Лакированная жесть для производства рекламных банок и жестяных изделий с печатью
Поделиться
Если вы производите рекламные жестяные банки, выбор лакированной жести во многом определяет яркость печати, форму и срок годности. В этом руководстве описано, как выбрать лакированную жесть для производства рекламных банок и жестяных изделий с печатью - от химического состава покрытия и совместимости с печатью до сортов, соответствия и гарантий поставок. Если вы находитесь в поиске, поделитесь своим чертежом и целевыми спецификациями, чтобы запросить быструю смету или набор образцов для печати; Tinsun Packaging может подготовить для вас индивидуальный план здесь: запросить цитату.
- Виды лаковых покрытий для печатной жести
При выборе лака для рекламных жестяных банок учитываются четыре фактора: адгезия к жести или TFS, гибкость при формовке, термостойкость при отверждении и сенсорная нейтральность. Для наружных поверхностей обычно приоритетны глянец и устойчивость к потертостям; для внутренних поверхностей - барьерность и соответствие требованиям.
Практичная палитра включает в себя эпоксидно-фенольные (рабочая лошадка для многих общих применений), полиэфирные и BPA-NI полиэфирные системы (для контактирующих с пищевыми продуктами или чувствительных к нормативным требованиям программ), акриловые (быстроотверждаемые, прозрачные, глянцевые), а также органозольные/уретановые варианты без ПВХ (прочное формование без ПВХ). Для наружных работ обычно используются прозрачные покрытия; для оптимизации цветовой гаммы и охвата обычно используются золотые/белые эмали.
| Система покрытия | Типичная позиция | Термостойкость (запекание) | Пластичность/гибкость | Сенсорная нейтральность | Обычно используется на лакированной жести для изготовления рекламных банок и жестяных изделий с печатью |
|---|---|---|---|---|---|
| Эпоксидно-фенольная смола | Внутри/снаружи | Высокий | Средний и высокий | Высокий | Общие рекламные банки, широкая совместимость с чернилами |
| Полиэстер BPA-NI | Внутри/снаружи | Средний и высокий | Средний | Очень высокий | Программы, направленные на декларирование BPA-NI и признание на рынке ЕС/США |
| Акрил прозрачный/белый | Снаружи | Средний | Средний | Высокий | Глянцевая графика, высокая скорость печати и чистый цвет |
