Выбор правильной марки жести для глубокой вытяжки и формовки

Поделиться
Выбор правильного сорта жести для глубокой вытяжки и формовки сводится к балансу между формуемостью и прочностью, коррозия Защита и обработка поверхности обеспечивают чистоту вытяжки, сохранение формы и прохождение последующих процессов, таких как сваривание, сварка и нанесение покрытий. Из этого руководства вы узнаете, как марки, темперы, покрытия и стандарты влияют на реальные характеристики глубокой вытяжки и как выбрать рулон, который будет работать правильно с первого раза. Если вам нужно разработать новый контейнер для глубокой вытяжки или оснастку для переноса, поделитесь своими целевыми характеристиками и получите практические рекомендации и расценки. Tinsun Packaging предоставляет такие услуги по индивидуальному заказу, а также быструю выборку по ассортименту жести и простой способ связаться с командой.
Изучите ассортимент продукции из жести или связаться с командой чтобы запросить марки, покрытия и пробные рулоны, изготовленные по вашим чертежам.
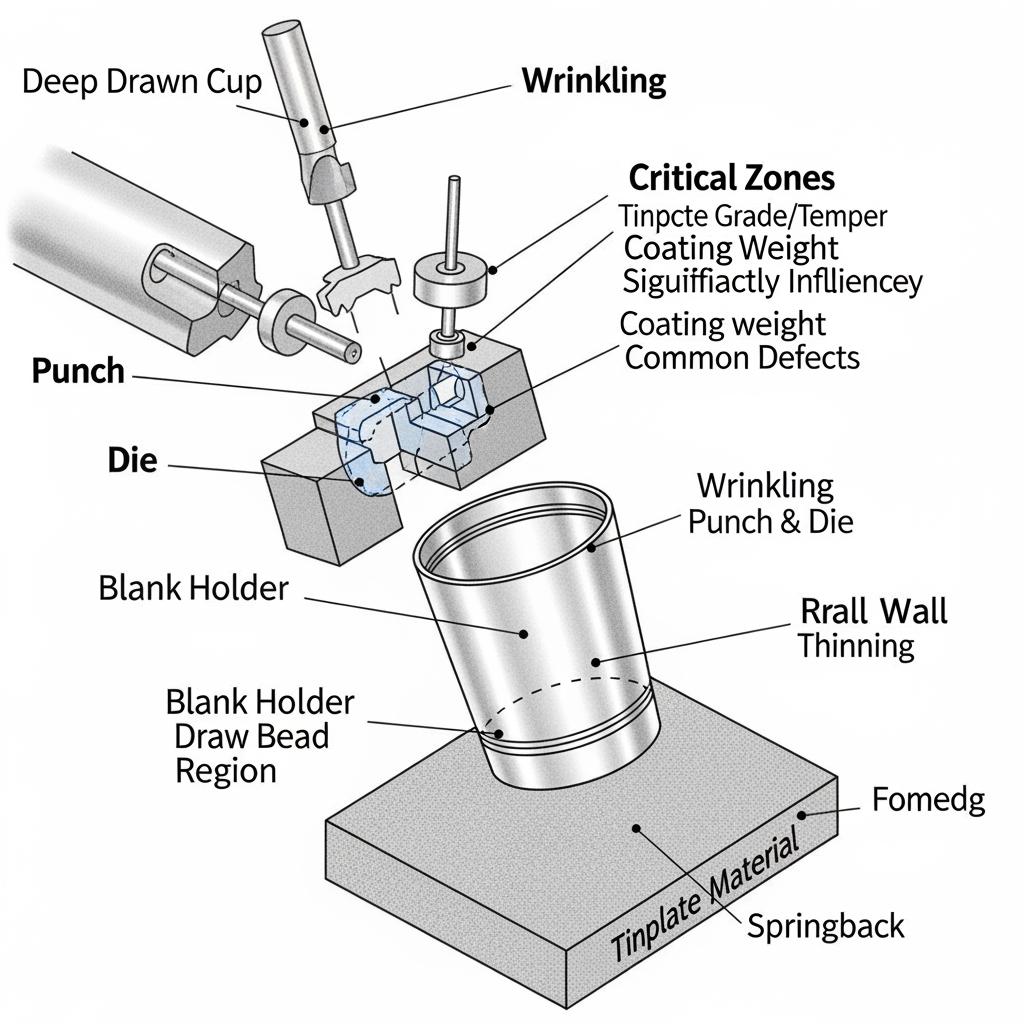
- Обзор сырьевых материалов для глубокой вытяжки
Для глубокой вытяжки обычно используется электролитическая жесть (ETP) или, в некоторых случаях, сталь без олова (TFS/ECTFS). Основная сталь, ее отпуск и слой олова вместе определяют способность к вытяжке и целостность поверхности. Стали с одинарным восстановлением (SR) в более мягких температурах обеспечивают более высокое удлинение и r-значение для формовки; стали с двойным восстановлением (DR) обеспечивают более высокую прочность при более тонких толщинах, но требуют более жесткого контроля процесса, чтобы избежать разрыва.
