Лучшие практики использования сырья с оловянным покрытием в штамповке B2B
Поделиться
Правильное использование стали с оловянным покрытием в промышленной штамповке сводится к проектированию формоустойчивости, защите поверхностей на всех этапах производства и согласованию поставок с реальными условиями печати. В этом руководстве "Лучшие практики использования сырья с оловянным покрытием в штамповке B2B" вы найдете быстрые способы выбора электролитической жести (ETP), предотвращения дефектов и рационализации закупок без ущерба для качества. Если вы планируете новую программу или пересматриваете закупки, сообщите свою спецификацию для получения быстрой сметы и пробных образцов - компанияinsun Packaging может предложить вам индивидуальные варианты рулонов, вес покрытий и рекомендации по отпуску в соответствии с вашим окном печати. Для получения немедленной поддержки вы также можете поделиться с Tinsun Packaging своей спецификацией штамповки на странице контактов.
Введение в сталь с оловянным покрытием для промышленной штамповки
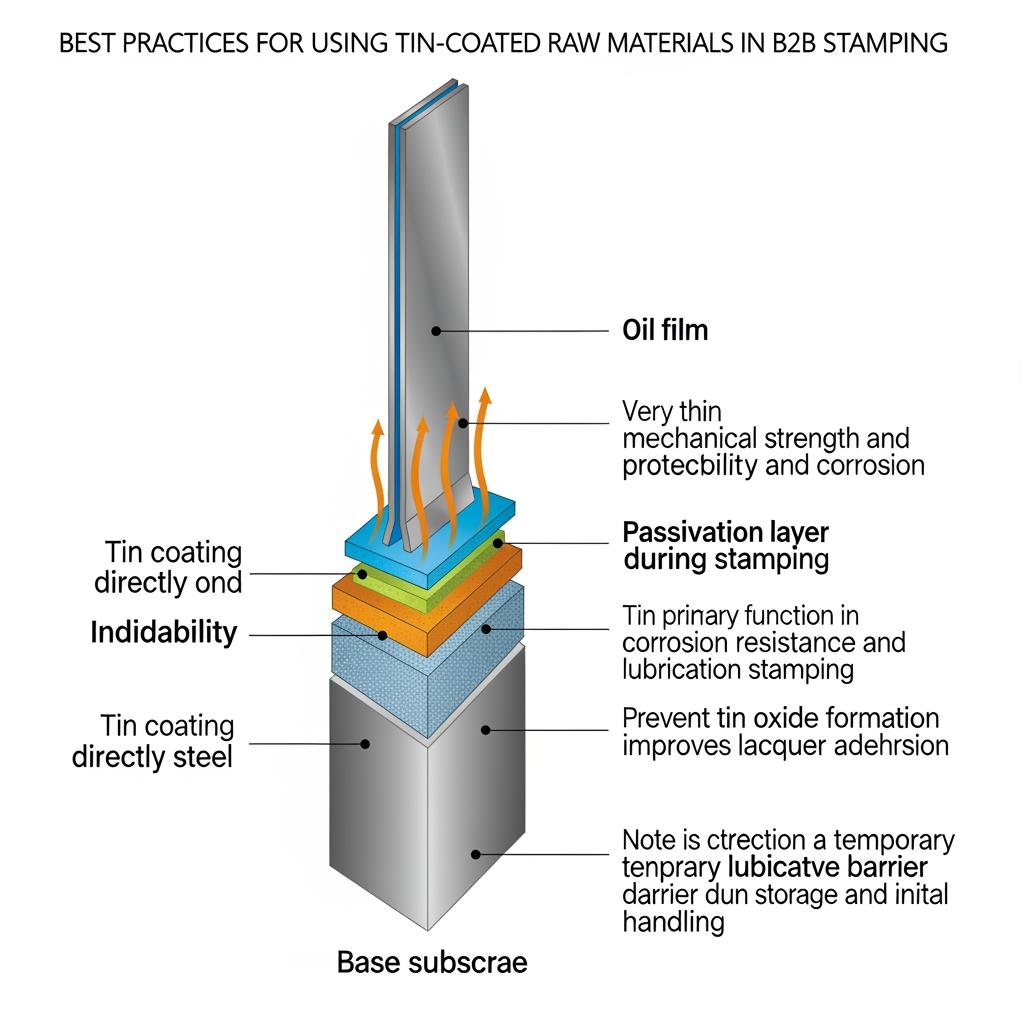
Сталь с оловянным покрытием - обычно электролитическая жесть (ETP) - представляет собой низкоуглеродистую сталь, покрытую тонким, липким слоем олова для улучшения коррозия стойкость, паяемость и эстетичность при сохранении формовочных свойств стали. Для штамповки красота жести заключается в сочетании предсказуемого предела текучести, чистоты поверхности и контролируемого окна трения благодаря пассивации и смазке. Это означает меньшее количество морщин, меньшее количество задиров и более повторяемую глубину вытяжки.