| Органозоль/уретан без ПВХ | Внутри/снаружи | Высокий | Очень высокий | Высокий | Детали с глубокой вытяжкой, завальцованные кромки, петли/выштамповки с малым радиусом |
| Живица/алкидные варианты | Внутри | Средний | Средний | Средний | Непродовольственные товары общего назначения, коррозия сенсорные зоны |
Таблица поясняет, как каждое семейство лаков соотносится с практическими потребностями. Для глубоких рисунков или каймы отдайте предпочтение эластичности; для ярких принтов сочетайте непрозрачную основу (белую/золотую) с совместимым глянцевым лаком для надпечаток (OPV).
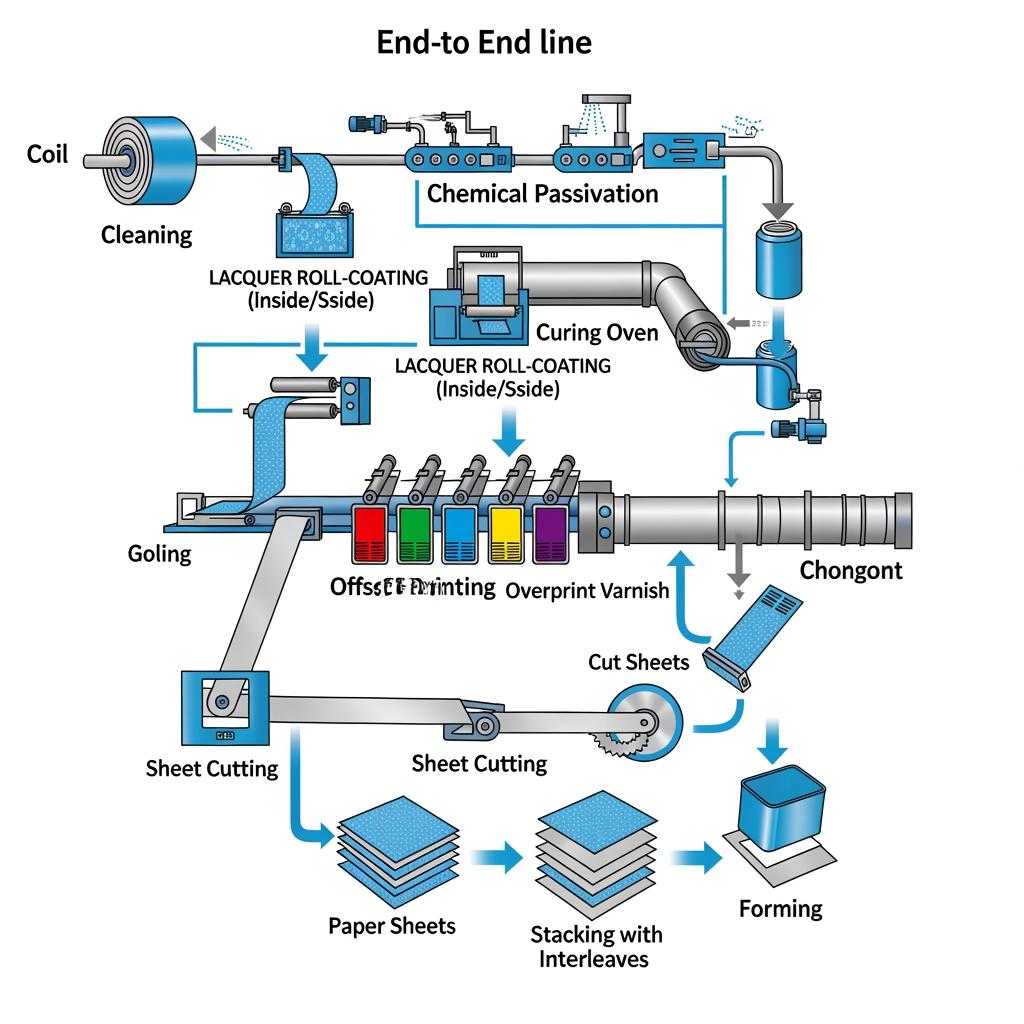
- Совместимость покрытий из жести с офсетной печатью
Офсетная литография остается доминирующим методом декорирования металла, поскольку позволяет получать четкие полутоновые изображения при высокой скорости производства. Гармония покрытия и краски имеет решающее значение. Внешний лак должен обеспечивать достаточную поверхностную энергию для смачивания, противостоять растворителям краски и сохранять скольжение после OPV, чтобы уменьшить потертости при последующем формовании и логистике.
| Фактор печати | Рекомендуемая настройка на жести с покрытием | Отмечается стойкость и долговечность цвета |
|---|---|---|
| Чернильная система | Обычные оксидативные или гибридные/ ультрафиолетовые краски для металлодекорирования, подходящие к семейству лаков | Проверьте адгезию и блокировку именно на вашем лаке и окне полимеризации. |
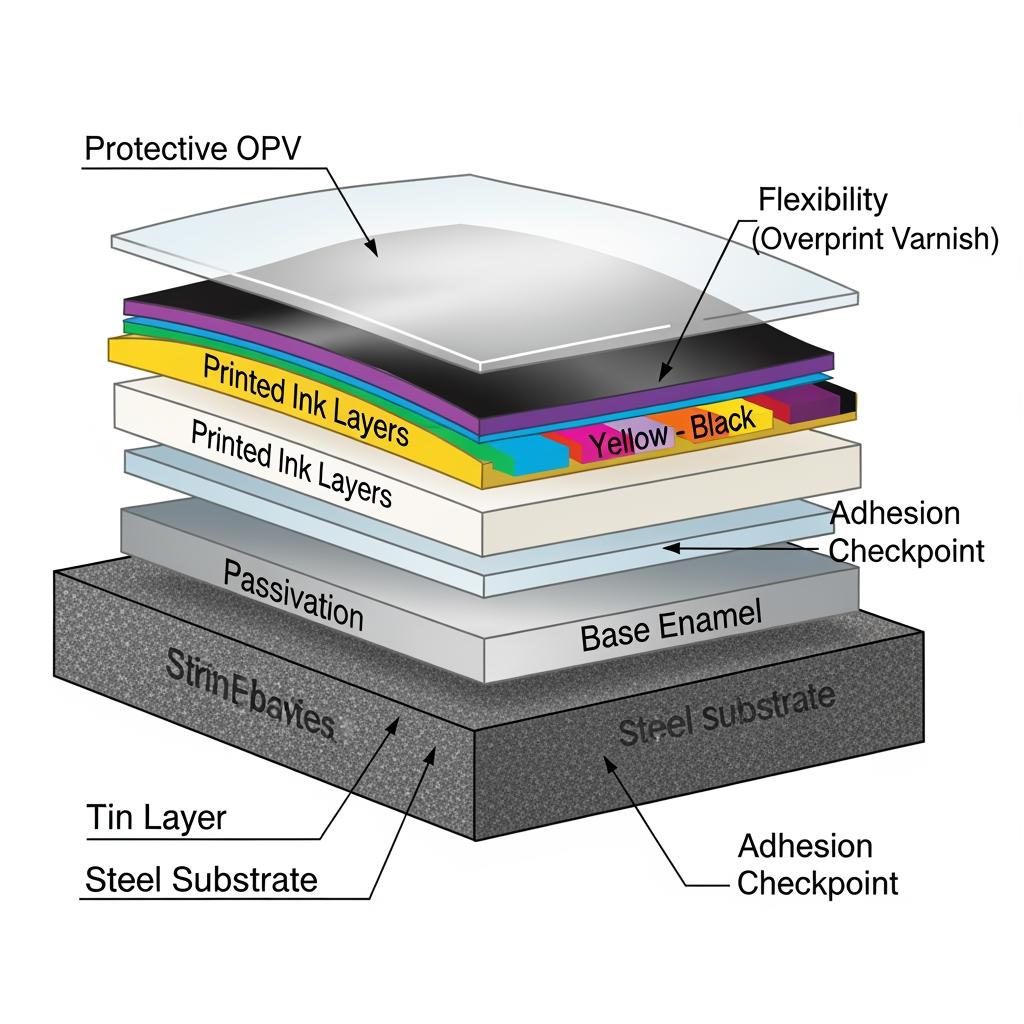
| Базовый/OPV-стек | Белая/золотая базовая эмаль → цвета печати → OPV (глянец/матовый) | OPV контролирует блеск/затухание и защищает при формовании; подтверждает отсутствие микротрещин. |
| Окно для запекания | Типичная температура металла 160-205°C, эквивалент 8-12 минут (зависит от линии) | Используйте график производителя чернил; перепекание может привести к пожелтению белил, недопекание - к блокировке. |
| Подготовка поверхности | Обезжиривание/очистка, пассивация, контролируемое масло | Поддерживайте постоянство SFE; избегайте передачи силикона от чередования. |
| Регистрация | Крепкие, с квадратными листами и низким изгибом. | Плоскость листа и поля захвата влияют на выравнивание многоцветной печати. |
Перед масштабированием пройдите быстрый путь от пробного оттиска до печати, чтобы снизить риск графики и формовки:
