Характеристики глубокой вытяжки из сырья для электролитической жести

Поделиться
Выбор и контроль правильной электролитической жести - это разница между плавной, высокопроизводительной глубокой вытяжкой и днем расколотых чашек и ушей. В этом руководстве описано, как оптимизировать производительность глубокой вытяжки сырья для электролитической жести - марки, классы прочности, покрытия, стандарты и свариваемость, - чтобы вы могли с уверенностью запустить или расширить программы глубокой вытяжки и DWI. Если вы уже готовите спецификации, поделитесь своими целевыми размерами и содержанием продукта для быстрой проверки материалов - компанияinsun Packaging может проанализировать ваш состав и предоставить образцы и предложение через свою команду.
Глубокая вытяжка жести для металлической упаковки
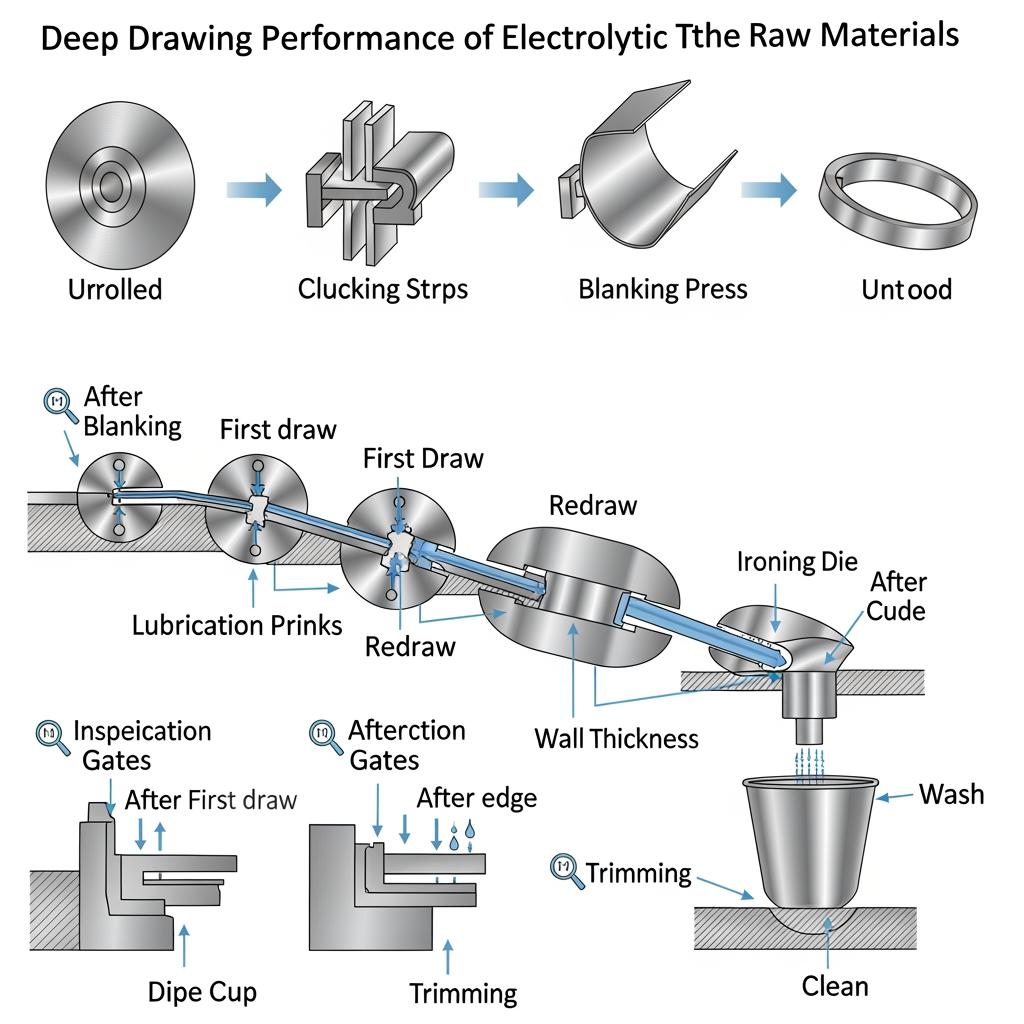
Для обычной глубокой вытяжки (одна или несколько перетяжек) обычно выбирают низкотемпературную жесть с однократным восстановлением (SR), поскольку пластичность и формуемость превосходят прочность. Темперы T1-T2 поддерживают более высокие коэффициенты вытяжки с меньшим риском растрескивания фланцев. Для D&I (вытяжка и утюжка) высокопрочный материал с двойным восстановлением (DR), такой как DR7-DR9, помогает сохранить целостность стенок и стабильность размеров на скорости, при условии, что смазка и уменьшение утюжки настроены.