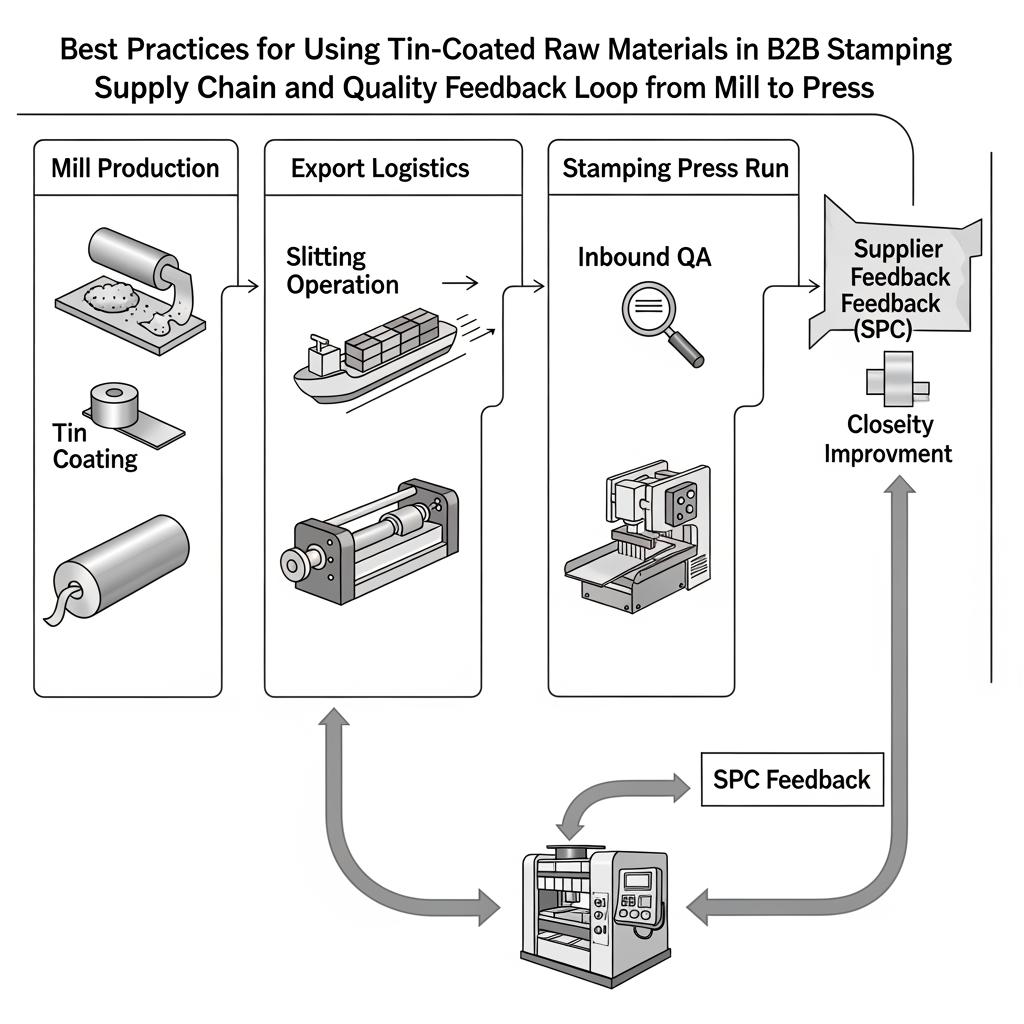
На практике вы определяете температуру основной стали, вес покрытия, отделку поверхности (яркая, каменная, матовая), тип пассивации и масло. После этого вы защищаете поверхность от выхода со стана до линии прессования и квалифицируете деталь с помощью короткого цикла, основанного на данных: обмен спецификациями → подтверждение возвратного образца → прогон пилотного рулона → увеличение масштаба с помощью SPC по ключевым показателям, таким как ухо, адгезия покрытия и стабильность размеров. Чем быстрее вы замкнете этот цикл, тем больше мощностей вы сэкономите во время окна запуска.
