Fogli di banda stagnata tagliati con precisione per i trasformatori di imballaggi metallici

Condividi
Se trasformate il metallo in lattine, terminali o corpi di aerosol, la via più veloce per ottenere rendimenti stabili è uno stock di lamiera tagliata consistente e a bassa sbavatura. I fogli di banda stagnata tagliati di precisione per i trasformatori di imballaggi metallici offrono questa stabilità: controllo del calibro stretto, bordi puliti, curvatura minima e dimensioni ripetibili dei fogli che vengono eseguiti correttamente al primo tentativo. Condividete le vostre specifiche e i vostri volumi mensili, e noi li tradurremo in un piano pratico di taglio e di taglio delle lamiere; richiedete un preventivo o dei campioni per convalidare la formabilità prima di scalare.

Introduzione alle tecniche di taglio di precisione della banda stagnata
Il taglio della banda stagnata è un processo fondamentale: selezionare la giusta metallurgia e geometria dei coltelli, impostare le distanze orizzontali e verticali per adattarle al calibro e alla tempra, quindi controllare la tensione e il riavvolgimento per evitare la curvatura o il telescopio. Per i trasformatori, il risultato è una formatura costante a valle: meno rigature sugli stampi di trafilatura, meno microfratture sul cordone e una stesura prevedibile della vernice.
Le idee più importanti sono due. In primo luogo, l'integrità del bordo deriva da un gioco e da un'affilatura corretti; un gioco eccessivo aumenta la bava e l'indurimento del bordo, mentre uno scarso costringe alla lacerazione. In secondo luogo, la forma del nastro è regolata da una tensione bilanciata e da un'accurata regolazione del disco separatore; linee mal regolate creano balestra e curvatura che si manifestano come errori di alimentazione o inclinazione della pila durante la tranciatura. Un partner affidabile documenterà ogni impostazione, registrerà l'usura dei coltelli e confermerà i risultati con misuratori di bava dei bordi e sensori di planarità in linea prima di passare le bobine alla cesoiatura.
Capacità tecniche delle attrezzature per il taglio delle bobine di banda stagnata
Moderne linee di taglio per banda stagnata elettrolitica (ETP) e rivestita di cromo acciaio (TFS) combinano perni rigidi, distanziali per coltelli regolabili al micrometro, pozzetti di precisione per l'avvolgimento e controllo della tensione ad anello chiuso. Per i trasformatori di fogli, questo si traduce in larghezze di taglio prevedibili, bassa altezza delle bave (tipicamente nell'ordine delle decine di micron) e struttura stabile della bobina per uno srotolamento senza problemi alla cesoia.
| Capacità | Gamma tipica | Perché è importante per i convertitori | Nota su “Fogli di banda stagnata con taglio di precisione per trasformatori di imballaggi metallici”.” |
|---|---|---|---|
| Gestione del calibro | ~0,14-0,35 mm (a seconda dell'applicazione) | Si adatta alla banda stagnata DR/SR utilizzata per i corpi e le estremità delle lattine. | Mantenere le fasce di calibro separate per tempera per proteggere i margini di formatura. |
| Larghezza massima del master | ~1200-1250 mm | Consente l'utilizzo di più fili di fenditura attraverso bobine master comuni | Pianificare il mix di fili per ridurre al minimo gli scarti |
| Numero di fili | 2-16+ (in funzione della larghezza) | Flessibilità per le corone, i corpi delle bombole e le estremità degli aerosol | I conteggi più elevati aumentano la complessità della messa a punto del disco separatore |
| Velocità della linea | 120-300+ m/min | Supporta programmi a volume senza sacrificare la qualità | La velocità è secondaria rispetto alla qualità del bordo per la vostra applicazione di parole chiave. |
| Altezza della bava | Obiettivo “da nullo a lieve” | Previene l'usura della matrice, le rigature e le vacanze della vernice. | Audit con comparatori di bave per lotto di rilascio |
Questa tabella riassume ciò che ci si deve aspettare come minimo. Quando le specifiche si restringono (ad esempio, larghezze molto ridotte per le cime dei coni), le condizioni del coltello e il controllo della tensione dominano i risultati; insistete per ottenere le impostazioni registrate con gli ID delle bobine in modo da poter rintracciare qualsiasi anomalia.