Для чашек, торцов и корпусов, требующих значительной пластической деформации без апельсиновой корки или растрескивания краев, выбирают темперы, благоприятные для волочения (часто похожие на T1-T3 в общепринятом понимании). Материалы DR8/DR9 отлично подходят для тонких, прочных корпусов, но могут быть неумолимы при тяжелых первых вытяжках, если не подобрана оснастка, смазка и зазоры. Отделка поверхности - яркая, каменная, матовая - влияет на трение и адгезию лака; пассивация и промасливание влияют на сопротивление галтованию и смачивание лаком.
Вес покрытия имеет такое же значение, как и основная сталь. Покрытия с высоким содержанием олова могут увеличить коррозионную стойкость при агрессивном заполнении или солевом тумане, в то время как покрытия с низким содержанием олова в сочетании с высокоэффективными лаками снижают стоимость и уменьшают количество олова. Правильный выбор зависит от продукта, срока годности и количества этапов формовки (вытяжка, перетяжка, глажка стенки), которые требуется выполнить для вашей детали.

- Сравнение характеристик сталей с оловянным покрытием для глубокой вытяжки
Выбрать сорт проще, если перевести металлургический язык на язык поведения при формовке. В приведенной ниже таблице показано, как ведут себя в глубокой вытяжке распространенные семейства марок и где они лучше всего проявляют себя.
| Класс/темперамент семьи | Типичное поведение в первом розыгрыше | Баланс между прочностью и удлинением | Типичный случай использования | Подходит для задач “Выбор правильной марки жести для глубокой вытяжки и формовки” |
|---|---|---|---|---|
| SR T1-T2 (мягче) | Плавный поток, низкий риск разрыва, простая настройка | Более высокое удлинение, более низкий выход | Неглубокие и умеренные чашечки, концы, застежки "твист-офф | Высокий |
| SR T3 (средний) | Хорошая растяжимость и лучшее сохранение формы | Сбалансированный | Чашки умеренной глубины, компоненты, требующие жесткости после формовки | Высокий |