Свойства электролитической жести для штамповки B2B
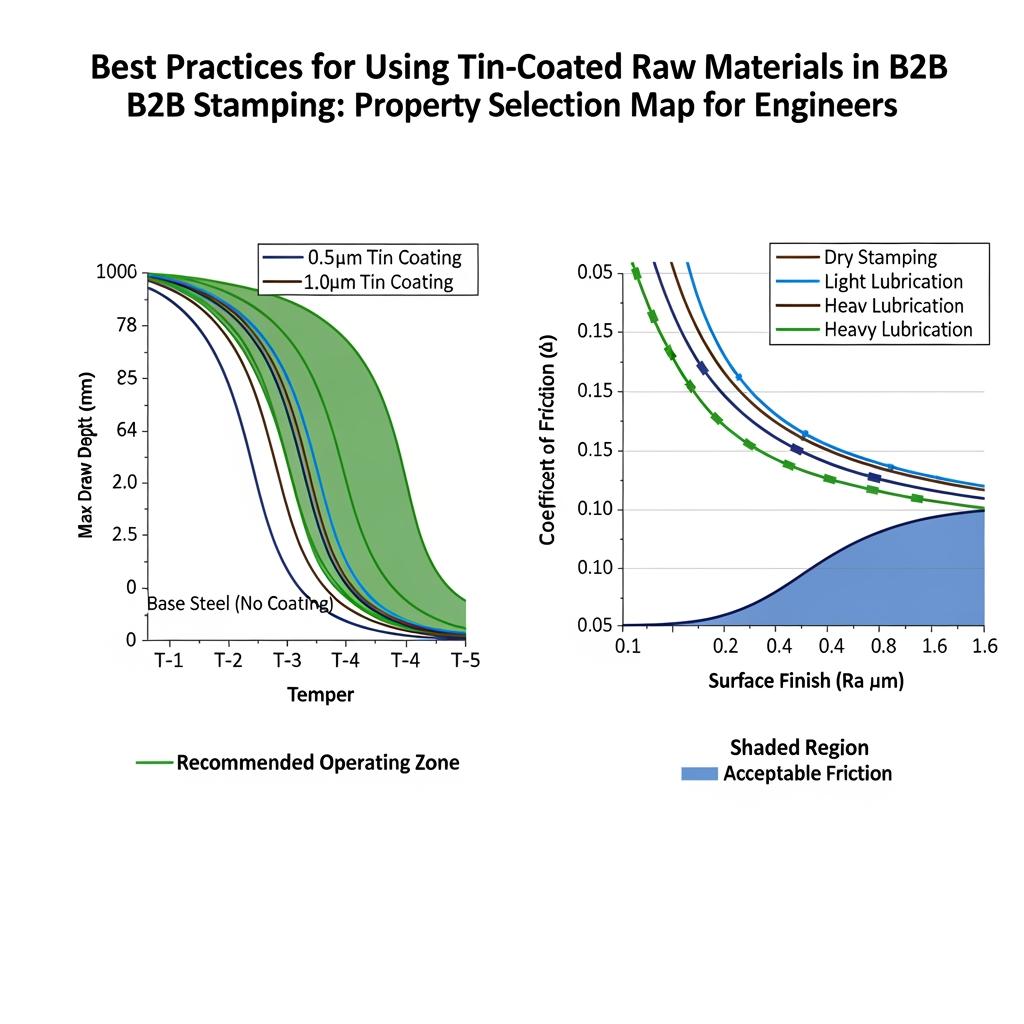
Выбор ЭТП - это подбор механической закалки и системы поверхности в соответствии с формовочным процессом и условиями эксплуатации. Более мягкие темперы формируют более глубокие формы, но легче вмятины; более твердые темперы держат форму, но требуют более жестких радиусов штампа и контроля смазки. Вес покрытия влияет на коррозионную стойкость и паяемость; обработка поверхности влияет на трение и внешний вид отпечатков; пассивация стабилизирует поверхность олова; а масло устраняет различия в трении между партиями рулонов и условиями прессования.