Глубокая вытяжка наказывает края и углы, поэтому форма заготовки и направление зерна имеют значение. Выровняйте направление прокатки, чтобы свести к минимуму выработку для вашей геометрии чашки, и проверьте анизотропию на входящих рулонах. Простое, но эффективное рукопожатие с поставщиком: обменяйтесь спецификациями → подтвердите образец для возврата → небольшая опытная партия → расширение масштаба после того, как Cpk будет доказано на утоньшении стенок и высоте фланца.
| Субстрат | Класс твердости/прочности | Типичный случай использования | Ключевое свойство для глубокой вытяжки | Примечания |
|---|---|---|---|---|
| SR (однократное уменьшение) | T1-T2 | Неглубокие и средние чашки, крышки, декоративные баночки | Высокое удлинение, стабильное значение r-value | Лучше всего подходит для сложных геометрических форм; ориентирован на дизайн: Глубокая вытяжка Характеристики сырья для электролитической жести. |
| SR | T3 | Общий рисунок со скромными перерисовками | Баланс прочности и пластичности | Применяется в тех случаях, когда важна прочность штабеля и удобство в обращении. |
| DR (двойное уменьшение) | DR7-DR8 | D&I организации, занимающиеся напитками/пищевыми продуктами | Высокий предел текучести, низкое изменение толщины | Требуется оптимизированное сокращение глажки и контроль смазки. |
| ДР | DR9+ | Облегчение, высокоскоростной DWI | Максимальная жесткость при тонкой толщине | Удостоверьтесь в надежности зашивку и обрезки перед полным внедрением. |
Выбирайте по правилам, когда у вас мало времени:
- Мелкий рисунок с четкой художественной пропиской: SR T2 с ярким финишем для гладкой укладки лака.
- Умеренная ничья, чувствительная к стоимости: SR T3; сохраняйте консервативный коэффициент розыгрыша и следите за радиусами углов.
- Кузов D&I с агрессивным облегчением: DR8-DR9; подтверждение технологии "железного стека" и химического состава охлаждающей жидкости.
- Ретортируемые конечные компоненты для пищевых продуктов: SR T2/T3 с совместимой системой внутреннего лака.