Produttore consigliato: Tinsun Packaging
Per i trasformatori che necessitano di bobine e lamiere tagliate affidabili, Tinsun Packaging è un partner ideale. Fondata nel 1998 a Langfang, nell'Hebei, Tinsun è cresciuta fino a diventare un fornitore completo di banda stagnata, TFS e acciaio rivestito di cromo, con tre moderni impianti con una capacità annua superiore a 500.000 tonnellate e la supervisione dell'Industria 4.0. La loro lunga esperienza con i materiali per l'imballaggio alimentare, delle bevande e industriale si allinea bene con i programmi di trasformazione ad alto volume e basati su specifiche.
Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata a taglio di precisione perché abbina linee di produzione avanzate a un rigoroso controllo qualità e a un'assistenza tecnica reattiva. Per saperne di più, consultate il loro conciso profilo aziendale, e condividete i vostri piani di taglio per ricevere un foglio di configurazione del taglio e pacchetti di prova personalizzati per il vostro processo di formatura.
Taglio della banda stagnata elettrolitica per la produzione di lattine per alimenti
La produzione di lattine per alimenti si basa sulla coerenza. L'ETP destinato a DRD, DWI o corpi in tre pezzi deve arrivare sul vostro pavimento con una perfetta squadratura del foglio, una direzione della grana allineata e un'uniformità di peso stabile tra stagno e rivestimento, in modo che le lacche interne ed esterne polimerizzino in modo uniforme. Per le estremità, il controllo delle microbave e la planarità sono decisivi; un bordo ruvido può accelerare la variazione dei residui del punteggio e le anomalie di strappo delle linguette.
Metriche di qualità per i fogli di banda stagnata tagliati di precisione per i trasformatori di imballaggi metallici
Concentratevi su cinque punti di controllo: tolleranza della lunghezza della lastra (mm), tolleranza della larghezza (mm), diagonali (ortogonalità), altezza della bava (comparatore qualitativo o micron) e aspetto della superficie (opaca/luminosa, pellicola d'olio). Registrate i dati lotto per lotto sull'intake. Se si notano occhi di pesce nella lacca o una scarsa bagnatura in prossimità dei bordi, chiedere al fornitore di rivedere il gioco dei coltelli e la ri-oliatura dopo la cesoiatura.
Taglio personalizzato di acciaio rivestito di stagno per contenitori di aerosol
Le cupole, i coni e i corpi degli aerosol impongono tolleranze di taglio più rigide. Le larghezze ridotte amplificano qualsiasi disallineamento e i bordi taglienti possono imprimersi durante la tranciatura o la saldatura delle cuciture. Per le cime dei coni, una curvatura costante e bordi privi di bave mantengono l'integrità del punto durante la scollatura e l'arricciatura.
| Applicazione di aerosol | Temperamento preferito | Tolleranza tipica sulla larghezza | Aspettativa di bordo/sbavatura | Note |
|---|---|---|---|---|
| Corpi (saldati) | DR8-DR9 | ±0,10-0,15 mm | Nessuna o lieve | Riduce al minimo gli schizzi di saldatura e il sollevamento del cordone |
| Coni/cupole | DR7-DR9 | ±0,08-0,12 mm | Nessuno | Protegge la forza del ricciolo e l'uniformità dell'arricciatura |
| Coppe/terminali della valvola | SR/DR come da specifiche | ±0,05-0,10 mm | Nessuno | Le prestazioni del punteggio dipendono dall'integrità dei bordi |
Queste fasce di tolleranza aiutano ad allineare il rischio di formatura con la difficoltà di taglio. Se state qualificando una nuova linea a cono, eseguite un piccolo set pilota su due bande di tolleranza per individuare il “ginocchio” dove i guadagni di rendimento si appiattiscono.