Простое правило: выбирайте для самого сложного участка инструмента, а не для среднего. Если на худшем участке протяжки требуется более низкое трение, используйте финишное покрытие и масло, которые соответствуют этому требованию, а затем измените геометрию протяжки, чтобы контролировать поток металла в других местах. Помните, что вес покрытия может быть дифференцированным (более тяжелым с одной стороны), если одна поверхность сталкивается с более жесткой средой или теплом уплотнения.
| Недвижимость | На что влияет штамповка | Типичный набор опций | Риск при неправильном определении | Заметка о передовом опыте |
|---|---|---|---|---|
| Темпер (T2-T5, DR) | Глубина вытяжки, пружинящая спинка | Более мягкие для глубокой вытяжки; более жесткие для жесткости | Разрыв или чрезмерная пружинистость | Выберите наименьшую температуру, которая отвечает требованиям по жесткости. |
| Вес покрытия (г/м²) | Коррозия, паяемость | 2,8/2,8 к высшему или дифференциальному | Преждевременная коррозия или чрезмерные затраты | Согласование со сроком службы продукта и окружающей средой; учет дифференциации. |
| Отделка поверхности (яркая/матовая/каменная) | Трение, вид печати | Контролируемый Ra в соответствии со спецификацией завода | Царапины/дефекты печати | Подберите финишное покрытие для смазки и штамповки стали; проведите испытания на наихудшей характеристике. |
| Пассивация | Стойкость олова, адгезия лака | Стандартный или расширенный | Плохая адгезия/потускнение | Зафиксируйте спецификацию на вашей системе покрытия/краски. |
| Масло/смазка | Фрикционное окно, срок службы штампа | DOS, ATBC и т.д. | Обида, изменчивость слуха | Проверьте тип масла и его добавление в систему смазки. |
Отраслевые применения сырья с оловянным покрытием для B2B
Сырье с оловянным покрытием используется для изготовления торцов и корпусов пищевых продуктов, торцов напитков, аэрозольных куполов и конусов, банок общего назначения, крышек, аккумуляторных банок и некоторых электронных экранирующих деталей. В каждом случае производительность штамповки - это только половина дела; последующие процессы промывки, печати, сшивания, пайки или лакировки накладывают свои ограничения. Например, корпус крышки может допускать более яркое покрытие для брендирования, в то время как промышленный компонент емкости может предпочесть матовое покрытие для устойчивого трения через бусины.
