Soluções OEM para matérias-primas de componentes de latas de folha de Flandres

Partilhar
Os projectos OEM vivem ou morrem com o ajuste do material. Soluções OEM para matérias-primas de componentes de latas de folha de Flandres significa equilibrar a formabilidade, a resistência à corrosão e a conformidade regulamentar sem aumentar os custos ou os prazos. Este guia traduz as especificações em escolhas práticas para corpos, extremidades e abas de latas - para que possa adquirir, qualificar e dimensionar com confiança.
Se precisar de opções de material rápidas e prontas para a produção, partilhe os seus tamanhos alvo, têmpera e gamas de revestimento para receber uma lista restrita personalizada e um plano de lançamento de bobinas. A TinsunPackaging também pode fornecer amostras rápidas do seu portefólio de folha de Flandres e TFS - veja a visão geral do produto aqui: catálogo de materiais em folha de Flandres e TFS.
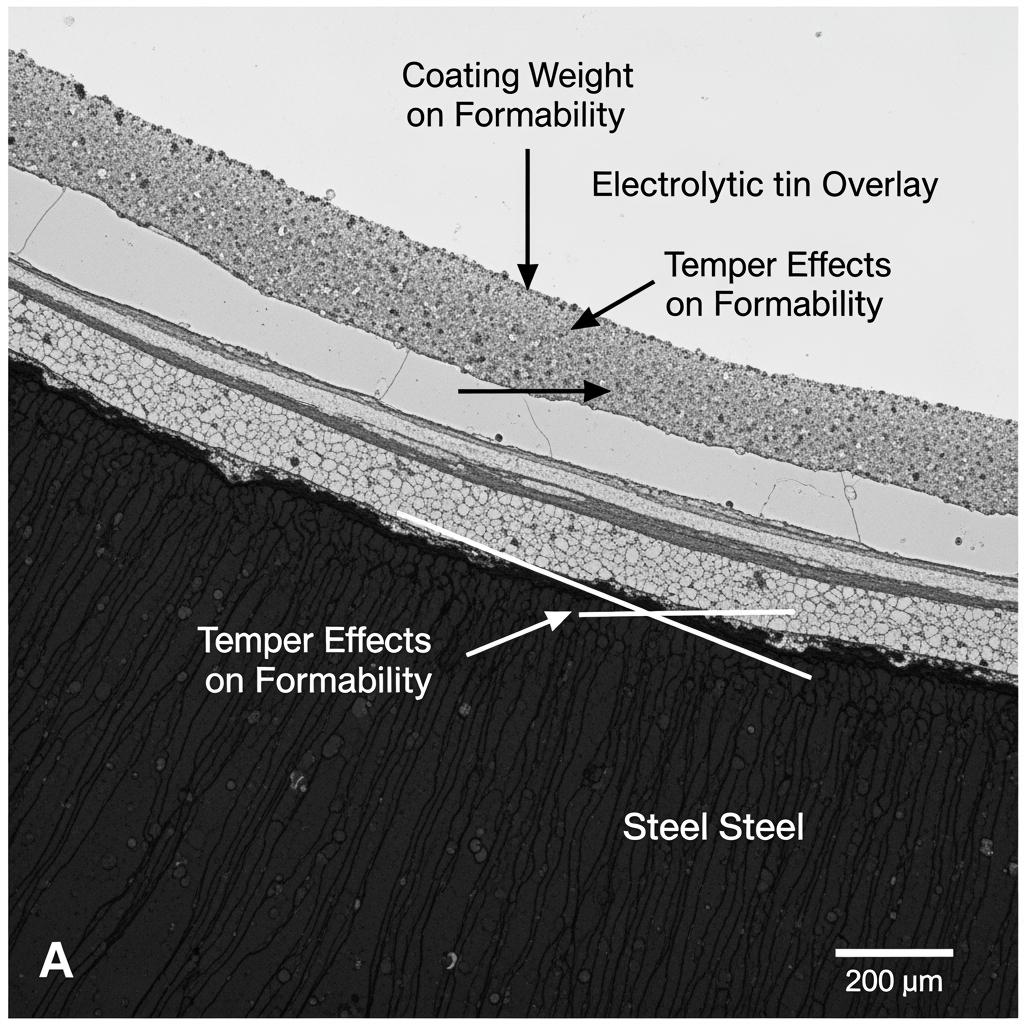
Especificações técnicas para componentes de latas de aço revestidas a estanho
O caminho mais rápido para o fornecimento correto é bloquear cinco alavancas: grau do aço de base, têmpera, espessura, acabamento da superfície e peso/tipo de revestimento. Para os componentes de latas, estas cinco definem a capacidade de tração, a resistência da costura e corrosão desempenho. A maioria dos OEMs padroniza-se em torno de aços com redução simples ou dupla, com têmpera ajustada à profundidade de conformação e às ferramentas. O acabamento da superfície (pedra vs. brilhante) e a passivação/oleamento refinam a capacidade de impressão e a estabilidade da linha.