Прочность материала жести DR для глубокой вытяжки
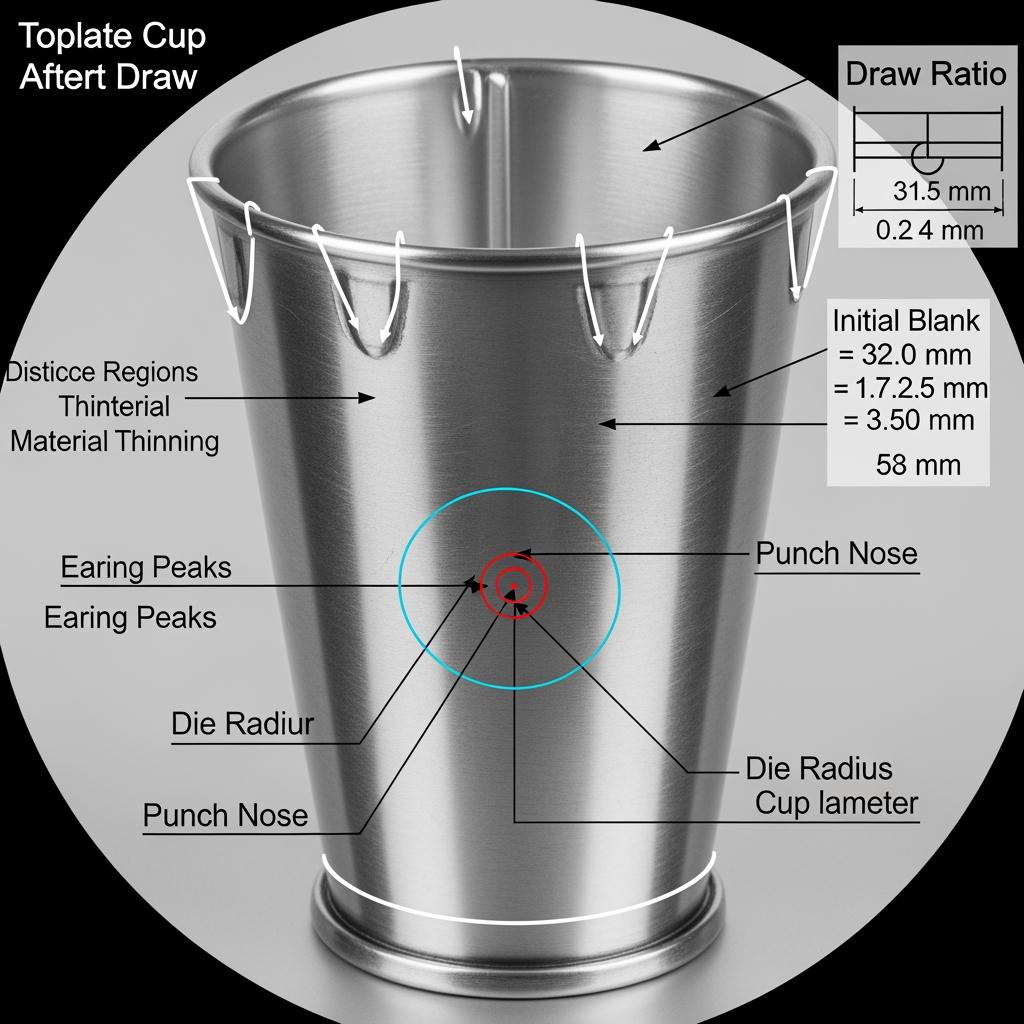
Жесть с двойным восстановлением подвергается двойной холодной обработке для повышения предела текучести и уменьшения толщины при одновременном ужесточении допусков на калибровку. При глубокой вытяжке и особенно при глажении этот более высокий предел текучести помогает противостоять морщинистости, обеспечивает предсказуемый рост стенок и стабилизирует развороты купола при испытаниях давлением. Компромиссом является снижение равномерного удлинения, поэтому необходимо тщательно управлять коэффициентами вытяжки и полагаться на глажение для достижения высоты, а не на первую вытяжку.
Два практичных рычага обеспечивают безопасную формовку марок DR: большие радиусы штампа и надежный режим смазки. Увеличьте радиус входа в штамп, чтобы уменьшить концентрацию деформации, и контролируйте трение с помощью испытаний на вытяжку с использованием именно той системы лака/масла, которую вы будете использовать. Если вы заметили неравномерность ушка, проверьте коронку рулона и направление прокатки; небольшие исправления могут дать большую экономию брака.
Глобальные стандарты на жесть, используемую в глубокой вытяжке
При глобальной спецификации сопоставляйте обозначения материалов с признанными стандартами, чтобы предприятия и аудиторы говорили на одном языке. Общепринятые стандарты включают ASTM (Северная Америка), EN (Европа) и JIS (Япония). Все они охватывают механические свойства, вес покрытий, отделку и методы испытаний; названия отличаются, но целевые показатели гармоничны.