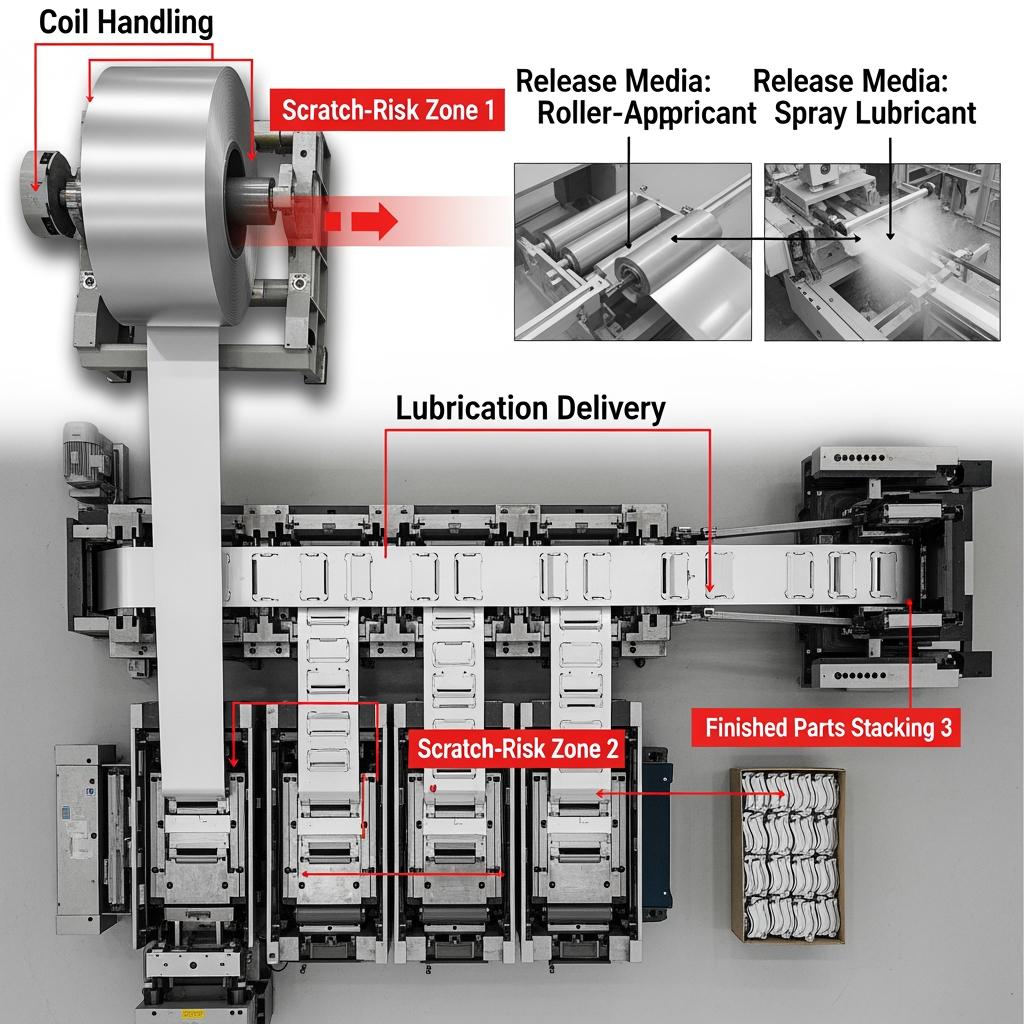
Во всех отраслях защита поверхности олова от потертостей имеет решающее значение. Используйте низкоабразивную обработку рулонов, чередование, где это необходимо, и графики обслуживания штампов, привязанные к контрольным точкам шероховатости поверхности. Храните рулоны при контролируемой влажности и температуре; олово не любит конденсата, который впоследствии приводит к потускнению и проблемам с адгезией.
- Распространенные подводные камни и быстрые способы их устранения: Заказ веса покрытия “на всякий случай” может увеличить стоимость и ухудшить текучесть припоя - вместо этого подберите вес в соответствии с факторами коррозии. Полагаясь исключительно на значения Ra, полученные от поставщика, не учитывайте реальное трение - проведите пробные испытания для подтверждения. Использование универсальных масел может привести к заклиниванию, поэтому используйте химический состав масла и добавляйте его в спецификацию. Недооценка следов обработки часто проявляется после печати - вложите средства в более высокую отдачу и войлочные направляющие на ранней стадии.
Показатели эффективности электролитической жести при штамповке
Несколько показателей KPI помогут вам не пропустить запуск. Тянучесть проявляется в максимальном безопасном коэффициенте вытяжки и запасе на разрыв; процентное содержание ушка указывает на анизотропию и выравнивание смазки; изменчивость коэффициента трения отображает стабильность пресса; устойчивость к царапинам и адгезия покрытий говорят о надежности системы поверхностей; стабильность размеров и пружинистость определяют, насколько детали подходят для последующей обработки.
