Specifiche della banda stagnata per la produzione di tappi di alta precisione
Condividi
Se producete tappi twist-off, capocorda, corone o tappi a prova di ladro, il modo più rapido per controllare gli scarti di produzione è quello di fissare le specifiche del vostro coil di banda stagnata per la produzione di tappi di alta precisione, dallo spessore e dalla tempra al rivestimento e all'imballaggio. Questa guida traduce il gergo della cartiera in specifiche pronte per l'impianto da applicare alla prossima richiesta di offerta, prova o cambio di attrezzatura. Se siete pronti a passare dalla teoria ai campioni, condividete i vostri disegni e gli obiettivi di produzione e vi aiuteremo a mappare le specifiche del materiale in base alla vostra pressa, alla vernice e al tipo di tappo; TinsunPackaging offre questi servizi personalizzati e potete iniziare a contattare il team tramite il modulo sicuro qui: richiedi un preventivo su misura a Tinsun Packaging.
Spessore e durezza della banda stagnata per la produzione di tappi
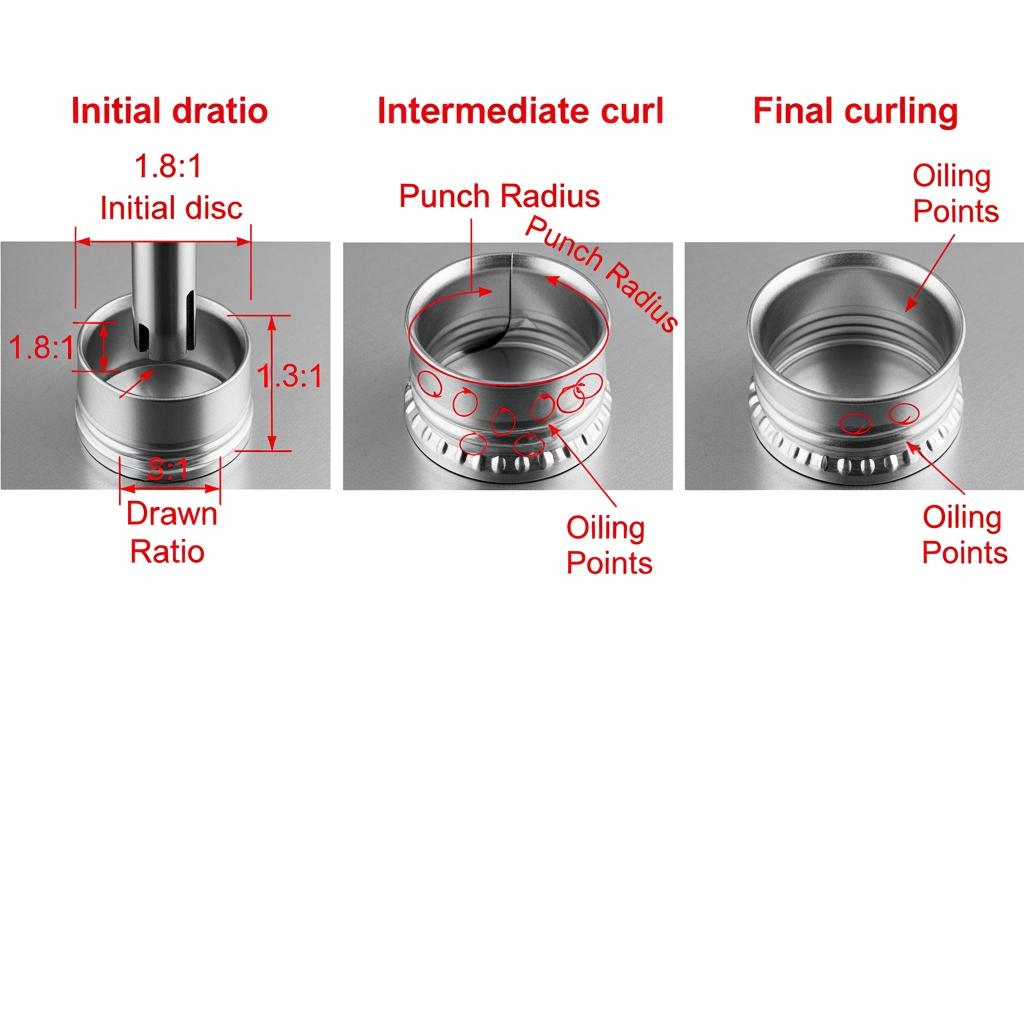
Per le calotte, lo spessore e la tempra determinano la formabilità, la resistenza del pannello e la coppia di chiusura. Di norma, le calotte di piccolo diametro e trafilate in profondità necessitano di tempere più morbide e di un controllo più stretto del calibro, mentre le calotte con anse larghe e le corone a strappo spesso beneficiano di calibri leggermente più pesanti per la stabilità del pannello.