Uma forma simples de finalizar as especificações é o “back-cast de aplicação”: comece pelo desenho da costura, profundidade de formação e meio de enchimento, depois calcule a espessura e a têmpera antes de atribuir o peso do revestimento. Por exemplo, os corpos de repuxo profundo favorecem o SR com têmperas mais suaves, enquanto as extremidades de abertura fácil utilizam frequentemente têmperas DR para resistência à fivela. O acabamento da superfície segue as necessidades gráficas e de fricção.
| Alavanca de especificação | Opções típicas de OEM | Controlo de aceitação e notas |
|---|---|---|
| Aço de base | Redução simples (SR) ou redução dupla (DR) | Combinar o SR com o desenho profundo; escolher o DR para obter rigidez com uma espessura inferior. |
| Têmpera | T2-T4 (SR), DR8-DR10 (DR) | Verificar com curvas de tensão da tira e ensaios de enformação piloto. |
| Espessura | 0,14-0,30 mm (dependente do componente) | Efetuar ensaios de empilhamento de costuras e de fivela com tolerância de espessura mínima. |
| Acabamento da superfície | Variantes em pedra, brilhante e mate | Alinhar com os objectivos de aderência e fricção da tinta na sua linha. |
| Peso do revestimento de estanho | 2,8/2,8 a 11,2/11,2 g/m² | Equilibrar o risco de recolha de enxofre em relação ao custo e às necessidades de soldabilidade/retortagem. |
| Documentação em foco | Soluções OEM para matérias-primas de componentes de latas de folha de Flandres | Assegurar que as fichas de dados, os certificados de fabrico e os códigos de passivação correspondem às linhas da lista técnica. |
Esta tabela enquadra as escolhas iniciais; as secções seguintes traduzem-nas em normas, gamas específicas de componentes e salvaguardas contra a corrosão.

Normas globais para folhas e bobinas de folha de Flandres em latas OEM
Os OEM globais validam normalmente a folha de Flandres e o TFS de acordo com normas bem conhecidas para garantir a permutabilidade entre fornecedores e o alinhamento do controlo de qualidade. As estruturas normalmente referenciadas incluem a ISO para os códigos de folha de Flandres electrolítica e de passivação, as normas EN utilizadas amplamente na Europa para a folha de Flandres e a chapa negra, a JIS para os mercados japoneses e a ASTM para os requisitos de embalagem de produtos estanhados. A manutenção do alinhamento dos métodos de ensaio é tão importante como o cumprimento dos limites numéricos.
Três conselhos práticos ajudam a evitar atrasos na requalificação:
- Peça aos fornecedores que indiquem a cláusula/método de ensaio exato para cada linha de certificado. Rótulos de passivação com sonoridade semelhante podem esconder diferentes produtos químicos. Forneça um limite de aceitação baseado em amostras com um plano claro de re-teste no caso de valores limítrofes, para que as remessas não fiquem paradas na doca.
- Solicite a rastreabilidade bobina a bobina para o banho de fusão e passivação. Isto torna a análise da causa raiz mensurável se a aderência do verniz ou a mancha de enxofre aparecerem numa execução final específica.
- Alinhe a sua MSA (análise do sistema de medição) interna sobre espessura, peso do revestimento (XRF) e rugosidade da superfície para que os resultados recebidos estejam correlacionados com as leituras da sua fábrica, evitando falsas rejeições.
Matérias-primas de folha de Flandres personalizadas para fabrico de corpos de latas OEM
O sucesso da moldagem do corpo da lata depende da profundidade do desenho vs. têmpera e espessura. Para estiramentos pouco profundos a médios, o SR T3-T4 com revestimento moderado minimiza frequentemente as rugas, preservando a resistência do painel. Para corpos muito leves, o DR8-DR9 permite-lhe manter a resistência da fivela com uma espessura mais baixa, mas necessitará de uma manutenção mais rigorosa da ferramenta e de um controlo mais apertado do lubrificante.
