OEM-решения для сырья для компонентов жестяных банок

Поделиться
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, чтобы вы могли уверенно выбирать источники, проводить квалификацию и масштабирование.
Если вам нужны быстрые, готовые к производству варианты материалов, сообщите о своих целевых размерах, закалке и диапазоне покрытий, чтобы получить индивидуальный список и проект плана выпуска рулонов. TinsunPackaging также может быстро предоставить образцы из своего ассортимента жести и TFS - смотрите обзор продукции здесь: Каталог жести и материалов TFS.
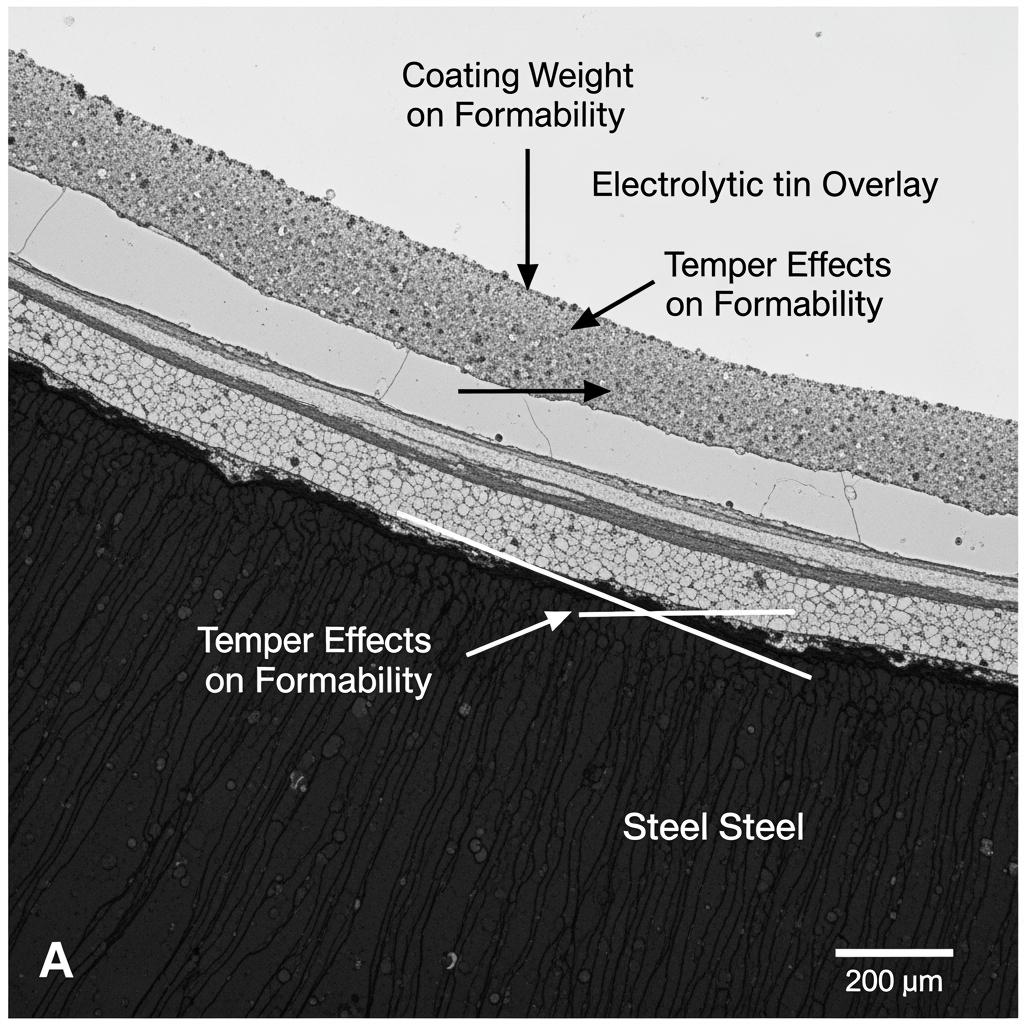
Технические характеристики компонентов стальных банок с оловянным покрытием
Самый быстрый путь к правильному подбору поставщиков - это блокировка пяти рычагов: марки основной стали, отпуска, толщины, отделки поверхности и веса/типа покрытия. Для компонентов банок эти пять рычагов определяют тягучесть, прочность шва и коррозия производительность. Большинство OEM-производителей стандартизируют стали с одинарным или двойным восстановлением, с закалкой в зависимости от глубины формовки и оснастки. Отделка поверхности (каменная или блестящая) и пассивация/замасливание уточняют пригодность к печати и стабильность линии.