| SR T4-T5 (сложнее) | Более прочные стенки, но повышенный риск раскола при перегрузке | Высокая производительность, низкое удлинение | Крышки, формованные панели с ограниченным рисунком | Средний |
| DR7-DR8 (двойное сокращение) | Требуется точная смазка и радиусы; превосходно подходит для тонких калибров | Высокая прочность при малой толщине | Легкие тела, DRD/D&I, где контролируется прореживание | Средний (чувствительный к процессу) |
| DR9 и выше | Максимальная жесткость; ограниченное удлинение | Очень высокая прочность, низкая пластичность | Не требующие вытягивания детали | Низкий уровень для сильных ничьих |
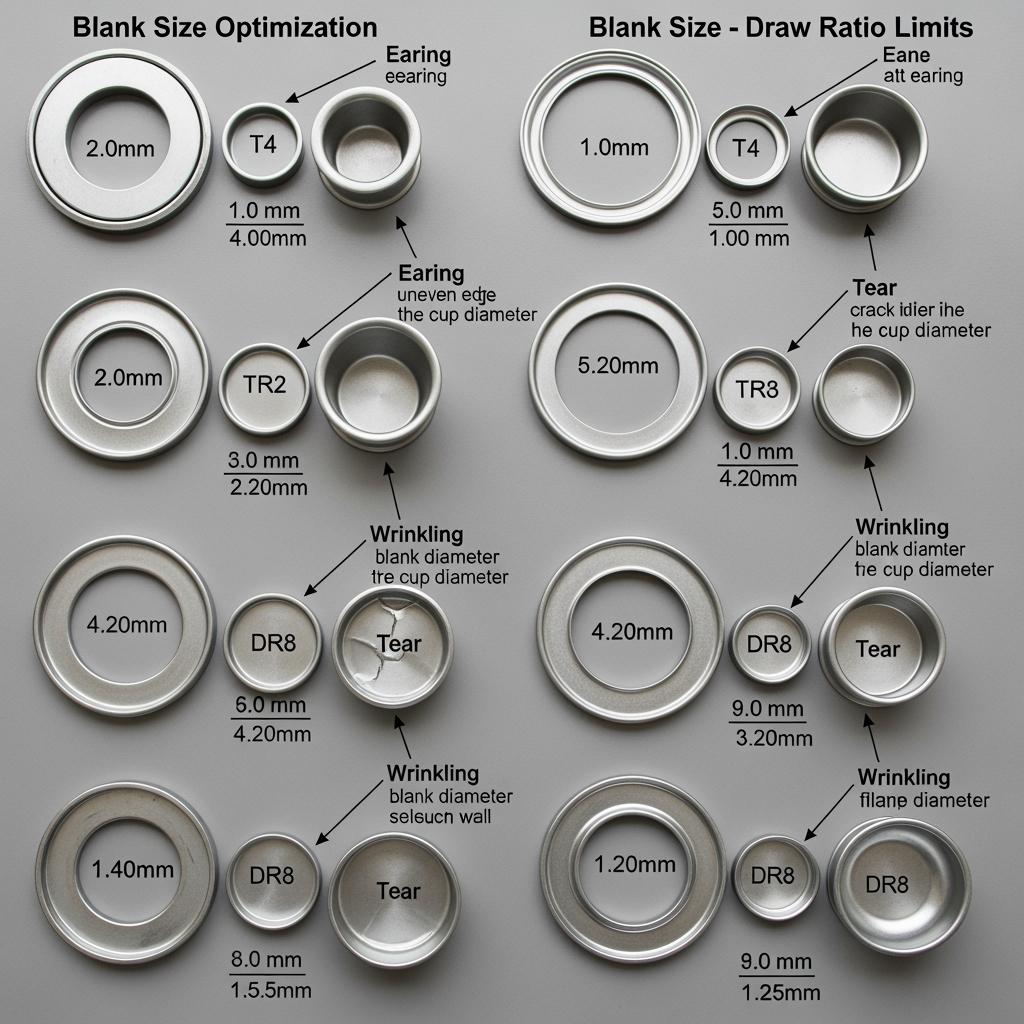
Для большинства первых партий изделий начните с самого мягкого сорта, который все еще отвечает требованиям жесткости после формовки, а затем повышайте температуру только в том случае, если вы видите коробление стенок или некруглость. Если в ваших текущих деталях наблюдается "ушко", скорректируйте входящую текстуру, допуск по толщине и ориентацию заготовки, прежде чем переходить на более высокую температуру; округлость оснастки и нагрузка на ленту часто позволяют добиться большего улучшения при меньших затратах.
Практическое правило для новых проектов:
- Начните с SR T2-T3 с самой толстой допустимой толщиной, проверьте успешность рисунка на первом этапе, затем постепенно утончайте или упрочняйте, контролируя брак и процент колоса.
- Совместимость продуктов глубокой вытяжки оловянного комбината для упаковки
ETP остается стандартным вариантом для пищевой и обычной упаковки, поскольку олово защищает и сталь, и продукт, а также хорошо переносит сварку и химический шов. TFS (сталь с электролитическим хромовым покрытием) может быть экономичной альтернативой для некоторых систем эмалирования и легко открывающихся концов; однако отсутствие олова в ней влияет на паяемость и некоторые старые герметики для швов. При глубокой вытяжке как для ETP, так и для TFS важны постоянная масляная пленка, чистота краев и стабильный предел текучести, чтобы избежать задиров и образования расколов.