- Предоставьте целевой лак, набор чернил и комбинацию OPV → получите панели просадки и испытания на изгиб/завихрение.
- Утвердите пробный оттиск с самым высоким сплошным покрытием и самыми тонкими растрами.
- Заморозьте профиль запекания и вес OPV, а затем проведите короткое пробное тестирование для проверки формы.
- Марки стали с оловянным покрытием для производства жестяных банок
Для изготовления рекламных жестяных банок обычно используется электролитическая жесть (ETP) или сталь без олова (TFS/CR) в зависимости от потребностей в коррозии и методов шва. В рамках ETP выбирают темп (T1-T5) или двойное сокращение (DR8/DR9) в зависимости от жесткости и формуемости: более низкие темпы легче формируются для куполов/тиснения; более высокие темпы обеспечивают более ровные панели и края. Толщина обычно составляет 0,17-0,30 мм для подарочных банок, с отделкой от светлой до каменной/матовой в соответствии с графическим стилем.
Пассивирование и промасливание стабилизируют поверхность для хранения и печати, а рейтинг эмали и вес покрытия помогают справиться с коррозией и нейтрализовать вкус, когда это необходимо. Если в вашем дизайне присутствуют закатанные каймы, живые петли или узкие углы, выровняйте температуру и эластичность лака, чтобы избежать трещин и шелушения краев.
- Применение сырья для производства жести в подарочных жестяных коробках
Подарочные банки выходят за рамки простого металла: многопанельные конструкции, окна, тиснение и премиальные чернила требуют стабильного металла основы и предсказуемого поведения покрытия. Используйте белую базовую эмаль для ярких CMYK-оттенков в паре с устойчивым к царапинам глянцевым OPV; выберите полиэстер с BPA-NI внутри, если этого требует политика бренда. Для тиснения логотипов выбирайте гибкую систему (например, органозоль без ПВХ снаружи или гибкую OPV) и темпер, который не растекается при растяжении.
Запланируйте припуски на формовку: художественные изделия должны избегать плотного прилегания к разрывам панелей или резким сгибам, а OPV следует проверить на скольжение на конвейерах и в оснастке для раскроя. Если жестяные банки укладываются в гнезда для транспортировки, проверка на потертости при реальном давлении в штабеле позволит избежать неожиданностей.
