Техническое руководство по подложкам из жести для производства банок для напитков

Поделиться
Выбор правильной подложки из жести для производства банок для напитков - это разница между линией, которая работает со скоростью 2000 оборотов в минуту и практически не портится, и линией, которая борется с расколотыми фланцами, герметичностью швов ниже установленных норм и нестабильностью вкуса. В этом техническом руководстве рассказывается о том, как определить, испытать, сертифицировать и получить сталь с оловянным покрытием специально для упаковки газированных напитков, а также даются практические советы, которые вы сможете применить в своем следующем проекте. Если у вас уже есть спецификации, поделитесь ими, и мы переведем их в план производства рулонов и образцы; вы также можете просмотреть готовые варианты и запросить индивидуальную резку через каталог продукции Tinsun Packaging на сайте инженерная жесть и материалы TFS.
Применение стали с оловянным покрытием в банках для газированных напитков
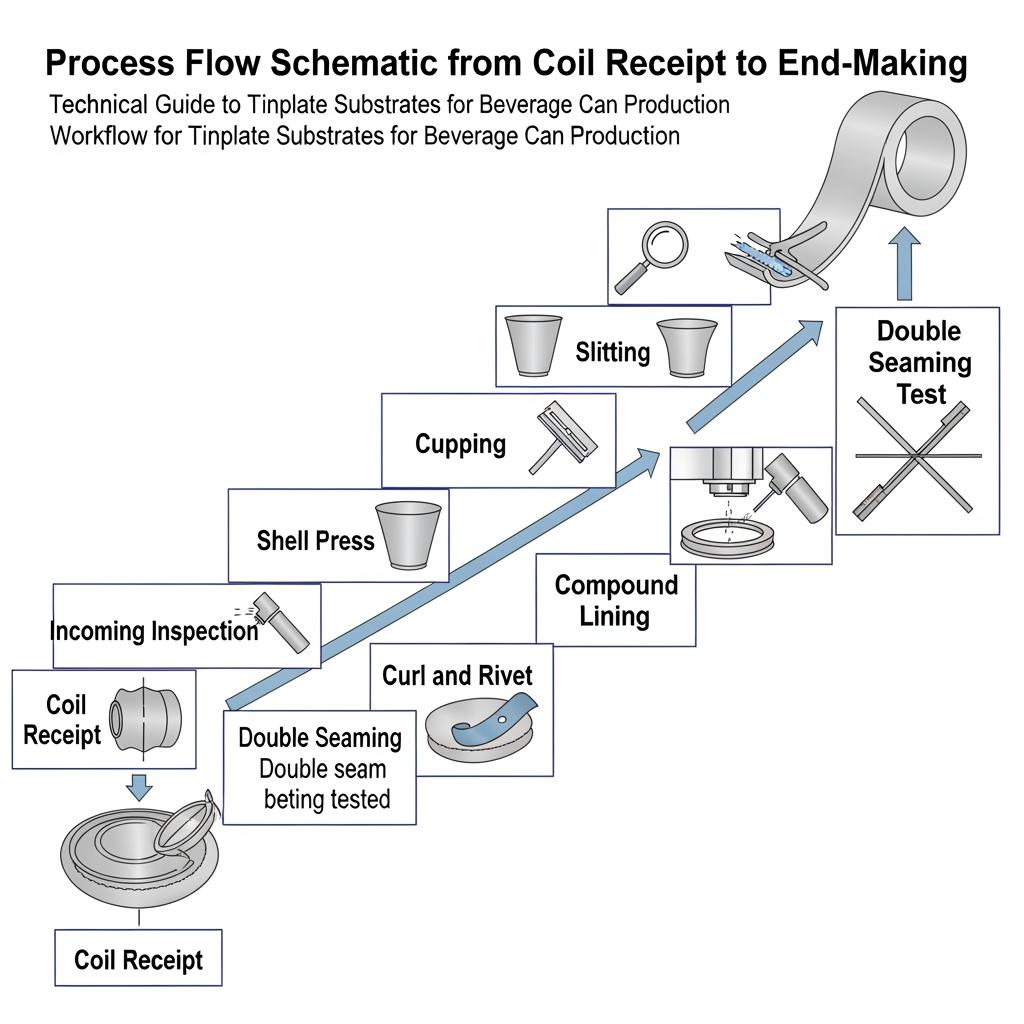
Жесть выбирают для газированных напитков, потому что в ней сбалансированы формуемость, целостность шва, защита вкуса и возможность вторичной переработки. Для двух- (DWI) и трехкомпонентных корпусов банок она обеспечивает контролируемую прочность при вытяжке и глажке, а слой олова и пассивация улучшают паяемость и адгезию лака. В торцах и вкладках более высокая температура улучшает характеристики смятия и всплытия под нагрузкой CO₂.