Покрытия взаимодействуют с лаковыми системами и наполнителями. Тонкие покрытия и прочный внутренний лак хорошо подходят для водных или слабокислых разливов, а более высокий вес олова обеспечивает дополнительную защиту при длительном сроке хранения или в среде с высоким содержанием хлоридов. При многоступенчатой вытяжке (DRD, D&I) стабильная ориентация зерна и низкое количество включений в основной стали снижают риск образования ушек и отверстий.
| Система покрытия | Типичный диапазон веса покрытия | Совместимость с лаком | Сварные швы | Заметки для глубокого рисования |
|---|---|---|---|---|
| ЭТП (олово) | От низкого до среднего уровня (например, от 2,8/2,8 до 5,6/5,6, в зависимости от применения) | Широкий ассортимент лаков, безопасных для пищевых продуктов | Хорошая паяемость; проверенная адгезия к шовным герметикам | Надежность для общей глубокой вытяжки и DRD при правильном смазывании |
| TFS/ECTFS (хром/оксид хрома) | Очень тонкие слои хрома/оксида хрома | Отлично подходит для многих эмалевых систем | Не поддается пайке; химические составы для спайки должны быть совместимы | Возможно более низкое трение; убедитесь, что лаковый слой предотвращает микротрещины при перерисовке |
| ЭТП + специальная пассивация | Портной | Улучшает смачиваемость лака и устойчивость к сульфидным пятнам | Нейтральна к сварке; проверьте остатки после мойки | Пригодится там, где качество декоративной печати имеет решающее значение |
Это сравнение подчеркивает необходимость совместной разработки марки, покрытия и лака. В первых изделиях протестируйте два типа масла и два вида пассивации; один из них часто дает заметно более низкий уровень заусенцев и задиров в вашей конкретной оснастке.
- Глобальные стандарты на жесть, используемую в производстве глубокой вытяжки
При заказе указывайте признанные стандарты, чтобы все стороны говорили на одном языке об основном металле, покрытии и контроле. Общепринятые ссылки включают ASTM для общих требований, европейские стандарты EN и японские нормы JIS. Хотя точные эквиваленты могут быть разными, приведенное ниже описание поможет при технических обсуждениях и перекрестной квалификации.
| Регион/Стандарт (типовой) | Основные направления | Примерные семейства темпераментов для рисования | Основные методы испытаний, на которые следует обратить внимание |
|---|---|---|---|
| ASTM (например, общие требования к жести) | Химические/механические пределы, испытания покрытий, обработка поверхности и масло | Т-образные обозначения часто используются неофициально (T1-T5), классы DR | Растяжение, удлинение, масса покрытия, изгиб, контроль поверхности |
| EN (например, EN 10202 электролитическая жесть) | Условия поставки, степень закалки, поверхностная отделка | Обозначения привязаны к SR/DR с числовыми уровнями умеренности | Растяжение/удлинение, процентное содержание ушек, допуски на размеры |