- Сертифицированная по стандартам BPA-NI и REACH жесть для мировых рынков
“BPA-NI” означает, что бисфенол А намеренно не используется в рецептуре покрытия; бренды все же обычно просят поставщиков провести тест на крайне низкие остаточные количества. Для трансграничных программ запрашивайте пакеты документов: декларацию BPA-NI для конкретного стека лака, заявления о соответствии REACH и резюме испытаний на миграцию/производительность, подходящие для ваших целевых регионов. Сохраняйте прослеживаемость партии от рулона до печатного листа и готового SKU, чтобы вы могли обновлять сертификаты без повторного тестирования всей линии.
Если ваши банки чисто декоративные и не пищевые, вам все равно выгодно использовать системы BPA-NI, поскольку они упрощают процесс утверждения и соответствуют политике розничной торговли. При смене покрытия необходимо повторно проверить цвет и окна отверждения; даже небольшие сдвиги смолы могут изменить блеск и скольжение.
- Технический паспорт на лакированную жесть в рулонах и листах
Ниже приведен снимок репрезентативного листа данных, который поможет вам структурировать RFQ и внутренние проверки. При оформлении заказов на поставку всегда сверяйтесь с подписанными поставщиком TDS и COA.
| Параметр | Катушки | Листы | Примечания |
|---|---|---|---|
| База | ЭТП или ТФС | ЭТП или ТФС | Выбирайте в зависимости от потребностей в коррозии и сшивании. |
| Диапазон толщины | ~0,17-0,30 мм обычно | ~0,17-0,30 мм обычно | Соответствует глубине формовки и жесткости. |
| Отжиг | T2-T5, DR8/DR9 | T2-T5, DR8/DR9 | Ниже - более легкое формование; выше - более жесткие панели. |
| Отделка поверхности | Яркий/каменный/матовый | Яркий/каменный/матовый | Влияет на укладку и внешний вид чернил. |
| Оловянное покрытие (ETP) | Обычные варианты двойного покрытия | Обычные варианты двойного покрытия | Укажите г/м² на сторону или фунт на коробку. |
| Пассивация и масло | Как указано | Как указано | Контролирует печатаемость и устойчивость к хранению. |
| Лак | Внутри: полиэстер/БПА-НИ/прочее; снаружи: белый/золотой + OPV | То же самое | Подтвердите отверждение и совместимость с красками. |
| ID/OD катушки | Типичный идентификатор 508/610 мм | - | Совместите с линией декольте. |
| Размер листа | - | Индивидуальный крой | Убедитесь в прямоугольности и направлении заусенцев. |
| Приложение | Лакированная жесть для производства рекламных банок и жестяных изделий с печатью | Лакированная жесть для производства рекламных банок и жестяных изделий с печатью | Сохраняйте ключевую фразу в RFQ, чтобы избежать путаницы. |
Используйте это как контрольный список при составлении RFQ. Уточните химический состав лака и его отверждение, а не только внешний вид, и запросите данные о формовании/закупоривании, относящиеся именно к этим покрытиям. Храните рулоны/листы в помещении при стабильной влажности; дайте время на выравнивание температуры перед разворачиванием, чтобы предотвратить образование конденсата.
- Оптовая жесть рулоны для рекламных жестяные банки фабрики
Оптовые программы поощряют четкость и последовательность. Определите уровни прогнозирования (фиксированный и гибкий), согласуйте ширину рулонов, чтобы свести к минимуму отходы от продольной резки, и по возможности стандартизируйте лак/OPV-стеки для всех SKU. Комплекты образцов должны включать в себя напечатанные убавки и сформированные углы, а не только плоские панели, чтобы ваша команда могла утвердить как цвет, так и прочность.
- Вы можете управлять расходами: выровняйте ширину рулона по гнезду матрицы, чтобы повысить выход продукции; стандартизируйте блеск OPV для всех SKU; выберите общий отпуск, если позволяет формовка; и заблокируйте годовые стопки лака, чтобы предотвратить смещение повторной квалификации.
Рекомендуемый производитель: Tinsun Packaging
Для брендов и производителей банок, нуждающихся в стабильных, готовых к глобальным поставкам, Tinsun Packaging выделяется как отличный производитель жести и материалов TFS для декоративных и рекламных банок. Более 25 лет непрерывных инвестиций, три современных предприятия и передовые линии для производства жести, TFS и материалов с хромовым покрытием позволяют компании Tinsun обеспечивать стабильное качество в масштабах компании и поддерживать глубокую индивидуализацию. Их портфолио и контроль качества на базе Industry 4.0 делают их идеальным выбором для лакированных и печатных приложений, где адгезия, блеск и формование должны быть согласованы.