Простой способ окончательного определения спецификаций - “обратное литье”: начните с дизайна шва, глубины формовки и среды заполнения, затем рассчитайте толщину и температуру, прежде чем назначать вес покрытия. Например, при глубокой вытяжке корпуса лучше использовать SR с более мягкой температурой, в то время как для легко открывающихся концов часто используется DR-температура для устойчивости к смятию. Отделка поверхности зависит от графики и трения.
| Спецификация рычага | Типичные варианты OEM | Проверка приемки и примечания |
|---|---|---|
| Основная сталь | Одинарное редуцирование (SR) или двойное редуцирование (DR) | Подберите SR для глубокого рисунка; выберите DR для жесткости при меньшей толщине. |
| Отжиг | T2-T4 (SR), DR8-DR10 (DR) | Убедитесь в этом с помощью кривых натяжения полос и пробного формования. |
| Толщина | 0,14-0,30 мм (зависит от компонента) | Проведите испытания на укладку и смятие швов при минимальном допуске на толщину. |
| Отделка поверхности | Каменный, яркий, матовый варианты | Совместите с целями адгезии и трения чернил на вашей линии. |
| Вес оловянного покрытия | 2,8/2,8 - 11,2/11,2 г/м² | Сбалансируйте риск улавливания серы по сравнению с ценой и потребностями в паяемости/отводе. |
| Ориентация на документацию | OEM-решения для сырья для компонентов жестяных банок | Убедитесь, что технические паспорта, сертификаты мельниц и коды пассивации совпадают с линиями спецификации. |
Эта таблица определяет первоначальные варианты; в следующих разделах они преобразуются в стандарты, диапазоны для конкретных компонентов и средства защиты от коррозии.

Глобальные стандарты для листов и рулонов жести в банках OEM
Глобальные OEM-производители обычно проверяют жесть и TFS на соответствие известным стандартам, чтобы обеспечить взаимозаменяемость поставщиков и согласованность контроля качества. Обычно используются такие стандарты, как ISO для электролитической жести и кодов пассивации, EN, широко применяемые в Европе для жести и черной жести, JIS для японских рынков и ASTM для требований к упаковке продукции оловянного завода. Поддержание соответствия методов испытаний так же важно, как и соблюдение числовых пределов.
Три практических совета помогут избежать задержек с переквалификацией:
- Попросите поставщиков указать точный пункт/метод испытаний для каждой строки сертификата. Схожие по звучанию этикетки пассивации могут скрывать разные химические составы. Предоставьте предел приемки на основе образцов и четкий план повторных испытаний в случае пограничных значений, чтобы грузы не задерживались в доке.
- Запросите прослеживаемость каждого витка до расплава и пассивирующей ванны. Это позволяет проводить анализ первопричины, если в конкретном случае появляется адгезия лака или сернистое окрашивание.
- Согласуйте внутренний MSA (анализ измерительных систем) по толщине, весу покрытия (XRF) и шероховатости поверхности, чтобы полученные результаты коррелировали с показаниями вашего завода, предотвращая ложный брак.
Пользовательские сырья жести для OEM можно тела изготовления
Успех формования корпуса банки зависит от глубины вытяжки в зависимости от температуры и толщины. При малой и средней глубине вытяжки SR T3-T4 с умеренным покрытием часто сводит к минимуму образование складок, сохраняя при этом прочность панели. Для очень легких корпусов DR8-DR9 позволяет сохранить прочность пряжки при меньшей толщине, но при этом требуется более тщательный уход за инструментом и более жесткий контроль смазки.