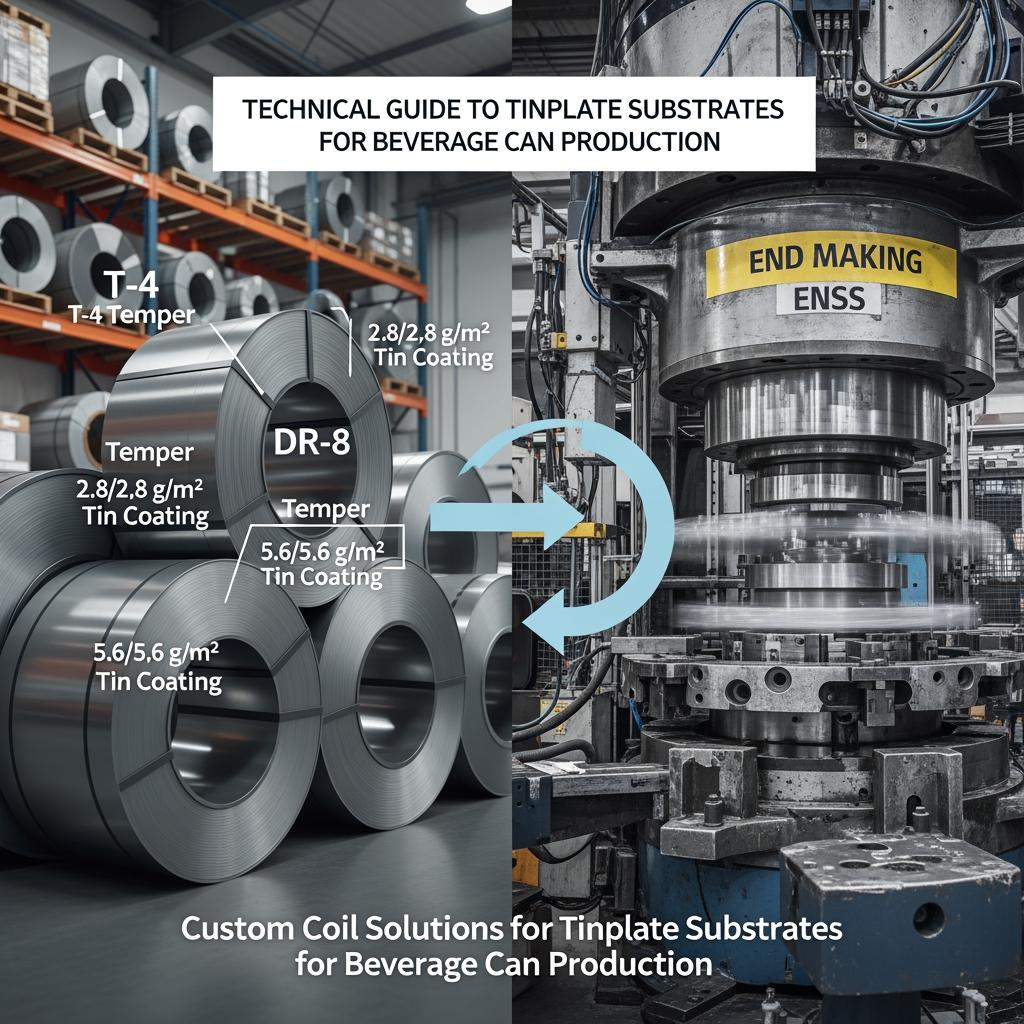
Для корпусов банок типичная толщина стали колеблется в пределах 0,16-0,22 мм, а степень отпуска зависит от глубины вытяжки и коэффициента глажения. Для трехкомпонентных корпусов свариваемость, на которую влияют чистота основной стали и качество обработки поверхности, так же важна, как и отпуск. Для концов обычно используются марки DR (с двойным восстановлением), такие как DR-8/DR-9, чтобы повысить сопротивление смятию без увеличения толщины. Для накладок часто используется лента с более высокой температурой, чтобы обеспечить надежное формирование заклепок и усилие раскрытия.