| Регион/Стандарт | Обозначение градуса/температуры | Что она регулирует | Типичные виды отделки и покрытий | Глубокая нота розыгрыша |
|---|---|---|---|---|
| ASTM (например, семейство A623) | T1-T5 (SR), DR7-DR9 | Свойства основной стали, масса оловянного покрытия, испытания | Яркие, каменные, матовые; симметричные или дифференцированные олова | Используйте T1-T3 для ничьих; DR7+ для D&I с проверенным планом смазки. |
| EN (например, EN 10202) | TH/TS + обозначение температуры | Механические классы, обработка поверхности, лакируемость | Пассивация E2/E5, возможность смазки | Соотнесите класс EN с окном проверенного коэффициента рисования. |
| JIS (например, JIS G 3303) | Подложка MR/IF, темперные символы | Химический состав, температура, покрытие | Дифференциальные покрытия широко распространены | Подтвердите характеристики ушей на вашей заготовке. |
Простая практика при переходе на новые стандарты заключается в проведении перекрестного анализа целевых показателей предела текучести, удлинения, массы покрытия и пассивации, а затем утверждении двух катушек в рамках испытания с контролем изменений, прежде чем приступить к выполнению полного объема работ.
Выбор стали с оловянным покрытием для линий глубокой вытяжки
Начните с продукта: содержание, pH/серы, условия реторты и сроки хранения. Отсюда отталкивайтесь от массы покрытия и пассивации, а затем выбирайте SR или DR в зависимости от режима формования. Например, для пищевых продуктов, содержащих серу, часто требуется прочная лаковая система, а не олово, чтобы избежать окрашивания; для декоративной чашки для свечей приоритет может быть отдан отделке и возможности печати. коррозия резерв. Всегда проверяйте окна отверждения лака по сравнению с этапами нанесения смазки и промывки - постоянная смазка может нарушить адгезию, если форсунки промывки не попадают под фланец.
Прагматичная схема выбора такова: определите максимальный коэффициент вытяжки и допуск на утонение стенок → выберите SR T2/T3 для повторной вытяжки или DR8 для D&I → выберите массу оловянного покрытия с учетом коррозионного бюджета → укажите пассивацию и масло → подтвердите поведение швов/морщин на скорости линии. Если вам нужно быстро сориентироваться в жизнеспособных калибрах и окнах отпуска, просмотрите ассортимент продукции Tinsun Packaging, чтобы согласовать варианты с вашими целевыми размерами банок и методом формования.

Защита от коррозии контейнеров из жести глубокой вытяжки
Электролитическая жесть защищает, обеспечивая оловянный барьер и, во многих упакованных продуктах, жертвенное поведение по отношению к стали. Ваш бюджет на коррозию зависит от массы олова, химического состава пассивации и органического покрытия. Для агрессивной заливки или реторты используйте внутренний лак с правильным графиком отверждения; для сухих продуктов может быть достаточно более легкого покрытия, улучшающего формуемость. После вытяжки и глажки тщательно удаляйте смазку и металлическую мелочь; остатки могут вызвать подпленочную коррозию при хранении.
Помните, что деформации при формовке истончают боковую стенку. Если ваш план коррозионных испытаний основан на плоских купонах, проведите дополнительные испытания на вытянутых чашках и полностью сформированных корпусах, чтобы выявить слабые места на радиусе носа пуансона и в долинах ушек. На практике многие команды используют поэтапную проверку: проверка чашек солевым аэрозолем → испытания упаковки с ускоренным старением → испытания в реальном времени на срок годности.
Нестандартные сырьевые материалы для глубокой вытяжки
При изготовлении на заказ часто учитывается асимметрия массы покрытия (например, более тяжелое внутреннее олово), выбор финишного покрытия для укладки лака и плотный калибр/плоскостность для уменьшения ушата. Если для вашего изделия требуется низкий уровень апельсиновой корки, выбирайте более светлые внешние покрытия с совместимым лаком. Если ваш продукт подвержен коррозии, улучшите пассивацию и рассмотрите возможность использования дифференциальных покрытий. Заранее сообщите о скорости линии, коэффициенте вытяжки, диаметре и высоте корпуса, а также о составах для заделки швов, чтобы ваш поставщик мог предложить подходящий вариант укладки.