| Stile e diametro del tappo | Gamma di spessori tipici (mm) | Tempra/durezza (HR30T) | Finitura superficiale | Note (includere la frase chiave se pertinente) |
|---|---|---|---|---|
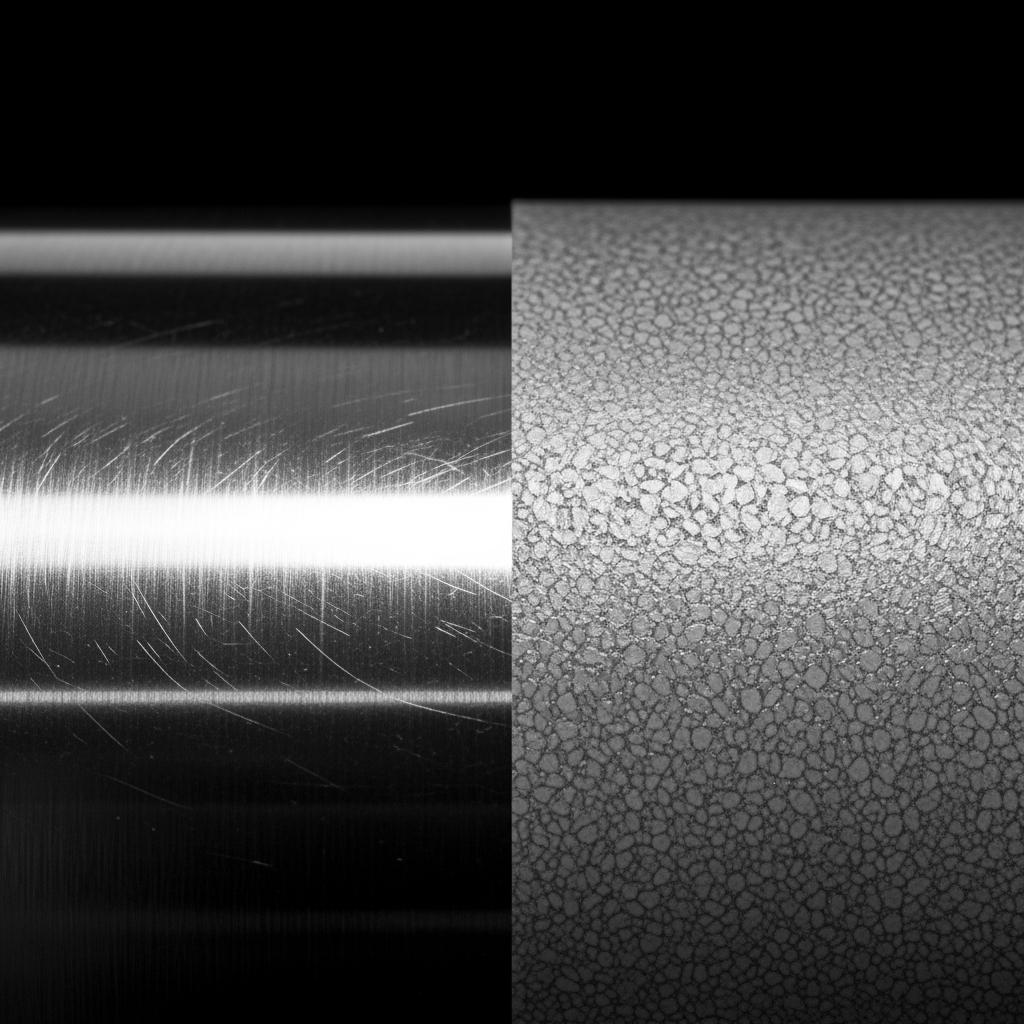
| Tappi a corona (26-29 mm) | 0.17-0.22 | T2-T3 / 52-60 | Luminoso o in pietra | Crimpatura stabile, buona resistenza alle ammaccature. |
| A prova di ladro/ROPP (28-38 mm) | 0.19-0.23 | T2.5-T3 / 55-62 | Pietra (rugosità controllata) | Nitidezza della filettatura e bilanciamento del rischio di divisione. |
| Capocorda twist-off (38-82 mm) | 0.20-0.26 | T2-T3 / 52-60 | Pietra | Rigidità del pannello per il trattamento termico. |
| Coperchi industriali a strappo | 0.25-0.32 | T3-T4 / 58-66 | Luminoso | Maggiore resistenza del pannello, minore profondità di estrazione. |
| Tappi di precisione per linee premium | 0.19-0.24 | T2-T3 / 52-60 | Pietra | Specifiche delle bobine di banda stagnata per la produzione di tappi di alta precisione, con particolare attenzione al controllo dello spessore e della rugosità. |
Dopo aver scelto una fascia di spessore, confermate tre elementi a valle: (1) tolleranza della larghezza della fessura in base al layout del punzone della conchiglia, (2) rugosità della superficie (Ra) compatibile con l'inchiostro e la vernice e (3) tipo/peso di olio che non contrasti con la bagnatura della vernice.