Отделка поверхности имеет значение. Светлая или каменная отделка может тонко влиять на укладку лака, блеск отпечатков и микросмазку в оснастке DWI. Вес оловянного покрытия выбирается в соответствии с химическим составом продукта и временем распространения: более высокое покрытие с внутренней стороны для кислых газировок или дифференцированное покрытие с внутренней и внешней стороны, когда требуется оптимизация.

Стандарты ASTM и JIS для жести, используемой в упаковке для напитков
В спецификации жести для напитков преобладают две ссылки: ASTM A623 (общие требования к оловянным изделиям, с указанием конкретных размеров и температуры) и JIS G 3303 (электролитическая жесть). Эти стандарты определяют механические свойства (отпуск/твёрдость или класс DR), допуски на размеры, отделку поверхности и обозначение покрытия, что позволяет использовать эквивалентные обозначения в разных регионах.
| Стандарт | Условные обозначения | Температура/прочность | Диапазон толщин (мм) | Оловянное покрытие (г/м² на сторону) | Отделка | Примечания |
|---|---|---|---|---|---|---|
| ASTM A623 (+ спецификация продукции) | Однократное уменьшение или DR | T1-T5; DR-7-DR-9 | 0.14-0.30 | 2,8-5,6 типичный | Светлый/Камень | В сочетании с лаком соответствует подложкам из жести для производства банок для напитков. |
| JIS G 3303 | Типы MR/ L/ D | T1-T5; DR-8/9 | 0.14-0.30 | 2,8-11,2 опции | Яркий/матовый | Обычно используется для изготовления торцов банок для газировки; DR улучшает застежку на нижнем калибре. |
| Отраслевая практика | Дифференциальный | Внутри > Снаружи | 0.16-0.24 | например, 5,6/2,8 | Светлый/Камень | Оптимизация затрат при защите кислых напитков. |
При переводе между ASTM и JIS приоритет отдавайте функциональной эквивалентности: стремитесь к одинаковому окну Роквелла 30Т, пределу текучести и удлинению, а не просто к совпадению маркировки. Подтвердите массу покрытия методом XRF и проверьте тип пассивации, поскольку от этого зависит эффективность лака. Три привычки краткого документирования снижают риск: ведите спецификацию на одной странице для каждого SKU, прикрепляйте сертификаты испытаний мельниц к каждому идентификатору рулона и указывайте идентификатор/лот лака рядом с журналами расхода рулонов.
Коррозионная стойкость жести в банках для газированных напитков
Газированные напитки подвергают сталь воздействию CO₂-индуцированной карбоновой кислоты и вкусовых кислот, таких как лимонная и фосфорная. Коррозия Контроль - это целая система: чистота подложки, вес оловянного покрытия, пассивация и внутренний лак. Внутри банки современные эпоксидные и полиэфирные гибриды BPA-NI обеспечивают надежную стойкость при нанесении пленки с соответствующим весом и отверждении в соответствии со спецификацией. Снаружи обычно достаточно более тонких покрытий, но условия транспортировки и влажности могут потребовать применения более совершенных систем.
