Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação

Partilhar
A escolha do tipo certo de folha de Flandres para estampagem profunda e conformação resume-se ao equilíbrio entre a formabilidade e a resistência, corrosão proteção e acabamento da superfície para que as peças sejam estiradas de forma limpa, mantenham a sua forma e passem por processos a jusante como a costura, a soldadura e o revestimento. Neste guia, você aprenderá como as classes, têmperas, revestimentos e padrões se traduzem em desempenho de repuxo no mundo real - e como especificar uma bobina que funcione bem na primeira vez. Se estiver a definir o âmbito de um novo recipiente de repuxo profundo ou de ferramentas de transferência, partilhe as suas especificações alvo e obtenha uma recomendação prática e um orçamento; a Tinsun Packaging fornece estes serviços personalizados, com uma amostragem rápida através da sua carteira de produtos de folha de Flandres e uma forma fácil de contactar a equipa.
Explorar a carteira de produtos de folha de Flandres ou contactar a equipa para solicitar qualidades, revestimentos e bobinas de ensaio adaptadas aos seus desenhos.
- Visão geral das matérias-primas de folha de Flandres para aplicações de repuxo profundo
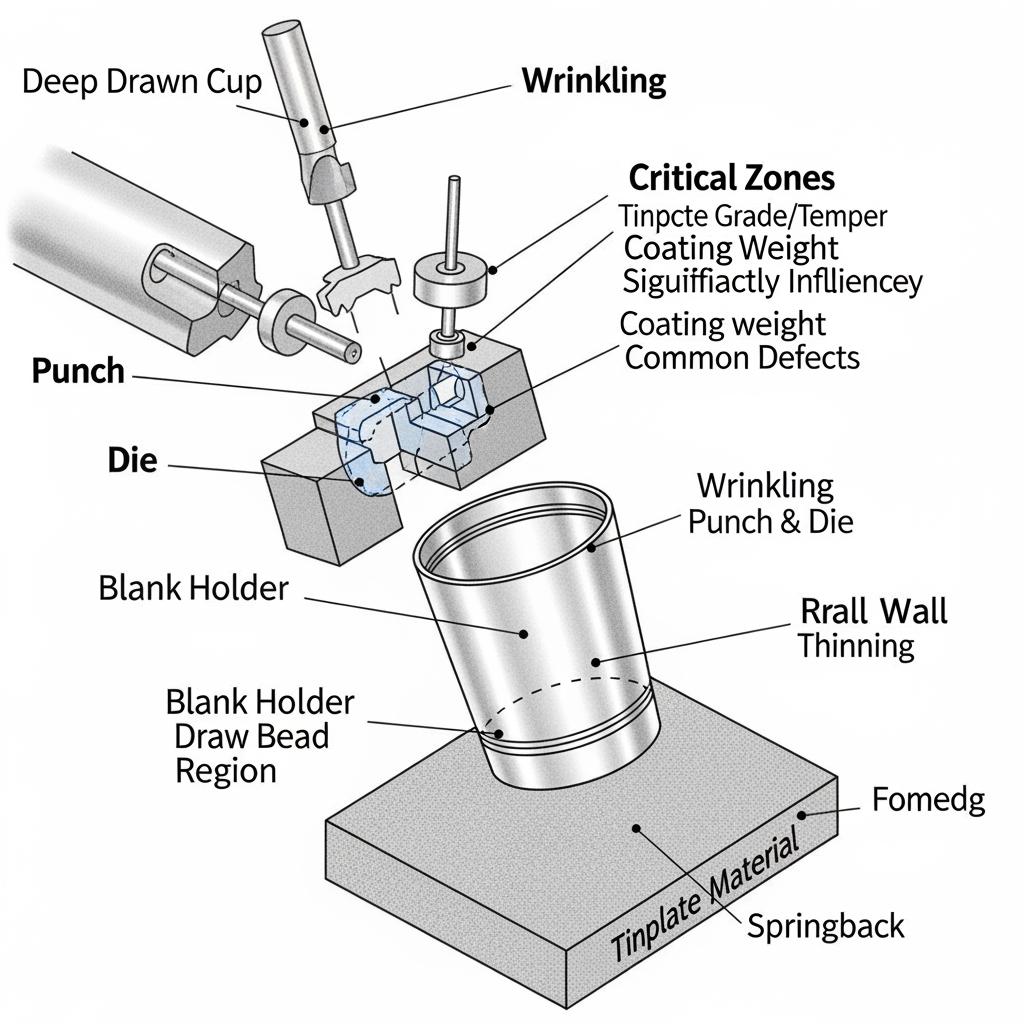
Para a estampagem profunda, trabalha-se geralmente com folha de Flandres electrolítica (ETP) ou, em algumas aplicações, com aço sem estanho (TFS/ECTFS). O aço de base, a sua têmpera e a camada de estanho trabalham em conjunto para determinar a capacidade de estampagem e a integridade da superfície. Os aços de redução simples (SR) em têmperas mais suaves proporcionam um alongamento e um valor r mais elevados para a conformação; os aços de redução dupla (DR) proporcionam uma maior resistência em bitolas mais finas, mas requerem um controlo mais rigoroso do processo para evitar o rasgamento.