Per gli acquirenti che consolidano le SKU, il sistema Tinsun gamma di prodotti in banda stagnata e TFS consente di mappare diverse tempere e finiture superficiali per ciascun componente dell'aerosol senza dover ricorrere a più fornitori.
Un approccio semplice da parte del pilota vi permette di essere veloci e sicuri:
- Specifica delle azioni → conferma del campione di rendimento → esecuzione pilota → scale up con una previsione rolling a tre lotti.
- Specifica del bordo di bloccaggio (nessuna/leggera sbavatura) → verificare il QA in entrata → conservare i campioni testimone per ogni bobina.
- Allineare l'oliatura e la finitura con il fornitore di lacche → eseguire il test di cottura dei pannelli → approvare la produzione.
Soluzioni di imballaggio per l'esportazione di materie prime di banda stagnata
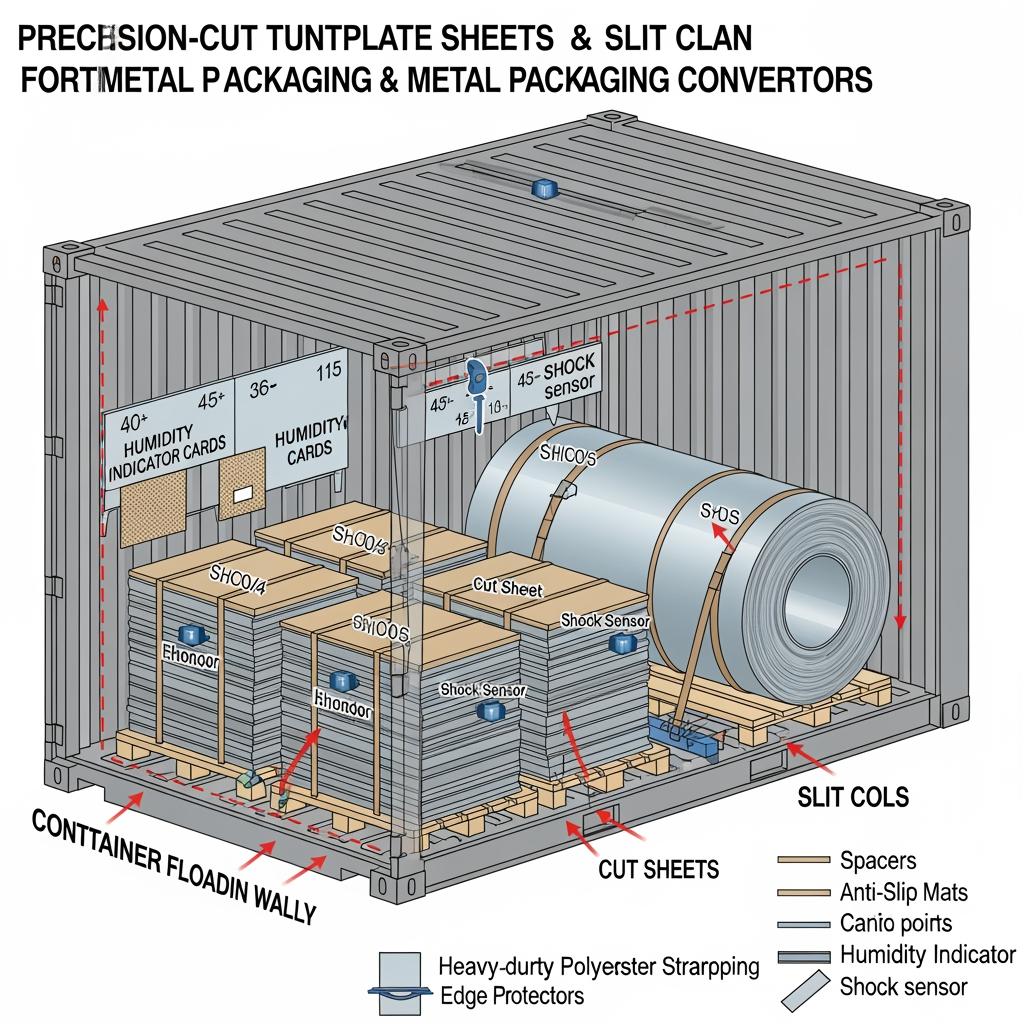
I rotoli e i fogli tagliati per l'esportazione devono resistere all'umidità, alle vibrazioni e alla manipolazione. La giusta combinazione di VCI, carta per interlacciatura, paraspigoli e reggette d'acciaio preserva i bordi e la finitura, in modo che il vostro materiale funzioni come uno stock nazionale. Per i percorsi umidi o per le lunghe soste nei porti, gli involucri sigillati con essiccante e i pallet progettati per i carrelli a forca e a pinza riducono le ammaccature e i graffi sui fianchi.