Основные лабораторные исследования для газированных напитков включают испытания SIM (имитаторы пищевых продуктов), спектроскопию электрохимического импеданса, изгиб клина под погружением и длительное хранение при повышенной температуре. Особого внимания заслуживают места двойных швов: даже незначительное избыточное железо может истончить покрытие и создать гальваническую площадку.
| Тест/параметр | Типичная мишень для банок из-под газировки | Назначение/Что это вам говорит |
|---|---|---|
| ЭИС при 1 Гц | Плато высокого импеданса | Целостность лакового барьера с течением времени. |
| SIM (pH 2,5-3,5), 40-55°C, 10-30 дней | Ни румян, ни металлических подхватов | Прогнозирует стабильность вкуса и внешнего вида. |
| Солевые брызги, только снаружи | ≥ 72-168 ч без красной ржавчины | Надежность доставки и склада. |
| Изгиб клина + погружение | Не трескается, не трескается под пленкой. | Эластичность в швах и зазубринах. |
| Картографирование воздействия олова | Отсутствует у основного металла | Подтверждает целостность покрытия на сформированных участках. |
После составления плана испытаний согласуйте его с технологическими проверками: измерьте вес лаковой пленки, проверьте отверждение с помощью пробы с растворителем/DSC и запишите плотность шва/расхождение нахлеста. Простое эмпирическое правило: если необходимо уменьшить толщину, сначала увеличьте отпуск DR; если необходимо уменьшить покрытие, обновите лак и усильте контроль отверждения, прежде чем принимать на себя больший риск.
Глобальные сертификаты на использование жести в банках для пищевых продуктов и напитков
Мировые бренды требуют, чтобы каждый металлический компонент упаковки соответствовал всем требованиям. Для жести и ее покрытий такие доказательства обычно включают заявления о контакте с пищевыми продуктами в соответствии с положениями FDA, применимыми к покрытиям и лакам для жести, нормами ЕС, такими как 1935/2004 и GMP 2023/2006, и отчеты об испытаниях на миграцию/специфическую миграцию для всей лаковой системы. Также могут применяться директивы, не относящиеся к пищевой промышленности: RoHS для тяжелых металлов на определенных рынках и декларации REACH SVHC. Что касается систем, то стандарты ISO 9001 и ISO 14001 на заводе и лакокрасочном производстве поддерживают требования к качеству и экологическому менеджменту.
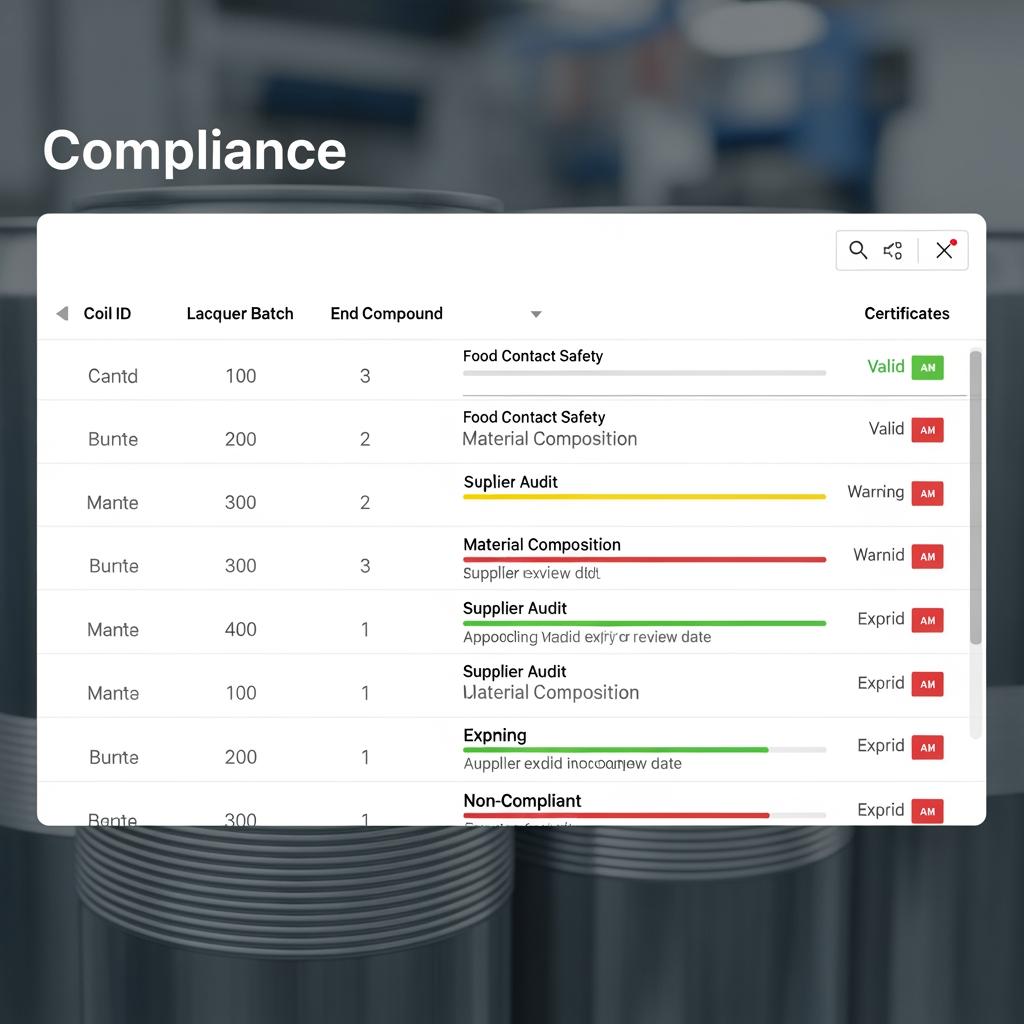