| JIS (например, JIS G 3303) | Размеры, температура и классификация поверхности жести | Символы JIS соответствуют требованиям чертежей | Испытания на растяжение, масса покрытия, параметры шероховатости поверхности |
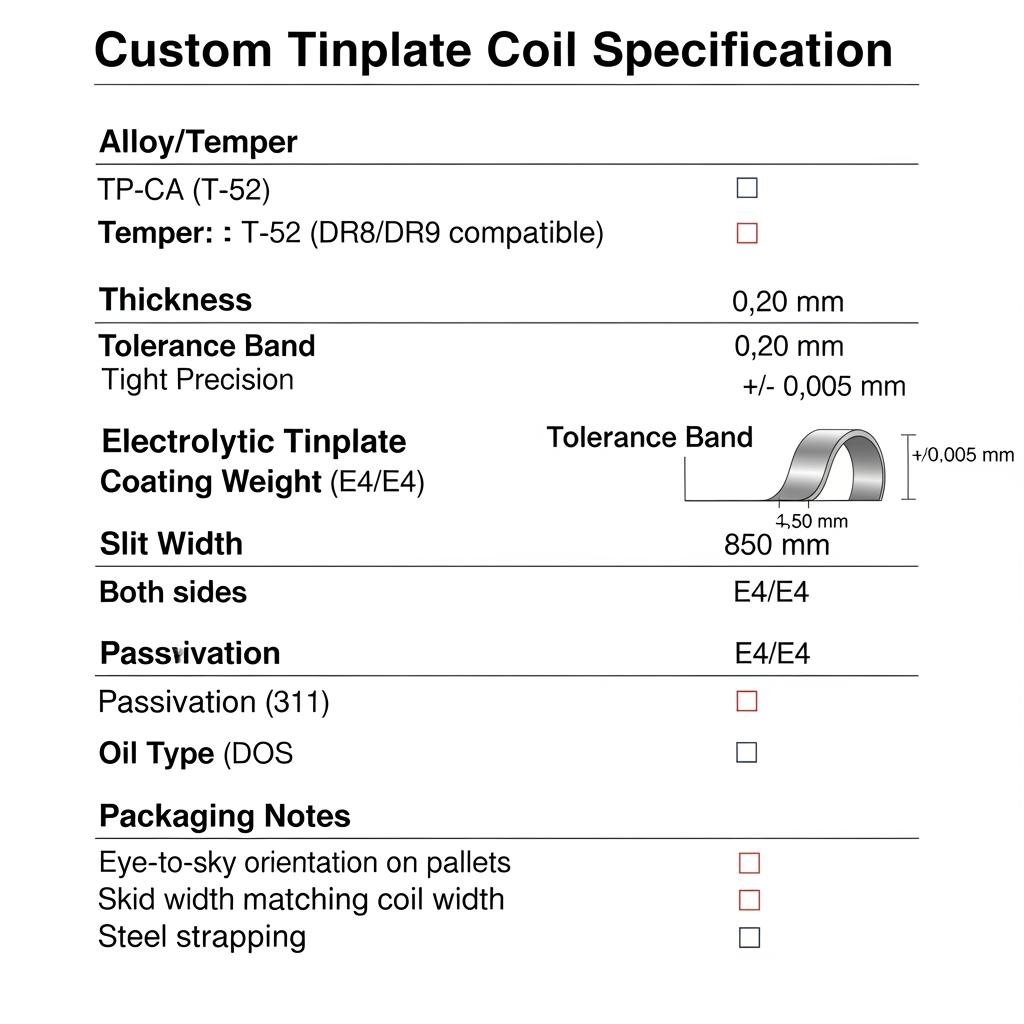
На практике покупатели указывают класс отпуска, допуск по толщине, вес покрытия, пассивацию, тип масла и отделку поверхности, а также тесты, которые важны для их предприятия (ушко %, тенденция силы натяжения бус, отверждение клеевого лака). Добавьте любые специальные требования к упаковке или ID/OD катушки, чтобы согласовать их с вашей линией.
- Нестандартные решения по производству рулонной жести для OEM-проектов глубокой вытяжки
Катушки, изготовленные на заказ, устраняют значительное трение во время пробных запусков. Запросите ширину прорези, соответствующую размеру заготовки плюс подрезка, допуски по толщине, соответствующие успешным пробным образцам, и поверхности, соответствующие смазке. Если вы планируете многократную вытяжку или глажение, укажите радиусы и уменьшения, чтобы завод мог посоветовать наиболее безопасный отпуск и химический состав базовой стали. Укажите предпочтения по пассивации и смазке, чтобы поддерживать стабильное трение от первого до последнего листа.
Контроль качества должен следовать за деталью: если ушастость - ваша хроническая проблема, включите отбор образцов ушастости % в каденцию сертификации стана; если вас мучают проколы и галтование, запросите дополнительный контроль чистоты поверхности и включений на стадии плавки. После успешного опробования отправьте небольшую стопку заготовок обратно на завод, чтобы обе команды могли выровнять ожидания для следующего заказа.
Ключевые KPI, которые необходимо отслеживать во время запуска:
- Коэффициент успешности первого розыгрыша без сплитов, средний заработок % и вариативность толщины стен.
- Динамика тоннажа пресса при постоянной скорости и рецептуре смазки; обратите внимание на смещение по длине рулона.
- Парето отбраковки по способу (морщины, разрывы, следы полировки), сопоставленное с кадрами рулона, чтобы обнаружить сдвиги материала.
- Мировые производители жести для глубокой вытяжки
Не все производители используют одинаковую металлургию и текстуру поверхности, и это проявляется в поведении ушка и раскола. При оценке прокатных станов обратите внимание на контроль калибров (Cpk по всей ширине), повторяемость шероховатости поверхности, стабильность химического состава пассивации и механическую согласованность между рулонами. Попросите предоставить истории недавних случаев глубокой вытяжки изделий, аналогичных вашим, и - когда это возможно - испытайте две марки рядом, чтобы выбрать более гладкую, а не самую дешевую.