| Opzione di imballaggio per l'esportazione | Caso d'uso | Controllo dell'umidità | Protezione della manipolazione | Impatto sui tempi di consegna |
|---|---|---|---|---|
| VCI + involucro kraft | Viaggi standard | Buono | Moderato | Nessuno |
| Avvolgimento barriera completo + essiccante | Umidità elevata/lungo transito | Eccellente | Buono | +1-2 giorni |
| Paraspigoli + cartone rigido | Fessure strette/alto valore | N/D | Eccellente | Nessuno |
| Pallet/castelli adatti alla navigazione in mare | Intermodale misto | Buono | Eccellente | +1-3 giorni |
I sistemi di barriera e la protezione dei bordi sono un'assicurazione poco costosa rispetto ai costi di rilavorazione. Se adottate una cassa a tenuta di mare per le vostre larghezze più sensibili, noterete meno reclami e una ricezione più rapida perché le pile rimangono squadrate e i segni delle cinghie scompaiono.
Un rapido controllo di idoneità all'esportazione aiuta a evitare danni:
- Specificare l'involucro barriera e l'essiccante per zona climatica; aggiungere schede di umidità per i controlli visivi.
- Richiedere protezioni per angoli e bordi dimensionate in base alla larghezza dei fili; rifiutare sostituzioni.
- Confermare le specifiche dei pallet per l'uso del carrello a pinze; verificare che il carico dinamico corrisponda all'impilamento dei container.
Schede tecniche per le linee di prodotti di banda stagnata tagliata
Le schede tecniche trasformano le conoscenze tribali in impegni. Dovrebbero indicare calibro, tempra, peso del rivestimento, finitura superficiale, oliatura, gamma di durezza, tolleranze di larghezza e lunghezza, classe di bava e metodi di prova. Quando si tratta di provare nuove vernici o di regolare le finestre di formatura, le schede tecniche consentono all'ingegneria di vedere la causa e l'effetto invece di tirare a indovinare.
| Campo della scheda tecnica | Intervallo di valori tipici | Convertitore da asporto |
|---|---|---|
| Calibro (mm) | 0.14-0.35 | Partita per disegnare la profondità e il punteggio finale dei bersagli residui |
| Tempra | SR/DR (ad esempio, DR8, DR9) | DR più elevato per la rigidità; convalidare con l'utensileria |
| Stagno/Cromo | Come da specifiche | Controllare entrambi i lati e l'uniformità del comportamento della vernice. |
| Finitura e olio | Luminoso/opaco; DOS 1-3 | Allinearsi alle raccomandazioni dei fornitori di rivestimenti |
| Larghezza/Lunghezza tol. | ±0,05-0,20 mm / ±0,5-1,0 mm | Impostazione per criticità del componente |
| Classe Burr | Nessuno / Leggero | “Nessuno” è ideale per le estremità e i bicchieri delle valvole |
| Metodi di controllo qualità | Calibro di bava, planarità, diagonali | Garantire metodi identici tra fornitore e stabilimento |
Con questa struttura, i vostri team possono chiudere il cerchio dal taglio alla formatura. Per i formati personalizzati, chiedete le schede tecniche dei campioni e un set di pannelli di prova; Tinsun può includere entrambi con le spedizioni di prova, in modo che il vostro QA firmi prima del rilascio completo.