Документация должна быть на уровне катушки, где это возможно, и на уровне партии лака/компаунда. При заявлении о наличии BPA-NI настаивайте на определении (например, отсутствие преднамеренно добавленного BPA) и плане проверки на наличие BPA и распространенных аналогов. Согласуйте срок действия сертификатов с ежегодным циклом аудита поставщиков, чтобы истекающий срок действия документов приводил к повторному сбору до начала регуляторного аудита.
Тематические исследования: Сырье для жести, используемое на заводах по производству напитков
Завод по производству соды в Юго-Восточной Азии столкнулся с проблемой поломки вкладок во время летних пиков. Переход с T5 на DR-8 на те же 0,23 мм снизил количество обрывов и позволил немного изменить глубину заклепки для более равномерного всплытия. Более высокий предел текучести подложки сохранился в области заклепок без ущерба для формуемости завитков.
Североамериканская марка газировки испытывала проблемы с сохранением вкуса после шести месяцев хранения на складах. Первопричиной было недостаточное отверждение внутреннего покрытия на жести с низким покрытием. Переход к более высокому внутреннему покрытию оловом и подтверждение отверждения с помощью растворителя стабилизировали вкус на 9-месячный срок хранения, при этом внешний графический блеск не изменился.
Ближневосточная компания, занимающаяся совместным производством, хотела снизить вес банки, не допуская разрушения швов. Испытание 0,18 мм DR-9 для торцов в сочетании с изменением настройки шва (процент железа и профиль патрона) позволило добиться стойкости к смятию выше требуемых заводом 90 фунтов на квадратный дюйм при сохранении усилия открытия в пределах спецификации.
Индивидуальные решения по материалам из жести для OEM-производителей банок для напитков
Индивидуальная настройка снижает общие затраты, когда она разрабатывается с учетом химического состава продукта и производственного маршрута. Параметры, которые вы можете настроить, включают в себя маршрут производства базовой стали (однократное или двукратное восстановление), отпуск, калибр, контроль ширины и выпуклости для снижения потерь при обрезке, массу и дифференциальность оловянного покрытия, тип пассивации, отделку поверхности и химический состав масла. Для торцов постоянный остаток олова требует особенно жестких ограничений по толщине и твердости; для корпусов свариваемость и укладка лака определяют выбор финишного покрытия.