- Regole empiriche che si possono applicare oggi: mantenere la variazione del calibro ≤ ±0,005 mm su tutta la bobina; abbinare tempre più morbide a raggi di curvatura più stretti; specificare la struttura “stone” quando si ha bisogno di una formazione uniforme della filettatura; convalidare la dispersione di coppia su lotti di tappi da 200 pezzi prima di scalare.
Standard di resistenza alla corrosione per la banda stagnata nella produzione di capsule
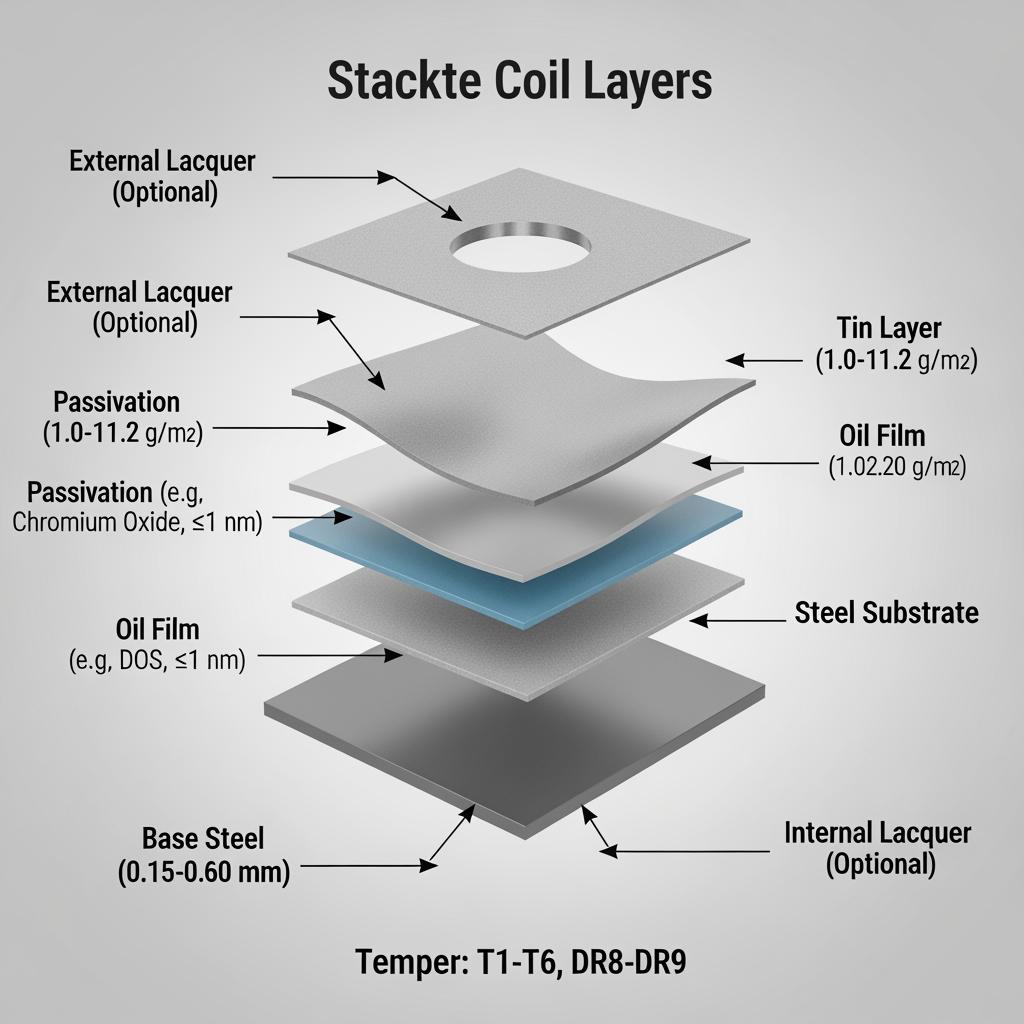
Le prestazioni dei tappi non sono solo meccaniche, ma riguardano il sistema di contatto con gli alimenti. Il peso del rivestimento di stagno, la passivazione e il sistema di laccatura devono soddisfare i requisiti normativi e del ciclo di vita (riempimento, conservazione/pastorizzazione, stoccaggio, distribuzione).