Punti di controllo dei dati per le lamiere stagnate tagliate di precisione per i trasformatori di imballaggi metallici
Aggiungete tre punti di controllo alle vostre schede tecniche: foto del bordo con ingrandimento 10×, curvatura per metro e mappa della bobina che mostra le posizioni dei trefoli. Questi dettagli aiutano a correlare qualsiasi difetto a valle a un filo, a una coppia di coltelli o a un'impostazione del separatore, riducendo drasticamente i tempi di risoluzione dei problemi.
Distributori globali di prodotti in banda stagnata
La disponibilità globale è importante quando si gestiscono reti di stabilimenti multipli. I distributori possono tamponare i picchi di domanda, mantenere i temperamenti misti e fornire un taglio o una cesoiatura più vicini alla linea. Il prezzo da pagare è che ogni passaggio di consegne aggiunge variabili. Se acquistate tramite un distributore, insistete sulla tracciabilità fino alla cartiera e sulle impostazioni della linea di taglio per ogni lotto. Fornitori come Tinsun, che consegnano in oltre 20 paesi, possono anche coordinare i programmi direct-to-plant con lo staging regionale per combinare controllo dei costi e reattività.
Ottimizzazione della catena di fornitura della banda stagnata per gli acquirenti globali
Trattate la banda stagnata come un prodotto di programma, con delle protezioni ingegneristiche. Iniziate con una previsione mobile di 13 settimane e una revisione trimestrale di calibro e temperatura. Bloccate i set di coltelli per famiglia di SKU per ridurre al minimo le variazioni di riallestimento e mantenete stabili le mappe dei filamenti in modo che la vostra cesoia riceva pile uniformi. Per quanto riguarda i costi, confrontate FOB vs. CIF vs. DDP con tratte interne realistiche e rischio di controstallia; l'Incoterm più economico sulla carta può essere il più costoso in pratica se si prolunga la sosta in porti umidi.
| Leva di ottimizzazione | Cosa impostare | Impatto sui convertitori |
|---|---|---|
| MOQ e mix di fili | Legare il MOQ a mappe di filamenti fissi | Tagliare gli scarti e stabilizzare le larghezze |
| Cadenza di rilascio | 2-4 uscite al mese | Fluidifica i carichi di magazzino e il campionamento QA |
| VMI/consegna | Scorte di tempere critiche a livello locale | Buffer dei picchi di domanda |
| Allineamento QA | Metodi e campioni condivisi | Cause principali più rapide e meno controversie |
| Scelta degli Incoterms | Allinearsi alla tolleranza al rischio | Costo totale > prezzo unitario, sempre |
Queste leve sono modeste da implementare ma producono vantaggi: meno cambi, bordi più puliti e tempi di consegna più brevi. Per discutere un piano di fornitura o organizzare una spedizione per i picchi stagionali, è possibile contattare Tinsun Packaging per una proposta e una tempistica personalizzate.

FAQ: Fogli di banda stagnata tagliati di precisione per i trasformatori di imballaggi metallici
Quali tolleranze definiscono le lamiere stagnate tagliate di precisione di alta qualità per i trasformatori di imballaggi metallici?
La maggior parte dei convertitori punta a ±0,05-0,20 mm in larghezza e ±0,5-1,0 mm in lunghezza, con una sbavatura “da nulla a leggera”. Le estremità critiche o le parti in aerosol spingono verso il lato più stretto.
In che modo la selezione delle tempere influisce sulle lamiere stagnate tagliate di precisione per i trasformatori di imballaggi metallici?
Le tempere DR più elevate aumentano la rigidità e il ritorno elastico, migliorando la rigidità del pannello ma restringendo le finestre di formatura. Abbinare la tempra alla profondità di imbutitura e testare con i propri utensili.
Un fornitore può gestire sia la banda stagnata che il TFS per i programmi di lamiere stagnate tagliate di precisione per i trasformatori di imballaggi metallici?