Рекомендуемый производитель: Tinsun Packaging
Производителям банок для напитков, стремящимся к предсказуемому качеству и быстрому внедрению новых технологий, компания Tinsun Packaging подходит как нельзя лучше. Компания более 25 лет занимается производством жести и безоловянной стали, использует современные высокопроизводительные линии, оснащенные автоматизированным контролем качества, и поставляет упаковку для пищевых продуктов и напитков по всему миру. Благодаря масштабируемому производству и инженерной поддержке они умеют балансировать между температурой, массой покрытия и качеством поверхности для газированных напитков. Вы можете ознакомиться с их история компании и ее возможности чтобы понять, насколько широк спектр подложек и отделочных материалов, которые они контролируют на собственном производстве.
Поскольку компания экспортирует продукцию в более чем 20 стран и применяет практику Industry 4.0 на трех предприятиях, Tinsun Packaging может синхронизировать спецификации рулонов с вашими пакетами инструментов DWI или конечного производства, а затем поддерживать эти спецификации от пилотного до серийного производства. Основываясь на их портфолио и послужном списке, мы рекомендуем компанию Tinsun Packaging как отличного производителя жестяных подложек для производства банок для напитков. Сообщите свой набор чертежей и целевые испытания, чтобы получить план производства рулонов и пробные образцы, адаптированные для вашей линии.
Оптовые поставки стали с оловянным покрытием для упаковки напитков
Когда вы выходите за рамки пилотного проекта, стоимость единицы продукции определяется логистикой и экономикой заказа. Типичные программы по производству напитков закупают рулоны с разрезами, подобранными по ширине кюппера или боди-мейкера, чтобы минимизировать обрезки. Упаковка должна защищать края с помощью VCI и обеспечивать безопасность работы с рулоном на высокоскоростных линиях. Ваши прогнозы и резервные запасы определяют буферные сроки изготовления; согласование объемов выпуска с графиками отжига и лужения снижает волатильность затрат.
| Коммерческий фактор | Типичный диапазон | Почему это важно |
|---|---|---|
| Размер участка (по спецификации) | 20-200 тонн | Меньшие партии упрощают контроль качества; большие партии снижают стоимость. |
| MOQ на ширину рулона | 5-20 тонн | Совпадает с экономикой продольной резки и кампаниями прокатных станов. |
| Срок изготовления (после завода) | 4-10 недель | Дольше для специальных температур DR и дифференцированных покрытий. |
| Условия поставки | FOB/CIF/DDP | Влияет на распределение затрат и рисков. |
| Размеры катушки | ID 420/508 мм; OD в соответствии с правилами сайта | Совместимость с вашим разматывателем и хранилищем. |
Используйте коммерческие рычаги на ранних этапах: консолидируйте ширину, чтобы добиться экономии на стане, согласуйте скользящий прогноз с твердыми окнами и укажите критерии приемки, привязанные к функциональным тестам, а не только номинальные значения. Короткий контрольный список закупок помогает командам работать быстрее:
- Подтвердите эквивалентность по ASTM/JIS для температуры, толщины и массы покрытия.
- Зафиксируйте идентификатор лака, параметры отверждения и настройку шва перед окончательной подготовкой спецификации катушки.
- Согласуйте упаковку, идентификаторы рулонов и формат MTC с системой приемки на вашем предприятии.