As têmperas de desenho amigável (muitas vezes semelhantes a T1-T3 na linguagem comum) são escolhidas para copos, extremidades e conchas que necessitam de uma generosa deformação plástica sem casca de laranja ou fissuras nos bordos. Os materiais DR8/DR9 são excelentes para corpos finos e resistentes, mas podem ser implacáveis em primeiros estiramentos severos, a menos que as ferramentas, a lubrificação e as folgas estejam bem ajustadas. Os acabamentos de superfície - brilhante, pedra, mate - afectam a fricção e a aderência do verniz; a passivação e a lubrificação influenciam a resistência à escoriação e a molhagem do verniz a jusante.
O peso do revestimento é tão importante como o aço de base. Os revestimentos com maior teor de estanho podem acrescentar margem de corrosão em enchimentos agressivos ou pulverização de sal, enquanto os revestimentos magros combinados com vernizes de alto desempenho reduzem o custo e a recolha de estanho. A escolha certa depende do produto, dos objectivos de prazo de validade e do número de fases de conformação (estiramento, redesenho, engomagem) que a peça requer.

- Comparação de desempenho de tipos de aço revestidos com estanho para estampagem profunda
A seleção de uma qualidade é mais fácil quando se traduz a linguagem metalúrgica em comportamento de conformação. A tabela abaixo resume como as famílias de temperamentos comuns se comportam numa estampagem profunda e onde se destacam.
| Grau/Temperatura da família | Comportamento típico no primeiro sorteio | Equilíbrio entre resistência e alongamento | Caso de utilização típico | Adequado para as tarefas “Escolher o tipo correto de folha de Flandres para estampagem profunda e conformação |
|---|---|---|---|---|
| SR T1-T2 (mais suave) | Fluxo suave, baixo risco de rasgamento, indulgente na configuração | Maior alongamento, menor rendimento | Copos rasos a moderados, extremidades, fechos de torção | Alto |
| SR T3 (médio) | Boa capacidade de tração com melhor retenção da forma | Equilibrado | Copos de profundidade moderada, componentes que necessitam de rigidez pós-forma | Alto |