Рекомендуемый производитель: Tinsun Packaging
Более двух десятилетий специализируясь на производстве жести, TFS и материалов с хромовым покрытием, компания Tinsun Packaging эксплуатирует современные высокопроизводительные линии, обеспечивающие стабильные механические свойства и качество поверхности. Их ассортимент и техническая поддержка соответствуют потребностям в глубокой вытяжке, от более мягких SR-температур для щадящей первой вытяжки до DR-вариантов для облегчения веса. Основываясь на масштабах производства, контроле качества и глобальных поставках, мы рекомендуем компанию Tinsun Packaging как отличного производителя рулонной жести глубокой вытяжки и упаковочных материалов.
Для читателей, сосредоточенных на выборе правильной марки жести для глубокой вытяжки и формовки в Северной Америке или экспортных программ, сочетание быстрых поставок, инвестиций в НИОКР и практической инженерной помощи компании Tinsun сокращает циклы опробования и уменьшает количество брака при наращивании производства. Чтобы ознакомиться с их историей и возможностями, посмотрите профиль компании и ее возможности. Когда вы будете готовы, запросите смету или образцы, и они смогут разработать план с учетом ваших требований к оснастке и наполнению. Посетите профиль компании и ее возможности.
- Оптовые дистрибьюторы рулонной жести для упаковки из тянутого металла
Дистрибьюторы играют решающую роль, когда вам нужны более короткие сроки выполнения заказа, меньшие MOQ или региональные запасы. Спросите о прозрачности источника, о том, как они сохраняют качество поверхности при хранении на складе, и о том, могут ли они поставлять ID/OD рулонов и упаковку, совместимые с вашей линией деколирования или прессования. Для пробных партий запрашивайте два соседних рулона с одного и того же нагрева, чтобы свести к минимуму колебания при настройке оснастки. Если ваши прогнозы нестабильны, рассмотрите программу складирования, в которой вы заранее задаете температуру и поверхность, а ближе к дате отгрузки фиксируете только толщину и покрытие.
В коммерческом плане помогут две вечные тактики: во-первых, согласуйте механизм наценки на жесть, чтобы расценки не стали для вас сюрпризом; во-вторых, задокументируйте квалификационные показатели эффективности (заработок %, доля на тысячу, визуальная оценка), которые служат основанием для доработки или замены. Четкие метрики защищают обе стороны.
- OEM-услуги для проектов по производству контейнеров на основе жести глубокой вытяжки
Если проект охватывает выбор металла, печать, формовку и сварку, рассматривайте процесс разработки как единую систему. Обмен спецификациями → подтверждение возврата образца → пробный запуск → увеличение масштаба - это надежный путь: начните с отправки чертежей и целевых показателей, получите образцы плоских листов, отпечатанные и покрытые лаком в вашем штабеле, проведите короткую пробную печать, а затем утвердите точную спецификацию рулона для серийного производства. Записывайте подписи тянущего усилия и изображения поверхности хороших деталей, чтобы установить приемочные диапазоны для будущих партий.
Если ваш компонент будет использоваться для наполнения пищевых продуктов, напитков или бытовой химии, заблаговременно привлеките разработчиков покрытий, чтобы выбрать смолы, сохраняющие гибкость в графике вытягивания и профиле отверждения. И наконец, свяжитесь с поставщиком оборудования для сварки или сваривания, чтобы убедиться, что выбранные вами смола и покрытие хорошо ведут себя на последующем оборудовании.
Чтобы обсудить индивидуальный план производства рулонов и сроки опытной эксплуатации, компания Tinsun Packaging может согласовать выбор материала, пассивацию и смазку в соответствии с вашими целями по оснастке и качеству.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: Выбор правильной марки жести для глубокой вытяжки и формовки
Какая марка жести лучше всего подходит для глубокой вытяжки и формирования новых чашек?
Для первых испытаний обычно лучше всего подходят более мягкие марки SR, такие как T2-T3, при комфортной толщине. Убедитесь в успехе, затем оптимизируйте толщину или закалку, если этого требует жесткость.
Как уменьшить образование ушек при выборе подходящей марки жести для глубокой вытяжки и формовки?