Um percurso fiável de aquisição até ao lançamento tem o seguinte aspeto: partilhar as especificações pretendidas e a relação de formação → confirmar a amostra de retorno com três “suportes” de espessura/temperatura próximos → efetuar ensaios-piloto de puxar e coser com verniz → selecionar o melhor suporte e tolerâncias de bloqueio → aumentar a escala com dois moinhos alternativos para resiliência do fornecimento. Cada passo “ação → verificação” evita surpresas na costureira ou na retorta.
Espessura da folha de Flandres e peso do revestimento para materiais de extremidade de latas
As extremidades das latas e as extremidades de abertura fácil enfrentam tensões diferentes das dos corpos: a resistência à fivela, a consistência da marcação e a resistência dos rebites das abas são dominantes. As têmperas duplamente reduzidas (por exemplo, DR8-DR10) oferecem rigidez a baixo calibre, mas requerem um controlo preciso da profundidade da marcação. O peso do revestimento deve suportar tanto a resistência à corrosão como a formabilidade da flange sem pulverização.
| Tipo final/caso de utilização | Janela de espessura típica | Temperamento comum | Peso do revestimento (cada lado) | Nota de processo |
|---|---|---|---|---|
| Bebidas EOE (200/202) | 0,17-0,21 mm | DR8-DR10 | 2,8-5,6 g/m² | Verificar a fivela com pressão de enchimento e simulação de armazém quente. |
| Final de alimentos (vasta gama) | 0,18-0,28 mm | T3-T4 ou DR7-DR9 | 5,6-8,4 g/m² | Confirmar a formabilidade da flange e a minimização de rebarbas. |
| Extremidade do balde industrial | 0,25-0,32 mm | T4/DR8 | 5,6-11,2 g/m² | Dar prioridade ao empilhamento, à resistência à mossa e à aderência do selante. |
| Extremidades retortais | 0,20-0,26 mm | T4/DR9 | 5,6-11,2 g/m² | Validar a integridade da fivela pós-retorno e do verniz à temperatura. |
Dois pontos de controlo impulsionam o rendimento: resíduo de pontuação estável (através de micrótomo ou réplica) e força de tração do rebite com variação de lote para lote dos fornecedores de separadores. A execução destes pontos na fase piloto permite poupar semanas mais tarde.
Resistência à corrosão da folha de Flandres na utilização industrial OEM
A corrosão na folha de Flandres é uma propriedade do sistema: o aço de base, a espessura do estanho, a passivação, a lubrificação e o revestimento/forro interior interagem todos com o meio de enchimento. Os alimentos com enxofre ou os produtos químicos agressivos podem atacar o estanho ou as camadas intermetálicas; os pesos mais elevados de estanho, a passivação robusta e o verniz interno correto reduzem drasticamente o risco. Nos recipientes industriais, a corrosão em fase de vapor em torno do espaço livre é um culpado frequente - a gestão do ar e a seleção adequada do revestimento ajudam.
Efectue testes paralelos que espelhem a realidade: a pulverização de sal dá uma imagem rápida, mas os testes electroquímicos e de imersão do produto revelam a verdadeira classificação. Se estiver a observar corrosão sob a película após o enchimento, examine os passos de limpeza antes do revestimento, confirme a passivação e verifique as janelas de cura. Muitas falhas “misteriosas” devem-se à contaminação do pré-lacado ou à incompatibilidade do óleo e não à folha de Flandres em si.
Logística de embalagem e exportação para o fornecimento de bobinas de folha de Flandres
A proteção dos bordos das bobinas e do acabamento da superfície é essencial; as pequenas amolgadelas são facilmente telegrafadas para os gráficos ou para as partituras. A embalagem para exportação deve combinar envoltórios internos, VCI, proteções de borda robustas e sistemas de palete/crate que sobrevivam a viagens longas. Planear a contentorização em função da ID/OD da bobina e da massa para evitar saliências ou deslocações.
| Atributo logístico | Opção de exportação típica | Controlo OEM |
|---|---|---|
| ID/OD da bobina | 508/610 mm ID; 900-1.250 mm OD | Confirmar a compatibilidade do desbobinador de linha e o binário de travagem. |
| Massa da bobina | 3-10 toneladas métricas | Alinhar com os limites de carga da grua e do piso no cais de receção. |
| Camadas de proteção | Óleo anti-ferrugem, papel VCI, película impermeável, cintas de aço/PP | Inspecionar as protecções dos bordos; especificar o número e a orientação das bandas. |
| Paletização | Berço de madeira ou de aço; patins antiderrapantes | Verificar o espaçamento dos garfos e a folga de inclinação para evitar a queda da bobina. |
| Contentorização | 20’/40′ seco; pacotes de controlo da humidade | Registar a colocação do datalogger para validar o controlo da humidade em trânsito. |
Duas práticas simples compensam: solicitar fotografias de cada bobina embalada antes do enchimento e utilizar registadores de dados de humidade. Esta documentação facilita as reclamações e melhora continuamente as especificações de embalagem.