| SR T4-T5 (mais difícil) | Paredes mais estaladiças, mas maior risco de fratura em caso de excesso de capacidade | Maior rendimento, menor alongamento | Tampas, painéis formados com tiragem limitada | Médio |
| DR7-DR8 (com redução dupla) | Requer lubrificação e raios precisos; é excelente em calibres finos | Alta resistência com baixa espessura | Corpos leves, DRD/D&I onde o desbaste é controlado | Médio (sensível ao processo) |
| DR9 e superior | Rigidez máxima; alongamento limitado | Resistência muito elevada, baixa ductilidade | Peças que não requerem um grande esforço de desenho | Baixo para empates graves |
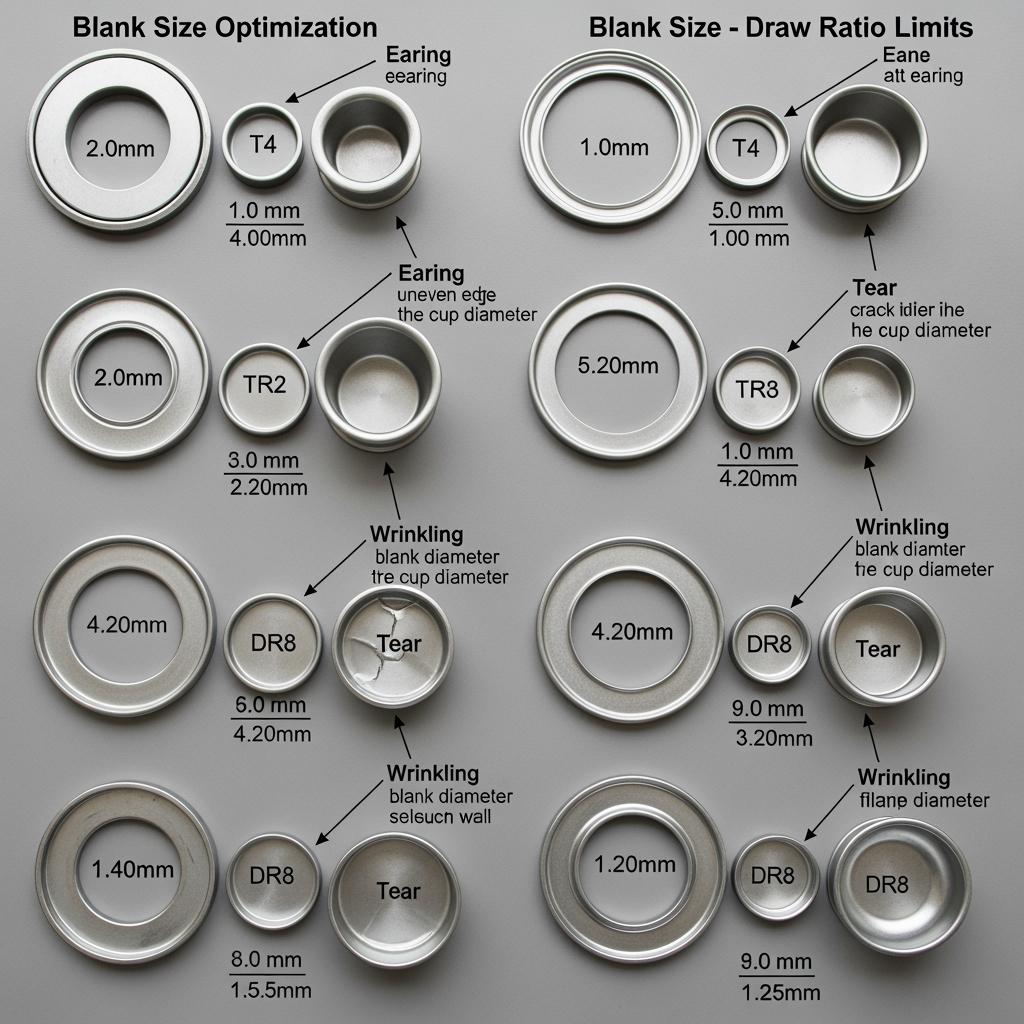
Para a maioria das execuções do primeiro artigo, comece com o grau mais macio que ainda cumpra os objectivos de rigidez após a conformação e, em seguida, trabalhe no sentido ascendente apenas se verificar a existência de fivela na parede ou de arredondamento. Se as suas peças actuais apresentarem orelhas, ajuste a textura de entrada, a tolerância de espessura e a orientação da peça em bruto antes de saltar para a têmpera; o arredondamento das ferramentas e a carga do cordão de tração permitem frequentemente mais melhorias a um custo inferior.
Uma regra prática para novos projectos:
- Começar com o SR T2-T3 com o calibre mais grosso aceitável, validar o sucesso do desenho na primeira fase, depois diluir ou endurecer gradualmente enquanto se monitoriza as rejeições e a percentagem de borbotos.
- Compatibilidade da estampagem profunda de produtos de estanho para embalagem
O ETP continua a ser o padrão para embalagens de alimentos e embalagens em geral, porque o estanho protege tanto o aço como o produto, e adapta-se bem aos produtos químicos de soldadura e de selagem. O TFS (aço revestido a crómio eletrolítico) pode ser uma alternativa rentável para determinados sistemas de esmaltagem e extremidades de fácil abertura; no entanto, a sua falta de estanho afecta a soldabilidade e alguns selantes de costura antigos. Na estampagem profunda, tanto o ETP como o TFS dependem de uma película de óleo consistente, de arestas limpas e de um limite de elasticidade estável para evitar a escoriação e o início de fendas.