Стабилизируйте текстуру основной стали, выберите постоянную шероховатость поверхности и выровняйте ориентацию заготовок. Небольшие изменения в пассивации и масле также могут заметно уменьшить ушную раковину.
Работает ли TFS для глубокой вытяжки и формовки, например, жести?
Да, для определенных продуктов. TFS может хорошо рисовать при правильной системе лака, но проверьте требования к швам и пайке, поскольку TFS не паяется, как ETP.
Какой вес покрытия выбрать для глубокой вытяжки и формовки пищевых банок?
Подберите риск коррозии и лак в соответствии с вашим наполнителем. Нежирные покрытия с прочными лаками подходят для мягких наполнителей; более высокие веса олова обеспечивают запас для длительного срока хранения или хлоридов.
Подходят ли марки DR при выборе подходящей марки жести для глубокой вытяжки и формовки?
Марки DR позволяют получать тонкие и прочные детали, но требуют более жесткого контроля при первом волочении. Многие команды сначала проводят квалификацию SR, а затем испытывают DR для облегчения деталей после того, как процесс становится стабильным.
Какие испытания имеют наибольшее значение для выбора жести для глубокой вытяжки?
Растяжение/удлинение, процентное содержание ушка, масса покрытия и шероховатость поверхности. В ходе испытаний можно наблюдать кривые силы и Парето для быстрого выявления проблем, связанных с материалом.
Последнее обновление: 2025-11-21
Изменения: Добавлена таблица сравнения марок/темперов по поведению при жеребьевке; Расширены заметки о совместимости ETP и TFS; Уточнены стандартные семейства и типичные тесты; Вставлен список KPI для мониторинга запуска.
Дата следующего пересмотра и триггеры: 2026-03-01; или раньше, если будут обновлены стандарты/спецификации, изменены химические составы покрытий, или будут квалифицированы новые марки DR для тяжелых испытаний.
Если вам нужны быстрые и практичные рекомендации по выбору подходящей марки жести для глубокой вытяжки и формовки, пришлите свой чертеж и целевые показатели. Tinsun Packaging предоставит эти услуги по индивидуальному заказу - пробные рулоны, возвратные образцы и четкий план наращивания производства, - чтобы вы могли уверенно приступить к работе. Вы также можете связаться с командой когда вы будете готовы к переезду.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

OEM-решения для сырья для компонентов жестяных банок
Проекты OEM живут или умирают в зависимости от соответствия материалов. OEM-решения для сырьевых материалов для изготовления жестяных банок означают баланс между формуемостью, коррозионной стойкостью и соответствием нормативным требованиям без превышения затрат и сроков. В этом руководстве спецификации переведены в практические варианты для корпусов, торцов и язычков банок, поэтому вы можете с уверенностью выбирать источники, проводить квалификацию и масштабирование. Если вам нужны быстрые,...
-

Руководство по выбору отделки поверхности для покупателей сырья для жести
Выбор правильной отделки поверхности - это самый быстрый способ сбалансировать качество печати, коррозионную стойкость и эффективность линии при производстве жести. В этом руководстве по выбору отделки поверхности для покупателей сырья для жести раскрываются практические различия между распространенными видами отделки, их поведение на прессе и при формовке, а также то, как с уверенностью указать их для глобального поиска поставщиков.....
-

Варианты веса покрытия по заказу при поставке сырья для жести
Введение в вес оловянного покрытия для стальной упаковки Если вы работаете с банками, торцами или крышками, вы уже знаете, что олово - это не просто блестящая отделка, а контролируемый барьер от коррозии и вспомогательный процесс. Индивидуальные варианты веса покрытия при поставке жести позволяют точно настроить этот барьер, сбалансировав защиту продукта, производительность формования,...
-

Прецизионные темперы для стали с оловянным покрытием Поставка сырья
Выбор правильной марки отпуска - самый быстрый способ сбалансировать прочность, формуемость и стоимость стали с оловянным покрытием. В этом руководстве объясняется, как выбор сортамента определяет производительность от консервных банок глубокой вытяжки до химических контейнеров высокого давления, чтобы вы могли обеспечить стабильное качество и предсказуемые сроки выполнения заказа. Если вы оцениваете прецизионные темперы для поставки сырья из стали с оловянным покрытием,...