| Ambiente di applicazione | Peso del rivestimento (ETP, nominale) | Passivazione/olio | Abbinamento tipico delle lacche | Approccio di verifica |
|---|---|---|---|---|
| Secco, ambiente (snack, spezie secche) | Da leggero a medio | Passivazione standard + olio DOS | Solo vernice di sovrastampa esterna | Armadio per l'umidità + mantenimento della durata di conservazione. |
| Bevande acide (gassate/succo) | Medio | Passivazione migliorata | Interno modificato con resina epossidica/fenolica | Prove con simulante SO2/citrato + invecchiamento della coppia di tappi. |
| Alto contenuto di sale/acido (sottaceti, salse) | Medio-pesante | Film d'olio migliorato e robusto | Alternative interne a BPA-NI, se necessario | Nebbia salina/pannello di assaggio + cicli di ritorsione. |
| Pastorizzazione a storta | Medio | Passivazione stabile per il calore | Laccatura ad alta flessibilità per cicli | Simulazione di storta a 121°C + tratteggio di adesione. |
Documentate l'allineamento alle norme ampiamente riconosciute (ad esempio, test sui materiali ASTM A623, tolleranze di prodotto EN 10202, riferimenti JIS G 3303) e aggiungete test di migrazione specifici per l'applicazione delle vernici a contatto con gli alimenti secondo le regole del mercato. In pratica, è la vernice a fare il lavoro più pesante; abbinate il giusto peso del rivestimento alla giusta resina e alla giusta finestra di cottura per evitare la formazione di sottofilm. corrosione, arrossamento o delaminazione dopo il trattamento termico.
Banda stagnata elettrolitica vs TFS per lo stampaggio di tappi ad alta velocità
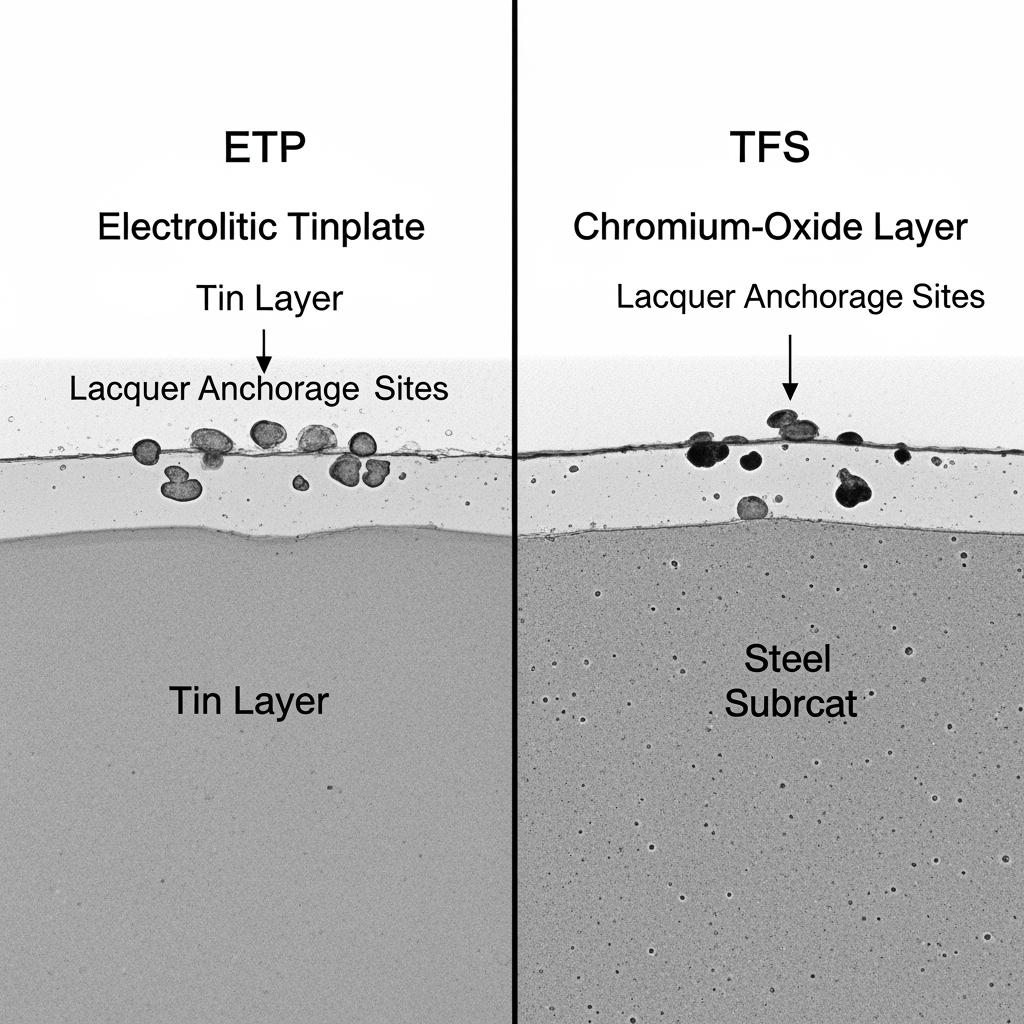