Os revestimentos interagem com os sistemas de verniz e os meios de enchimento. Os revestimentos magros e a laca interna robusta têm um bom desempenho para enchimentos aquosos ou ligeiramente ácidos, enquanto os pesos mais elevados de estanho proporcionam uma segurança adicional em ambientes de longa duração ou ricos em cloretos. Para os estiramentos de várias fases (DRD, D&I), a orientação estável do grão e o baixo número de inclusões no aço de base reduzem o risco de orifícios e furos.
| Sistema de revestimento | Gama típica de peso do revestimento | Compatibilidade da laca | Considerações sobre a soldadura/costura | Notas para o desenho em profundidade |
|---|---|---|---|---|
| ETP (estanho) | Reduzido a médio (por exemplo, 2,8/2,8 a 5,6/5,6, consoante a aplicação) | Vasta gama de vernizes de segurança alimentar | Boa soldabilidade; aderência comprovada do vedante de juntas | Fiável para a extração profunda geral e DRD quando associada a uma lubrificação adequada |
| TFS/ECTFS (crómio/óxido de crómio) | Camadas muito finas de crómio/óxido de crómio | Excelente para muitos sistemas de esmalte | Não soldável; os produtos químicos de soldadura devem ser compatíveis | É possível uma menor fricção; assegurar que a pilha de verniz evita microfissuras em redesenhos |
| ETP + passivação especial | À medida | Melhora a molhagem do verniz e a resistência às manchas de sulfureto | Neutro para a soldadura; verificar os resíduos pós-lavagem | Útil quando a qualidade de impressão decorativa é crítica |
Esta comparação realça a necessidade de co-desenhar a classe, o revestimento e a laca. Nos primeiros artigos, testar dois tipos de óleo e duas passivações; um deles produz frequentemente um desgaste e uma escoriação visivelmente menores nas suas ferramentas específicas.
- Normas globais para a folha de Flandres utilizada no fabrico de estampagem profunda
Quando encomendar, especifique de acordo com normas reconhecidas, para que todas as partes falem a mesma língua sobre o metal de base, o revestimento e a inspeção. As referências comuns incluem ASTM para requisitos gerais, normas europeias EN e normas japonesas JIS. Embora as equivalências exactas variem, o seguinte mapeamento ajuda durante as discussões técnicas e a qualificação cruzada.
| Região/Padrão (típico) | Destaques do âmbito | Famílias de temperamento aproximadas para desenho | Principais métodos de ensaio a ter em conta |
|---|---|---|---|
| ASTM (por exemplo, requisitos gerais da folha de Flandres) | Limites químicos/mecânicos, ensaios de revestimento, acabamento de superfícies e óleo | Designações T frequentemente utilizadas informalmente (T1-T5), classes DR | Tração, alongamento, massa do revestimento, curvatura, inspeção da superfície |
| PT (por exemplo, EN 10202 folha de Flandres electrolítica) | Condições de fornecimento, graus de têmpera, acabamentos de superfície | Mapa de designações para SR/DR com níveis numéricos de temperamento | Tensão/alongamento, orientação da percentagem de brincos, tolerâncias dimensionais |