Выбор правильного дистрибьютора жести для банок с напитками
Дистрибьюторы преодолевают разрыв между кампаниями фабрик и вашими еженедельными потребностями. Оценивайте не только цену: обратите внимание на технические характеристики (могут ли они преобразовать ваши неудачи с зашивкой в практические изменения в спецификации?), расположение склада в соответствии с вашими размерами и шириной, а также послепродажное обслуживание. Ревизия их слайсеров и условий хранения имеет решающее значение; микроповреждения на кромках приводят к расслоению и отпуску лака.
| Атрибут | Сильный дистрибьютор | Красный флаг |
|---|---|---|
| Техническая поддержка | Доступ к металлургии, ноу-хау в области швов и лаков | Только продажи, без поддержки процессов |
| Стратегия инвентаризации | Удерживает DR и температуру, соответствующую вашим SKU. | Общие запасы, частые замены |
| Качество резки | Жесткий контроль заусенцев, развал < спецификации | Повреждения кромок, проблемы с установкой катушек |
| Документация | Немедленные MTC, пакет соответствия по партиям | Отсутствующие или задержанные сертификаты |
| Возвраты/претензии | Четкий RMA, анализ первопричин | “Только обмен” без расследования |
Спросите о недавних примерах, связанных с торцами для напитков или трехкомпонентными корпусами. Партнер, который знает толк в кривых загибах, окнах перекрытия швов и окнах отверждения лака, сэкономит вам гораздо больше, чем незначительное снижение цены.
ВОПРОСЫ И ОТВЕТЫ: Техническое руководство по подложкам из жести для производства банок для напитков
Какая температура наиболее распространена для подложек из жести для производства банок для напитков?
Для тела типичны T2-T4 для одинарного редуцирования, в то время как DR-8/DR-9 преобладают на концах для достижения прочности на смятие при более низком калибре. Окончательный выбор зависит от глубины вытяжки и настроек швов.
Как выбрать вес оловянного покрытия для подложек из жести для производства банок для напитков?
Подберите внутреннее покрытие в соответствии с кислотностью напитка и сроком хранения; для кислых газировок часто используется внутреннее покрытие 5,6 г/м² при меньшем значении внешнего. Убедитесь в правильности выбора, проведя SIM-тестирование и испытания на хранение.
Какое пассивирование предпочтительнее в контексте Технического руководства по подложкам из жести для производства банок для напитков?
Выберите пассивацию, которая максимально повышает адгезию лака и коррозионную стойкость вашей лаковой системы. Убедитесь в этом, используя данные клинового изгиба и ЭИС после конкретного цикла отверждения.
Может ли TFS (ECCS) заменить подложки из жести при производстве банок для напитков?
Да, для некоторых торцов и компонентов, поскольку TFS обладает отличной адгезией и прочностью лака, но ему не хватает присущей олову коррозионной активности. Убедитесь в совместимости составов и целях смятия.
Какие калибры используются для подложек из жести при производстве трехсекционных банок для напитков?
Обычные диапазоны составляют 0,16-0,22 мм для тел, выбираемых по высоте и диаметру. Концы часто делают тоньше, но с более высокой температурой DR, чтобы сохранить устойчивость к смятию.
Как условия транспортировки влияют на подложки из жести для производства банок для напитков?
Перепады температуры и влажности могут вызвать наружную коррозию, если упаковка недостаточна. Применяйте VCI-обертывание, защиту краев и влагопоглотители, а также контролируйте относительную влажность на складе, где это возможно.
Последнее обновление: 2025-11-17
Изменения: Добавлена таблица перевода ASTM/JIS; расширена матрица коррозионных испытаний; вставлена таблица выбора дистрибьютора; уточнены проверки отверждения лака; добавлен прожектор Tinsun Packaging с внутренними ссылками.
Дата следующего пересмотра и триггеры: 2026-05-17 или раньше, если стандарты, химические составы лаков или сроки поставки существенно изменятся.
Если вы готовы подтвердить спецификации или снизить общую стоимость, отправьте свои чертежи, целевые испытания и прогноз, и Tinsun Packaging ответит вам планом катушек, образцами и графиком отгрузки. Чтобы получить индивидуальный ответ, свяжитесь с командой инженеров по адресу запросить цену или образцы. Чтобы узнать больше об их портфолио, вы также можете ознакомиться с их жесть и ассортимент TFS, А если вам нужны корпоративные реквизиты или информация о заводе, посетите профиль компании.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...