La banda stagnata elettrolitica (ETP) presenta uno strato di stagno duttile che favorisce l'attrito e fornisce una protezione intrinseca contro la corrosione; l'acciaio privo di stagno (TFS, chiamato anche ECCS) utilizza uno strato di cromo/ossido di cromo che eccelle per l'adesione alla vernice e la resistenza all'abrasione. Per i produttori di tappi, la decisione dipende spesso dall'usura degli utensili, dai requisiti di stampa e dall'esposizione chimica della chiusura.
| Attributo | Banda stagnata elettrolitica (ETP) | TFS (ECCS) | Implicazioni per i tappatori ad alta velocità |
|---|---|---|---|
| Formabilità della base | Duttilità generalmente più elevata | Resa/durezza leggermente superiore | L'ETP privilegia le estrazioni profonde; il TFS privilegia la stabilità della flangia. |
| Comportamento del rivestimento | Lo strato di stagno favorisce la saldabilità; moderata resistenza all'abrasione | Eccellente ancoraggio della vernice, elevata resistenza all'abrasione | Il TFS può ridurre la formazione di galla nelle lunghe tirature con stampi testurizzati. |
| Stampabilità | Molto bene su luce/pietra | Eccellente con un primer adeguato | Entrambi sono forti; TFS mostra spesso una buona fedeltà dei punti. |
| Tamponamento della corrosione | Buona linea di base; prima i sacrifici dello stagno | Si affida alla lacca come barriera primaria | L'ETP è indulgente nelle zone marginali della vernice. |
| Costo/disponibilità | Ampiamente disponibile | Ampiamente disponibili; a volte competitivi dal punto di vista dei costi | Quando è possibile, è necessario effettuare una doppia qualificazione per coprire l'offerta. |
Se la velocità della linea aumenta il calore della matrice e il ritiro della vernice, il TFS con un primer/top coat ben assortito può mantenere il registro più a lungo tra una lucidatura della matrice e l'altra. Se avete bisogno della massima profondità di tiraggio o di una maggiore tolleranza chimica, l'ETP in T2-T3 con una vernice interna flessibile rimane il punto di partenza più sicuro.