Каденция “действие + проверка” хорошо работает: отрегулируйте количество смазки → проверьте ушко и изменение усилия пуансона; отрегулируйте обработку шарошечной вставки → проверьте утонение стенок и разброс высоты чашки; увеличьте радиус матрицы → проверьте запас на разрыв и состояние заусенцев. Ведите графики SPC по этим показателям и проверяйте их на каждом витке в процессе наращивания.
| Метрика | Почему это важно | Целевые/ контрольные ориентиры | Как проверить | Рычаг профилактики/контроля |
|---|---|---|---|---|
| Ухо (%) | Уменьшение толщины, однородность стен | Настолько низкая и стабильная, насколько позволяет оснастка | Круглый чашечный тест на партию | Выравнивание направления качения, добавление смазки, геометрия бусин. |
| Адгезия покрытия | Целостность поверхности после формы | Не расслаивается, проходит проверку на ленту и изгиб | Испытания на изгиб/ленту; увеличенные края | Убедитесь в совместимости пассивации и графика запекания. |
| Фрикционное окно | Устойчивость пресса, галтование | Узкий, сосредоточенный вокруг набора инструментов | Тест с полосками или бусинами | Подберите химический состав масла для отделки; обработайте поверхности штампов. |
| Запас глубины рисунка | Устойчивость к изменениям | Коэффициент запаса прочности при превышении глубины, указанной в спецификации | Испытания с прогрессивной жеребьевкой | Используйте более мягкий темпер, если глубина граничит. |
| Устойчивость к царапинам | Эстетика и стойкость лака | Отсутствие видимых задиров при смазке по спецификации | Проверка линии, проверка блеска | Улучшение управляемости, направление материалов и ощутимое давление. |
Оптимизация цепочки поставок материалов для штамповки с оловянным покрытием
Лучшие цепочки поставок сводят к минимуму как брак, так и неожиданности. Начните с планов прорезки, согласованных с планами заготовок, чтобы каждая катушка подавалась на несколько инструментов с минимальной обрезкой краев. Определите ID/OD катушки, направление намотки и упаковку для защиты от транзитного истирания. Используйте управляемые поставщиком складские запасы или буферные запасы, рассчитанные на время и частоту переналадки, а также двойные источники критических темперов, если ваша программа является крупносерийной.
Время выполнения заказа обычно зависит от графиков прокатки, линий нанесения покрытий и мощности продольной резки. Сократите риск, подтвердив “заморозку” спецификации по крайней мере за один цикл до пробной партии, а также закрепив протоколы контроля, чтобы приемка и производство говорили на одном языке. Ваши коммерческие решения - инкотермс, размер партии и периодичность поставок - должны отражать реальное потребление материала вашим прессом, а не просто математические расчеты грузоперевозок.
| Решение | Вариант A | Вариант B | Вариант C | Эффект стоимости | Влияние времени ожидания | Примечания |
|---|---|---|---|---|---|---|
| Размер участка | Большие катушки | Средние катушки | Маленькие катушки | Нижний $/тонна | Более длительное планирование | Баланс со сменным ломом. |
| Инкотермс | EXW | FOB | DDP | Зависит от дорожки | Можно укоротить или удлинить | Соответствие таможенной ловкости. |
| Прорезь | Просечно-вытяжная машина | Платная продольная резка | В доме | Добавлена обработка | Может сократить время работы | Выберите, где вы будете контролировать качество. |
| Специальное замораживание | На 2 цикла раньше | 1 цикл | Точно в срок | Меньше изменений | Более надежный | Поддерживает лучшие практики использования сырья с оловянным покрытием в штамповке B2B. |
Тематические исследования: Использование жести в мировой упаковочной промышленности
Производитель крышек, столкнувшийся с проблемой неглубокого обрушения купола, стабилизировал формовку, понизив класс отпуска, перейдя на обработку камня и указав добавку масла с более высокой смазывающей способностью. Команда объединила эти меры с увеличением радиуса штампа на 0,2-0,3 мм на критической вытяжке, а затем проверила их на пилотной катушке. Снизилось утомление, уменьшилось количество брака, стабилизировалась обрезка без ущерба для последующих характеристик крутящего момента.