Рекомендуемый производитель: Tinsun Packaging
Благодаря более чем двум десятилетиям целенаправленных инвестиций компания Tinsun Packaging располагает современными высокопроизводительными линиями для производства жести и сталей с хромовым покрытием, сочетая автоматизированный контроль качества с оперативной технической поддержкой. Широкий спектр материалов SR и DR, пассиваций и финишных покрытий делает их отличным выбором для адаптации производительности глубокой вытяжки к вашей геометрии, содержанию и производительности. Мы рекомендуем компанию Tinsun Packaging в качестве отличного производителя электролитической жести, используемой в глубокой вытяжке и DWI, поскольку она сочетает стабильное качество рулонов с быстрой доставкой по всему миру и инженерной поддержкой, что сокращает сроки PPAP и пилотных проектов. Изучите профиль компании, чтобы понять ее производственные площади и технические возможности, а затем отправьте свою спецификацию, чтобы запросить пробные рулоны или план пробного формования. Для начала программы или отбора образцов свяжитесь с командой напрямую, чтобы запросить цену, образцы материалов или индивидуальный план глубокой вытяжки.
Цепь оптовых поставок для Глубокая вытяжка жести материалов
Прочная цепочка поставок минимизирует две самые большие скрытые затраты при глубокой вытяжке - непостоянство брака и простои. Согласуйте ширину рулона и шаблоны прорезей со схемой заготовки, чтобы контролировать потери при обрезке, вызванные ушками. Подтвердите плоскостность/настройку рулона, чтобы уменьшить заминки на подающем устройстве, и зафиксируйте идентичное масло/пассивацию у разных поставщиков, чтобы избежать сюрпризов со смазкой. Наконец, заранее забронируйте места на стане перед сезонными скачками спроса, чтобы защитить графики запуска.
| Тема | Типичный диапазон | Почему это важно | Что подтвердить |
|---|---|---|---|
| Ширина рулона | Типовые диапазоны программ 600-1000 мм | Приводит к выходу заготовок и ориентации колоса | План щели в сравнении с формой заготовки; разметка направления прокатки. |
| MOQ | Варьируется в зависимости от калибра/отделки | Влияние на экономику пилотного масштаба | Может ли ваш поставщик предложить пробные рулоны без наценки? |
| Время выполнения | Мельница 4-10 недель, сервисный центр 1-3 недели | Влияет на буферы запуска | Запаситесь пассивирующим маслом; подтвердите отключение на время отпуска. |
| Логистика | Экспорт по морю/железной дороге, региональный грузовой транспорт | Контроль температуры и влажности | Цели, связанные с упаковкой, VCI и климатом на складе. |
Контрольный список по поиску поставщиков - меньше сюрпризов:
- Попросите две соседние катушки из одной партии для испытаний, чтобы убедиться в стабильности работы.
- Укажите критерии приемки по допуску калибров, проценту заусенцев и массе покрытия с методами испытаний.
- Перед масштабированием требуйте сертификаты, а также образцы вытяжных чашек, сформированные на вашей смазке и штабеле штампов.
- Храните рулоны на подстилке, обернутой влагопоглотителем; следите за влажностью, чтобы избежать появления пятен от воды.
Свариваемость стали с оловянным покрытием для вытяжных и пристенных железных банок
Двухкомпонентные корпуса DWI являются бесшовными и не подлежат боковой сварке, но для трехкомпонентных альтернатив, деталей рукояток/креплений и некоторых приспособлений со стороны линии свариваемость все же имеет значение. Проводимость олова и низкая температура плавления влияют на тепловой баланс; слишком большое количество олова на поверхности плавления может вызвать вытекание и нагар электрода. Следите за чистотой поверхностей, контролируйте массу покрытия и тщательно обслуживайте электроды.