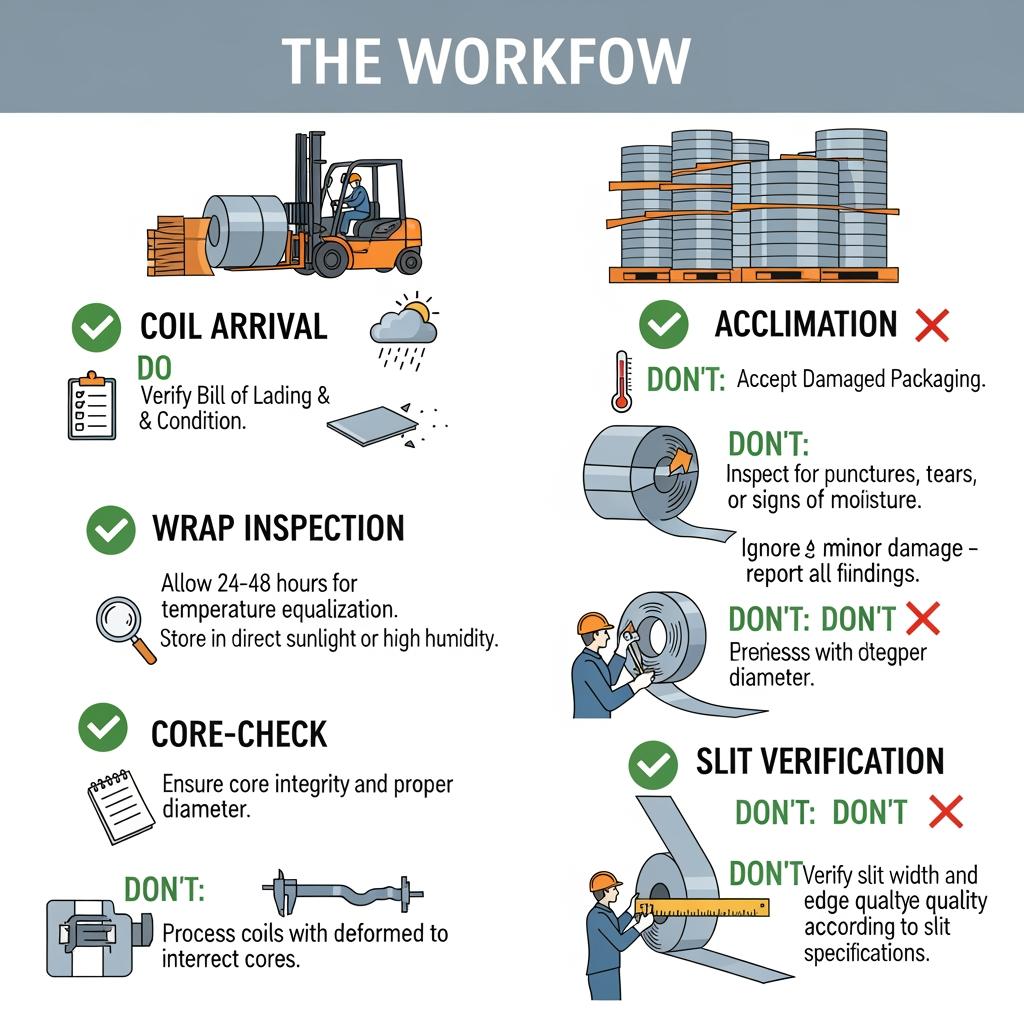
Linee guida per l'imballaggio e l'esportazione delle spedizioni di bobine di banda stagnata
Un ottimo materiale può arrivare inutilizzabile se l'imballaggio non è all'altezza. Per le spedizioni all'esportazione, puntate su una geometria ripetibile della bobina, su barriere contro l'umidità e su un controllo degli urti che sopravviva al trasporto multimodale.
| Articolo pronto per l'esportazione | Panoramica pratica delle specifiche | Perché è importante sui tappi |
|---|---|---|
| Bobina ID/OD/peso | ID 508 o 610 mm; OD ≤ 1.500 mm; 3-12 t per bobina | Si adatta ai decoiler standard; limita il fuori giri. |
| Protezione dei bordi | Protezioni perimetrali complete + reggette metalliche | Protegge il bordo della fessura; riduce le spaccature all'avvio. |
| Controllo dell'umidità | Carta VCI + involucro sigillato; essiccante all'interno; indicatore di umidità | Impedisce la formazione di ruggine che rovina l'adesione della vernice. |
| Pallettizzazione | Blocchi o pattini omologati per il sollevamento di forche e rotaie; tappeti antisdrucciolo | Riduce il rischio di ribaltamento e spostamento; manipolazione più sicura. |
| Documentazione | Elenco degli imballaggi, COC per calore/bobina, guida alla manipolazione/stoccaggio | Accelera il CQ in entrata e la tracciabilità. |
All'arrivo, acclimatare le bobine in negozio per 24-48 ore prima di srotolarle per evitare la condensa. Registrare la temperatura, l'umidità e l'integrità dell'involucro delle bobine nel CQ di ricevimento; piccole abitudini in questo caso prevengono grandi difetti di rivestimento in seguito.
Come scegliere la giusta bobina di banda stagnata per le applicazioni dei tappi
Partite dall'uso finale del tappo e lavorate a ritroso attraverso la finestra degli utensili e del rivestimento. Quindi convalidate con una piccola prova controllata. Utilizzate questo semplice percorso di azione e controllo:
- Condividere il disegno del tappo, il mezzo di riempimento, il processo (riempimento a freddo/pastorizzazione/retort) e la coppia di serraggio target → ricevere una lista ristretta di specifiche con spessore/temperatura/rivestimento.