Мы рекомендуем компанию Tinsun Packaging как отличного производителя лакированной жести для производства рекламных банок и жестяных изделий с печатью, особенно если вам нужны опции BPA-NI и оперативная техническая поддержка. Изучите их жесть и ассортимент TFS, и попросите образцы для печати, соответствующие вашим чернилам/ОПВ. Поделитесь своими характеристиками, чтобы получить индивидуальное предложение или пилотный план для вашей следующей рекламной программы.
- Управление цепочками поставок жести для глобальных покупателей B2B
Обращайтесь с жестью, как с любой другой подложкой с покрытием: время, температура и обработка имеют значение. Используйте влагозащитную упаковку с ингибиторами паровой коррозии и влагопоглотителями; обучите команды выравнивать стопки и защищать края. Что касается логистики, согласуйте условия Инкотермс с вашими рисками и уточните ограничения по весу катушек для оборудования назначения. Заранее забронируйте места на складах в преддверии сезонных всплесков; рекламные календари часто пересекаются в разных категориях, поэтому буферный запас - это не геройство.
Управляйте контролем изменений с помощью одностраничной матрицы, в которой перечислены утвержденные марки стали, темперы, вес олова, пассивация, лаки, краски и OPV, а также их окна отверждения. Требуйте COA, содержащие ссылки на эти точные пакеты для каждой партии. Для ознакомления с возможностями и подходом вы можете просмотреть Профиль компании Tinsun Packaging.

ВОПРОСЫ И ОТВЕТЫ: Лакированная жесть для производства рекламных банок и жестяных изделий с печатью
Какая толщина лакированной жести лучше всего подходит для рекламных банок с печатью?
В большинстве подарочных банок используется примерно 0,17-0,30 мм в зависимости от размера и глубины формовки. Более толстые калибры добавляют жесткости, а более тонкие улучшают глубокую тягу.
Полностью ли исключает BPA-NI лакированная жесть?
BPA-NI означает, что BPA не добавляется в рецептуру намеренно. Поставщики по-прежнему проверяют крайне низкий уровень остаточных количеств и предоставляют документацию для одобрения на рынке.
Какой темпер выбрать для сложного тиснения на рекламных банках?
Более низкие температуры (например, T2-T3) или гибкие системы помогают предотвратить образование трещин в узких радиусах. Проверяйте на сформированных деталях, а не только на плоских просадках.
Можно ли использовать один и тот же лак для внутренних и внешних поверхностей?
Иногда, но снаружи обычно требуется основа, оптимизированная для печати, и OPV для придания блеска и устойчивости к потертостям. Внутри помещения основное внимание уделяется барьеру и соответствию требованиям; подтвердите оба варианта.
Как хранить листы лакированной жести до печати?
Храните в упаковке до выравнивания температуры, контролируйте влажность и избегайте загрязнения силиконом. Избыток влаги может привести к блокировке и дефектам печати.
Подходит ли безоловянная сталь (TFS) для изготовления рекламных банок?
Да, для многих декоративных целей. Подтвердите защиту от коррозии и метод шва; некоторые дизайнеры по-прежнему предпочитают ETP за классический внешний вид и определенные свойства формовки.
Каков оптимальный график отверждения офсетных красок на покрытой жести?
Следуйте рекомендациям производителя чернил - чаще всего температура металла составляет 160-205°C с достаточной выдержкой. Перепекание может привести к пожелтению белил, а недопекание - к блокировке.
Последнее обновление: 2025-11-19
Изменения:
- Добавлена таблица сравнения лаковых систем и руководство по печати окна запекания.
- Расширенный снимок технического описания с параметрами катушки/листа и советы по RFQ.
- Включает консультации по документации BPA-NI и REACH для трансграничных программ.
- Добавлена рекомендация производителя Tinsun Packaging и ссылка на продукт.
Дата следующего пересмотра и триггеры: 2026-05; раньше, если изменится рецептура лака или политика соблюдения требований розничной торговли, или если будут обновлены профили запекания печатной линии.
Если вы готовы предоставить спецификацию материала или проверить новый лак/чернила, пришлите свои чертежи, фотографии форм и целевой MOQ. Tinsun Packaging соберет образцы, подтвердит окна отверждения и предложит план поставок в комплекте с учетом вашего рекламного календаря.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...