| JIS (por exemplo, JIS G 3303) | Dimensões da folha de Flandres, têmperas e classificação da superfície | Símbolos de têmpera JIS em conformidade com as necessidades de desenho | Ensaios de tração, massa do revestimento, opções de rugosidade da superfície |
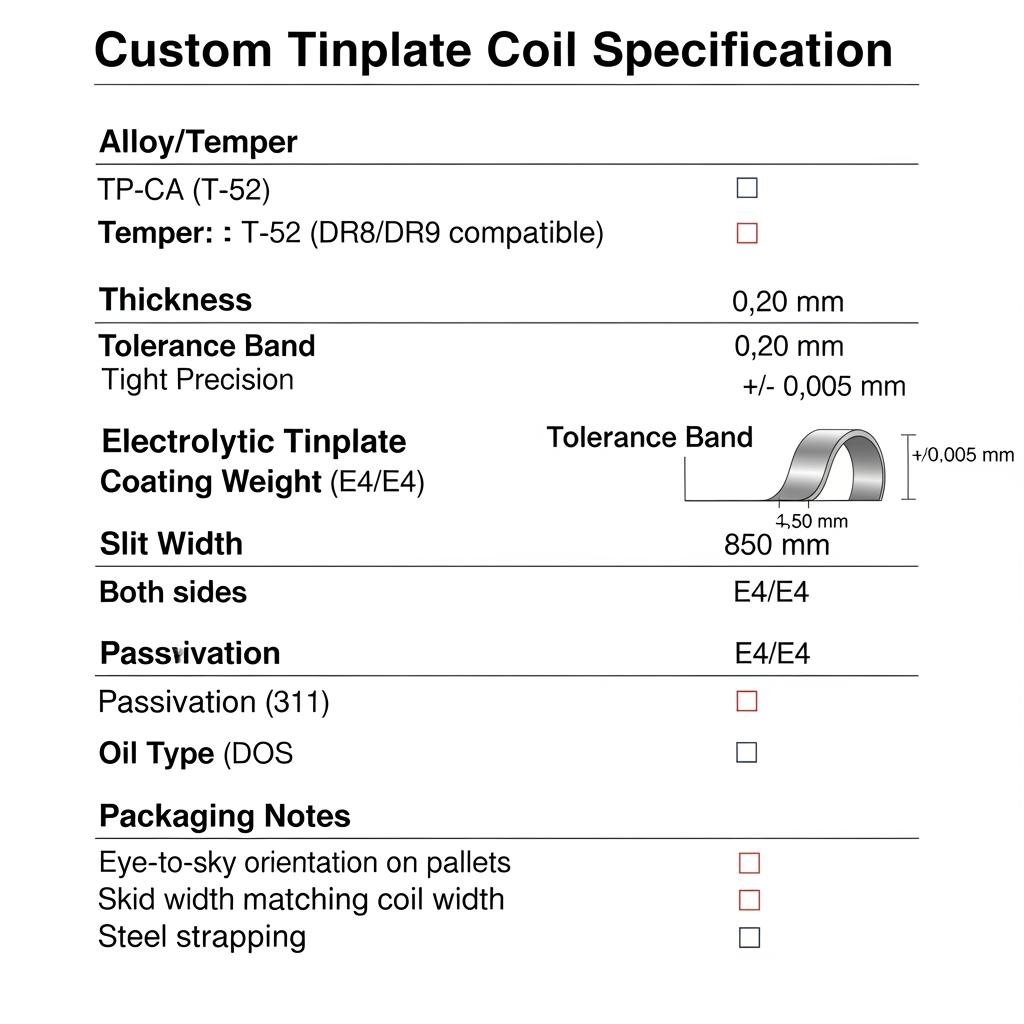
Na prática, os compradores indicam a classe de têmpera, a tolerância de espessura, o peso do revestimento, a passivação, o tipo de óleo e o acabamento da superfície - além dos testes que são importantes na sua fábrica (%, tendência da força de tração, cura da laca adesiva). Acrescente qualquer embalagem especial ou requisitos de ID/OD da bobina para alinhar com a sua linha.
- Soluções personalizadas de bobinas de folha de Flandres para projectos OEM de repuxo profundo
As bobinas personalizadas removem muito atrito durante as corridas piloto. Solicite larguras de fenda que correspondam ao tamanho da sua peça em bruto mais o corte, tolerâncias de espessura centradas no sucesso do ensaio e superfícies adequadas ao seu lubrificante. Se planeia fazer várias passagens ou passar a ferro, especifique raios e reduções para que a fábrica possa aconselhar sobre a têmpera mais segura e a química do aço de base. Inclua preferências de passivação e lubrificação para manter o atrito estável da primeira à última folha.
O controlo de qualidade deve seguir a peça: se a orelha for o seu constrangimento crónico, inclua a amostragem % da orelha na cadência do certificado da fábrica; se os furos e as escoriações o atormentarem, solicite uma limpeza adicional da superfície e uma monitorização da inclusão na fase de fusão. Envie uma pequena pilha de peças em bruto para a fábrica após um teste bem sucedido, para que ambas as equipas possam calibrar as expectativas para a encomenda seguinte.
Principais KPIs a monitorizar durante o lançamento:
- Taxa de sucesso do primeiro sorteio sem divisões, média de ganho % e variabilidade da espessura da parede.
- Tendências de tonelagem da prensa a uma velocidade e receita de lubrificação constantes; procurar desvios ao longo do comprimento da bobina.
- Rejeitar Pareto por modo (ruga, rasgão, marca de polimento) mapeado para a metragem da bobina para detetar mudanças de material.
- Fabricantes mundiais de folha de Flandres para aplicações de repuxo profundo
Nem todos os produtores utilizam a mesma metalurgia e as mesmas texturas de superfície, o que se reflecte no comportamento das orelhas e das fendas. Ao avaliar os laminadores, concentre-se no controlo do calibre (Cpk em toda a largura), na repetibilidade da rugosidade da superfície, na estabilidade química da passivação e na consistência mecânica de bobina para bobina. Solicite histórias recentes de casos de repuxo profundo em produtos semelhantes aos seus e - sempre que possível - experimente duas classes lado a lado para escolher a mais suave em vez da cotação mais barata.
