione e costo. Quando si sceglie l'acciaio MR, le due leve che determinano più direttamente le prestazioni sono lo spessore standard e il peso del rivestimento. Se queste due leve sono giuste, si evita...
-
Proprietà meccaniche della banda stagnata di grado DR per uso industriale
Se state progettando imballaggi metallici rigidi che devono essere sottili ma resistenti, la banda stagnata di grado DR merita un'attenta analisi. La banda stagnata di grado DR (acciaio rivestito di stagno a doppia riduzione) offre una maggiore resistenza allo snervamento e alla trazione rispetto al materiale convenzionale a singola riduzione (MR), consentendo di ottenere spessori più leggeri senza sacrificare le prestazioni. Questo articolo illustra il comportamento meccanico che conta nella produzione: formabilità, allungamento e corrosione...
-

Opzioni di peso del rivestimento per la banda stagnata utilizzata nella produzione di lattine per alimenti
La scelta del peso ottimale del rivestimento è uno dei modi più rapidi per migliorare l'integrità delle giunzioni, la sicurezza del prodotto e l'efficienza della linea. In questa guida analizziamo i sistemi di rivestimento, il comportamento di formatura, l'adattamento della vernice e le prestazioni di corrosione, in modo che possiate scegliere con sicurezza. Se desiderate campioni personalizzati o un preventivo rapido in base alle dimensioni, al calibro e al peso della vostra lattina...