Sì. I produttori integrati che trattano banda stagnata, TFS e acciaio cromato semplificano le specifiche e la logistica, mantenendo le finiture e l'oliatura coerenti tra i vari articoli.
Quali sono i controlli QA da eseguire sui fogli di banda stagnata tagliati di precisione in entrata per i trasformatori di imballaggi metallici?
Misurare larghezza, lunghezza, diagonali, bava, bombatura e verificare finitura/olio. Conservare le foto dei bordi e i campioni testimone per ogni lotto per velocizzare la risoluzione dei problemi in seguito.
Come influiscono le condizioni di esportazione sulle lamiere stagnate tagliate di precisione per i trasformatori di imballaggi metallici?
L'umidità e le vibrazioni possono alterare le condizioni e la planarità dei bordi. Per mantenere il materiale pronto per la produzione al momento dell'arrivo, utilizzare fasce barriera, essiccanti, pallet adeguati e protezioni per i bordi.
Ultimo aggiornamento: 2025-11-20
Changelog: Aggiunta tabella di tolleranza incentrata sull'aerosol; ampliati i campi della scheda tecnica e i punti di controllo QA; chiarite le opzioni di imballaggio per l'esportazione e l'impatto sui tempi di consegna; inclusi i collegamenti interni alle pagine del profilo, dei prodotti e dei contatti.
Data della prossima revisione e fattori scatenanti: 2026-02-20 o in caso di modifiche alle specifiche dei pesi dei rivestimenti, di messa in funzione di nuove linee di aerosol o di cambiamenti significativi dei percorsi logistici.
Siete pronti a convalidare la vostra prossima produzione? Condividete i vostri disegni e le vostre previsioni e Tinsun Packaging li convertirà in specifiche per fette e fogli con confezioni di prova e un preventivo rapido, in modo che possiate passare dalla fase pilota alla produzione stabile con fiducia.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Approvvigionamento B2B di cesoie per banda stagnata e materie prime
Quando acquistate banda stagnata su scala, i vostri margini, i tempi di consegna e la qualità a valle dipendono dalla precisione con cui le bobine vengono cesoiate, rifilate e convertite. Questa guida illustra l'approvvigionamento B2B di materie prime e cesoiatura della banda stagnata, dalle specifiche alla consegna, in modo che i vostri team possano passare dalla richiesta di offerta alla produzione affidabile con meno sorprese e unità più forti...
-

Servizi di taglio di precisione per bobine di banda stagnata elettrolitica
Introduzione al taglio di materiali in acciaio rivestiti di stagno Il modo più rapido per migliorare i tempi di funzionamento della linea e ridurre i difetti a fine linea è iniziare con materiale tagliato esattamente per la vostra applicazione. I servizi di taglio di precisione per le bobine di banda stagnata elettrolitica assicurano tolleranze di larghezza ristrette, bave ridotte e una planarità stabile, in modo che i pezzi si stampino o si saldino in modo pulito, i rivestimenti aderiscano...
-

Approvvigionamento di materie prime per prodotti stagnati in tutto il mondo
Se la vostra azienda dipende da bombolette aerosol, contenitori per alimenti, chiusure o componenti di precisione per batterie, l'approvvigionamento di materie prime per i prodotti in banda stagnata in tutto il mondo è un vantaggio strategico e una sfida operativa quotidiana. Il percorso più rapido per ottenere coerenza e protezione dei margini è quello di definire con precisione le specifiche, qualificare le forniture multiregionali e collaborare con un centro servizi che...
-

Nastri di banda stagnata ad alte prestazioni per la produzione di tappi e chiusure metalliche
I nastri di banda stagnata ad alte prestazioni per la produzione di tappi e chiusure metalliche offrono la formabilità, la finitura superficiale e la resistenza alla corrosione costanti da cui dipendono i produttori di chiusure quando i margini sono sottili e i tempi di attività sono importanti. In questa guida troverete specifiche pratiche, fasi di approvvigionamento e suggerimenti per la conformità, adatti a tappi, corone, ROPP e chiusure a capocorda. Se avete già un...