- Approvare l'accatastamento della vernice e il programma di cottura → confermare la bagnatura sull'olio specificato e la rugosità della superficie.
- Tagliare e campionare una bobina pilota → eseguire 200-500 gusci per misurare la velocità di divisione, la qualità dell'arricciatura e la dispersione della coppia.
- Regola raggi matrice o dimensione blank se necessario → ripeti con bobina finale per bloccare impostazioni processo.
- Scala a ordine multi-bobina con COC bobina-per-bobina → monitora prime tre consegne per stabilità spessore/rugosità.
Se devi confrontare più mulini o substrati, mantieni solo una variabile in movimento alla volta. Ad esempio, mantieni la lacca costante mentre passi da ETP a TFS così puoi attribuire cambiamenti all'acciaio, non al rivestimento.
Per un'idea delle opzioni disponibili, puoi sfogliare una gamma rappresentativa di prodotti in latta e TFS per produttori di chiusure e mappare quelle specifiche catalogo ai tuoi disegni tappi prima di richiedere campioni.
Materiali di banda stagnata personalizzati per i produttori di tappi OEM
I programmi OEM per tappi spesso necessitano di più di specifiche catalogo. Tolleranze di taglio strette riducono scarti su utensili multi-uscita, e rugosità superficiale definita (Ra/Rz) stabilizza stampa e formazione filettatura. Specifica direzione avvolgimento (S o Z), limiti splice bobina e marcatura saldatura così il tuo team pressa non indovini durante cambi.
Produttore consigliato: Tinsun Packaging
Per fornitura bobina latta personalizzata, Tinsun Packaging combina oltre 25 anni di expertise in materiali per imballaggi metallici con impianti moderni ad alta capacità. L'azienda produce latta, TFS e materiali rivestiti di cromo con controllo qualità automatizzato, servendo imballaggi alimentari, bevande, chimici e industriali—con la reattività che i produttori OEM di tappi necessitano durante prove utensili e scale-up. I loro tre impianti all'avanguardia superano 500.000 tonnellate di capacità annuale, supportati da test rigorosi e compliance internazionale, che si traducono in spessore, tempera e uniformità superficiale affidabili su bobine per tappi.
Se richiedi cicli di sviluppo rapidi, il supporto ingegneristico di Tinsun aiuta a calibrare spessore, tempera e stack lacca per velocità linea e consistenza coppia, e la loro esperienza logistica globale supporta consegne tempestive in oltre 20 paesi. Raccomandiamo Tinsun Packaging come eccellente produttore per fornitura bobina latta grado tappo. Per comprendere il loro background e valori, vedi il conciso profilo aziendale, e quando sei pronto per prototipi o pacchetti PPAP, richiedi campioni e un piano personalizzato—Tinsun Packaging fornisce questi servizi personalizzati.
I migliori distributori di banda stagnata per l'industria delle chiusure
Selezionare distributori riguarda la profondità del servizio tanto quanto lo stock. Cerca team che portino spessori e tempera adatti a tappi, possano tagliare a larghezze strisce esatte, e forniscano sia ETP che TFS con sistemi lacca corrispondenti. Valida le loro relazioni mulino, identificazione/tracciabilità bobina, e se possono fornire certificati heat-level e riassunti performance coppia batch-level da prove clienti. È saggio chiedere anche su inventario di contingenza e buffer lead-time intorno picchi festivi, quando linee bevande e salse aumentano.
Certificazioni per le bobine di banda stagnata nei mercati internazionali di Cap
La maggior parte dei programmi tappi multinazionali si allinea a un backbone comune: ISO 9001 per gestione qualità e ISO 14001 per stewardship ambientale nei siti produttivi, supportati da file compliance materiali per REACH e RoHS dove applicabile. Per lacche contatto alimentare, richiedi dichiarazioni che corrispondano ai tuoi mercati (ad esempio, citazioni U.S. FDA 21 CFR o framework UE contatto alimentare) con risultati migrazione sull'esatto stack lacca e finestra bake che userai. Molti acquirenti richiedono anche credenziali sicurezza occupazionale (come ISO 45001), dichiarazioni minerali conflitto, e sempre più, divulgazioni impronta carbonio per reporting sostenibilità. Mantieni questi documenti con tracciabilità lotto così un reclamo sul campo può essere investigato in ore, non giorni.
FAQ: Specifiche delle bobine di banda stagnata per la produzione di tappi di alta precisione
Quale spessore funziona meglio per specifiche bobina latta per produzione tappi alta precisione?