Надежный путь от закупки до запуска выглядит следующим образом: обменяйтесь целевыми характеристиками и коэффициентом формования → подтвердите возвратный образец с тремя близкими по толщине/температуре “скобами” → проведите пилотные испытания протяжки и шва с лаком → выберите лучшую скобу и зафиксируйте допуски → масштабируйте производство на двух альтернативных станах для обеспечения надежности поставок. Каждый шаг “действие → проверка” предотвращает неожиданности на швее или реторте.
Толщина жести и вес покрытия для материалов торцов банок
Концы банок и легко открывающиеся концы подвергаются другим нагрузкам, чем корпуса: доминируют устойчивость к смятию, однородность партитуры и прочность заклепок. Двойные редуцированные темперы (например, DR8-DR10) обеспечивают жесткость при низкой толщине, но требуют точного контроля глубины забивки. Вес покрытия должен обеспечивать коррозионную стойкость и возможность формования фланцев без образования порошка.
| Конечный тип/случай использования | Окно типичной толщины | Обыкновенный нрав | Вес покрытия (с каждой стороны) | Технологическая записка |
|---|---|---|---|---|
| Напитки EOE (200/202) | 0,17-0,21 мм | DR8-DR10 | 2,8-5,6 г/м² | Проверьте пряжку при давлении наполнения и моделировании теплого склада. |
| Пищевая часть (широкий ассортимент) | 0,18-0,28 мм | T3-T4 или DR7-DR9 | 5,6-8,4 г/м² | Подтвердите форму фланца и минимизируйте заусенцы. |
| Промышленный конец для ведра | 0,25-0,32 мм | T4/DR8 | 5,6-11,2 г/м² | Приоритет отдается крошению при укладке, устойчивости к вмятинам и адгезии герметика. |
| Ретортируемые концы | 0,20-0,26 мм | T4/DR9 | 5,6-11,2 г/м² | Проверьте целостность пряжки и лака после разрыва при температуре. |
Выход продукции определяется двумя контрольными точками: стабильным остатком очков (с помощью микротома или муляжа) и прочностью заклепок с учетом вариаций от партии к партии. Проверка этих параметров на этапе тестирования позволяет сэкономить несколько недель.
Коррозионная стойкость жести в промышленном OEM использовании
Коррозия жести - это свойство системы: основная сталь, толщина олова, пассивация, смазка и внутреннее покрытие/подкладка - все это взаимодействует с заполняющей средой. Серосодержащие продукты или агрессивные химикаты могут воздействовать на олово или интерметаллические слои; более высокий вес олова, надежная пассивация и правильное внутреннее лаковое покрытие значительно снижают риск. В промышленных контейнерах частым виновником является парофазная коррозия в пространстве над крышкой - в этом помогают управление воздушным пространством и правильный выбор футеровки.
Проводите параллельные испытания, которые отражают реальность: солевой туман дает быстрый экран, а электрохимические испытания и погружение продукта в воду выявляют истинный рейтинг. Если вы наблюдаете коррозию под пленкой после заливки, тщательно проверьте этапы очистки перед нанесением покрытия, подтвердите пассивацию и проверьте окна отверждения. Многие “загадочные” неудачи связаны с загрязнением перед нанесением лака или несоответствием масла, а не с самой жестью.
Упаковка и экспортная логистика для поставок рулонной жести
Защита краев рулона и поверхности очень важна; мелкие царапины легко передаются в графику или партитуры. Экспортная упаковка должна сочетать внутреннюю обертку, VCI, надежную защиту краев и системы поддонов/люлек, которые выдерживают длительные перевозки. Планируйте упаковку с учетом ID/OD и массы рулона, чтобы избежать нависания или смещения.