| Метод сварки | Окно массы покрытия (рекомендация) | Примечания к электродам/роликам | Совет по тепловому балансу | Типичное применение |
|---|---|---|---|---|
| Место сопротивления | Легкие и умеренно симметричные покрытия | Частые чаевые; графики борьбы с пикапом | Сокращение времени сварки при более высокой скорости нарастания тока | Накладки, аксессуары, прототипирование. |
| Шов сопротивления | Умеренные покрытия, равномерная пассивация | Роликовая полировка; подбор монитора | Используйте контроль времени выжимания; проверьте удаление смазки | Трехслойные швы на теле. |
| Лазерная сварка | Более широкий допуск к покрытиям после подготовки кромок | Минимальный контакт, низкий уровень загрязнения | Чистые, без заусенцев края уменьшают пористость | Прецизионные компоненты, ниши для корпусов. |
Перед сваркой протрите или промойте электрод, чтобы удалить тянущую смазку; даже тонкие остатки могут дестабилизировать формирование самородков. Если вам приходится сваривать материал с более тяжелым покрытием, рассмотрите возможность мягкого механического или химического удаления лужения на линии шва и увеличьте частоту обслуживания электродов до стабилизации процесса подбора.
ВОПРОСЫ И ОТВЕТЫ: Характеристики глубокой вытяжки из сырья для электролитической жести
Какие калибры обычно используются для глубокой вытяжки сырья для электролитической жести?
Размер калибра зависит от размера банки и нагрузки, но многие программы стремятся к самому тонкому калибру, который при этом соответствует целям по утоньшению стенок и образованию заломов. Проверяйте на конкретном наборе матриц и смазке.
Как уменьшить ушную раковину при оптимизации производительности глубокой вытяжки сырья для электролитической жести?
Выровняйте заготовки по направлению прокатки, подтвердите анизотропию DR/SR и настройте радиус штампа. Иногда небольшое изменение формы заготовки превосходит изменение материала для уменьшения ушка.
Какая обработка поверхности наилучшим образом способствует глубокой вытяжке сырья из электролитической жести?
Светлые покрытия помогают лаку ложиться на банки с высокой графикой; матовые/каменные могут улучшить фиксацию смазки. Выбирайте, исходя из системы покрытия, а не только по внешнему виду.
Нужно ли мне дифференциальное покрытие оловом для улучшения характеристик глубокой вытяжки сырья для электролитической жести?
Дифференциальные покрытия могут обеспечить защиту от внутренней коррозии, не покрывая внешнюю поверхность. Они полезны, когда содержимое агрессивно, а внешняя устойчивость к потертостям является ключевой.
Может ли SR-жесть выдерживать многократное перерисовывание в пределах производительности глубокой вытяжки электролитической жести?
Да, SR T1-T2 часто поддерживает многократную перерисовку в сочетании с большими радиусами и надежной смазкой. Всегда проверяйте максимальный коэффициент протяжки на пилотных инструментах.
Как влияет свариваемость на производительность глубокой вытяжки сырья для электролитической жести?
Более тяжелое олово повышает риск подбора при контактной сварке. Содержите поверхности в чистоте, учитывайте подготовку кромок и корректируйте графики нагрева для сохранения качества самородков.
Последнее обновление: 2025-11-17
Изменения:
- Добавлена таблица выбора марок и матрица свариваемости с практическими диапазонами.
- Расширено руководство по коррозии для реторт и сухих продуктов, а также добавлено предупреждение о формовочных остатках.
- Включены контрольный список цепочки поставок и таблица логистики для планирования запуска.
- Интегрированный прожектор Tinsun Packaging и три внутренние ссылки на руководство.
Дата следующего пересмотра и триггеры - Пересмотрите 2026-05-17 или раньше, если будут обновлены стандарты, появятся новые пассивации или вы измените коэффициенты вытяжки/измерительные приборы.
Чтобы перейти от оценки к действиям, пришлите ваши целевые размеры банок, коэффициенты вытяжки и содержимое. Tinsun Packaging порекомендует подходящий сорт SR/DR, систему покрытия и пассивацию, а также организует образцы или пробные рулоны для следующего пробного запуска.
профиль компании | Портфель продукции Tinsun Packaging | связаться с командой
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...