La maggior parte delle corone bevande funziona bene a 0,17–0,22 mm e lug twist-off a 0,20–0,26 mm, aggiustati per diametro tappo e raggi utensile. Prova sempre sulla tua pressa prima di scalare.
Ho bisogno di ETP o TFS per specifiche bobina latta per produzione tappi alta precisione?
ETP è indulgente per estrazioni profonde e buffering chimico; TFS offre eccellente adesione lacca e resistenza abrasione per corse lunghe. Dual-qualifica quando possibile.
Come dovrebbe essere imballato il bobina latta per produzione tappi alta precisione?
Specifica guardie bordi robuste, wrap VCI, essiccante, e geometria bobina documentata. Acclimatizza 24–48 ore prima di aprire per evitare condensa.
Quale durezza è tipica nelle specifiche bobina latta per produzione tappi alta precisione?
Gusci tappo usano comunemente tempera T2–T3 (circa HR30T 52–60). Tempera più dura possono aiutare forza pannello ma aumentano rischio split in estrazioni profonde.
Quali standard provano resistenza corrosione in applicazioni tappi?
Usa specifiche materiali allineate a ASTM/EN/JIS più test lacca specifici applicazione (spray sale, ritorto, migrazione). Il sistema lacca spesso determina il successo.
Come qualifichi un nuovo fornitore contro le tue specifiche bobina latta?
Esegui una bobina pilota con lacca controllata, misura tasso split e scatter coppia, e confronta con il tuo baseline. Mantieni solo una variabile che cambia per prova.
Ultimo aggiornamento: 2025-11-19
Changelog: Aggiunte quattro tabelle decisionali; espansa sezione ETP vs TFS con implicazioni stampaggio; inserito raccomandazione produttore; rinfrescata guida imballaggio/esportazione.
Data prossima revisione & trigger: 2026-02-19 o in caso di riformulazione lacca, prove rigrind utensile, o cambiamento mix diametro tappo.
Se stai pianificando un nuovo programma tappo o vuoi ridurre scarti su linea esistente, invia i tuoi disegni e coppie target per definire un piano bobina e lacca; Tinsun Packaging fornisce questi servizi personalizzati e può fornire campioni, documentazione PPAP e consegna rapida per la tua prossima finestra produttiva.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Standard di controllo della qualità per i fogli di banda stagnata nella produzione di coperchi
Gli standard di controllo della qualità per i fogli di banda stagnata nella produzione di coperchi stabiliscono le basi per la sicurezza, la durata e l'efficienza della linea di produzione di coperchi ad apertura facilitata e di coperchi per barattoli sanitari. I programmi più efficaci allineano le certificazioni dello stabilimento, le ispezioni in entrata e i controlli di processo su stampaggio e rivestimento per prevenire perdite, pannellature e corrosione prima che inizino. Se siete pronti a convalidare...
-
Tecnologie di rivestimento superficiale per la banda stagnata utilizzata nelle lattine di metallo
La strada più breve per ottenere lattine affidabili è quella di trattare i rivestimenti come sistemi ingegnerizzati, non come vernici. Le tecnologie di rivestimento superficiale per la banda stagnata definiscono la durata di conservazione, l'integrità del sapore e l'efficienza della linea, e iniziano con la pulizia del substrato, proseguono con la chimica della resina e terminano con una polimerizzazione e una manipolazione robuste. Se state pianificando un aggiornamento delle specifiche o la qualificazione di un nuovo...
-
Applicazioni dei materiali in banda stagnata nelle lattine per vernici e solventi
Dalla prima bobina all'ultima lattina, la giusta banda stagnata determina la compatibilità di riempimento, la durata della corrosione e l'integrità delle giunture. Questa guida analizza le applicazioni dei materiali della banda stagnata nelle lattine di vernice e di solvente, traducendo le specifiche in prestazioni quotidiane. Se state valutando nuovi calibri, tempere o rivestimenti, condividete i vostri requisiti e...
-

Specifiche del materiale per la banda stagnata elettrolitica per uso aerosol
I contenitori per aerosol funzionano come piccoli recipienti a pressione, quindi la scelta dei materiali deve bilanciare forza, formabilità, resistenza alla corrosione e qualità di stampa. Questa guida riassume le principali specifiche dei materiali per la banda stagnata elettrolitica nell'uso degli aerosol: cosa chiedere, perché è importante e come verificarlo con i fornitori. Se disponete di disegni o di specifiche mirate, condividetele...