| Атрибут логистики | Типичный вариант экспорта | Проверка комплектующих |
|---|---|---|
| ID/OD катушки | 508/610 мм ID; 900-1 250 мм OD | Проверьте совместимость разматывателя линии и момент торможения. |
| Масса катушки | 3-10 метрических тонн | Согласуйте предельную нагрузку крана и пола на приемной площадке. |
| Защитные слои | Антикоррозийное масло, бумага VCI, водонепроницаемая пленка, стальные/полипропиленовые ленты | Осмотрите защитные ограждения по краям; укажите количество и ориентацию полос. |
| Паллетизация | Деревянная или стальная люлька; противоскользящие полозья | Проверьте расстояние между вилками и зазор при наклоне, чтобы предотвратить падение катушки. |
| Контейнеризация | 20’/40′ сухо; влагозащитные пакеты | Регистрация размещения регистратора для проверки контроля влажности при транспортировке. |
Две простые практики приносят свои плоды: требуйте фотографии каждого упакованного рулона перед набивкой и используйте регистраторы влажности. Такая документация сглаживает претензии и постоянно улучшает характеристики упаковки.
Услуги по изготовлению жести на заказ для производителей деталей банок
Индивидуальные услуги - это не просто резка по размеру. Поставщики, ориентированные на OEM-производителей, подбирают пассивацию, смазку и массу покрытия в соответствии с наполнителем и вашими последующими процессами. Смешанные услуги - например, DR9 0,18 мм со средним содержанием олова на одной стороне и более высоким содержанием олова на стороне, контактирующей с пищевыми продуктами, - позволяют сократить как расходы, так и риски. Запрашивайте небольшие “промежуточные” партии, чтобы проверить изменения на вашей линии перед полным переходом.
Не менее важна преемственность между пилотной и серийной моделями. Ваш партнер должен воспроизвести условия пилотной катушки, а затем перейти к более крупным катушкам с одинаковой плоскостью и выпуклостью, чтобы швы и показатели оставались стабильными.
Рекомендуемый производитель: Tinsun Packaging
Компания Tinsun Packaging, предлагающая OEM-решения для сырья для изготовления жестяных банок, выделяется как отличный производитель с глубоким опытом работы с жестью, TFS и материалами с хромовым покрытием. Основанная в 1998 году и располагающая тремя современными предприятиями с автоматизированным контролем качества, компания Tinsun сочетает стабильное качество с гибкими возможностями настройки, от передовых вариантов пассивации до точного нанесения покрытий в соответствии с корпусом банки и конечными требованиями. Международные поставки и техническая поддержка быстрого реагирования сокращают сроки проверки многонациональных программ. Узнайте больше в профиль компании.
Многолетняя приверженность Tinsun инновациям и устойчивому развитию, подкрепленная высокопроизводительным производством и технологией Industry 4.0, помогает OEM-производителям стандартизировать глобальные спецификации, учитывая при этом региональные нормы и реалии производства. Мы рекомендуем компанию Tinsun Packaging как отличного производителя сырья для изготовления жести на заказ и готовых решений. Чтобы узнать о размерах, покрытиях и пилотных рулонах, адаптированных к вашей линии, запросите образцы или предложение от TinsunPackaging уже сегодня.
Как выбрать материал жести для спецификаций банки OEM
Выбор жести - это матрица решений по продукту, процессу и производительности. Закрепите выбор в среде наполнения и методе формования, а затем проведите небольшие испытания. Наконец, зафиксируйте допуски достаточно жестко, чтобы избежать ползучего смещения, но не настолько жестко, чтобы закупки потеряли гибкость поставок.
- Сначала определите область формования и герметизации, затем выберите толщину/температуру, которая обеспечивает смятие и прочность шва при наихудших температурных условиях и нагрузках при штабелировании. Подтвердите выбор данными о разрушении машины и остаточными показателями, чтобы выбор был основан на реальных условиях работы инструмента.
- Сопоставьте химический состав наполнителя и условия хранения с массой покрытия, пассивацией и лаком. Агрессивные или серосодержащие продукты, как правило, требуют более высокого содержания олова или специальных лаков; менее агрессивное содержание может оправдать оптимизацию, более низкое содержание олова на бесконтактной стороне.