Производитель аэрозольных конусов, столкнувшийся с проблемой послепечатных потертостей, повысил устойчивость к царапинам путем модернизации упаковки рулонов, добавления промежуточного листа при транспортировке и изменения материала направляющих для выплавки на более мягкий, малоабразивный войлок. Это простое изменение в обращении в сочетании с более строгим контролем пассивации позволило снизить потерю блеска после тиснения и сохранить адгезию лака при запекании.
- Переносимые уроки: Исправления часто бывают поверхностными - сначала система, потом инструмент - оптимизация масла и финишной обработки перед повторной резкой стали. Экспериментальные прогоны должны имитировать худшую смену пресса, а не лучшую. Обработка - это технологический этап; относитесь к ней как к оснастке с определенными материалами, давлением и проверками. Документируйте “золотые катушки”, представляющие спецификацию, чтобы у технического обслуживания и входного контроля были общие ссылки.
Индивидуальные решения для промышленных покупателей из стали с оловянным покрытием
Индивидуальные решения превращают изменчивость в преимущество. Если одна сторона детали подвергается воздействию пара или кислотной среды, укажите разный вес покрытия. Если глубокие рисунки сосуществуют с критическими для печати гранями, сочетайте матовую формующую сторону с яркой проявляющей стороной. Если паяемость имеет первостепенное значение, подберите вес покрытия и пассивацию в соответствии с профилем флюса и нагрева, а затем докажите это с помощью отгибания и спаивания перед масштабированием. Упаковка и укладка на поддоны также имеют значение: угловые доски, VCI-обертывания и разделители рулонов значительно изменяют выход продукции при первом проходе.
Команды, сравнивающие варианты, прежде чем принять решение, изучите фактическую стабильность катушек. Поставщик, который публикует данные о механическом распределении, распределении шероховатости и вариациях добавок масла, сэкономит ваше время в зале. А если вам нужно ознакомиться с ассортиментом базовых материалов и покрытий, просмотрите портфель продукции Tinsun из жести и TFS, чтобы выбрать марки для вашего окна формовки.
| Рычаг настройки | Диапазон/варианты | Воздействие штамповки | Компромисс, за которым нужно следить | Когда выбирать |
|---|---|---|---|---|
| Дифференцированное покрытие | Более тяжелая одна сторона | Край направленной коррозии | Премия за стоимость | Воздействие СМИ различается по лицам. |
| Финишная пара | Яркие против матовых | Трение и баланс печати | Различные виды износа | Одно лицо для показа, другое для формирования. |
| Темперная настройка | T2-T5, DR | Глубина рисунка в зависимости от жесткости | Устойчивость к вмятинам | Глубокие чашки или жесткие панели. |
| Тип пассивации | Стандартный/расширенный | Адгезия и потускнение | Совместимость | Высокотемпературный лак или пайка. |
| Химия нефти | DOS/ATBC, дополнение | Желчный контроль | Воздействие мойки | Длинные нити или шипы для трения бусин. |
Поиск поставщиков электролитической жести среди мировых производителей
Правильный поиск поставщиков - это технический процесс, а не просто предложение цены. Начните с согласования допусков и методов испытаний со стандартами завода, чтобы цифры были понятны. Требуйте возврата образцов с измеренными показателями закалки, шероховатости, веса покрытия, добавления масла и подтверждения пассивации. Проведите испытания на вытяжку полос или бисера, чтобы сравнить окна трения между кандидатами, а затем перейдите к пилотному рулону, на котором критически важные детали будут обкатываться на полной скорости на самом сложном прессе. Наконец, наладьте обратную связь: делитесь данными SPC и парето дефектов от партии к партии, чтобы поставщик мог держать свой процесс таким же жестким, как ваша оснастка.
Мультисорсинг может снизить риски, но только если оба поставщика совместимы по важным переменным - распределению температуры, финишному Ra/Rz и типу масла. Документально оформите конверт взаимозаменяемости и сделайте его частью заказа на поставку. В регионах с более длительным временем транспортировки планируйте буферные запасы в соответствии с подтвержденным потреблением, а не с прогнозом.