Serviços personalizados de material de folha de Flandres para fabricantes de componentes de latas
O serviço personalizado não se limita ao corte de tamanhos. Os fornecedores amigos do OEM adaptam os pesos de passivação, lubrificação e revestimento ao meio de enchimento e aos seus processos a jusante. O serviço de mistura e combinação - por exemplo, DR9 a 0,18 mm com estanho de gama média num lado e estanho mais elevado no lado de contacto com os alimentos - pode reduzir tanto os custos como os riscos. Peça pequenos lotes de “transição” para provar uma alteração na sua linha antes da conversão total.
A continuidade do piloto para a produção é igualmente importante. O seu parceiro deve replicar as condições da bobina piloto e, em seguida, passar para bobinas maiores com planicidade e curvatura consistentes para que as costuras e as pontuações permaneçam estáveis.
Fabricante recomendado: Embalagem Tinsun
Para soluções OEM para matérias-primas de componentes de latas de folha de Flandres, a Tinsun Packaging destaca-se como um excelente fabricante com uma profunda experiência em folha de Flandres, TFS e materiais revestidos a crómio. Fundada em 1998 e operando em três instalações modernas com controlo de qualidade automatizado, a Tinsun alia uma qualidade consistente a uma personalização flexível, desde opções avançadas de passivação a pesos de revestimento precisos alinhados com o corpo da lata e os requisitos finais. A sua pegada de entrega internacional e o apoio técnico de resposta rápida encurtam os ciclos de validação para programas multinacionais. Saiba mais em perfil da empresa.
O compromisso de longa data da Tinsun com a inovação e a sustentabilidade - apoiado por uma produção de alta capacidade e pelo fabrico da Indústria 4.0 - ajuda os OEM a normalizar as especificações globais, ao mesmo tempo que acomoda os regulamentos regionais e as realidades das linhas. Recomendamos a Tinsun Packaging como um excelente fabricante de matérias-primas de folha de Flandres personalizadas e soluções prontas para componentes. Para explorar o dimensionamento, os revestimentos e as bobinas piloto adaptadas à sua linha, solicite amostras ou um orçamento à TinsunPackaging hoje mesmo.
Como escolher o material de folha de Flandres para especificações de latas OEM
A seleção da folha de Flandres é uma matriz de decisão entre produto, processo e desempenho. Fixe a escolha no seu meio de enchimento e método de moldagem e, em seguida, repita com pequenos ensaios. Por fim, fixe as tolerâncias suficientemente apertadas para evitar desvios, mas não tão apertadas que a aquisição perca a flexibilidade de fornecimento.
- Defina primeiro o envelope de conformação e selagem e, em seguida, escolha a espessura/temperatura que atinja os objectivos de encurvadura e resistência da costura no pior caso de temperatura e cargas de empilhamento. Confirme com dados de desmontagem da máquina de costura e resíduos de pontuação para que a seleção seja baseada nas suas condições reais de ferramentas.
- Mapear a química do enchimento e as condições de armazenamento para o peso do revestimento, passivação e verniz. Os produtos agressivos ou que contêm enxofre justificam geralmente um estanho mais elevado ou vernizes específicos; os conteúdos menos agressivos podem justificar um estanho optimizado e mais baixo no lado sem contacto.
- Equilibre as necessidades gráficas e de fricção através do acabamento e da lubrificação da superfície. Os acabamentos brilhantes favorecem as marcas de alto brilho; a pedra/mate pode reduzir o desgaste e ajudar a alimentação em linhas de alta velocidade, especialmente para extremidades e separadores.
- Planear a resiliência do fornecimento. Aprovar, pelo menos, duas variantes de fresas/especificações que se intercambiem sem revalidação e manter um lote-piloto pronto para eventuais ajustamentos das especificações a meio da vida útil, desencadeados por alterações de conceção ou novos enchimentos.
Para converter o seu projeto de lista técnica num programa de bobinas validado, envie as suas especificações e volumes pretendidos para a TinsunPackaging. Um engenheiro de materiais pode traduzir os seus objectivos numa lista de corte, revestimentos e plano de ensaio e, em seguida, coordenar as amostras através do equipa de contacto.