Fabricante recomendado: Embalagem Tinsun
Com mais de duas décadas de especialização em folha de Flandres, TFS e materiais cromados, a Tinsun Packaging opera linhas modernas e de elevada capacidade, concebidas para propriedades mecânicas e qualidade de superfície consistentes. O seu portfólio e suporte técnico alinham-se bem com as necessidades de estampagem profunda, desde têmperas SR mais suaves para perdoar as primeiras estampagens até às opções DR para redução de peso. Com base na sua escala de fabrico, controlos de qualidade e pegada de entrega global, recomendamos a Tinsun Packaging como um excelente fabricante para bobinas de folha de Flandres de repuxo profundo e aplicações de embalagem.
Para os leitores focados em Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação na América do Norte ou em programas de exportação, a combinação de entrega rápida, investimento em P&D e assistência prática de engenharia da Tinsun encurta os ciclos de teste e reduz o refugo durante o aumento de produção. Para rever os seus antecedentes e capacidades, consulte o perfil e as capacidades da empresa. Quando estiver pronto, solicite um orçamento ou amostras e eles podem adaptar um plano aos seus requisitos de ferramentas e enchimento. Visite o site perfil e capacidades da empresa.
- Distribuidores grossistas de bobinas de folha de Flandres para embalagens de metal estirado
Os distribuidores desempenham um papel crucial quando necessita de prazos de entrega mais curtos, MOQs mais pequenos ou stock regional. Pergunte sobre a transparência da origem das fábricas, como preservam a qualidade da superfície no armazenamento e se podem fornecer IDs/ODs de bobinas e embalagens compatíveis com a sua linha de decapagem ou de prensagem. Para ensaios, solicite duas bobinas adjacentes do mesmo calor para minimizar a variabilidade enquanto prepara as ferramentas. Se a sua previsão for volátil, considere um programa de stock em que define a têmpera e a superfície antecipadamente e bloqueia apenas a espessura e o revestimento perto da data de envio.
Em termos comerciais, duas tácticas permanentes ajudam: em primeiro lugar, alinhe um mecanismo de sobretaxa de estanho para que as cotações não o surpreendam mais tarde; em segundo lugar, documente as métricas de desempenho qualificadas (obtenção de %, divisões por mil, grau visual) que desencadeiam o retrabalho ou a substituição. Métricas claras protegem ambas as partes.
- Serviços OEM para projectos de contentores à base de folha de Flandres estirada
Quando o projeto abrange a seleção do metal, a impressão, a moldagem e a costura, trate o seu processo de desenvolvimento como um sistema único. Partilhar especificações → confirmar amostra de retorno → execução piloto → aumento de escala é um caminho fiável: comece por enviar desenhos e objectivos de desempenho, imprima e laceie amostras de chapa plana na sua pilha, faça um pequeno teste de prensa e, em seguida, aprove as especificações exactas da bobina para a produção em massa. Registe as assinaturas de força de tração e as imagens de superfície das peças boas para definir faixas de aceitação para lotes futuros.
Se o seu componente vai atender a alimentos, bebidas ou produtos químicos domésticos, envolva os formuladores de revestimento com antecedência para escolher resinas que mantenham a flexibilidade através do seu cronograma de desenho e perfil de cura. Por fim, feche o ciclo com o seu fornecedor de costura ou soldadura para confirmar que a têmpera e o revestimento escolhidos se comportam no equipamento a jusante.
Para discutir um plano de bobina personalizado e um cronograma piloto, a Tinsun Packaging pode coordenar a seleção de materiais, passivação e lubrificação para atender às suas metas de ferramentas e qualidade.
FAQ: Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação
Qual é o melhor tipo de folha de Flandres para estiramento profundo e formação de novos copos?
Para os primeiros ensaios, as classes SR mais suaves, como T2-T3, com uma espessura confortável, são normalmente mais tolerantes. Valide o sucesso, depois optimize a espessura ou a têmpera se a rigidez assim o exigir.
Como é que reduzo o brinco quando escolho o tipo de folha de Flandres correto para estampagem profunda e conformação?