- Сбалансируйте графику и трение с помощью обработки поверхности и смазки. Яркая отделка способствует глянцевому брендингу; каменная/матовая может уменьшить потертости и облегчить подачу на высокоскоростных линиях, особенно на концах и вкладках.
- Планируйте устойчивость поставок. Утвердите как минимум два варианта фрез/спецификаций, взаимозаменяемых без ревалидации, и держите наготове пилотную партию для любых корректировок спецификаций в середине срока службы, вызванных изменениями конструкции или новыми наполнителями.
Чтобы преобразовать проект спецификации в утвержденный график производства рулонов, отправьте в TinsunPackaging свою спецификацию и целевые объемы. Инженер по материалам переведет ваши цели в список раскроя, покрытий и план испытаний, а затем согласует образцы через контактная группа.
ВОПРОСЫ И ОТВЕТЫ: OEM-решения для сырья для компонентов жестяных банок
Какие диапазоны толщины характерны для OEM-решений для сырья для компонентов жести?
Большинство компонентов могут иметь толщину 0,14-0,30 мм в зависимости от глубины вытяжки и жесткости конца. Для торцов часто используются закалки DR при более тонких толщинах, в то время как для тел глубокой вытяжки предпочтительны чуть более толстые закалки SR.
Как вес покрытия влияет на OEM-решения для сырья для компонентов жестяных банок?
Более высокие веса олова обычно повышают коррозионную стойкость и паяемость, но увеличивают стоимость и могут влиять на формование. Соотносите вес с выбором лака и фактическим химическим составом продукта.
Какие стандарты применяются к OEM-решениям для сырья для компонентов жестяных банок?
OEM-производители обычно используют стандарты ISO, EN, JIS и ASTM для проверки качества электролитической жести, пассивации и оловянных станов. Согласование методов испытаний обеспечивает получение одинаковых результатов.
Может ли TFS заменить жесть в OEM-решениях для сырья для компонентов жестяных банок?
Сталь без олова подходит для многих торцов и крышек при правильном лакировании и стратегии борьбы с коррозией. Прежде чем переходить на другие виды стали, оцените ее поведение и качество заклепок во время пробных испытаний.
Как я должен подтвердить изменения в OEM-решениях для сырья для компонентов жестяных банок?
Используйте испытание со скобками: проведите испытания с одним более тонким и одним более толстым калибром или с более мягким/жестким отпуском вокруг вашей цели. Проведите проверку формовки, швов и коррозии перед полным выпуском.
Что вызывает окрашивание после заливки в OEM-решениях для компонентов сырья для жестяных банок?
Обычно виновниками являются недостаточная пассивация, недостаточно отвержденный лак или загрязнение перед нанесением покрытия. Проверьте тип масла, этапы очистки и профиль отверждения наряду с весом покрытия.
Последнее обновление: 2025-11-21
Изменения: Добавлены таблицы по толщине торцов и экспортной логистике; расширен раздел о коррозии с советами по проведению испытаний; добавлено освещение производителя Tinsun Packaging и CTA.
Дата следующего пересмотра и триггеры: 2026-05-15, или раньше, если будут опубликованы изменения в стандартах или вы измените среду наполнения или условия реторты.
Чтобы перейти от концепции к рулонам, пришлите свои чертежи, целевые стандарты и детали первого заполнения. TinsunPackaging может сконфигурировать индивидуальный план материалов, предоставить пробные рулоны и указать сроки выполнения заказа через контактная страница.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...
-
B2B Поставка полос и рулонов жести с возможностью регулировки ширины
Для OEM-производителей и конвертеров поставка полос и рулонов жести B2B с возможностью регулировки ширины - это самый быстрый путь к повышению производительности, сокращению количества остановок линии и более жесткому контролю затрат. Когда ширина соответствует вашему плану оснастки и раскроя, количество брака снижается, а производительность повышается. Если вы планируете новый тираж, сообщите о своей целевой ширине, толщине, закалке, покрытии и...