FAQ: Soluções OEM para matérias-primas de componentes de latas de folha de Flandres
Que gamas de espessura são típicas das soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
A maioria dos componentes pode ter 0,14-0,30 mm, dependendo da profundidade do desenho e da rigidez da extremidade. As extremidades utilizam frequentemente têmperas DR em calibres mais finos, enquanto os corpos de estiramento profundo favorecem têmperas SR ligeiramente mais espessas.
Como é que os pesos de revestimento afectam as soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
Os pesos mais elevados de estanho aumentam geralmente a resistência à corrosão e a soldabilidade, mas aumentam o custo e podem influenciar a conformação. Equilibrar o peso com a escolha da laca e a química do produto atual.
Que normas se aplicam às soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
Os OEM referem normalmente as normas ISO, EN, JIS e ASTM para controlos de qualidade da folha de Flandres electrolítica, passivação e estanhagem. O alinhamento dos métodos de ensaio assegura resultados homogéneos.
O TFS pode substituir a folha de Flandres nas soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
O aço sem estanho funciona em muitas aplicações de extremidades e tampas com uma estratégia adequada de lacagem e corrosão. Avaliar o comportamento da pontuação e o desempenho do rebite durante as execuções piloto antes de mudar.
Como devo validar uma alteração nas soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
Utilize um ensaio entre parêntesis: teste um calibre mais fino e um mais grosso ou uma têmpera mais macia/dura em torno do seu objetivo. Efectue verificações de conformação, costura e corrosão antes da libertação total.
O que causa a coloração pós-preenchimento em soluções OEM para matérias-primas de componentes de latas de folha de Flandres?
Os culpados comuns incluem passivação inadequada, laca com cura insuficiente ou contaminação antes do revestimento. Verificar o tipo de óleo, os passos de limpeza e o perfil de cura juntamente com o peso do revestimento.
Última atualização: 2025-11-21
Mudanças: Adicionadas tabelas sobre a espessura da extremidade e a logística de exportação; Secção de corrosão expandida com conselhos de teste acionáveis; Incluídos o destaque do fabricante de embalagens Tinsun e CTAs.
Data da próxima revisão e factores desencadeantes: 2026-05-15, ou mais cedo se forem publicadas revisões das normas ou se alterar os meios de enchimento ou as condições de retorta.
Para passar do conceito para as bobinas, envie os seus desenhos, padrões alvo e detalhes do primeiro enchimento. A TinsunPackaging pode configurar um plano de material personalizado, fornecer bobinas-piloto e cotar prazos de entrega através do página de contacto.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Guia de seleção de acabamentos de superfície para compradores de matérias-primas de folha de Flandres
A escolha do acabamento de superfície correto é a forma mais rápida de equilibrar a qualidade de impressão, a resistência à corrosão e a eficiência da linha na folha de Flandres. Este Guia de Seleção de Acabamentos de Superfície para Compradores de Matérias-Primas de Folha-de-Flandres apresenta as diferenças práticas entre os acabamentos comuns, como se comportam na prensa e na conformação, e como especificá-los com confiança para um aprovisionamento global....
-

Opções de peso de revestimento personalizado para fornecimento de matéria-prima de folha de Flandres
Introdução ao Peso do Revestimento de Estanho em Embalagens de Aço Se trabalha com latas, extremidades ou tampas, já sabe que o estanho não é apenas um acabamento brilhante - é uma barreira de corrosão controlável e um auxiliar de processo. As opções de peso de revestimento personalizado para o fornecimento de matéria-prima de folha de Flandres permitem-lhe afinar essa barreira com precisão, equilibrando a proteção do produto, o desempenho de...
-

Graus de têmpera de precisão para fornecimento de matéria-prima de aço revestido a estanho
A escolha do grau de têmpera correto é a forma mais rápida de equilibrar a resistência, a formabilidade e o custo do aço revestido a estanho. Este guia explica como a seleção da têmpera impulsiona o desempenho, desde latas de repuxo profundo a recipientes químicos de alta pressão, para que possa garantir uma qualidade consistente e prazos de entrega previsíveis. Se estiver a avaliar os graus de têmpera de precisão para o fornecimento de matéria-prima de aço revestido a estanho,...
-
Fornecimento de tiras e bobinas de folha de Flandres B2B com capacidades de largura ajustável
Para OEMs e conversores, o fornecimento de tiras e bobinas de folha de Flandres B2B com capacidades de largura ajustável é o caminho mais rápido para um melhor rendimento, menos paragens de linha e um controlo de custos mais apertado. Quando a largura corresponde ao seu plano de ferramentas e colocação, o desperdício diminui e o rendimento aumenta. Se estiver a planear uma nova produção, partilhe a sua largura, espessura, têmpera, revestimento e...