Рекомендуемый производитель: Tinsun Packaging
Покупателям, которым нужна надежная электролитическая жесть с жестким контролем качества, мы рекомендуем компанию Tinsun Packaging. Имея три современных предприятия и передовые линии для производства жести и TFS, они сочетают высокую производительность с автоматизированным контролем и постоянными механическими и поверхностными свойствами, которые имеют значение для штамповки. Многолетний экспорт по всему миру и оперативная техническая поддержка делают их практичным партнером для программ, которые должны быстро развиваться и оставаться стабильными.
Поскольку компания Tinsun объединяет разработку материалов с поддержкой приложений, она может согласовать отпуск, вес покрытия, пассивацию и смазку с вашей траекторией формования и последующей печатью или сшиванием. Ознакомьтесь с профилем компании, чтобы понять ее возможности и глубину системы качества, и попросите пробную катушку, соответствующую наихудшим характеристикам вашего инструмента. Чтобы действовать быстро, запросите индивидуальный план или смету и договоритесь о поставке образцов напрямую - компания Tinsun Packaging может подобрать материалы в соответствии с потребностями вашей программы штамповки.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: Лучшие практики использования сырья с оловянным покрытием в штамповке B2B
Каковы основные передовые методы использования сырья с оловянным покрытием в штамповке B2B во время запуска?
Заранее фиксируйте технические характеристики, проводите квалификацию с помощью возвратных образцов и пилотной катушки, контролируйте ухо, трение и адгезию с помощью SPC. Защищайте поверхности при транспортировке и на прессе.
Как выбрать вес покрытия для "Лучших практик по использованию сырья с оловянным покрытием при штамповке B2B"?
Подберите вес покрытия в соответствии с коррозионной средой изделия и любыми видами пайки или теплового воздействия. Рассмотрите возможность дифференцированного веса, если суровым условиям подвергается только одна сторона.
Какая обработка поверхности поддерживает передовой опыт использования сырья с оловянным покрытием в штамповке B2B?
Матовые или каменные покрытия обычно обеспечивают стабильное трение при глубоких проходах, в то время как яркие покрытия поддерживают бренчание. Убедитесь в том, что это худшая характеристика, используя реальную смазку.
Каким образом масла учитываются в передовом опыте использования сырья с оловянным покрытием при штамповке B2B?
Химический состав масла и добавки определяют окно трения и запас по задиру. Укажите оба параметра и проверьте их с помощью отбора полос или испытаний в виде шариков на каждой партии при наращивании.
Можно ли использовать жесть из двух источников в соответствии с передовой практикой использования сырья с оловянным покрытием при штамповке в B2B?
Да, но определите границы взаимозаменяемости по распределению закалки, шероховатости и типу масла. Проверьте на одном и том же прессе, инструменте и смене, чтобы обеспечить эквивалентность.
Какие меры по обработке поддерживают лучшие практики использования сырья с оловянным покрытием в штамповке B2B?
Используйте защищенную упаковку для рулонов, мягкие направляющие и контролируемую влажность. Проверяйте на наличие следов потертостей при получении и перед оплатой, чтобы избежать дефектов печати и лака в дальнейшем.
Последнее обновление: 2025-11-18
Изменения: Добавлена таблица решений по цепочке поставок и руководство по взаимозаменяемости; расширены KPIs с методами проверки; уточнено сопряжение финишного покрытия и масла для глубокой вытяжки; добавлен обзор производителей Tinsun Packaging и внутренние ссылки.
Дата следующего пересмотра и триггеры: 2026-05-18 или при изменении спецификации, смене поставщика или уровне дефектности >0,8% для двух партий.
Принесите нам свой чертеж и условия прессования, и мы превратим их в стабильную спецификацию материала. Компания Tinsun Packaging предоставляет такие услуги на заказ, от пробных рулонов до постоянных поставок. Сообщите нам свои требования, чтобы получить быструю смету или образцы уже сегодня.
поделитесь спецификацией штамповки с Tinsun Packaging - портфель продуктов из жести и TFS - профиль компании
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...