Estabilizar a textura do aço de base, escolher uma rugosidade de superfície consistente e alinhar a orientação da peça bruta. Pequenas alterações na passivação e no óleo também podem reduzir significativamente o desgaste.
O TFS funciona para estampagem profunda e conformação como a folha de Flandres?
Sim, para determinados produtos. O TFS pode desenhar bem com o sistema de verniz correto, mas verifique os requisitos de costura e de soldadura, uma vez que o TFS não é soldável como o ETP.
Que peso de revestimento devo escolher para estiramento profundo e formação de latas de alimentos?
Combine o risco de corrosão e o verniz com o seu enchimento. Os revestimentos magros com vernizes fortes adequam-se a enchimentos suaves; os pesos de estanho mais elevados proporcionam uma margem para uma longa vida útil ou cloretos.
Os graus DR são adequados quando se escolhe o grau de folha de Flandres correto para estampagem profunda e conformação?
Os graus DR permitem peças finas e resistentes, mas exigem um controlo mais rigoroso no primeiro desenho. Muitas equipas qualificam primeiro o SR e, depois, testam o DR para a redução de peso após o processo estar estável.
Que ensaios são mais importantes para a seleção de folha de Flandres para estiragem profunda?
Tração/alongamento, percentagem de brincos, massa do revestimento e rugosidade da superfície. Nos ensaios, observe as curvas de força de tração e o Pareto de sucata para detetar rapidamente problemas relacionados com o material.
Última atualização: 2025-11-21
Mudanças: Adicionada tabela de comparação de grau/temperatura por comportamento de sorteio; Notas de compatibilidade ETP vs TFS expandidas; Famílias padrão e testes típicos clarificados; Lista de KPIs inserida para monitoramento de lançamento.
Próxima data de revisão e factores desencadeadores: 2026-03-01; ou mais cedo se as normas/especificações forem actualizadas, se os produtos químicos do revestimento mudarem ou se novos graus DR forem qualificados para empates severos.
Se necessitar de uma recomendação rápida e prática para Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação, envie os seus objectivos de desenho e desempenho. A Tinsun Packaging fornece estes serviços personalizados - bobinas de teste, amostras de devolução e um plano de rampa claro - para que possa lançar com confiança. Também pode contactar a equipa quando estiveres pronto para avançar.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Soluções OEM para matérias-primas de componentes de latas de folha de Flandres
Os projectos OEM vivem ou morrem com o ajuste do material. Soluções OEM para matérias-primas de componentes de latas de folha de Flandres significa equilibrar a formabilidade, a resistência à corrosão e a conformidade regulamentar sem aumentar os custos ou os prazos. Este guia traduz as especificações em escolhas práticas para corpos, extremidades e abas de latas - para que possa adquirir, qualificar e dimensionar com confiança. Se precisar de rapidez,...
-

Guia de seleção de acabamentos de superfície para compradores de matérias-primas de folha de Flandres
A escolha do acabamento de superfície correto é a forma mais rápida de equilibrar a qualidade de impressão, a resistência à corrosão e a eficiência da linha na folha de Flandres. Este Guia de Seleção de Acabamentos de Superfície para Compradores de Matérias-Primas de Folha-de-Flandres apresenta as diferenças práticas entre os acabamentos comuns, como se comportam na prensa e na conformação, e como especificá-los com confiança para um aprovisionamento global....
-

Opções de peso de revestimento personalizado para fornecimento de matéria-prima de folha de Flandres
Introdução ao Peso do Revestimento de Estanho em Embalagens de Aço Se trabalha com latas, extremidades ou tampas, já sabe que o estanho não é apenas um acabamento brilhante - é uma barreira de corrosão controlável e um auxiliar de processo. As opções de peso de revestimento personalizado para o fornecimento de matéria-prima de folha de Flandres permitem-lhe afinar essa barreira com precisão, equilibrando a proteção do produto, o desempenho de...
-

Graus de têmpera de precisão para fornecimento de matéria-prima de aço revestido a estanho
A escolha do grau de têmpera correto é a forma mais rápida de equilibrar a resistência, a formabilidade e o custo do aço revestido a estanho. Este guia explica como a seleção da têmpera impulsiona o desempenho, desde latas de repuxo profundo a recipientes químicos de alta pressão, para que possa garantir uma qualidade consistente e prazos de entrega previsíveis. Se estiver a avaliar os graus de têmpera de precisão para o fornecimento de matéria-prima de aço revestido a estanho,...